脉冲热压焊机脉冲热压焊机
- 格式:doc
- 大小:18.50 KB
- 文档页数:4
WSM200直流脉冲氩弧焊机用户手册欢迎使用瑞凌焊机!我们致力于将产品和服务做得尽善尽美!感谢您购买瑞凌焊机,我们将竭诚为您提供优良、可靠的服务。
瑞凌焊机具有可靠质量保证,具体保修信息,请见包装附件中的保修承诺。
为确保您的人身安全和工作环境安全,首次使用设备前,请仔细阅读本手册及设备上粘贴的警示标语。
正确理解本手册的内容,并特别注意手册中的安全注意事项。
文档版本版本号YF-26K,A3版。
2021年11月23日发布。
除非另有约定,本手册仅作为使用指导,其中所有陈述、信息和建议不构成任何明示或暗示的担保。
由于产品版本升级或其他原因,本手册内容会不定期进行更新。
我司保留随时对本手册进行修改的权利,而无须提前通知。
未经我司预先授权,禁止复制、记录、翻印或传播本手册内容。
本手册中图片仅供参考。
若图片与实物不符,请以实物为准。
声明我司质量管理体系,符合ISO9001标准。
产品适用的国家标准:⏹GB/T15579.1弧焊设备第1部分:焊接电源⏹GB/T8118电弧焊机通用技术条件中6.15和6.16条款目录1安全注意事项 (2)2概述 (5)2.1焊机介绍 (5)2.2技术参数 (6)2.3面板说明 (7)3开箱验货 (8)4安装说明 (9)5操作说明 (11)6焊接环境与问题 (13)6.1焊接环境 (13)6.2焊接问题 (13)7日常维护 (15)8故障处理 (16)21安全注意事项安全定义表示若忽视安全告诫,则可能会造成重大事故,甚至导致人员死亡或严重伤害。
表示若忽视安全告诫,则可能造成人员轻微受伤,或导致财产损失。
表示若忽视安全告诫,则可能造成设备的故障或损坏。
个人防护注意事项◆请具有专业资格或具备相关知识和技能的人员对焊机进行安装、操作、保养和维修。
◆电焊设备的安装、检查和修理必须由电工进行,临时施工点应由电工接通电源。
◆在高空或狭窄场所工作时,如箱体、锅炉、船舱等,应设有监督人员。
◆工作时应该佩戴个人防护用品,例如防护面罩、工作服、绝缘手套、绝缘鞋等。
铝及铝合金脉冲熔化极气保焊(MIGP焊)的工艺特点唐山松下产业机器有限公司(063020)王玉松才旭铝及铝合金具有良好的耐蚀性,较高的比强度, 易加工成形和无磁性、无低温转变、导电性及导热性好等众多优点,在航空、航天、汽车、机车、机械制造、船舶及化学工业中大量应用。
铝比钢的比热大两倍,导热性能约大三倍,即升高同样的温度需要的热量较多,而散失热量较快。
铝工件表面极易氧化,生成难熔的Al2O3薄膜,在焊缝中容易产生夹杂物和气孔等缺陷,从而破坏金属的连续性和均匀性,降低机械性能和耐蚀性。
传统的铝及铝合金焊接方法是交流钨极氩弧焊(AC-TIG),其焊缝成形好,焊接质量高。
但是焊接效率低,无法实现自动化焊接。
用脉冲熔化极氩弧焊(MIGP)替代TIG焊接铝及铝合金,实现了半自动化和自动化焊接,效率提高3倍以上,且焊缝熔深大,强度高,但是外观成形不如TIG美观。
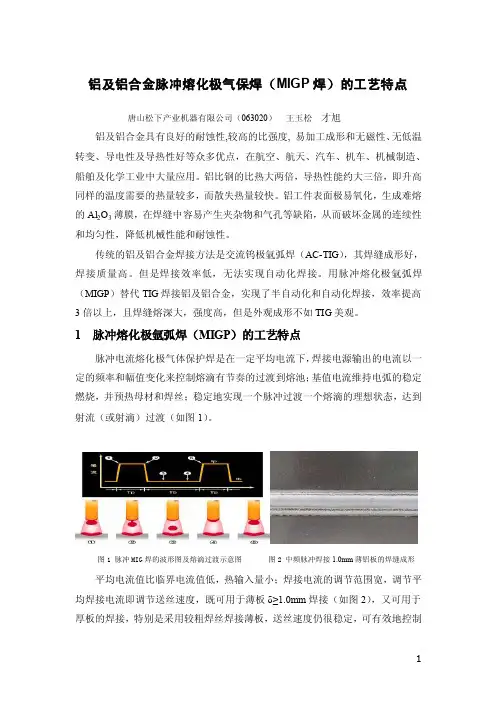
1 脉冲熔化极氩弧焊(MIGP)的工艺特点脉冲电流熔化极气体保护焊是在一定平均电流下,焊接电源输出的电流以一定的频率和幅值变化来控制熔滴有节奏的过渡到熔池;基值电流维持电弧的稳定燃烧,并预热母材和焊丝;稳定地实现一个脉冲过渡一个熔滴的理想状态,达到射流(或射滴)过渡(如图1)。
图1 脉冲MIG焊的波形图及熔滴过渡示意图图2 中频脉冲焊接1.0mm薄铝板的焊缝成形平均电流值比临界电流值低,热输入量小;焊接电流的调节范围宽,调节平均焊接电流即调节送丝速度,既可用于薄板δ≥1.0mm焊接(如图2),又可用于厚板的焊接,特别是采用较粗焊丝焊接薄板,送丝速度仍很稳定,可有效地控制热输入量。
由于电源输出特性为直流反接,阴极雾化能力强,有效地清除Al2O3薄膜。
脉冲电弧同时具有较强的熔池搅拌作用,可以改变熔池冶金性能,有利于消除气孔,未熔合等焊接缺陷。
2 脉冲熔化极氩弧焊(MIGP)的两种电弧模式2.1 中频脉冲模式中频脉冲模式为常用的焊接铝及铝合金的脉冲电弧模式(如图3)图3 中频脉冲波形图图4 低频脉冲(双脉冲)焊缝外观图一般选择“硬性”脉冲电弧,脉冲频率高,电弧的集中性强,焊接波形强化控制。
2006-09-04 | 焊接专业英语词汇(压焊(电阻焊摩擦焊爆炸焊扩散焊超声波焊等))压焊电阻焊 resistance welding (RW点焊 spot welding; resistance spot welding凸焊 projection welding缝焊 seam welding滚点焊 roll-spot welding连续点焊 stitch welding多点焊 multiple spot welding手压点焊 push welding; poke welding脉冲点焊 pulsation spot welding; multiple-impulse welding双面点焊 direct spot welding单面点焊 indirect spot welding串联点焊 series spot welding多点凸焊multiple projection welding频道进缝焊 step-by-step seam welding压平缝焊 mash seam welding串联缝焊 series seam welding对接缝焊 butt seam welding; foil-butt seam电阻对焊 upset butt welding闪光对焊 flash butt welding (FBW储能焊 stored energy welding电容储能点焊 condenser discharge spot welding高频电阻焊 high frequency resistance welding冲击电阻焊 percussion welding胶接点焊 spot weld-bonding; weld-bonding闪光 flashing; flash过梁 bridge; lintel顶锻 upsetting; upset夹紧力 clamping force顶锻力 upsetting force; upset force电极压力 electrode force; electrode pressure电极滑移 electrode skid焊接循环 welding cycle预压时间 squeeze tim e锻压时间 forge-delay tim e; forge tim e焊接通电时间(电阻焊)welding tim e (resistance welding 预热时间 preheat tim e加热时间 heat tim e冷却时间 cool tim e间歇时间 quench tim e; chill time回火时间 temper time维持时间 hold tim e休止时间 off tim e闪光时间flash time; flashing tim e顶锻时间 upset tim e; upsetting tim e 有电顶锻时间 upset current tim e无电顶锻时间 upset current-off time闪光速度 flashing speed闪光电流 flashing current; flash current 顶锻电流 upset current预热电流 preheat current回火电流 temper current调伸长度 initial overhange; extension 闪光留量 flash allowance顶锻留量 upset allowance顶锻速度 upset speed电极接触面 electrode contact surface 贴合面 faying surface焊点 welding spot熔核 nugget熔核直径 diameter of nugget塑性金属环区corona bond焊透率penetration rate压痕indentation压痕深度depth of indentation压深率indentation ratio翘离sheet separation缩孔shrinkage cavity胡须intrusion电极粘损electrode pick up喷溅splash/ expulsion毛刺fin飞边upset m etal/ fin焊点距weld spacing/ spot weld spacing 边距edge distance分流shunt current接触电阻contact resistance电阻焊机resistance welding machine点焊机spot welding machine多点焊机multiple spot welding m achine移动式点焊机portable spot welding machine缝焊机seam welding mac hine纵横两用缝焊机universal seam welder对焊机butt resistance welding machine凸焊机projection welding machine三相低频焊机three phase low frequency welder二次整流电阻焊机direct current resistance welder secondary rectification电容储能电阻焊机condenser discharge resistance welder电容储能点焊机condenser type spot welder/ capacitor spot welding machine 工频电阻焊机mains frequency resistance welding m achine低频电阻焊机frequency converter resistance welding m achine高频焊机high frequency induction welder逆变式电阻焊机inverter type resistance welding m achine全波阻焊电源full wave resistance welding power source斩波阻焊电源chopped wave resistance welding power source 旋转焊接变压器rotary welding transformerC 形点焊钳C-type welding head/ C-type gunX 形点焊钳pincer spot welding head/ pliers spot welding head 断续器contactor同步断续器synchronous contactor异步断续器non-synchronous contactor程序控制器sequencer程序时间调节器sequencer tim er电极臂arm电极握杆electrode holder电极台板backup die/ bolster电极水冷管electrode cooling tube电极头electrode tip电极帽electrode cap锥头电极truncated tip electrode平头电极flat tip electrode尖头电极pointed tip electrode球面电极radius tip electrode偏心电极offest electrode直电极straight electrode弯电极cranked electrode双弯电极double cranked (swannecked electrode 滚轮电极circular electrode/ welding wheel斜棱滚轮电极bevelled wheel顶锻机构upsetting mechanism电极总行程total electrode stroke工作行程operational stroke辅助行程electrode travel/ electrode stroke臂间距离horn spacing/ throat opening电极臂伸出长度arm extension摩擦焊friction welding (FW转速friction speed摩擦压力friction pressure/ heating pressure摩擦时间friction tim e摩擦变形量burn-off length摩擦变形速度burn-off rate停车时间stopping time顶锻变形量forge length顶锻变形速度forge rate摩擦表面friction surface储能摩擦焊fly-wheel type friction welding径向摩擦焊radial friction welding扩散焊diffusion welding (DW过渡液相扩散焊transient liquid phase diffusion welding 热等静压扩散焊hot isotatic pressure diffusion welding 热轧扩散焊roll diffusion welding扩散缝焊seam diffusion welding超塑成形扩散焊supperplastic forming diffusion bounding 隔离剂buttering m aterial爆炸焊explosive welding (EW爆炸点焊explosive spot welding爆炸线焊explosive line welding多层板爆炸焊explosive welding of m ultiplayer plates 多层管爆炸焊explosive welding of m ultiplayer tubes 覆板(覆管)cladding plat (tube/ flyer plate (tube 基板(基管)base plate(tube/ parent plate (tube 保护层buffer/ protector基础base预置角preset angle间距initial stand-off/ spacing装药量explosive load装药密度charge density/ loading density 质量比mass ratio平行法parallel plate configuration角度法preset angle configuration均匀布药average arranging explosive梯形布药gradient arranging explosive爆炸焊参数explosive welding parameters 初始参数initial parameters动态参数dynamic parameters界面参数interface param eters爆轰速度detonation velocity覆板速度cladding plate velocity碰撞点impact point碰撞点速度velocity of the impact point 弯折角bending angle碰撞角collision angle碰撞压力impact pressure格尼能Gurney energy垂直碰撞normal impact倾斜碰撞oblique impact/ inclined impact 对称碰撞symmetrical impact来流upper stream出流down stream再入射流re-entrant jet自清理oneself cleaning结合区bond zone平面结合plane bond波状结合wave-like bond界面波长length of the interfacial wave 界面波幅amplitude of the interfacial wave 熔化层molten layer熔化袋molten pocket雷管区detonator zone边界效应edge effect焊接性窗口weldability windows焊着率ratio of welding area内爆法internal explosion process外爆法external explosion process半圆柱试验法semi-cylinder experiment m ethod 超声波焊ultrasonic welding (UW超声波点焊ultrasonic spot welding超声波缝焊ultrasonic seam welding超声波点焊机ultrasonic spot welder超声波缝焊机ultrasonic seam welder冷压焊cold pressure welding (CPW热压焊hot pressure welding热轧焊hot roll welding旋弧压力焊rotating arc pressure welding 埋弧压力焊submerged arc pressure welding 电渣压力焊electroslag pressure welding 气压焊gas pressure welding锻焊forge-welding/ blacksmith welding 磁力脉冲焊magnetic-pulse welding。
焊接相关英文缩写收集整理:John Zhang 2007-7-18AW——ARC WELDING——电弧焊AHW——atomic hydrogen welding——原子氢焊BMAW——bare metal arc welding——无保护金属丝电弧焊CAW——carbon arc welding——碳弧焊CAW-G——gas carbon arc welding——气保护碳弧焊CAW-S——shielded carbon arc welding——有保护碳弧焊CAW-T——twin carbon arc welding——双碳极间电弧焊EGW——electrogas welding——气电立焊FCAW——flux cored arc welding——药芯焊丝电弧焊FCW-G——gas-shielded flux cored arc welding——气保护药芯焊丝电弧焊FCW-S——self-shielded flux cored arc welding——自保护药芯焊丝电弧焊GMAW——gas metal arc welding——熔化极气体保护电弧焊GMAW-P——pulsed arc——熔化极气体保护脉冲电弧焊GMAW-S——short circuiting arc——熔化极气体保护短路过度电弧焊GTAW——gas tungsten arc welding——钨极气体保护电弧焊GTAW-P——pulsed arc——钨极气体保护脉冲电弧焊MIAW——magnetically impelled arc welding——磁推力电弧焊PAW——plasma arc welding——等离子弧焊SMAW——shielded metal arc welding——焊条电弧焊SW——stud arc welding——螺栓电弧焊SAW——submerged arc welding——埋弧焊SAW-S——series——横列双丝埋弧焊RW——RWSISTANCE WELDING——电阻焊FW——flash welding——闪光焊RW-PC——pressure controlled resistance welding——压力控制电阻焊PW——projection welding——凸焊RSEW——resistance seam welding——电阻缝焊RSEW-HF——high-frequency seam welding——高频电阻缝焊RSEW-I——induction seam welding——感应电阻缝焊RSEW-MS——mash seam welding——压平缝焊RSW——resistance spot welding——点焊UW——upset welding——电阻对焊UW-HF——high-frequency——高频电阻对焊UW-I——induction——感应电阻对焊SSW——SOLID STATE WELDING——固态焊CEW——co-extrusion welding——CW——cold welding——冷压焊DFW——diffusion welding——扩散焊HIPW——hot isostatic pressure diffusion welding——热等静压扩散焊EXW——explosion welding——爆炸焊FOW——forge welding——锻焊FRW——friction welding——摩擦焊FRW-DD——direct drive friction welding——径向摩擦焊FSW——friction stir welding——搅拌摩擦焊FRW-I——inertia friction welding——惯性摩擦焊HPW——hot pressure welding——热压焊ROW——roll welding——热轧焊USW——ultrasonic welding——超声波焊S——SOLDERING——软钎焊DS——dip soldering——浸沾钎焊FS——furnace soldering——炉中钎焊IS——induction soldering——感应钎焊IRS——infrared soldering——红外钎焊INS——iron soldering——烙铁钎焊RS——resistance soldering——电阻钎焊TS——torch soldering——火焰钎焊UUS——ultrasonic soldering——超声波钎焊WS——wave soldering——波峰钎焊B——BRAZING——软钎焊BB——block brazing——块钎焊DFB——diffusion brazing——扩散焊DB——dip brazing——浸沾钎焊EXB——exothermic brazing——反应钎焊FB——furnace brazing——炉中钎焊IB——induction brazing——感应钎焊IRB——infrared brazing——红外钎焊RB——resistance brazing——电阻钎焊TB——torch brazing——火焰钎焊TCAB——twin carbon arc brazing——双碳弧钎焊OFW——OXYFUEL GAS WELDING——气焊AAW——air-acetylene welding——空气乙炔焊OAW——oxy-acetylene welding——氧乙炔焊OHW——oxy-hydrogen welding——氢氧焊PGW——pressure gas welding——气压焊OTHER WELDING AND JOINING——其他焊接与连接方法AB——adhesive bonding——粘接BW——braze welding——钎接焊ABW——arc braze welding——电弧钎焊CABW——carbon arc braze welding——碳弧钎焊EBBW——electron beam braze welding——电子束钎焊EXBW——exothermic braze welding——热反应钎焊FLB——flow brazing——波峰钎焊FLOW——flow welding——波峰焊LBBW——laser beam braze welding——激光钎焊EBW——electron beam welding——电子束焊EBW-HV——high vacuum——高真空电子束焊EBW-MV——medium vacuum——中真空电子束焊EBW-NV——non vacuum——非真空电子束焊ESW——electroslag welding——电渣焊ESW-CG——consumable guide eletroslag welding——熔嘴电渣焊IW——induction welding——感应焊LBW——laser beam welding——激光焊PEW——percussion welding——冲击电阻焊TW——thermit welding——热剂焊THSP——THERMAL SPRAYING——热喷涂ASP——arc spraying——电弧喷涂FLSP——flame spraying——火焰喷涂FLSP-W——wire flame spraying——丝材火焰喷涂HVOF——high velocity oxyfuel spraying——高速氧燃气喷涂PSP——plasma spraying——等离子喷涂VPSP-W——vacuum plasma spraying——真空等离子喷涂TC——THERMAL CUTTING——热切割OC——OXYGEN CUTTING——气割OC-F——flux cutting——熔剂切割OC-P——metal powder cutting——金属熔剂切割OFC——oxyfuel gas cutting——氧燃气切割CFC-A——oxyacetylene cutting——氧乙炔切割CFC-H——oxyhydrogen cutting——氢氧切割CFC-N——oxynatural gas cutting——氧天然气切割CFC-P——oxypropanne cutting——氧丙酮切割OAC——oxygen arc cutting——氧气电弧切割OG——oxygen gouging——气刨OLC——oxygen lance cutting——氧矛切割AC——ARC CUTTING——电弧切割CAC——carbon arc cutting——碳弧切割CAC-A——air carbon arc cutting——空气碳弧切割GMAC——gas metal arc cutting——熔化极气体保护电弧切割GTAC——gas tungsten arc cutting——钨极气体保护电弧切割PAC——plasma arc cutting——等离子弧切割SMAC——shielded metal arc cutting——焊条电弧切割HIGH ENERGY BEAM CUTTING——高能束切割EBC——electron beam cutting——电子束切割LBC——laser beam cutting——激光切割LBC-A——air——空气激光切割LBC-EV——evaporative——蒸气激光切割LBC-IG——inert gas——惰性气体激光切割LBC-O——oxygen——氧气激光切割焊接英文词汇收集整理:John Zhang 2007-7-18电阻焊resistance welding (RW)点焊spot welding; resistance spot welding凸焊projection welding缝焊seam welding滚点焊roll-spot welding连续点焊stitch welding多点焊multiple spot welding手压点焊push welding; poke welding脉冲点焊pulsation spot welding; multiple-impulse welding 双面点焊direct spot welding单面点焊indirect spot welding串联点焊series spot welding多点凸焊multiple projection welding频道进缝焊step-by-step seam welding压平缝焊mash seam welding串联缝焊series seam welding对接缝焊butt seam welding; foil-butt seam电阻对焊upset butt welding闪光对焊flash butt welding (FBW)储能焊stored energy welding电容储能点焊condenser discharge spot welding高频电阻焊high frequency resistance welding冲击电阻焊percussion welding胶接点焊spot weld-bonding; weld-bonding闪光flashing; flash过梁bridge; lintel顶锻upsetting; upset夹紧力clamping force顶锻力upsetting force; upset force电极压力electrode force; electrode pressure电极滑移electrode skid焊接循环welding cycle预压时间squeeze time锻压时间forge-delay time; forge time焊接通电时间(电阻焊)welding time (resistance welding) 预热时间preheat time加热时间heat time冷却时间cool time间歇时间quench time; chill time回火时间temper time维持时间hold time休止时间off time闪光时间flash time; flashing time顶锻时间upset time; upsetting time有电顶锻时间upset current time无电顶锻时间upset current-off time闪光速度flashing speed闪光电流flashing current; flash current顶锻电流upset current预热电流preheat current回火电流temper current调伸长度initial overhange; extension总留量total allowance闪光留量flash allowance顶锻留量upset allowance顶锻速度upset speed电极接触面electrode contact surface贴合面faying surface焊点welding spot熔核nugget熔核直径diameter of nugget塑性金属环区corona bond焊透率penetration rate压痕indentation压痕深度depth of indentation压深率indentation ratio翘离sheet separation缩孔shrinkage cavity胡须intrusion电极粘损electrode pick up喷溅splash/ expulsion毛刺fin飞边upset metal/ fin焊点距weld spacing/ spot weld spacing边距edge distance分流shunt current接触电阻contact resistance电阻焊机resistance welding machine点焊机spot welding machine多点焊机multiple spot welding machine移动式点焊机portable spot welding machine 缝焊机seam welding machine纵横两用缝焊机universal seam welder对焊机butt resistance welding machine凸焊机projection welding machine三相低频焊机three phase low frequency welder二次整流电阻焊机direct current resistance welder secondary rectification电容储能电阻焊机condenser discharge resistance welder电容储能点焊机condenser type spot welder/ capacitor spot welding machine 工频电阻焊机mains frequency resistance welding machine低频电阻焊机frequency converter resistance welding machine高频焊机high frequency induction welder逆变式电阻焊机inverter type resistance welding machine全波阻焊电源full wave resistance welding power source斩波阻焊电源chopped wave resistance welding power source旋转焊接变压器rotary welding transformer点焊钳spot welding headC形点焊钳C-type welding head/ C-type gunX形点焊钳pincer spot welding head/ pliers spot welding head断续器contactor同步断续器synchronous contactor异步断续器non-synchronous contactor程序控制器sequencer程序时间调节器sequencer timer电极臂arm电极握杆electrode holder电极台板backup die/ bolster电极水冷管electrode cooling tube电极头electrode tip电极帽electrode cap锥头电极truncated tip electrode平头电极flat tip electrode尖头电极pointed tip electrode球面电极radius tip electrode偏心电极offest electrode直电极straight electrode弯电极cranked electrode双弯电极double cranked (swannecked) electrode滚轮电极circular electrode/ welding wheel斜棱滚轮电极bevelled wheel顶锻机构upsetting mechanism电极总行程total electrode stroke工作行程operational stroke辅助行程electrode travel/ electrode stroke臂间距离horn spacing/ throat opening电极臂伸出长度arm extension摩擦焊friction welding (FW)转速friction speed摩擦压力friction pressure/ heating pressure摩擦转矩friction torque摩擦时间friction time摩擦变形量burn-off length摩擦变形速度burn-off rate停车时间stopping time顶锻变形量forge length顶锻变形速度forge rate摩擦表面friction surface储能摩擦焊fly-wheel type friction welding径向摩擦焊radial friction welding扩散焊diffusion welding (DW)过渡液相扩散焊transient liquid phase diffusion welding 热等静压扩散焊hot isotatic pressure diffusion welding热轧扩散焊roll diffusion welding扩散缝焊seam diffusion welding超塑成形扩散焊supperplastic forming diffusion bounding 隔离剂buttering material爆炸焊explosive welding (EW)爆炸点焊explosive spot welding爆炸线焊explosive line welding多层板爆炸焊explosive welding of multiplayer plates多层管爆炸焊explosive welding of multiplayer tubes覆板(覆管)cladding plat (tube)/ flyer plate (tube)基板(基管)base plate(tube)/ parent plate (tube)保护层buffer/ protector基础base预置角preset angle间距initial stand-off/ spacing装药量explosive load装药密度charge density/ loading density质量比mass ratio平行法parallel plate configuration角度法preset angle configuration均匀布药average arranging explosive梯形布药gradient arranging explosive爆炸焊参数explosive welding parameters初始参数initial parameters动态参数dynamic parameters界面参数interface parameters爆轰速度detonation velocity覆板速度cladding plate velocity碰撞点impact point碰撞点速度velocity of the impact point弯折角bending angle碰撞角collision angle碰撞压力impact pressure格尼能Gurney energy垂直碰撞normal impact倾斜碰撞oblique impact/ inclined impact对称碰撞symmetrical impact来流upper stream出流down stream再入射流re-entrant jet自清理oneself cleaning结合区bond zone平面结合plane bond波状结合wave-like bond界面波长length of the interfacial wave界面波幅amplitude of the interfacial wave熔化层molten layer熔化袋molten pocket雷管区detonator zone边界效应edge effect焊接性窗口weldability windows焊着率ratio of welding area起爆方法method of initiation内爆法internal explosion process外爆法external explosion process半圆柱试验法semi-cylinder experiment method 超声波焊ultrasonic welding (UW)超声波点焊ultrasonic spot welding超声波缝焊ultrasonic seam welding超声波点焊机ultrasonic spot welder超声波缝焊机ultrasonic seam welder冷压焊cold pressure welding (CPW)热压焊hot pressure welding热轧焊hot roll welding旋弧压力焊rotating arc pressure welding埋弧压力焊submerged arc pressure welding电渣压力焊electroslag pressure welding气压焊gas pressure welding锻焊forge-welding/ blacksmith welding磁力脉冲焊magnetic-pulse welding硬钎焊brazing软钎焊soldering烙铁钎焊iron soldering火焰钎焊torch brazing/ torch soldering热风钎焊hot gas soldering感应钎焊induction brazing电阻钎焊resistance brazing接触反应钎焊contact-reaction brazing电弧钎焊arc brazing浸渍钎焊dip brazing/ dip soldering盐浴钎焊saltbath dip brazing (soldering)金属浴钎焊molten metal bath dip brazing炉中钎焊furnace brazing/ furnace soldering保护气氛钎焊brazing in controlled atmosphere真空钎焊vacuum brazing蒸气钎焊vapor phase soldering超声波钎焊ultrasonic soldering扩散钎焊diffusion brazing波峰钎焊flow soldering/ wave soldering分级钎焊step brazing/ step soldering不等间隙钎焊brazing with the unparalleled clearance红外线钎焊infra-red brazing (soldering)光束钎焊light soldering (brazing)激光钎焊laser brazing (soldering)电子束钎焊electron beam brazing钎接焊braze-welding钎料brazing filler metal/ solder硬钎料brazing filler metal软钎料solder (m)自钎剂钎料self-fluxing brazing alloy/ self-fluxing filler metal 活性钎料active filler metal/ active metal brazing alloy成形钎料preformed filler metal/ solder preform非晶态钎料amorphous filler metal粉状钎料powdered filler metal钎料膏braze cream/ braze paste/ solder cream/ solder paste药皮钎料flux coated brazing(soldering)rod层状钎料sandwich filler metal药芯钎料丝flux-cored colder wire敷钎料板clad brazing sheet钎剂brazing flux; soldering flux气体钎剂gas flux反应钎剂reaction flux松香钎剂colophony flux; rosin flux钎剂膏flux paste阻流剂stopping-off agent钎剂活性flux activity钎剂活性温度范围activation temperature range of flux钎剂热稳定性thermal stability of flux钎焊过程brazing (soldering) process钎焊操作brazing (soldering) operation工艺镀层technological coating钎焊面faying face钎缝间缝joint gap; joint clearance钎焊参数brazing process variables钎焊温度brazing temperature钎焊时间brazing time钎焊保温时间holding time of brazing钎缝brazing seam; soldering seam钎缝界面区interfacial region钎缝金属brace metal钎角fillet钎焊接头braced joint; soldered joint平面搭接头joggled lap joint; flush lap joint搭接对接接头butt and lap joint搭接T形接头lapped T-joint; flanged T-joint锁缝接头folded joint平面锁缝接头lick side seam joint; flat lock seam joint 锁缝角接接头lock corner joint; corner double seam 嵌入T形接头inset T jointT形管接头branch T saddle joint套管接头socket joint外喇叭口套管接头flare tube fitting扩口套管接头spigot joint钎焊性brazability; solderability润湿性wettability润湿角wetting angle; contact angle铺展性spreadability铺展系数spread factor; coefficient of spreading钎着率brazed rate脱钎de-brazing; de-soldering润湿称量试验wetting balance test铺展性试验spreadability test填缝性试验clearance fillability test未钎透incomplete penetration虚钎cold soldered joint钎料熔析liquation of filler metal溶蚀erosion钎料流失brazing filler metal erosion钎剂夹杂flux inclusion晶间渗入intergranular penetration波峰钎焊机wave soldering machine冷壁真空钎焊炉cold wall type vacuum brazing热壁真空钎焊炉hot wall type vacuum brazing furnace 钎焊盒brazing retort钎剂涂敷器fluxer钎炬brazing (soldering) blowpipe喷灯brazing lamp烙铁solder iron热喷涂thermal spraying火焰喷涂flame spraying电弧喷涂electric arc spraying等离子喷涂plasma spraying高频感应喷涂high frequency spraying气体爆燃式喷涂detonation flame spraying金属喷涂metal spraying; metallizing塑料喷涂plastic spraying陶瓷喷涂ceramic spraying喷熔spray-fusing表面粗糙化处理surface roughening电火花拉毛electrospark roughening抛锚效应anchoring喷涂层spray-fused coating喷熔层spray-fused coating结合层bond coating; under coating工作层work coating结合强度adhesive strength涂层强度strength of coating封孔处理sealing封孔剂sealant喷涂率spray rate沉积效率deposition efficiency孔隙率porosity喷涂材料spraying material自熔剂合金粉末self-fluxing alloy powder喷炬(枪)spray torch;热切割thermal cutting (TC)气割gas cutting; oxygen cutting氧溶剂切割powder cutting氧-石英砂切割quartz powder cutting电弧切割arc cutting氧气电弧切割oxy-arc cutting空气电弧切割air arc cutting等离子弧切割plasma arc cutting (PAC)空气等离子弧切割air plasma arc cutting氧等离子切割oxygen plasma arc cutting水再压缩空气等离子弧切割air plasma water injection arc cutting双层气流等离子弧切割dual gas plasma arc cutting; shielded gas plasma arc cutting 激光切割laser cutting(LC); laser beam cutting电子束切割electron beam cutting喷气激光切割gas jet laser cutting碳弧切割carbon arc cutting水下切割underwater cutting喷水式水下电弧切割waterjet method underwater arc cutting氧矛切割oxygen lancing; oxygen lance cutting溶剂氧切割powder lancing手工气割manual oxygen cutting自动气割automatic oxygen cutting仿形切割shape cutting数控切割NC (numerical-control) cutting快速切割high-speed cutting垂直切割square cut叠板切割stack cutting坡口切割beveling; bevel cutting碳弧气割carbon arc air gouging火焰气刨flame gouging火焰表面清理scarfing氧熔剂表面修整powder washing预热火焰preheat flame预热氧preheat oxygen切割氧cutting oxygen/ cutting stream切割速度cutting speed切割线lone of cut/ cut line切割面face of cut/ cut face切口kerf切口上缘cutting shoulder切口宽度kerf width后拖量drag切割面平面度evenness of cutting surface/ planeness of cutting surface割纹深度depth of cutting veins/ stria depth切割面质量quality of cut face上缘熔化度shoulder meltability/ melting degree of shoulder切口角kerf angle缺口notch挂渣adhering slag结瘤dross割炬cutting torch/ cutting blowpipe/ oxygen-fuel gas cutting torch割枪cutting gun割嘴cutting nozzle/ cutting tip快速割嘴divergent nozzle/ high-speed nozzle表面割炬gouging blowpipe水下割炬under-water cutting blowpipe水下割条electrode for under-water cutting粉剂罐powder dispenser数控切割机NC cutting machine门式切割机flame planer光电跟踪切割机photo-electric tracing cutting火焰切管机pipe flame cutting machine磁轮式气割机gas cutting machine with magnetic wheels 焊接结构welded structure/ welded construction焊件weldment焊接部件weld assembly组装件built-up member接头设计joint design焊接应力welding stress焊接瞬时应力transient welding stress焊接残余应力welding residual stress热应力thermal stress收缩应力contraction stress局部应力local stress拘束应力constraint stress固有应力inherent stress固有应变区inherent strain zone残余应力测定residual stress analysis逐层切割法Sach’s methodX射线衍射法X-ray stress analysis小孔释放法Mathar method固有应变法inherent strain method消除应力stress relieving局部消除应力local stress relieving应力重分布stress redistribution退火消除应力stress relieving by annealing温差拉伸消除应力low temperature stress relieving机械拉伸消除应力mechanical stress relieving应力松弛stress relaxation焊接变形welding deformation焊接残余变形welding residual deformation局部变形local deformation角变形angular distortion自由变形free deformation收缩变形contraction deformation错边变形mismatching deformation挠曲变形deflection deformation波浪变形wave-like deformation火焰矫正flame straightening反变形backward deformation焊接力学welding mechanics断裂力学fracture mechanics弹塑性断裂变形elasto-plastic fracture mechanics线弹性断裂力学linear elastic fracture mechanics延性断裂ductile fracture脆性断裂brittle fracture应力腐蚀开裂stress corrosion cracking热应变脆化hot straining embrittlement临界裂纹尺寸critical crack size裂纹扩展速率crack propagation rate裂纹张开位移(COD)crack opening displacement拘束度restraint intensity拘束系数restraint coefficient应变速率strain rate断裂韧度fracture toughness应力强度因子stress intensity factor临界应力强度因子critical stress intensity factors应力腐蚀临界应力强度因子critical stress intensity factor of stress corrosion cracking J积分J-integration罗伯逊止裂试验Robertson crack arrest testESSO试验ESSO test双重拉伸试验doucle tension test韦尔斯宽板拉伸试验Well’s wide plate test帕瑞斯公式Paris formula断裂分析图fracture analysis diagram焊接车间welding shop焊接工作间welding booth焊接工位welding post/ welding station焊接环境welding surroundings焊工welder电焊工manual arc welder气焊工gas welder焊接检验员weld inspector焊工培训welders training焊工模拟训练器trainer of synthetic weld焊工考试welder qualification test焊工合格证welder qualification/ welder qualified certification钢板预处理steel plate pretreatment喷沙sand blast喷丸shot blast矫正straighten开坡口bevelling (of the edge)/ chanfering装配assembly/ fitting安装erect刚性固定rigid fixing装配焊接顺序sequence of fitting and welding 焊接工艺评定welding procedure qualification 焊接工艺规程welding procedure specification 焊接工艺试验welding procedure test焊接工艺卡welding procedure card工序operational sequence焊接材料消耗定额welding consumables quota 焊接工时定额welder-hour quota清渣slag removal清根back gouging/ back chipping锤击peening返修次数number of rewelding焊接工作台welding bench装焊平台welding platen电磁平台electromagnetic platen焊接翻转机welding tilter焊接回转台floor turnable positioner焊接变位机positioner焊接滚轮架turning rolls焊接操作机manpulator焊工升降台welder’s lifting platform焊接夹具welding jig/ fixture磁力夹紧器magnetic jig螺旋推撑器screw operated tensioning unit焊丝盘绕机welding wire coiler焊条压涂机welding electrode extrusion press 红外线加热器infra-red heater干燥箱dryer焊条保温筒thermostat for electrode流量计flow meterCO2预热器CO2 heaterCO2干燥器CO2 desiccator焊接电缆welding cable电缆夹头welding connector地线earth lead地线夹头earth clamp焊接参数记录仪welding parameter recorder 焊缝检测规weld gauge喷嘴通针tip cleaner测温笔tempil stick敲渣锤chipping hammer焊接衬垫backing/ welding backing保留垫板fusible backing/ permanent backing临时垫板temporary backing焊剂垫flux backing惰性气体衬垫inert-gas backing引弧板run-on tab/ end tab/ starting weld tab引出板run-off tab/ end tab定位板strong-back加强勒stiffener嵌条insert套环ferrule面罩helmet滤光镜片filter glass/ welding glass防护镜片cover glass/ plain glass气焊眼镜welding goggles焊接机器人welding robot点焊机器人spot welding robot弧焊机器人arc welding robot切割机器人cutting robot焊接机器人生产线robot line for welding焊接机器人工作站welding robot station机器人运动自由degree of free for robot机器人工作空间robot working space轨迹重复精度path repeatability点位重复精度PTP repeatability焊接专家系统welding expert system焊接机器人示数welding robot play back焊接图象识别pattern recognition for welding焊接图象处理welding image processing计算机辅助焊接工艺设计computer-aided welding process programming (CAWPP) 计算机辅助焊接结构设计computer-aided design for welding structure焊接烟尘weld fume焊接发尘量total amount of fumes焊接烟尘浓度weld fume concentration焊接烟尘容限浓度threshold limit values of weld fume (TLV)焊接发尘速率weld fume emission rate焊接有害气体welding toxic gases/ weld harmful gases标定卫生空气需要量nominal hygienic air requirement焊工尘肺pheumocomsis of welder焊工锰中毒chronic occupational manganese poisoning of welder焊工氟中毒fluorosis of welder焊工金属烟热metal fume fever of welder电光性眼炎eye-flash (arc eye)电光性皮炎electro-photo dermatitis电弧紫外线灼伤ultraviolet ray burn防电击装置voltage reducing device除尘装置dust collection device焊工手套welding gloves护脚welding spats防护鞋shielding shoes焊接欠缺welding imperfection焊接缺陷weld defect气孔blowhole/ gas pore针尖状气孔pinhole密集气孔porosity条虫状气孔wormhole裂纹crack表面裂纹surface crack咬边undercut焊瘤overlap凹坑pit烧穿burn through塌陷excessive penetration未焊透incomplete penetration/ lack of penetration未熔合lack of fusion/ incomplete fusion未焊满incompletely filled weld根部凹陷root concavity电弧擦伤arc scratch夹渣slag inclusion夹杂物inclusion夹钨tungsten inclusion白点fish eye/ flake错边misalignment/ dislocation试件test piece试样test specimen无损检验nondestructive test破坏检验destructive test外观检查visual examination超声波探伤ultrasonic inspection直射法超声波探伤straight beam method斜射法超声波探伤angle beam method液浸法超声波探伤immersion method射线探伤radiographic inspection/ radiographyX射线探伤X-ray radiographic inspectionγ射线探伤gamma-ray inspectionX射线工业电视探伤X-ray industrial television inspection 磁粉探伤magnetic particle inspection电磁探伤electromagnetic inspection/ eddy current test探伤灵敏度flaw detection sensitivity渗透探伤penetration inspection荧光探伤flurescent penetrant inspection 着色探伤dye penetrant inspection密封性检验leak test气密性检验air tight test枕形气密检验pillow test耐压检验pressure test水压检验hydraulic test气压检验pneumatic test液晶检验liquid crystal test声发射检测acoustic emission testing面弯试验face bend testing背弯试验root bend test侧弯试验side bend test横弯试验horizontal bend test纵弯试验axial bend test压扁试验squeezing test。

TIG焊机中引弧、稳弧脉冲装置的原理与故障排除聂琴【摘要】Combining with the working experience and specific models, this paper analyzed the principle of arc starting pulse installation in DC TIG welding machine. The principle of arc starting and steadying pulse installation in AC TIG welding machine was also analyzed. According to the specific cases, such failure analysis methods and elimination method were also introduced.%结合工作经验和具体机型,分析了直流TIG焊机中引弧脉冲装置的原理和交流TIG焊机中引弧、稳弧脉冲装置的原理,根据具体案例,介绍了此类故障的分析思路和排除方法.【期刊名称】《制造技术与机床》【年(卷),期】2012(000)001【总页数】5页(P134-138)【关键词】TIG;引弧;稳弧;原理;故障【作者】聂琴【作者单位】鹤壁高级技工学校,河南鹤壁458030【正文语种】中文【中图分类】TG434.3使用高熔点的钨棒作焊枪的电极,利用氩气作为保护气体的气体保护焊,称为钨极氩弧焊,即TIG焊。
TIG焊配用的焊机有交流、直流和脉冲直流3种类型,其共同之处是:使用非接触式引弧,即在引弧时,起动装在焊机内的高频高压引弧脉冲振荡器,使之在焊枪钨极与焊件之间产生几千伏高压的高频放电火花,火花引燃焊接电弧;其区别之处是:交流TIG电源内部配有稳弧脉冲振荡器,以保证交流TIG焊的稳定。
在对TIG焊接电源维修中发现,以TIG焊引弧和稳弧装置的故障维修居多,又以分析其电路原理最难。
IC控制器控制 YR系列交流电阻焊机 维修指南 唐山松下产业机器有限公司焊接学校前 言 唐山松下产业机器有限公司自成立至今已销售了几万台各种类型的焊机,深受广大用户的好评。
为了便于广大用户更好地掌握唐山松下产品的正确使用、维护及修理,我们编写了这本教材,其中的内容着重为操作和维修人员提供帮助,所以没有过多的理论陈述,而是以操作时的控制程序为基础,主要介绍了电路结构及故障检测。
同时,根据敝公司技术服务人员的工作实践和焊接学校教师的授课经验,介绍了故障原因的分析方法和相关注意事项,相信对读者会有所帮助。
本教材所提供的检测方法仅供参考,具体故障请结合实际情况仔细检查。
由于时间及水平所限,对其中不足之处,敬请读者批评指正。
唐山松下产业机器有限公司焊接学校2003年8月目 录 1.概述 (4)2.电阻焊基本原理 (5)3.松下工频YR系列阻焊机额定规格 (11)4.YF-0701D型控制器的操作及功能 (12)5.YF-0701D型标准IC控制电阻焊机电路方框图 (13)6.电阻焊机常用检修方法 (14)7.检修程序及注意事项 (15)8.更换YF-0701D控制器时的调试方法 (17)9.晶闸管的检修方法 (17)10.YF-0701D阻焊控制器主P板故障检测流程图 (18)11.YF-0701D阻焊控制器故障检测流程图 (21)12.阻焊机一般养护流程图 (23)13.YF-0701D控制电阻焊机主电路图 (24)14.部品明细表 (25). 概 述: 1.1电阻焊定义: 电阻焊是将被焊工件压紧于两电极之间,并通以电流,利用电流流经工件接触面及邻近区域产生的电阻热将其加热到熔化或塑性状态,使之形成金属结合的一种方法。
电阻焊方法主要有四种,即点焊、缝焊、凸焊、对焊。
点焊时,工件只在有限的接触面上,即所谓“点”上被焊接起来,并形成扁球形的熔核。
点焊又可分为单点焊和多点焊。
多点焊时,使用两对以上的电极,在同一工序内形成多个熔核。
IC控制器控制 YR系列交流电阻焊机 维修指南 唐山松下产业机器有限公司焊接学校前 言 唐山松下产业机器有限公司自成立至今已销售了几万台各种类型的焊机,深受广大用户的好评。
为了便于广大用户更好地掌握唐山松下产品的正确使用、维护及修理,我们编写了这本教材,其中的内容着重为操作和维修人员提供帮助,所以没有过多的理论陈述,而是以操作时的控制程序为基础,主要介绍了电路结构及故障检测。
同时,根据敝公司技术服务人员的工作实践和焊接学校教师的授课经验,介绍了故障原因的分析方法和相关注意事项,相信对读者会有所帮助。
本教材所提供的检测方法仅供参考,具体故障请结合实际情况仔细检查。
由于时间及水平所限,对其中不足之处,敬请读者批评指正。
唐山松下产业机器有限公司焊接学校2003年8月目 录 1.概述 (4)2.电阻焊基本原理 (5)3.松下工频YR系列阻焊机额定规格 (11)4.YF-0701D型控制器的操作及功能 (12)5.YF-0701D型标准IC控制电阻焊机电路方框图 (13)6.电阻焊机常用检修方法 (14)7.检修程序及注意事项 (15)8.更换YF-0701D控制器时的调试方法 (17)9.晶闸管的检修方法 (17)10.YF-0701D阻焊控制器主P板故障检测流程图 (18)11.YF-0701D阻焊控制器故障检测流程图 (21)12.阻焊机一般养护流程图 (23)13.YF-0701D控制电阻焊机主电路图 (24)14.部品明细表 (25)?. 概 述: 1.1电阻焊定义: 电阻焊是将被焊工件压紧于两电极之间,并通以电流,利用电流流经工件接触面及邻近区域产生的电阻热将其加热到熔化或塑性状态,使之形成金属结合的一种方法。
电阻焊方法主要有四种,即点焊、缝焊、凸焊、对焊。
点焊时,工件只在有限的接触面上,即所谓“点”上被焊接起来,并形成扁球形的熔核。
点焊又可分为单点焊和多点焊。
多点焊时,使用两对以上的电极,在同一工序内形成多个熔核。
宁波螺栓
阿里巴巴网销宝数据分析专家对比08年同期数据,根据买不锈钢螺纹丝套前价格,从50万优质词中提炼出的精华关键词!
铝合金风量调节阀耐高温伸缩软管转动手柄三立折弯机 ★ 实惠词买家搜索量:高!气动流量调节阀 ★ 实惠词目前的价格:低!
纺织加湿器 ★ 实惠词价格实惠效果好,性价比超高!
含油 衬套切削刀片苏州液压机械精密注塑模具加词流程:
模具配件制造请点击下面的链接查看详细图解:
风动电动工具反应釜垫车床加工求购不锈钢非标螺丝推力滚针轴承干燥热风机1、同时按下“Ctrl”和“F”键,就可以打开查找窗口。
精密定量阀2、在查找内容一栏里输入你要找的词,例如“内衣”,然后点进口配件3、电脑会自动查找所有含有“二手”的词,并显示在下方。
204机械密封松江钣金加工深圳卷绕机医疗机构水果切丁机上海钣金机柜单片锯片激光切割钣金燃气空Õ{水泥设备制造宁波粉末冶金传递窗机械互锁m16法兰螺母330焊丝
止推垫片,衬套江门市不锈钢进口银焊片卵石滤料江都不锈钢喷雾干燥制粒机轴承8108燃油锅炉熔盐液下泵阀门配件焊接氧化水泵配件立车
不锈钢厨房设备翻斗车机械及行业设备(下)
什么是实惠词
如何添加实惠词
找词小技巧
为什么要选实惠词
/html/p4p acelog=p4pfuwushc12
专家对比08年同期数据,根据买家搜索量和目
出的精华关键词!
性价比超高!
键,就可以打开查找窗口。
要找的词,例如“内衣”,然后点击查找全部“二手”的词,并显示在下方。
惠词
实惠词
技巧
实惠词
l/p4p/faq.html?question=14&tr。
焊接名词解释2焊接名词解释2三.压焊术语1.压焊焊接过程中,必须对焊件施加压力(加热或不加热),以完成焊接的方法。
包括固态焊、热压焊、锻焊、扩散焊、气压焊及冷压焊等。
2.固态焊焊接温度低于母材金属和填充金属的熔化温度,加压以进行原子相互扩散的焊接工艺方法。
3.热压焊加热并加压到足以使工件产生宏观变形的一种固态焊。
4.锻焊将工件加热到焊接温度并予打击,使接合面足以造成永久变形的固态焊接方法。
5.扩散焊将工件在高温下加压,但不产生可见变形和相对移动的固态焊接方法。
使用这种方法时接合面间可预置填充金属。
6.气压焊用氧燃气加热接合区并加压使整个接合面焊接的方法。
7.冷压焊在室温下对接合处加压使产生显著变形而焊接的固态焊接方法。
8.摩擦焊利用焊件表面相互摩擦所产生的热,使端面达到热塑性状态,然后迅速顶锻,完成焊接的一种压焊方法。
9.爆炸焊利用炸药爆炸产生的冲击力造成焊件的迅速碰撞,实现连接焊件的一种压焊方法。
10.超声波焊利用超声波的高频振荡能对焊件接头进行局部加热和表面清理,然后施加压力实现焊接的一种压焊方法。
11.电阻焊工件组合后通过电极施加压力,利用电流通过接头的接触面及邻近区域产生的电阻热进行焊接的方法。
12.电阻对焊将工件装配成对接接头,使其端面紧密接触,利用电阻热加热至塑性状态,然后迅速施加顶锻力完成焊接的方法。
13.闪光对焊工件装配成对接接头,接通电源,并使其端面逐渐移近达到局部接触,利用电阻热加热这些接触点(产生闪光),使端面金属熔化,直至端部在一定深度范围内达到预定温度时,迅速施加预锻力完成焊接的方法。
闪光对焊又可分为连续闪光焊和预热闪光焊。
14.高频电阻焊利用10~500kHz的高频电流,进行焊接的一种电阻焊方法。
15.电阻点焊焊件装配成搭接接头,并压紧在两电极之间,利用电阻热熔化母材金属,形成焊点的电阻焊方法。
16.多点焊用两对或两对以上电极,同时或按自控程序焊接两个或两个以上焊点的点焊。
- 84 -工 业 技 术0 引言世界石油定向井行业普遍使用CrMnN 不锈钢作为随钻电阻率材料,如P550、P530、15-15H 等。
这类无磁不锈钢能保证电阻率设备的非磁使用环境,但可焊性通常较差。
常规的电弧焊、钨极氩弧焊会导致该类钢中氮的烧损,进而导致奥氏体的稳定性下降、磁导率上升,相对磁导率超过1.01。
脉冲激光焊接是以聚焦的激光束作为能源照射焊件表面,利用产生的热量进行焊接的[1]。
面对210mm 电阻率钻铤生产制造的需求,该文研发了P550无磁高强度不锈钢钻铤对接焊接的材料与工艺。
1 210mm 随钻电阻率钻铤对接焊接材料工艺1.1 焊接材料的选定采用对接焊接的210mm 随钻电阻率钻铤的材质是P550奥氏体不锈钢,其成分如表1所示。
利用X-MET 光谱仪对原材料进行检测,材料性能符合标准要求。
表1 P550Cr-Mn-N 不锈钢的化学成分元素成分C Mn Cr Mo Ni 标准含量(%)Max 《0.0620.50~21.6018.30~20.00Min》0.50Min》1.40实测结果(%)-21.4119.260.552.27对合金元素对不锈钢奥氏体稳定性的影响,该文选用以Inconel625合金作为焊材脉冲激光焊熔敷接头的打底层。
Inconel625是一种含有大量Cr、Mo、Nb 的镍铁基材料,具有较好的力学性能及耐蚀性,在碱水、盐水、淡水、中性盐和空气中几乎不发生腐蚀,因此在石油、化工等领域得到了广泛应用[2]。
再在脉冲激光焊接增材Inconel625合金打底层上以Inconel625合金焊丝-钨极氩弧焊,逐层完成接头的焊接。
1.2 焊接材料与工艺根据对电阻率本体材料及焊料的选定,结合焊接的方式,设定主要焊接工艺如下。
1.2.1 焊前预热将焊接部位(自距焊缝两端各150mm,计354mm 的区域)用电热带加热,要求预热至70℃以上开始焊接。
1.2.2 焊接接头根部打底层要求厚度不小于12mm,使用脉冲激光焊方式。
表1电焊机型号的代表字母(符号)(摘自GB/T10249-1988)序号第一字位第二字位第三字位第四字位第五字位代表字母大类名称代表字母小类名称代表字母附注特征代表字母系列序号代表字母基本规格1A弧焊发电机XPD下降特征平特性多特性省略DQCTH电动机驱动单纯弧焊发汽油机驱动柴油机驱动拖拉机驱动或汽车驱动省略12直流交流发电机整流式交流A额定焊接电流2Z 弧焊整流器XPD下降特性平特性多特性省略MLE一般电源脉冲电源高空载电压交直流两用(省略)134567磁放大器饱和电抗器式动铁芯式动线圈式晶体管式晶闸管式变换抽头式变频式A额定焊接电流3B 弧焊变压器XP下降特性平特性L高空载电压省略12356磁饱合或饱合电抗器式动铁芯式串联电抗动圈式晶闸管式变换抽头式A额定焊接电流4M埋弧焊机ZBUD自动焊半自动焊堆焊多用省略JEM直流交流交直流脉冲省略239焊车式横臂式机床式焊头悬挂式A额定焊接电流5W TIG焊机ZSDQ自动焊手工焊点焊其他省略JEM直流交流交直流脉冲省略12345678焊车式全位置焊车横臂式机床式旋转焊头式台式焊接机器人变位式真空充气式A额定焊接电流6N MTG/MAG焊机ZBDUG自动焊半自动焊点焊堆焊切割MC氩气及混合气体保护焊脉冲二氧化碳保护焊省略234567焊车式横臂式机床式旋转焊头式台式焊接机器人变位式A额定焊接电流7H电渣焊机SBDR丝极板极多用极熔嘴A额定焊接电流8D点焊机NRJZDB工频电容贮能次级整流直流冲击波低频变频(省略)KW一般点焊快速点焊网状点焊(省略)1236垂直运动式圆弧运动式手提式悬挂式焊接机器人KVAJKVAKVAKVA额定容量最大贮能量额定容量额定容量额定容量9T凸焊机NRJZ工频电容贮能直流冲击波次级整流垂直运动式KVAJKVAKVA额定容量最大贮能量额定容量额定容量10F缝焊机NRJZDB工频电容贮能直流冲击波次级整流低频变频(省略)YP一般缝焊挤压缝焊垫片缝焊(省略)123垂直运动式圆弧运动式手提式悬挂式KVAJKVAKVAKVA额定容量最大贮能量额定容量额定容量额定容量11U对焊机N R JZ D B 工频电容贮能直流冲击波次级整流低频变频(省略)B Y G C T一般对焊薄板对焊异面截面对焊钢窗闪光对焊自行车轮圈对焊链条对焊(省略)123固定式弹簧加压式杠杆加压式悬挂式KVA J KVA KVA KVA额定容量最大贮能量额定容量额定容量额定容量12L等离子弧焊机和切割机G H U D切割焊接堆焊多用A13S超声波焊机D F 点焊缝焊省略2固定式手提式KW发生器输入功率14E电子束焊机Z D B W 高真空低真空局部真空真空外省略Y静止式电子枪移动式电子枪省略1二极枪三极枪KW×mA mA加速电压×电子束流电子束流表2电弧焊和气焊用焊接材料型号和牌号中的代号代号含义举例备注1.焊条型号E 碳钢焊条E4303,E5016GB/T5117-1995低合金钢焊条E5515,E7018GB/T5118-1995不锈钢焊条E209-15,E308MoL -26GB/T983-1995ED 堆焊焊条EDPCrMo ―A 2―16,EDCrNi -B -15GB/T984-1985EZ 铸铁焊条EZCQ ,EZNiFe -2GB/T10044-1988ENi 镍及镍合金焊条Eni -1EniCrFe -1-15GB/T13814-1992ECu 铜及铜合金焊条ECu ,ECuZn -B GB/T3670-1995,旧标准为“TCu ”TAI 铝及铝合金焊条TAISi ,TAIMn GB/T3669-19832.焊条牌号J(结)结构钢焊条J422(结422),J506GM 我国20世纪70年代由焊条制造行业统一编制的焊条牌号,R (热)钼及铬钼耐热钢焊条R107(热107),R817W (温)低温钢焊条W707(温707),W907Ni至今仍有些制造厂家的牌号前加上该生产厂的代号。
hotbar焊接机工作原理
Hotbar焊接机是一种常见的热压焊接设备,其主要工作原理是通过在热板上加热并施加压力来将两个或多个材料粘合在一起。
下面将详细介绍Hotbar焊接机的工作原理。
1. 热板加热
Hotbar焊接机的热板通常由导电材料制成,例如铜或铝。
在进行焊接之前,需要将热板预先加热到适当的温度。
这通常可以通过使用内置的电加热器来实现。
电加热器会将电能转化为热能,并使其传递到导电材料中。
一旦达到所需温度,就可以开始进行焊接。
2. 施加压力
在进行焊接时,需要施加足够的压力将两个或多个材料粘合在一起。
这通常可以通过使用气动或液压系统来实现。
气动或液压系统会施加恒定的压力,并保持该压力直到完成整个过程。
3. 焊接过程
当达到所需温度并施加足够的压力时,就可以开始进行焊接了。
该过
程通常分为以下几个步骤:
(1)预热阶段:在开始施加压力之前,需要将材料预热到足够的温度。
这有助于确保焊接过程的成功。
(2)压合阶段:一旦达到所需温度并施加足够的压力,就可以开始将材料粘合在一起。
这通常需要持续一定的时间,以确保材料充分粘合。
(3)冷却阶段:完成焊接后,需要将材料冷却到室温。
这通常可以通过停止加热器并继续施加压力来实现。
一旦冷却完成,就可以解除压力,并取出已焊接的材料。
总体来说,Hotbar焊接机是通过在热板上加热并施加压力来将两个或多个材料粘合在一起的。
其工作原理简单明了,但需要注意控制好温
度和压力等参数以确保焊接质量。
一种新型的软、硬板结合焊接技术(FoB:FPC on Board)车固勇单位名称:海能达通信股份有限公司(原深圳市好易通科技有限公司)SMT工艺团队联系方式:*****************摘要表面贴装技术(SMT)自20世纪70年代末产生以来,经历了近40年的长足发展与进步,目前已经形成了相当规模的产业链。
特别是在珠三角、长三角以及环渤海经济区,涉及到SMT相关的设备、厂房、焊料、元器件、加工等方面的企业在这些地区几乎随处可见。
2010年,随着SMT代工王“富士康”由珠三角向内地迁移,标志在SMT相关产业将进入由沿海向内地发展的新时期。
SMT作为目前应用最广泛、最成熟的电子产品组装技术,它始终是以印刷线路板作为载体的。
通俗地说,SMT就是一项在印刷线路板上面做文章的技术,它做的是“表面”功夫。
从早期的硬质印刷线路板(俗称“硬板”)发展到后来的柔性线路板(俗称“软板”),软、硬板因各自的特点不同而在电子产品中同时得到广泛的运用。
硬板的最大特点是“硬”,它有很强的机械强度但不可弯曲。
软板的最大特点是“软”,它能够任意角度弯曲且非常薄。
而在一些电子产品中,既要利用软板的“软”的特性,又要用到硬板的“硬”的特性,如:翻盖手机、硬盘的磁头等。
这样以来,我们就需要将软、硬板结合焊接在一起,这就是我们今天要讨论的课题。
关键词SMT:Surface Mount Technology,表面贴装技术。
印刷线(电)路板:俗称硬板,英文为Printed Circuit Board,即PCB。
柔性线(电)路板:俗称软板,英文为Flexible Printed Circuit,即FPC。
FoB:FPC on Board,指的是将软、硬板结合在一起的焊接技术。
Golden Finger:金手指,即软硬板结合部分的条形阵列焊盘。
Hot Bar:脉冲热压焊接引言为了将FPC(软板)和PCB(硬板)焊接在一起,传统的做法是通过脉冲热压焊接技术实现的。
MADE in FRANCENEOPULSE 500 G10 Ref. 014503MIG/MAG :- steel and stainless steel wire: Ø 0.6 to 1.6 mm - aluminium wire: Ø 0.8 to 1.6 mm - CuSi and CuAl wire: Ø 0.8 to 1.2 mmMMA DC / Pulse : basic, rutile and cellulosic electrodes (up to Ø 6 mm) TIG DC lift / Pulse.Supplied without accessoriesReinforced metal case & non slip rubber pads. IP 23 protection rate.Interconnection cables (air or water cooled) up to 20m (optional).Remote settings of the wire feeder using the 2 optional remote controls (digital or analog). 4 rings/brackets for lifting/positioning.Digital technology, the NEOPULSE 500 G is a pulsed MIG/MAG welding power source with a separate wire feeder. Ultra high performance and designed for the highest performance level using the latest technology, it features +100 synergic curves and exceptional arc quality/performances. Intuitive and highly functional, its digital interface allows you to change welding parameters with ease. Equipped with its NEOFEED-4W reel (optional), this welding power source provides productivity and quality of unmatched welding on all types of alloys.www.gys.frIntended for heavy and demanding industrial applications:4 microprocessors increase the speed of communication and optimize the efficiency of the product. High productivity thanks to its high duty cycle (470A @ 60%).Connectable via a SAM control interface for use on robot/automaton (optional). Higher resistance and robustness of the electronics.Powerful electronically controlled wire feed motor (100 W) with 4 active drive rolls. High arc voltage for easier ignition and exceptional arc dynamic.SYNERGIC mode : Select the material/gas type and wire diameter , now the NEOPULSE automatically determines the optimal welding conditions and allows you to adjust the settings (wire feed speed, voltage, current, arc length).New user friendly interface focused on welders’ navigation habits. Complete update of the machine and synergies by USB key. Cooling unit (ref. 032750) and trolley (ref. 037328) optional. Storage of 500 welding programs (can be saved on USB stick). Displays current/voltage during and after welding (WPS/PQR).Choice of the main parameter to display on the screen (wire speed, average welding current, etc.). Internal lighting of the motorized roll and wire reel.Viewing window on trapdoor to check the consumption of the filler wire.Intelligent ventilation management to reduce power consumption, dust extraction and substation noise.Welding processes : Manual, Dynamic STD, Pulsed, Modul Arc (variation of hot / cold current) TACK modes : SPOT and DELAY . Trigger management : 2T and 4T .Precise control over the welding cycle : CreepSpeed, Softstart, Hotstart, Upslope, Downslope, Crater Filler , Postgas, etc.Complete packsSteel / Stainless steelAluminium 062924062931Calibration of welding accessories, to adjust the displayed voltage measurement and the energy calculation. Energy, display and energy calculation after welding according to EN1011-1, ISO / TR 18491 and QW-409. Portability : load / save as, JOBS from a USB key as well as the machine configuration.Traceability : trace / record all welding steps, weld by weld, during industrial manufacturing according to EN ISO 3834.NEOPULSE 500 GRef. 014503Interconnection cablesACCESSORIES & CONSUMABLES。
hotbar焊接机工作原理热棒焊接是一种常用的电子元件焊接技术,其焊接机的核心部分就是hotbar焊接机。
hotbar焊接机是一种特殊的烙铁,用于在不损坏电子元件的情况下将它们与电路板连接起来。
接下来,本文将为大家介绍hotbar焊接机的工作原理。
hotbar焊接机是一种热压焊接技术,它利用加热的烙铁将两个物体(通常是电子元件和电路板)加热,并在一定的压力下将它们结合在一起。
hotbar焊接机的烙铁通常由许多小的加热元件组成,这些加热元件被称为热点。
每个热点都可以独立地加热和控制,这使得hotbar焊接机可以精确地控制加热温度和焊接压力。
在hotbar焊接机中,焊接过程分为两个步骤。
首先,将两个待焊接的物体放在hotbar焊接机的工作台上,并将它们按照设计要求放置。
然后,将hotbar焊接机的烙铁放在待焊接的物体上,施加一定的压力,并在一定的时间内加热。
在加热和施加压力的过程中,hotbar焊接机的控制系统将监测温度和压力,并自动调整烙铁的温度和压力以确保焊接的质量。
一旦焊接完成,hotbar焊接机会自动停止加热和施加压力,并在短时间内冷却焊接区域。
hotbar焊接机的工作原理与传统的热压焊接技术有所不同。
传统的热压焊接技术需要使用预先加热的热板将待焊接的物体加热并施加压力,这种技术需要较长的时间和大量的能量。
相比之下,hotbar 焊接机更加高效和节能,因为它只在焊接区域加热,并且可以精确地控制加热温度和焊接压力。
总的来说,hotbar焊接机是一种高效、精确和可靠的焊接技术,它已经被广泛应用于电子元件的制造和组装。
通过控制hotbar焊接机的加热温度和焊接压力,可以确保焊接的质量和稳定性,从而提高电子产品的可靠性和性能。
耐斯特简易型脉冲热压机,台式脉冲热压机原理
1、脉冲电源加热方式是利用脉冲电流流过钼、钛等高电阻材料时产生的焦耳热去加热焊接的方式。
一般要在加热咀的前端连接有热点偶、由此而产生的起电力实时反馈回控制电源来保正设定温度的正确性。
2、脉冲电流加热装置是瞬间加热方式,只在需要熔化焊锡时进行通电加热。
3、金属制的焊咀有电流通过时发热后熔化焊锡。
焊锡熔化后停止通电、进行冷却。
加压状态直到焊锡凝固为止,可以得到高信赖性的没有虚焊、浮起的焊接。
耐斯特简易型脉冲热压机,台式脉冲热压机的优势:
1、机器作业,可提高焊接效率,减少一半的焊接操作工;
2、焊接一致性好;
3、无短路、虚焊现象,无浮起的焊接
耐斯特简易型脉冲热压机,台式脉冲热压机的特点:
1、采用先进的段控控温系统,可灵活设置各段加温状态。
对温度、时间等参数能高精度地加以控制。
2、升温迅速稳定、局部瞬时加热方式能良好地抑制对周围元件的热影响。
3、加压时通电加热和断电冷却同时进行、防止了结合部浮起、虚焊。
蕞适合于柔性材、线材的热压焊、焊锡焊接及树脂粘结。
4、显示各阶段的温度。
5、热电偶的闭环在线反馈控制提高温度的精确度,温控精度在3%左右。
6、焊接压力、焊接时间、焊接温度可精确调节。
7、可存贮20组焊接参数更换产品时非常方便。
8、多个焊点一次完成,效率高、一致性好、焊接强度高、焊点美观、操作简单。
9、10万次的焊头寿命,为贵客户创造价值.
特别适用于FPC TO PCB / HSC(斑马纸) TO FPC(柔性线路板)/ HSC TO LCD /TAB TO PCB斑马条TAB等产品的焊接.
耐斯特脉冲电源加热方式的应用例
1、LCD、PDP、手机等电子产品内的柔性线路板的热压接、焊锡焊接等。
2、HDD、线圈、电容、电机、传感器等漆包线的焊锡焊接。
3、电脑等通信机器内的线缆、连接口的焊锡焊接。
4、数码相机、手机等的CMOS、CCD与FPC板的焊锡焊接。
5、继电器、打印机、小型相机等的树脂热压结合。
6、微波器件内部的金线热压结合。
7、激光头连接FPC的焊锡焊接
耐斯特LNR机器的原理
LNR系列逆变直流热压焊接电源是采用IGBT逆变技术、微机控制技术和现代电力电子技术开发的新型电源。
该设备原理见图1。
由于采用AC-DC-AC-DC的变换技术,时间控制达到毫秒级精度、控制响应和控制精度大大提高;直流输出(图2)使焊接工艺性显著改善;逆变技术还使设备具有小型、节能高效等一系列优点;微控制器(MCU)与电子技术的采用使该设备具备现代设备的优秀功能,包括数字控制、监控、故障诊断与保护、数据传输等,设备功能齐全、灵活方便、适应面广。
该类设备特别适合于铜、铝等有色金属材料的点焊、合金材料的点焊、精密零件的点焊和高质量产品的点焊。
耐斯特简易型脉冲热压机,台式脉冲热压机的特点:
1、直流输出。
焊接电流为脉动直流(且波纹度小),无交流过零不连续加热工件的缺点,热量集中,提高了焊接热效率,对有色金属材料和一些难焊材料的焊接特别适合,焊接过程稳定、焊接质量显著提高。
同时,电极寿命获得延长。
2、由微控制器(MCU)控制,具有温度监控功能。
3、逆变桥采用软开关技术,减小开关损耗,减小电磁干扰。
4、具有温度失常、监控值超限、网压超限、过热等故障诊断与报警功能。
5、逆变桥电流失常自动关断,增强系统保护。
6、两段加热设定,带温度缓升缓降功能,时间宽范围设定(0-250ms),适用复杂焊接过程需要。
7、20组参数储存,方便多种焊接品种使用。
8、240x128 LCD显示,同时显示多种内容。
9、较强的外部通讯功能:焊接结束、故障、计数信号、RS-232数据通讯口,便于自动焊使用。
10、数据存储采用EEPROM,无电池寿命问题。
11、响应速度快。
由于采用了较高的逆变频率(4kHz),通电时间控制周期为0.25ms,比通常交流焊机的20ms提高80倍,控制精度明显提高。
与电容储能焊机相比,无需充放电,可控性明显增强,特别适合于精密件的焊接和高质量、高精度、高速度焊接。
12、采用先进的段控控温系統,可灵活设置各段加温状态.对温度、时间等参数能高精度地加以控制。
13、升温迅速稳定,局部瞬时加热方式能良好地抑制对周围元器件的热影响。
14、显示各阶段的温度。
15、热电偶的闭环在线反馈控制提高温控的精确度。
我们的优势:
1、我司具有国内企业所不具备的焊接工艺技术;
我公司研发总工程师曹博士是压力焊(电阻焊)专业第一个博士,现任华南理工大学博士生导师、教授,压力焊学术委员会副主任。
曹博士拥有30多年的压力焊研究,对材料和焊接工艺有着非常深度的理解,完全有可能助你找到蕞佳的焊接解决方案;
选择和我们合作,你不仅仅是购买了我们的焊接设备,你更加有了一个焊接工艺专家团队为你提供一流的焊接技术指导。
焊接是设备+工艺+服务!
2、企业规模大,是国内蕞大的高频逆变式脉冲热压机制造厂家。
拥有自己的生产工厂和研发室。
3、售后服务好,公司有接近20个研发及工艺工程师,对售后服务能作出及时处理。
我们的宗旨是不仅仅提供一流的设备,更需要提供一流的工艺技术支持和快速响应的售后服务。
4、我司2012年7月被评为高新技术企业。
公司技术研发能力强。
中频逆变式脉冲热压焊机和普通脉冲热压焊机的区别
脉冲热压焊机的蕞核心的因数:焊头温控精度(设定焊头温度的精确性)
温控精度影响主要因数:加热电流控制精度+热电偶反馈温度速度
特点:
独特脉冲式控制,令焊接头迅速升温。
因应不同产品,升温速度,恒温时间可供调选。
温度数控化,清楚精密。
独特浮动焊接头,确保产品受压平均。
备有数字式压力计,可预设压力范围。
可装置2组夹具,操作员能在热压焊接时同时装卸零件,大大提高生产效益。
备有真空功能,调节对位更容易。
可选加CCD放大系统,准确地对微间距工件定位。
有气动转台型及手动转台型供选择。
我司专为正反面都需要焊接的产品开发的双面对焊型脉冲热压焊机,可同时焊接产品的正反两面,工作效率高、焊接产品良率高、焊接品质圆润饱满牢固稳定,设备运行稳定,操作简单、维修便利、售后及时。
使用双面对焊型脉冲热压焊机生产只需1名员工把产品摆入治具中,机器自动完成产品的正反两面的焊接;可节约2—4个人工,焊点圆润饱满,焊接牢固。