回转窑传动装置的大齿圈与小齿轮问题
- 格式:doc
- 大小:24.50 KB
- 文档页数:3

更换窑大小齿方案引言在工业生产过程中,窑机是一种常见且重要的设备,广泛应用于制造业中的物料干燥、固体矿物质烧结等工序。
窑齿是窑机的核心部件之一,负责传递动力并保持窑机的稳定运行。
随着生产需求的变化,有时需要更换窑机的大小齿来适应新的工艺要求。
本文将介绍更换窑大小齿的方案。
背景在生产中,窑机的大小齿必须互相匹配,以便于传递动力并保持窑机的稳定运行。
通常情况下,窑齿由两个部分组成:大小齿。
尺寸较大的齿轮常常用于传递较大的动力,而尺寸较小的齿轮则负责减速。
当生产工艺需求发生变化时,窑机的大小齿可能需要被更换。
方案1. 方案一:完全更换窑大小齿这种方案适用于需要进行全面的工艺调整的情况。
具体步骤如下:1.停机检修:首先,需要停机对窑机进行检修,确保可以安全更换大小齿。
2.卸下旧齿:将原有的大小齿卸下,并进行清洗。
3.测量尺寸:对卸下的大小齿进行尺寸测量,以便于选择合适的新齿轮。
4.选择新的大小齿:根据测量结果,选择合适尺寸的新齿轮。
5.安装新齿:将新齿轮安装到窑机中,并确保安装牢固。
6.调试测试:重新启动窑机,并进行调试测试,确保大小齿的正常运转。
7.系统优化:根据测试结果进行系统优化,确保更换后的窑机可以适应新的工艺要求。
2. 方案二:局部更换窑大小齿这种方案适用于只需要对窑机的部分齿轮进行更换的情况。
具体步骤如下:1.停机检修:首先,需要停机对窑机进行检修,确保可以安全更换大小齿。
2.选择需要更换的齿轮:根据工艺需求,选择需要更换的齿轮。
3.卸下旧齿:将需要更换的齿轮卸下,并进行清洗。
4.测量尺寸:对卸下的齿轮进行尺寸测量,以便于选择合适的新齿轮。
5.安装新齿:将新齿轮安装到窑机中,并确保安装牢固。
6.调试测试:重新启动窑机,并进行调试测试,确保更换后的窑机可以适应新的工艺要求。
7.系统优化:根据测试结果进行系统优化,确保更换后的窑机可以适应新的工艺要求。
结论根据实际情况,选择合适的更换窑大小齿方案是确保窑机正常运行和适应新的工艺要求的关键。

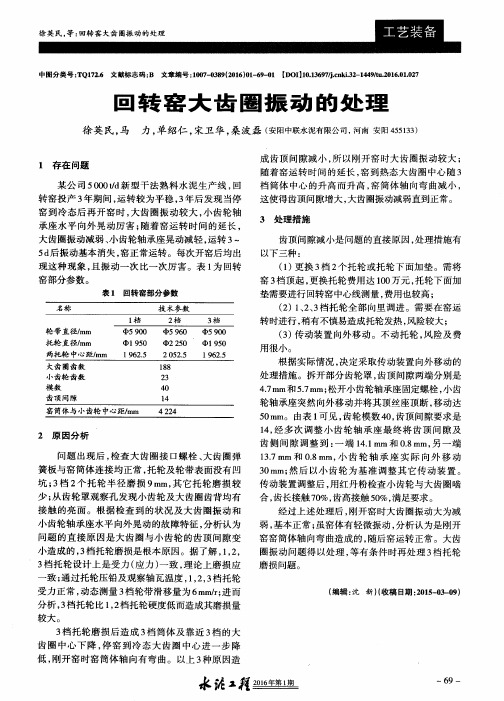
回转窑运行中出现的问题及解决措施--------------------------------------------------------------------------------作者:-回转窑运行中出现的问题及解决措施作者:蒋冬青张明刘明红单位:湖南建材高等专科学校贵州水泥厂华中水泥有限公司回转窑是水泥厂的心脏,其运行的好坏对水泥厂产品的质量及产量有重大影响,因此,正确维护和及时解决使用中出现的各种问题是保证回转窑安全高效运行的有效途径。
在此,笔者结合自己在安装和使用及改造中积累的经验,以①3 m×48 m干法水泥回转窑为例,对回转窑在运行中出现的一些问题、产生的原因及解决措施论述如下。
1轮带位移及复位办法1.1轮带位移原因回转窑轮带与垫板之间由于间隙的存在会有相对滑动,故垫板两端的挡块或者挡圈是有一定磨损的。
尤其是轮带与垫板之间磨损较大,间隙较大时,轮带与挡块或者挡圈的相对滑动加剧,磨损也加剧。
再加上托轮调整位置的不正确等因素,也加剧了轮带与挡块或者挡圈的磨损,从而使轮带发生较大的位移,偏离原正确位置。
轮带发生较大的位移后,会造成托轮与轮带的接触宽度变小,接触应力增加,磨损加快,甚至磨成台阶;对于挡轮处的轮带,位移大还会使大小齿轮位置偏离原正确位置,使大齿轮与齿轮罩相擦并影响窑头与窑尾的密封装置。
因此,轮带因挡块或者挡圈磨损而发生较大的位移时,必须把轮带复位。
1.2复位办法(1)复位办法l:在需要复位的那一档支承处,安放1个千斤顶,将窑筒体顶起,使轮带基本上不受筒体的压力,然后在筒体上、下相隔1 80。
位置各焊1个钢支座,并各放1个20~50 t千斤顶,同时摇动上、下部的千斤顶,将轮带顶推复位。
(2)复位办法2:在需要复位的那一档支承处,周向等分地在筒体上焊3个钢支座,然后各放1个2050 t千斤顶,慢速转窑,并在转窑过程中在筒体上部摇动上部的千斤顶,将轮带顶推复位。
(3)复位办法3:在需要复位的那一档支承处的轮带垫板上,周向等分地焊4个带有螺栓的螺母,在每个螺母的两边各焊一块支承钢板(防止螺母顶歪),慢速转窑,并在转窑过程中,在筒体转出托轮一侧依次旋紧4根螺栓,以螺栓顶推轮带,同时,根据轮带的复位方向,注意控制窑的窜动方向,以使轮带更快复位。

回转窑与管磨机大、小齿轮的安装及研磨跑和作者:李冰飞来源:《科学与财富》2019年第20期摘要:近年来回转窑及边缘传动管磨机的大、小齿轮在运行过程中都会出现一些啃齿及震动的情况,本文针对这种情况,结合现场实际案例,对啃齿及震动做出针对性的分析及调整方法。
关键词:安装;研磨跑和一、安装保证一台设备满足设计要求的正常的运转,可概括为 4 大环节。
即设计、制造、安装和后期的正常合理的维护。
设计完之后,就是加工制造和安装。
即使再好的设计,加工制造和安装满足不了设计的要求,那么这台设备的质量也是难以保证的。
现场服务人员不但要精通设备的安装步骤、要求与规范以及设备调试时的要求、步骤和运转时的注意事项,也要掌握加工工艺,还要了解简单的设计原理,这样才能遇到问题时作出正确的实施方案。
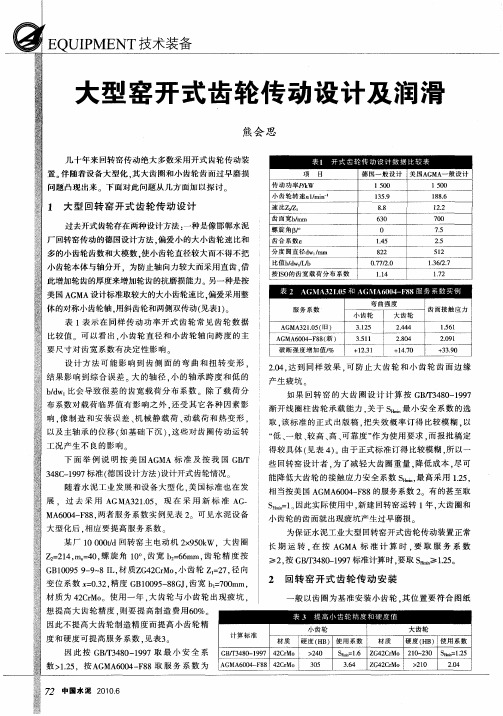
1.大齿圈的安装(径向圆跳动和端面圆跳动)筒体就位后,进行大齿圈的安装,大齿圈的径向圆跳动和端面圆跳动对大小齿轮的运转情况具有举足轻重的影响,因此在安装时必须严格控制。
目前国内的标准都偏大。
国内标准规定的大齿圈径向和端面跳动由表中可以看到,标准中规定的除管磨机外,其他几种设备所规定的值与设备规格无关,这是不合理的。
实际上大齿圈的径向和端面跳动值与大齿圈的直径大小有关。
德国 H.布赫曼(Buchmann)在《磨机和回转窑的齿轮传动装置》一文中提出的大齿圈径向跳动和端面跳动与节圆直径的关系。
由此可见,对磨机在同样节圆直径的前提下,径向圆跳动值比端面圆跳动值约大 0.2,对端面圆跳动限制的更为严格。
他们规定的标准值比我们所规定的值要严格的多,而且回转窑比磨机大 40%左右。
国外对大齿圈的径向圆跳动和端面圆跳动的安装标准值不是随意规定的,而是计算出来的。
加拿大 A—C 公司对磨机大齿圈的计算方法;W= (dw * 0.001//+ 0.005// )25.4二者不同的是,德国对径向和端面圆跳动值不同,前者大于后者,而 A—C 公司是相同的,大小齿轮径向圆跳动和端面圆跳动偏差对齿轮副的运转质量有很大的影响,所以这两个指标在安装找正过程中必须严加控制。
回转窑传动装置的大齿圈与小齿轮问题单传动时,一般取a’为30o左右。
a’的大小决定了传动装置的横向尺寸以及减速机与筒体的距离。
当减速机与大齿圈之间采用一对半敞式齿轮时,a’宜取小些;当减速机直接带动大齿圈时,a’应取大些。
总之,a’的确定原则是,保证在减速机上方和窑筒体之间留有足够的空间,以便能吊出减速机的上盖进行检修。
双传动时,中心角2a’的确定有两个原则:一是能吊出减速机的上盖,以便检修;二是提高齿轮啮合的重叠系数,以增加传力点和减少各瞬间同时啮合齿的对数的差别,以达到减少大齿圈模数和运转平稳的目的。
其措施有:(l)保证大齿圈和小齿轮修正后,其重叠系数e>1.5;(2)在中心角2a’内包含大齿圈齿数的尾数应为0.5,使两侧齿的啮合过程相差半个周期,以达到某瞬间一侧在齿顶啮合,另一侧在齿根啮合;(3)用直流电机驱动,在电气上保证两侧电机同步,以均衡负荷。
要使回转窑运转平稳,必须把大齿圈正确地安装在窑筒体上,齿圈的中心线应与窑体中心线同心,并尽量减少温度应力对它的影响。
一般情况采用切线弹簧板连接。
是切线弹簧板连接方式。
切向安装的弹簧板的板厚为20~30毫米,一般有12—16块。
一端用铆钉(焊接)安装在筒体上,另一端用螺栓固定在齿圈特有的凸缘2上。
这种结构,使齿圈悬挂在窑体上,既能减少窑体本身弯曲对大齿圈和小齿轮啮合的影响,又能减轻开、停窑时大齿圈和小齿轮的撞击,使传动较为平稳。
其缺点是大齿圈的制造和加工都较困难,安装时也不容易对中。
切线弹簧板连接的另一种结构,它与前一种结构不同之处是弹簧板与齿圈用销钉连接。
此种结构的齿圈,制造加工较方便,采用较多。
另有纵向弹簧板连接方式,但在水泥回转窑中应用较少。
大齿圈应配置在回转窑中部。
这样,既可减少筒体所受扭矩,又可减少高温和粉尘对传动装置的影响。
对多支点的回转窑,还应装在靠近某一个支承处,这样可以避免由于大齿圈的自重和筒体过大的弯曲挠度,破坏了大小齿轮的正常啮合。
回转窑大小齿轮材料回转窑大、小齿轮材料大、小齿轮是回转窑的配件之一,其材料一般都是锻件,回转窑齿轮安装质量的优劣,直接关系到窑体转动的稳定性和齿轮的使用寿命,齿轮安装径向偏差过大,轻则会产生根切或咬齿后停转,烧毁电机,重则会使窑体剧烈抖动,甚至酿成重大设备事故。
轴向偏差过大,会使齿轮产生胶合,点蚀或破坏性磨损,同时会使窑体无规则受力后弹性变形过大,将使窑体无法自由轴向窜动,从而使轮圈和托轮局部剧烈磨损、挤压变形。
因此,要求齿轮材质具有足够的强度、较高的耐磨性和良好的加工性。
回转窑设备的传动装置中大齿轮是最关键部件之一,其安装精度直接关系着回转窑设备传动系统的平稳性、回转窑设备运行的稳定性和回转窑设备运转率。
大齿轮的中心线必须与筒体中心线重舍。
大齿轮由于尺寸较大,通常制成两半或数块,用螺栓将其连接在一起。
大齿轮一般安装在靠近窑筒体中部,这样在运转中使简体受力均匀,远离热端,灰尘较少。
大齿轮与窑体的连接方式有切向连接和轴向连接两种。
第一种,切向连接。
大齿轮固定在简体切线方向的弹簧板上,弹簧板一般用20~30mm厚的钢板,宽与齿轮相等,一端成切线与垫板及窑固定在一起,一端用螺栓与大齿轮接合在一起,接台处可以插入垫板,这样可以调节大齿轮中心与窑体中心位置,使之对准。
这种连接方式,具有较大的弹性,能减少因简体弯曲或开、停车时的冲击对大、小齿轮的影响;缺点是安装较困难,中心不易找准,齿轮制造困难。
第二种,轴向连接。
这是是将大齿轮固定在与简体平行的弹性钢板上,这种方法制造简单、安装容易,但是在传递过程中弹性较差,一般不采用。
目前大齿圈的材料一般采用ZG270~500、ZG310~570,但在加工前须经正火处理,使硬度降为HB170~200。
小齿轮采用35SiMn、45MnB、40Cr等材料,经过调质处理,其硬度必须高于球磨机大齿轮可达HB220~250。
大小齿轮传动装置作为回转窑的重要组成部分,齿轮与齿轮间能够很好对接并运转良好,才能保证整个回转窑的正常生产。
回转窑大齿圈润滑方案浅谈回转窑是水泥熟料生产线中的重要设备,体积庞大,重量重;回转窑由主传动电机驱动主减速机和小齿轮,与固定在窑筒体上的大齿圈啮合传动,从而带动窑筒体转动;用于传动用的大齿圈长期处于低速、重载、大冲击力的工况中,齿轮表面往往会出现不同形式的损伤,影响齿圈的使用寿命;造成齿轮损伤的因素很多,比如齿圈本身材料质量、安装找正、润滑等因素。
本文主要针对大齿圈的润滑问题,结合因润滑不当导致齿面损伤的实例,提出合理润滑的建议,供技术人员参考并有望解决水泥企业的现场问题。
大齿圈润滑目前有两种润滑方式:喷射润滑及油池润滑;因喷射润滑方式需要增加安装成本且日常需要维护,水泥企业大多选用安装成本低且维护简单的油池润滑。
我公司设计及供货的某国外项目Ф4.8x72m回转窑设备,采用带油轮油池润滑方式(油轮装在齿轮罩的下部,使油轮的下部浸入润滑油中,油轮的上部与小齿轮相啮合,被小齿轮所带动回转,润滑油即被油轮涂抹和甩溅到小齿轮的齿面上,小齿轮与大齿圈相啮合达到润滑目的)。
点火设备运转11个月后,停窑检修大齿圈,发现齿面有点蚀现象(见图一)图一我公司技术人员去现场查看:测量大齿圈的径跳、端跳是否超差;小齿轮的振动是否过大;带油轮是否脱落。
通过排查上述检查项都符合设计安装要求。
查看润滑油性能参数及实际检测后,发现润滑油粘度过低,是造成齿面损伤的主要原因。
齿面缺乏足够的润滑油,导致润滑油膜不能建立,齿轮处于干摩擦或边界摩擦状态,啮合齿面直接接触,造成齿面损伤。
指导客户初期选用粘度高修复型润滑油修复,正常操作后选用粘度高的润滑油,运转一年后检修,齿面点蚀情况明显改善。
我公司通过与国际知名润滑油提供商技术交流及现场实际操作,总结出一套大齿圈润滑方案(见表一)。
一、大齿圈润滑油涂底阶段:安装过程中,齿轮首次转动期间有必要给齿面涂底层,提供初始润滑。
可以有效避免齿面干燥运转造成损伤;因安装到设备投料运转需要2~3月时间,也可以防止齿圈生锈。
回转窑异常声响的原因及处理目录__ 1—刖百回转窑是水泥厂的核心设备,也是设备管理的焦点,其运行的好坏直接影响着效益的发挥。
今天想谈谈其运行时发出的几种响声及处理,望能起到抛砖引玉的作用,同时也望管理者引起关注。
回转窑是大型煨烧设备,操作人员在操作运行中一定要按照正确的执行标准来。
避免因操作问题造成的设备故障。
1 .回转窑窑筒体震动原因:窑筒体受热不均匀,弯曲变形过大,托轮衬空;大小齿轮啮合间隙过大或过小;大齿圈接口螺栓松动或断落;弹簧板焊缝开裂;传动小齿轮磨损严重,产生台阶;基础地脚螺栓松动。
处理方案:正确调整托轮;调整大小齿轮的啮合间隙;坚固或更换螺栓;重新找正、补焊;更换小齿轮;坚固地脚螺栓。
2 .回转窑掉砖红窑原因:窑衬及其镶砌质量不良或腐蚀后过薄没有按期更换,导致掉砖红窑;窑皮挂的不好;轮带与垫板磨损严重,间隙过大,窑筒体径向变形增大;窑筒体中心线不直;窑筒体局部过热变形,内壁凸凹不平。
处理方案:选用质量高的耐火砖,停窑补换新砖,提高镶砌质量,严禁压补;加强配料工作,提高燃烧操作水平;严格控制烧成带附近的轮带与垫板间隙,间隙增大时窑及时更换垫板或加垫调整; 定期校正窑筒体中心线;红窑比停对变形过大的窑筒体及时整理修或更换。
3 .窑头窑尾产生的响声当窑头产生弯曲时,窑头冷风罩会与窑门罩发生干涉,发出擦擦的摩擦声,严重时还会发出尖叫声,更严重时,窑头筒体会挑动窑门罩发出咕咚咕咚的响声,其原因一般为筒体变形产生弯曲所致, 也就是窑头筒体径向跳动过大。
弯曲的原因多是停窑不当或窑皮不均匀垮落,致使筒体弯曲变形所致,若是停窑原因所致,一般转一段时间,筒体伸直后会自然消除。
若是掉窑皮筒体温度不均造成的弯曲,就需要及时补挂窑皮, 尽快使筒体温度驱与相同,筒体就会变直,干涉响声自然消失。
在此提醒,若问题严重,应对干涉部位进行处理,如消除干涉部位,待窑恢复正常后进行恢复性处理,不能硬转,要认真评估,否则会对筒体、窑门罩造成伤害,同时也会对传动及动力造成伤害。
回转窑传动装置的大齿圈与小齿轮
问题
回转窑传动装置的大齿圈与小齿轮问题单传动时,一般取a’为30o左右。
a’的大小决定了传动装置的横向尺寸以及减速机与筒体的距离。
当减速机与大齿圈之间采用一对半敞式齿轮时,a’宜取小些;当减速机直接带动大齿圈时,a’应取大些。
总之,a’的确定原则是,保证在减速机上方和窑筒体之间留有足够的空间,以便能吊出减速机的上盖进行检修。
双传动时,中心角2a’的确定有两个原则:一是能吊出减速机的上盖,以便检修;二是提高齿轮啮合的重叠系数,以增加传力点和减少各瞬间同时啮合齿的对数的差别,以达到减少大齿圈模数和运转平稳的目的。
其措施有:保证大齿圈和小齿轮修正后,其重叠系数e>1.5;在中心角2a’内包含大齿圈齿数的尾数应为
0.5,使两侧齿的啮合过程相差半个周期,以达到某瞬间一侧在齿顶啮合,另一侧在齿根啮合;用直流电机驱动,在电气上保证两侧电机同步,以均衡负荷。
要使回转窑运转平稳,必须把大齿圈正确地安装在窑筒体上,齿圈的中心线应与窑体中心线同心,并尽量减少温度应力对它的影响。
一般情况采用切线弹簧板连接。
是切线弹簧板连接方式。
切向安装的弹簧板的板厚为20~30毫米,一般有12—16块。
一端用铆钉安装在筒体上,另一端用螺栓固定在齿圈特有的凸缘2上。
这种结构,使齿圈悬挂在窑体上,既能减少窑体本身弯曲对大齿圈和小齿轮啮合的影响,又能减轻开、停窑时大齿圈和小齿轮的撞击,使传动较为平稳。
其缺点是大齿圈的制造和加工都较困难,安装时也不容易对中。
切线弹簧板连接的另一种结构,它与前一种结构不同之处是弹簧板与齿圈用销钉连接。
此种结构的齿圈,制造加工较方便,采用较多。
另有纵向弹簧板连接方式,但在水泥回转窑中应用较少。
大齿圈应配置在回转窑中部。
这样,既可减少筒体所受扭矩,又可减少高温和粉尘对传动装置的影响。
对多支点的回转窑,还应装在靠近某一个支承处,这样可以避免于大齿圈的自重和筒体过大的弯曲挠度,破坏了大小齿轮的正常啮合。
小齿轮应比大齿圈的齿宽至少宽一个窜动量,以保证它们在任何时候都能在齿圈的全齿宽上啮合。