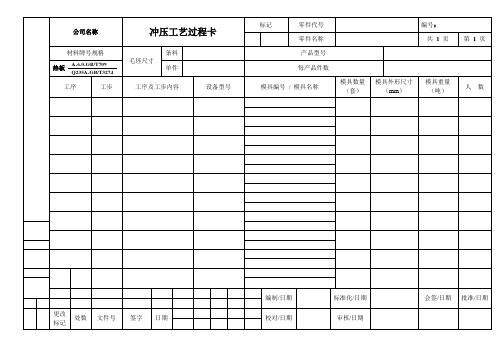
FK-STD-005A冲压条件记录表
- 格式:xls
- 大小:416.00 KB
- 文档页数:1

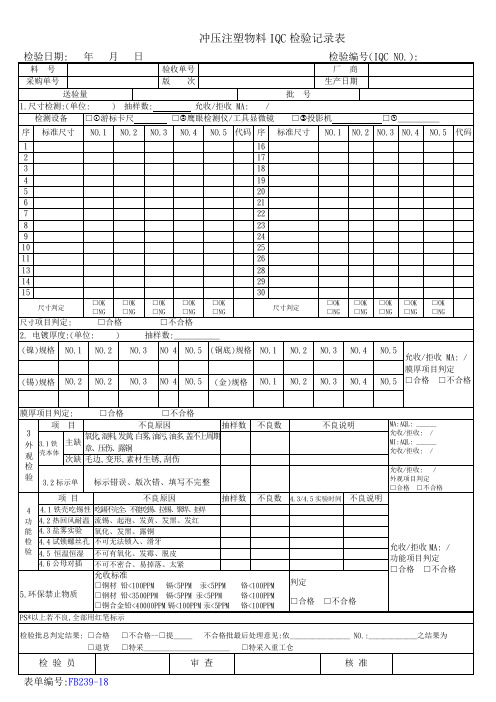
股份有限公司TECHNOLOGY CO.,LTD料带和五金冲压件来料检验标准文件编号: SCT/JY 8.2-61版本: A.0生效日期: 2011-7-19拟制:审核:批准:目录封面 (1)目录 (2)修订履历 (3)1.目的 (4)2.适用范围 (4)3.职责 (4)4.引用文件 (4)5.检验仪器设备 (4)6.抽样标准 (4)7. 定义 (4)7.1 缺陷分类 (4)7.2 不合格品分类 (4)7.3 料带和五金冲压件外观不良缺陷定义 (4)7.4 五金冲压件组装不良缺陷定义 (5)8. 检验条件 (6)9. 检验内容 (6)9.1 外置天线料带和五金冲压件检验方法 (6)9.2 内置天线料带和五金冲压件检验方法 (6)9.3 包装检验 (7)9.4 检验标准 (7)9.5 可靠性标准 (8)9.6 RoHS (8)日期修改内容概述状态修改人审核人批准人2011.7.19 制定新标准 A.0 邓少云莫冬秋王海波1. 目的统一公司料带和五金冲压件品质标准,为来料检验及其品质判定提供依据,确保来料检验的顺利进行。
2. 适用范围适用于本公司所有料带和五金冲压件来料的检验及其品质判定。
3. 职责本检验标准由品管部制定和修订升版,由品管部IQC负责执行。
4. 引用文件GB2828-2003 II抽样计划表、工程图纸、工程样板。
5. 检验仪器设备游标卡尺、投影仪、千分尺、角度尺、塞规、弹力测试仪、盐雾试验机、烙铁。
6. 抽样标准:6.1 正常检验:外观依据GB/T 2828.1-2003 正常检检一次抽样方案,AQL订定为CRITICAL 0 ,MAJOR 0.25 及MINOR1.0,尺寸每批抽测5PCS,每种电性能、可靠性测试每批抽测3PCS,RoHS每批抽测1PCS.6.2 加严检验:外观依据GB/T 2828.1-2003 加严检检一次抽样方案,AQL订定为CRITICAL 0 ,MAJOR 0.25 及MINOR1.0,尺寸每批抽测5PCS,每种电性能、可靠性测试每批抽测3PCS,RoHS每批抽测1PCS.6.3 呆滞料:外观依据GB/T 2828.1-2003 正常检检一次抽样方案,CRITICAL:0 ;MAJOR:0.15;MINOR:0.65。

序号标准值正常打√或异常时填实际值异常判定检查频率检查者(作业确认者(班组长)
1干净无异物1次/班前
2干净无堵塞1次/班前3皮带能够轻松拉动1次/班前A1104±1r/minA2100±1r/minB104±1r/min520-28℃1次/班前60.15-1MPa1次/班前7385±10V1次/班前81.5-2s1次/班前94.8±0.3s1次/班前103.9±0.3s1次/班前111.5-2s1次/班前124.5-6kg/cm21次/班前13要求料罐容积的1/5-4/51次/班前14通畅无堵塞1次/班前15打开1次/班前160.4-0.55MPa或4-5.5kg/cm21次/班前
1750±5℃(手放模具上5-10s有烫手的感觉)1次/班前18干净无异物1次/班前19通畅1次/班前20通畅1次/班前21正常年份月份1次/班前
22TPU黑膜能完全被模具内型腔吸附必须正常异常及时处理1次/周120±2g/4s120±2g/4s50±1g/4s
3、班组长每班生产后2h内对该制程参数点检记录表做确认,每班下班后统一保存在班组长处。填写说明
1次/周班组长1、作业员每班必须按以上要求进行参数及设备点检。发现异常及时处理,若不能处理及时上报班组长。2、异常判定的权限:技术部xxx,若认为无影响则填写“无影响,并签名”,若不正常则需调整到正常值。A1泵速104±1r/minA2泵速100±1r/minB泵速104±1r/min23流量
上模排气孔下模吸气孔≤1.5mm追溯码
模具温度模具
模具抽真空系统清理
机头电机皮带检查储料罐原料容量(A1/A2/B/二氯甲烷)
检查A1、A2、B罐过滤网
A1/A2、B原料通路阀门
泵转速发泡机气压B211浇注时间S301浇注时间制程参数检查记录表发泡机料罐模具气压必须正常异常及时处理重庆xx有限公司班次:班组:发泡组生产线:蒙皮产品日期:发泡机机头发泡机操作面板必须正常异常及时处理必须正常异常及时处理检查项目清洗时间搅拌转和混料室混料室A、B料阀出料口发泡材料A料及批次号:B料及批次号:41次/班前

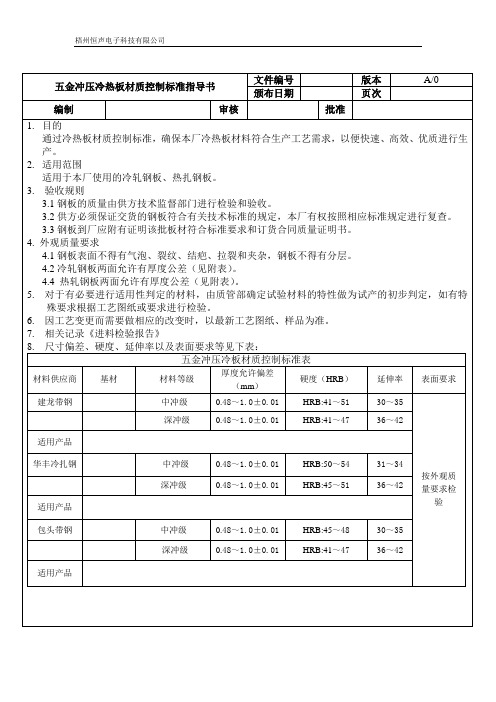
锻压、冲压工艺标准精选(最新)锻压、冲压工艺标准精选(最新)G6402《GB/T 6402-2008 钢锻件超声检测方法》G8176《GB 8176-2012 冲压车间安全生产通则》G8541《GB/T 8541-2012 锻压术语》G12361《 GB/T12361-2003 钢质模锻件通用技术条件》G12362《 GB/T12362-2003 钢质模锻件公差及机械加工余量》G12363《 GB/T 12363-2005 锻件功能分类》G13318《GB13318-2003 锻造生产安全与环保通则》G13320《GB/T 13320-2007 钢质模锻件金相组织评级图及评定方法》G13887《 GB 13887-2008 冷冲压安全规程》G13914《 GB/T 13914-2013 冲压件尺寸公差》G13915《 GB/T 13915-2013 冲压件角度公差》G13916《GB/T 13916-2013 冲压件形状和位置未注公差》G14999.6《GB/T 14999.6-2010 锻制高温合金双重晶粒组织和一次碳化物分布测定方法》G15055《 GB/T 15055-2007 冲压件未注公差尺寸极限偏差》G15825.1《GB/T 15825.1-2008 金属薄板成形性能与试验方法第 1 部分:成形性能和指标》G15825.2《GB/T 15825.2-2008 金属薄板成形性能与试验方法第 2 部分:通用试验规程》G15825.3《GB/T 15825.3-2008 金属薄板成形性能与试验方法第 3 部分:拉深与拉深载荷试验》图(FLD)测定指南》G15826《GB/T15826.1~9-1995 锤上自由锻自由锻件机械加工余量与公差》 G16743《 GB/T 16743-2010 冲裁间隙》G17107《 GB/T17107-1997 锻件用结构钢牌号和力学性能》G20078《 GB/T 20078-2006 铜和铜合金锻件》G20911《GB/T 20911-2007 锻造用半成品尺寸、形状和质量公差》G21469《GB/T 21469-2008 锤上钢质自由锻件机械加工余量与公差一般要求》 G21470《GB/T 21470-2008 锤上钢质自由锻件机械加工余量与公差盘、柱、环、筒类》G21471《GB/T 21471-2008 锤上钢质自由锻件机械加工余量与公差轴类》 G22131《GB/T 22131-2008 筒形锻件内表面超声波检测方法》G25134《GB/T 25134-2010 锻压制件及其模具三维几何量光学检测规范》 G25135《 GB/T 25135-2010 锻造工艺质量控制规范》G25136《 GB/T 25136-2010 钢质自由锻件检验通用规则》G15825.4《GB/T 15825.4-2008 G15825.5《GB/T 15825.5-2008 G15825.6《GB/T 15825.6-2008 金属薄板成形性能与试验方法金属薄板成形性能与试验方法金属薄板成形性能与试验方法金属薄板成形性能与试验方法金属薄板成形性能与试验方法第 4 部分:扩孔试验》第 5 部分:弯曲试验》第 6 部分:锥杯试验》第 7 部分:凸耳试验》第 8 部分:成形极限G25137《GB/T 25137-2010 钛及钛合金锻件》G26030《GB/T 26030-2010 镍及镍合金锻件》G26036《GB/T 26036-2010 汽车轮毂用铝合金模锻件》G26637《GB/T 26637-2011 镁合金锻件》G26638《GB/T 26638-2011 液压机上钢质自由锻件复杂程度分类及折合系数》G26639《GB/T 26639-2011 液压机上钢质自由锻件通用技术条件》G29532《GB/T 29532-2013 钢质精密热模锻件通用技术条件》G29533《GB/T 29533-2013 钢质模锻件材料消耗工艺定额编制方法》G29534《GB/T 29534-2013 温锻冷锻联合成形锻件通用技术条件》G29535《GB/T 29535-2013 温锻冷锻联合成形工艺工艺编制原则》G30566《GB/T 30566-2014 GH4169合金棒材、锻件和环形件》G30567《GB/T 30567-2014 钢质精密热模锻件工艺编制原则》G30568《GB/T 30568-2014 锆及锆合金锻件》G30569《GB/T 30569-2014 直齿锥齿轮精密冷锻件结构设计规范》G30570《GB/T 30570-2014 金属冷冲压件结构要素》G30571《GB/T 30571-2014 金属冷冲压件通用技术条件》G30572《GB/T 30572-2014 精密冲裁件工艺编制原则》G30573《GB/T 30573-2014 精密冲裁件通用技术条件》G30895《GB/T 30895-2014 热轧环件》GJ904A《GJB904A-1999 锻造工艺质量控制要求》GJ1057《GJB 1057-1990 铝合金过时效锻件》GJ2351《GJB2351-1995 航空航天用铝合金锻件规范》GJ5154《GJB5154-2002 航空航天用镁合金锻件规范》GJ2744A《GJB2744A-2007 K 航空用钛及钛合金锻件规范》GJ5040《GJB5040-2001 航空用钢锻件规范》GJ5061《GJB 5061-2001 航空航天用超高强度钢锻件规范》GJ5911K《GJB 5911-2006 K 舰艇用15CrNi3MoV钢锻钢规范》HB0-19《HB0-19-2011 开口弯边》HB0-20《HB0-20-2011 皱纹弯边》HB0-22《HB0-22-2008 挤压型材下陷》HB0-35《HB0-35-2011 挤压型材倾斜角度极限值》HB199《HB/Z199-2005 钛合金锻造工艺》H283《HB/Z283-1996钢的锻造工艺》HB5224《HB5224-2011 航空发动机用钛合金盘模锻件规范》H5355《HB5355-1994 锻造工艺质量控制》H5402《HB5402-1997 锻件试制定型规范》HB6077《HB6077-2008 模锻件公差及机械加工余量》HB6587《HB 6587-1992 锤上自由锻件机械加工余量与尺寸公差》H7238《HB7238-1995 钛合金环形锻件》H7726《HB7726-2002 航空发动机用钛合金叶片精锻件规范》HB8401《 HB 8401-2013 钣金成形工装设计要求》QJ262《QJ 262-1994 钣金冲压件通用技术条件》 QJ502A 《QJ 502A-2001 铝合金、铜合金锻件技术条件》QJ2141A 《QJ2141A -2011 高温合金锻件规范》WJ2537《WJ2537-1999 兵器用冲压件规范》CB773《CB/T 773-1998 结构钢锻件技术条件》J1266《JB/T 1266-2014 25 MW ~200 MW 汽轮机轮盘及叶轮锻件技术条件》 JB/T 1268-2014 汽轮发电机 Mn18Cr5 系无磁性护环锻件技术条件》水轮机、水轮发电机大轴锻件技术条件》交、直流电机轴锻件技术条件》汽轮机、汽轮发电机转子和主轴锻件超声检测方法》汽轮机叶轮锻件超声检测方法》大型锻造合金钢热轧工作辊》大型锻造合金钢支承辊》 JB/T4201-1999 直齿锥齿轮精密热锻件技术条件》JB/T4290-1999 高速工具钢锻件技术条件》JB/T4378.1 ~2-1999 金属冷冲压件》 JB/T 4381-2011 冲压剪切下料未注公差尺寸的极限偏差》JB/T4385.1 ~2-1999 锤上自由锻件》JB/T5109-2001 金属板料压弯工艺设计规范》 JB/T 6052-2005 钢质自由锻件加热通用技术条件》 JB/T6053-2004 钢制锻件热锻工艺燃料消耗定额计算方法》JB/T6054-2001 冷挤压件工艺编制原则》冲压车间环境保护导则》大型齿轮、齿圈锻件技术条件》大型合金结构钢锻件技术条件》大型碳素结构钢锻件技术条件》 JB/T 6398-2006 大型不锈、耐酸、耐热钢锻件》 JB/T 6402-2006 大型低合金钢铸件》 JB/T 6405-2006 大型不锈钢铸件》JB/T6541-2004 冷挤压件形状和结构要素》JB/T6957-2007 精密冲裁件工艺编制原则》JB/T6958-2007 精密冲裁件通用技术条件》JB/T 6959-2008 金属板料拉深工艺设计规范》JB/T 6979-1993 大中型钢质锻模模块质量分级》 JB/T 7023-2014 水轮发电机镜板锻件技术条件》 JB/T 7025-2004 25MW 以下汽轮机转子体和主轴锻件技术条件》 JB/T 7026-2004 50MW 以下汽轮发电机转子锻件技术条件》 JB/T 7027-2002 300MW 以上汽轮机转子体锻件技术条件》J7028《JB/T 7028-2004 25MW 以下汽轮机转盘及叶轮锻件技术条件》J7029《JB/T 7029-2004 50MW 以下汽轮发电机无磁性护环锻件技术条件》J7030《JB/T 7030-2014 汽轮发电机 Mn18Cr18N 无磁性护环锻件技术条件》 J1268J1270J1271J1581J1582J3733J4120J4129J4201J4290J4378J4381J4385J5109J6052J6053J6054J6056J6395J6396J6397J6398J6402J6405J6541J6957J6958J6959J6979J7023J7025J7026J7027JB/T 1270-2014 JB/T 1271-2014 JB/T 1581-2014 JB/T 1582-2014 JB/T 3733-2006 JB/T 4120-2006 JB/T4129-1999 冲压件毛刺高度》JB/T 6056-2005 JB/T 6395-2010 JB/T 6396-2006 JB/T 6397-2006J7032《JB/T7032-2001 大型全纤维曲轴锻件》J7531《JB/T 7531-2005 旋压件设计规范》J7532《JB/T 7532-2005 旋压工艺编制原则》J7535《JB/T7535-1994 锻件工艺质量控制规范》J8421《JB/T8421-1996 钢质自由锻件检验通用规则》J8466《JB/T 8466-2014 锻钢件渗透检测》J8467《JB/T 8467-2014 锻钢件超声检测》J8468《JB/T 8468-2014 锻钢件磁粉检验》J8705《JB/T 8705-2014 50 MW 以下汽轮发电机无中心孔转子锻件技术条件》J8706《JB/T 8706-2014 50 MW ~200 MW汽轮发电机无中心孔转子锻件技术条件》J8707《JB/T8707-1998 300MW以上汽轮无中心孔转子锻件技术条件》J8708《JB/T 8708-2014 300 MW~600 MW汽轮发电机无中心孔转子锻件技术条件》J8888《JB/T8888-1999 环芯法测量汽轮机,汽轮发电机转子锻件残余应力的试验方法》J8930《JB/T8930-1999 冲压工艺质量控制规范》J9020《JB/T9020-1999 大型锻造曲轴的超声波检验》J9021《JB/T 9021-2010 汽轮机主轴和转子锻件的热稳定性试验方法》J9174《JB/T9174-1999 模锻件材料消耗工艺定额编制方法》J9175.1 《JB/T 9175.1-2013 精密冲裁件第 1 部分:结构工艺性》J9175.2 《JB/T 9175.2-2013 精密冲裁件第 2 部分:质量》J9176《JB/T9176-1999 冲压件材料消耗工艺定额编制方法》J9177《JB/T9177-1999 钢制模锻件结构要素》J9178.1 《JB/T9178.1-1999 水压机上自由锻件通用技术条件》J9178.2 《JB/T9178.2-1999 水压机上自由锻件复杂程度分类及折合系数》J9179《JB/T9179.1 ~8-1999 水压机上自由锻件机械加工余量与公差》J9180.1 《JB/T 9180.1-2014 钢质冷挤压件第1 部分:公差》J9180.2 《JB/T 9180.2-2014 钢质冷挤压件第2 部分:通用技术条件》J9181《JB/T9181-1999 直齿锥齿轮精密热锻件结构设计规范》J10138《JB/T10138-1999 渗碳轴承钢锻件》J10265《JB/T 10265-2014 水轮发电机用上下圆盘锻件技术条件》J10663《JB/T 10663-2006 25MW及25MW以下汽轮机无中心孔转子和主轴锻件技术条件》J10664《JB/T 10664-2006 25MW~200MW汽轮机无中心孔转子和主轴锻件技术条件》J11017《JB/T 11017-2010 1000MW及以上火电机组发电机转子锻件技术条件》J11018《JB/T 11018-2010 超临界及超超临界机组汽轮机用Cr10 型不锈钢铸件技术条件》J11019《JB/T 11019-2010 超临界及超超临界机组汽轮机用高中压转子锻件技术条件》J11020《JB/T 11020-2010 超临界及超超临界机组汽轮机用超纯净钢低压转子锻件技术条件》J11021《 JB/T 11021-2010 大型高铬锻钢支承辊技术条件》大型高铬铸钢热轧工作辊技术条件》大型高铬铸铁热轧工作辊技术条件》大型核电机组汽轮机用焊接转子锻件技术条件》大型核电机组四极汽轮发电机转子锻件技术条件》汽轮发电机集电环锻件技术条件》汽轮机高低压复合转子锻件技术条件》燃气轮机压气机轮盘不锈钢锻件技术条件》燃气轮机压气机轮盘合金钢锻件技术条件》直齿锥齿轮精密冷锻件技术条件》齿轮轴毛坯楔横轧技术条件》涡旋压缩机铝合金精锻涡旋盘通用技术条件》J50196《JB/T50196-2000 3~600MW 发电机无磁性护环合金钢锻件质量分等》J50197《JB/T50197-2000 3~600MW 汽轮机转子和主轴锻件锻件质量分等》 J53485《 JB/T53485-2000 50MW 以下发电机转子锻件质量分等》J53488《JB/T53488-2000 25MW 以下汽轮机转盘及叶轮锻件产品质量分等》J53495《JB/T53495-2000 特大型轴承钢锻件产品质量分等》J53496《 JB/T53496-2000 50~600MW 发电机转子锻件质量分等》YB091《YB/T 091-2005 锻(轧)钢球》YS479《YS/T 479-2005 一般工业用铝及铝合金锻件》YS686《YS/T 686-2009 活塞裙用铝合金模锻件》TB2944《TB/T 2944-1999 铁道用碳素钢锻件》TB3014《TB/T 3014-2001 铁道用合金钢锻件》SJ10726《SJ/T10726-1996 冲压件一般检验原则》SJ10538《SJ/T10538-1994 冲压生产技术经济指标计算方法》A788《ASTM A788 -2004a 钢锻件通用要求的标准技术条件》(中文版) JB/T4129-1999 冲压件毛刺高度JB/T4201-1999 直齿锥齿轮精密热锻件技术条件JB/T4290-1999 高速工具钢锻件技术条件JB/T4378.1-1999 金属冷冲压件结构要素JB/T4378.2-1999 金属冷冲压件通用技术条件JB/T4381-1999 冲压剪切下料未注公差尺寸的极限偏差JB/T 4385.1-1999 锤上自由锻件通用技术条件JB/T 4385.2-1999 锤上自由锻件复杂程度分类及折合系数JB/T8930-1999 冲压工艺质量控制规范JB/T9174-1999 模锻件材料消耗工艺定额编制方法JB/T 9175.1-1999 精密冲裁件结构工艺性JB/T 9175.2-1999 精密冲裁件质量J11022《 JB/T 11022-2010 J11023《 JB/T 11023-2010 J11024《 JB/T 11024-2010 J11026《 JB/T 11026-2010 J11028《 JB/T 11028-2010 J11030《 JB/T 11030-2010 J11032《 JB/T 11032-JB/T9176-1999 冲压件材料消耗工艺定额编制方法JB/T9177-1999 钢质模锻件结构要素JB/T9178.1-1999 水压机上自由锻件通用技术条件JB/T9178.2-1999 水压机上自由锻件复杂程度分类及折合系数JB/T 9179.1-1999 水压机上自由锻件机械加工余量与公差 JB/T 9179.2-1999 水压机上自由锻件机械加工余量与公差面类水压机上自由锻件机械加工余量与公差水压机上自由锻件机械加工余量与公差水压机上自由锻件机械加工余量与公差水压机上自由锻件机械加工余量与公差水压机上自由锻件机械加工余量与公差水压机上自由锻件机械加工余量与公差钢质冷挤压件公差钢质冷挤压件通用技术条件JB/T9181-1999 直齿锥齿轮精密热锻件结构设计规范 JB/T9194-1999 辊锻模结构形式及尺JB/T9195-1999 辊锻模通用技术条件JB/T10138-1999 渗碳轴承钢锻件JB/T 9179.3-1999 JB/T 9179.4-1999JB/T 9179.5-1999 JB/T 9179.6-1999 JB/T 9179.7-1999 JB/T 9179.8-1999 JB/T 9180.1-1999 JB/T 9180.2-1999 一般要求圆轴、方轴和矩形截台阶轴类圆盘和冲孔类短圆柱类模块类筒体类圆环类。
冲压作业标准书图号名称产品全部工序:贴膜→剪料→1/5 复合落料→2/5 翻孔→攻丝→3/5 折弯→4/5 成型→5/5 压铆固定螺丝位置工 程 作 业 条 件条件设备1设备2设备3公差(上 型)(滑块部)使用设备A18调模高度378.5冲程数(spm)50气压kg/cm2①生产时注意产品的放置不可反向 (下 型)垫板操作注②生产时产品贴膜面向下放置; 要 不要意事项③每生产5台需要确认有无打痕;④产品要保护好,轻拿轻放。
制品略图本工程重点检查项目:①2处侧面折弯高度98.8±0.2②总长178±0.2根部要确保③两侧面折弯垂直度要确保最佳状态④外观:要注意不可有压痕、划伤等⑤对照样板和图纸,确保生产产品与样板完全一致改 订改 订改 订年 月 日年 月 日耀鑫实业有限公司RF-ED-005-01年 月 日年 月 日年 月 日工程NO.4/5工程名成型改 订改 订版 本批 准审 核作 成S6-7910201B0下盖板加工前装铆钉加工后产品状态半成品摆放方式产品要整齐摆放,摆满一层再用纸板或胶板隔开,且轻拿轻放,防止碰伤、刮伤此产品装入模具时要轻操作,因铆钉接过折弯边,过设计时偏紧总长178±0.2注:两侧的折弯垂直度要调整到最好状态,防止客户装配时影响左右支架装配后孔中心尺寸指示面为外观面两侧折弯高度98.8±0.2。
客户名称订单号指令号单号总成名称
总成编码
计划数量交货日期
部件名称部件编码投入数量
生产班组
材料规格下料尺寸
状态描述序号单价操作员
首检生产数合格数工废数
检验员日期
备注
1
2
3
456
单冲孔7
成型
客户名称订单号指令号单号总成名称总成编码计划数量交货日期部件名称
部件编码
投入数量
生产班组材料规格下料尺寸
状态描述
序号单价操作员
首检
生产数合格数工废数
检验员
日期
备注
1
2
班组长: 库管员: 日期: 年 月 日
工序
下料平口班组长: 库管员: 日期: 年 月 日
工序流转单 计划下发日期: 年 月 日
大江工序剪板剪料打字冲减孔2次
单冲孔底板(中、右)5110-v170110
562100*1250*2长度:694mm 375*63*2工序流转单
润通B070008机架
重庆市临亚机械有限公司
重庆市临亚机械有限公司。
每小时***PCS* 自主检查及注意事项1.注意产品尺寸每30分钟送检一次* 作业步骤1.從物料架中取出原料﹐檢視有無變形﹑刮傷等 不良﹐良品放入模具中准確定位;2.沖床操作依<<沖床作業指導書>>執行作業; 6.冲压使用小胶筐每2000PCS 一周转3.作業員檢驗產品外管依品管檢驗標准執行﹐檢查 項目﹕A.划痕或模痕B.凹痕或壓痕C.變形或無毛刺制定日修订日* 图示:1OF2文件编号BQ-SOP-10-页次2010年6月30日制作* 使用材料连续成型使用设备(治工具)沖壓作业规范(SOP)A文件版沖床3A适用产品(料号)產品版次FBFF7006010工站名称3.沖床速度 ﹕800~1600RPM 7.光電安全欄開關﹕ON4.操作鍵位﹕安全连续行程 8.模具編號﹕BQ1006-004-01* 冲压产能5.注意现场保持5S 整洁.* 操作条件2.产品外观每5分钟自检一次4.每小時一次比對工站樣品結構完整。
1.沖床噸數﹕≧60T 5.氣墊壓力值 ﹕ N/A2.模高﹕191.8mm (參考值) 6.平衡器壓力值﹕3-5KG/平方厘米材質規格:SECC T0.5*W32*C P=18核定工程品管3.作業時需戴手套作業;拍模具冲压时照片成型样品实物图注意工程模为安全一行程根据产品工艺来定以下数据参考值.规范写:材质、厚度*宽度*长度*步距根据模具和产品试跑来评估产能此三项是根据产品模具的稳定性,以及产品的大小和外观要求来决定周转包装的(如AX6就要用托盘作周1.機型:KWT-S-3-4036R 品名料 號規格用量清洗籃390L*330W*200H 13.溫控:超声波清洗槽(70-75C 。
)、蒸汽浴清洗槽(75-80C 。
)、L 蒸汽安全温控(15-25C 。
)* 作业步骤1.将产品轻轻倒入清洗篮中,倒入数量一般为300-400PCS,擺放時不得讓產品擠壓,避免變形;4.在放產品時,需輕拿輕放;3.清洗過程按照清洗的工藝流程進行;4.出料時,將清洗籃取出,按照POP 進行包裝作業。
模 號件 號時 間班 別
模 號件 號時 間班 別
模 號件 號時 間班 別
昆山宏澤電子有限公司
模具零件領用單
領用原因:
領用原因:
表單編號:FK-STD-007A
備品室: 確認人: 領用人:
昆山宏澤電子有限公司
模具零件領用單
領用原因:
表單編號:FK-STD-007A
備品室: 確認人: 領用人:
- - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - -
- - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - -
表單編號:FK-STD-007A
備品室: 確認人: 領用人:
昆山宏澤電子有限公司
模具零件領用單