冲压首件检验报告
- 格式:xls
- 大小:25.00 KB
- 文档页数:1
供应商描述
发布/修订记录
批准栏
目录
封面 (1)
审批页 (1)
目录 (2)
1. 首件检验的原因 (3)
2. 零部件的基本描述 (3)
3. FAI结论 (3)
4 文件检查情况 (4)
5. 零部件检查情况 (7)
6. 改进措施清单及建议 (8)
7. 相关文件 (9)
8. 签署 (10)
9. 附件.人员签到表 (11)
1. 首件检验的原因
2. 零部件的基本描述
3. FAI结论
4. 文件审查
备注:
OK =>>> 符合
NOK =>>> 不符合
SPQ3) =>>> 供方产品资质(特别是铁道部要求)
* =>>>必查项目,且带回供方签字的项目,如出现不合格FAI不得通过。
5. 过程控制检查
6. 零部件检查
备注:OK =>>>满足NOK =>>> 不满足
7. 改进措施清单及建议
7.1 待关闭事项(文件、设计、工艺等)
7.2 改进建议
8. 相关文件
9. 参加人签署
10. 附件1.
FAI人员签到表。
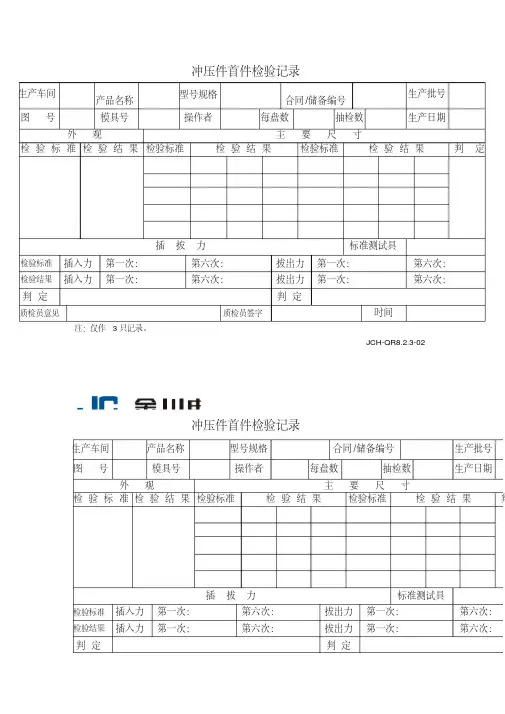
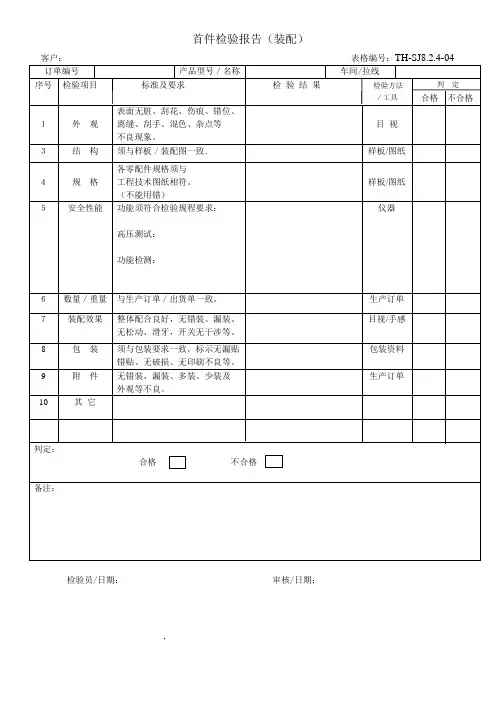
冲压件首件检验记录
生产车间
产品名称型号规格
合同/储备编号
生产批号
图号模具号操作者每盘数抽检数生产日期
外观主要尺寸
检验标准检验结果检验标准检验结果检验标准检验结果判定
插拔力标准测试具
检验标准插入力第一次:第六次:拔出力第一次:第六次:
检验结果插入力第一次:第六次:拔出力第一次:第六次:
判定判定
质检员意见质检员签字时间
注:仅作3只记录。
JCH-QR8.2.3-02
冲压件首件检验记录
生产车间产品名称型号规格合同/储备编号生产批号
图号模具号操作者每盘数抽检数生产日期
外观主要尺寸
检验标准检验结果检验标准检验结果检验标准检验结果判
插拔力标准测试具检验标准插入力第一次:第六次:拔出力第一次:第六次:
检验结果插入力第一次:第六次:拔出力第一次:第六次:
判定判定
质检员意见质检员签字时间注:仅作3只记录。
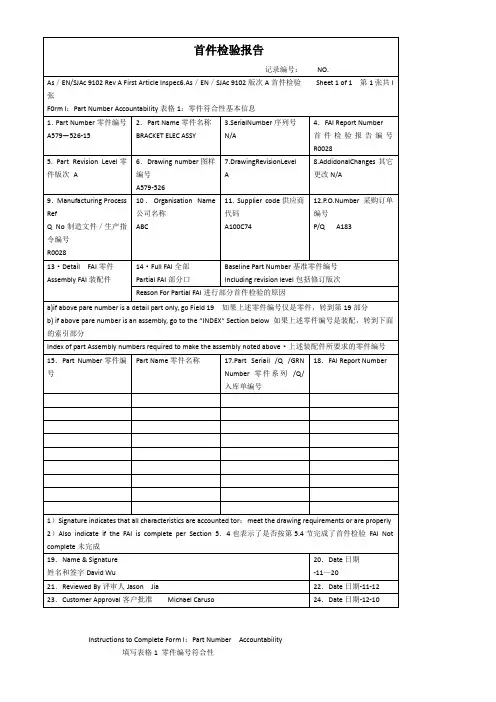
Instructions to Complete Form l:Part Number Accountability 填写表格1 零件编号符合性This form is used to identify the part that is being first—article inspected(FAI part)and associated subassemblies or detail parts.本表格用于说明进行了首件检验(FAM)的零件,和有关部装件或零件。
NOTE注意:1.The ABC Daycode and the Total Sheets Contained in this Report to be at the top of the QADl61 sheet.ABC公司的日期代码和在本报告中的总张数置于QADl61表的顶端.2.Fields 1-4 are repeated on all forms for convenience and traceability.为便于可追溯性,第1-4部分在所有表格上都予以重复。
1) (R) Part Number:Number of the part(FM part).零件编号:零件的编号(用于首件检验的零件)。
2) (R) Part Name:Name of the part as shown on the drawing.零件名称:图样上所示的零件的名称。
3) (CR) Serial number:Serial number of the part.系列编号:零件的系列编号。
4) (R) FAI Report Number:Reference number that identifies the FAI.For ABC this will be Q Number for Subcontractors theirWork Numbers.首件检验报告编号:用于明确首件检验的引用编号。
产品首件尺寸检测报告概述本报告旨在对产品首件尺寸进行全面检测和评估。
尺寸检测是产品质量控制中的重要环节,通过对产品尺寸的精确测量,可以确保产品符合设计要求,提供高质量的产品给客户。
检测对象:产品首件本次尺寸检测的对象是一款新产品的首件,该产品为某公司新研发的电子设备外壳。
由于这是首次生产该产品,为了确保产品质量和性能的稳定,需要对其尺寸进行全面检测。
检测方法本次尺寸检测采用了以下检测方法:1. 数字测量仪:使用高精度的数字测量仪进行各个部件尺寸的测量,可精确到0.01毫米。
2. 三坐标测量仪:对产品整体尺寸进行测量,可以快速准确地获取产品各个方向的尺寸数据。
3. 光学投影仪:对产品的主要外观尺寸进行测量,可以观察和比较产品在不同角度下的尺寸变化。
检测内容外形尺寸首先对产品的外形尺寸进行检测。
测量的内容包括产品的长度、宽度、高度、重量等。
内部尺寸接下来对产品内部的关键部件进行尺寸检测。
该部分检测主要关注与产品功能紧密相关的零部件。
连接尺寸在产品制造过程中,连接处的尺寸通常要求非常精确,因为连接的好坏直接影响产品的性能。
因此,本次检测中也会对连接尺寸进行严格检测。
附件尺寸产品的配件和附件通常需要与产品相匹配,以确保产品能够正常使用。
因此,本次检测还将测量附件的尺寸和相对位置。
检测结果经过全面的尺寸检测,得出以下结果:1. 外形尺寸符合设计要求,产品长度为X毫米,宽度为Y毫米,高度为Z毫米,重量为W克。
2. 内部尺寸符合设计要求,关键部件尺寸均满足规格。
3. 连接尺寸符合设计要求,连接部位尺寸精度高,连接紧固可靠。
4. 附件尺寸与产品相匹配,各附件尺寸准确,配对完善。
结论根据对产品首件的尺寸检测结果,可以得出以下结论:1. 产品首件的尺寸符合设计要求,满足产品生产和使用的需要。
2. 产品的外形尺寸、内部尺寸、连接尺寸和附件尺寸均符合标准要求,各部件尺寸精确,连接紧固可靠,并且配件相对位置准确。
3. 经过尺寸检测,产品的质量得到了验证和保证,可以进行批量生产,以满足市场需求。
CNC首件确认检验报告报告编号:CNC/2024/001报告日期:2024年1月15日1.引言2.检验目的本次首件确认检验的目的是验证CNC零件的尺寸、几何形状和性能参数是否与客户要求和产品设计规范一致。
通过这次检验,我们希望能够确保零件可以正常工作,并满足所有的质量标准。
3.检验方法我们使用了一系列标准化的检验方法和设备来对CNC零件进行验证。
主要的检验方法包括:尺寸测量、表面质量检查、材料硬度测试和功能性能测试。
我们还使用了高精度的测量工具,如游标卡尺、显微镜和坐标测量机等。
4.检验结果4.1尺寸测量我们对CNC零件的各个尺寸进行了测量,并与设计要求进行了比较。
测量结果表明,零件的尺寸在允许的公差范围内,并且与设计要求一致。
在所有的测量项目中,我们没有发现任何明显的尺寸偏差或不合格的情况。
4.2表面质量检查我们对CNC零件的表面进行了仔细的检查,以确保没有明显的瑕疵或缺陷。
我们使用了显微镜和触摸卡来检查零件表面的光洁度和平整度。
结果显示,CNC零件的表面质量良好,没有明显的缺陷或损伤。
4.3材料硬度测试为了验证CNC零件的材料质量,我们进行了硬度测试。
我们选取了几个关键部位的样本,并使用洛氏硬度计进行测试。
测试结果显示,CNC零件的硬度值在合理范围内,与相应的材料规格相符。
4.4功能性能测试为了确保CNC零件能够正常工作,我们进行了功能性能测试。
我们使用了特定的设备和工具,模拟了零件在实际使用中可能遇到的各种情况。
测试结果显示,CNC零件的功能性能良好,可以满足预期的使用要求。
5.结论根据我们的检验结果和测试数据,我们得出以下结论:-CNC零件的尺寸符合设计要求和客户期望。
-CNC零件的表面质量良好,没有明显的瑕疵或缺陷。
-CNC零件的材料硬度在合理范围内,与材料规格相符。
-CNC零件的功能性能良好,可以满足预期的使用要求。
6.改进建议基于以上检验结果,我们建议在今后的生产过程中,继续保持对CNC 零件的严格控制,并提高生产效率和质量。
首件检验报告单
1. 概述
首件检验报告单是用于记录和汇总首件检验结果的文件。
首件检验是在生产过程中进行的第一次检验,目的是验证产品的质量和性能是否符合规定的要求。
本报告单旨在提供一个清晰的文档,方便记录和跟踪首件检验结果。
2. 首件信息
首件编号产品名称批次号检验日期检验员
SJ-001 产品A 202108 2021/8/1 张三
3. 检验项目
3.1 外观检验
检验项检验标准检验结果
外观缺陷无合格
塑料件变形≤2mm合格
颜色一致性与样品一致合格
3.2 尺寸检验
检验项检验标准检验结果
长度100.0mm ±0.2mm 合格
宽度50.0mm ±0.1mm 合格
高度30.0mm ±0.1mm 合格
3.3 功能检验
检验项检验标准检验结果
开关是否灵活操作顺畅合格
光电传感器检测准确合格
4. 总结
根据本次首件检验结果,产品A的外观和尺寸检验均符合标准要求,功能检验也通过了。
因此,可以认为首件检验合格。
该报告单将作为质量控制部门的参考文档,用于核查产品质量是否符合要求,以及追踪整个生产过程中的质量控制情况。
5. 签名
检验员:_____________________ 日期:_______________________。
首件检验报告导语:在如今竞争激烈的市场环境下,公司为了确保产品质量的合格性,常会在批量生产前进行首件检验。
这份检验报告旨在给出对产品的全面评估,以确保产品符合公司和客户的要求。
本文将对首件检验报告的内容和重要性进行深入探讨。
一、背景介绍首件检验报告是在产品生产过程中的文档,通常是在前期生产完成的第一件产品上进行。
该报告主要是通过对产品的外观、尺寸、性能等方面进行全面检测,以确保产品的质量符合公司和客户的要求。
首件检验报告是质量控制体系中的重要文件,对于确保产品质量和减少质量风险具有重要的意义。
二、检验内容首件检验报告通常包含了以下几个方面的内容:1. 外观检验:该部分主要针对产品的外观特征进行检测,如表面光洁度、颜色一致性、标识清晰度等。
通过外观检验可以直观地了解产品是否存在表面缺陷或污染。
2. 尺寸检验:尺寸是产品质量的重要指标之一,通过对产品尺寸进行精确测量,可以判断产品尺寸是否符合设计要求。
这一部分通常使用专业的测量仪器进行精密测量。
3. 性能检验:性能是产品功能实现的关键,通过对产品的性能进行检测,可以确保产品在使用过程中正常运行。
该部分通常涉及产品的力学性能、电气性能等方面的检验。
4. 耐久性检验:耐久性是指产品在一定条件下经受长期使用后的性能保持能力。
针对不同产品,耐久性测试的方法也有所不同,但都是为了验证产品的使用寿命和可靠性。
三、检验过程首件检验报告的编写需要经历一系列严格的步骤,以确保报告的准确性和可靠性。
以下是一般的检验过程:1. 规划检验方案:在开始检验前,需要明确检验的目标和内容,编制详细的检验方案。
检验方案中需包括检验对象、检验标准、检验方法等。
2. 取样检验:在生产过程中,从生产批次中随机取样,确保首件的选择具有代表性。
并将取样件送至检测实验室进行检验。
3. 检验数据记录:在检验过程中,检测人员需要严格按照检验方案进行检测,并将检测数据准确记录下来,包括实测值、测量仪器信息等。
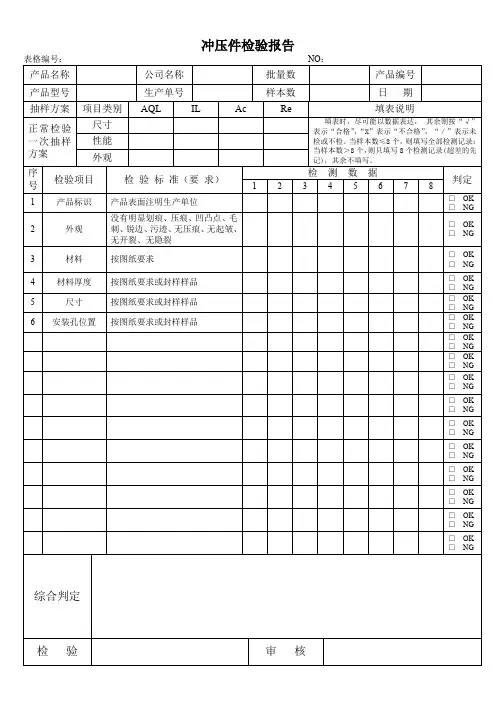
149冲压首件检验报告一、检验目的冲压首件检验是指对冲压件的加工工艺进行初次试制后进行的检验,目的是验证设计和工艺的合理性,确保冲压件的质量符合要求,为后续的批量生产提供依据和参考。
二、检验内容本次冲压首件检验的内容包括以下几个方面:1.尺寸检验:对冲压件的外形尺寸进行检验,包括长度、宽度、厚度等参数,不同工艺要求的尺寸差异进行比对。
2.外观检验:对冲压件的表面进行检验,包括是否有表面缺陷、锈蚀、氧化等情况,检查冲压件表面的光洁度和整体外观。
3.材料检验:对冲压件的材料进行化学成分分析、硬度测试等,确保材料的质量和性能。
4.力学性能检验:对冲压件进行拉伸、压缩等力学性能测试,以评估冲压件的耐力、强度等性能指标。
5.功能检验:对冲压件进行装配、安装试验,验证冲压件与其他零部件的配合性和功能性。
6.其他特殊要求的检验:根据具体情况,可能需要对冲压件进行密封性、渗透性、磁性等特殊检验。
三、检验方法本次冲压首件检验可以采用以下一些方法:1.尺寸测量仪器:包括千分尺、卡尺、游标千分尺等,对冲压件的尺寸进行测量和比对。
2.外观检查:人工观察和肉眼检查,可借助放大镜等仪器对冲压件的外观进行检验。
3.化学成分分析:采用化学分析仪器对冲压件的材料进行成分分析。
4.硬度测试:采用硬度测试仪器对冲压件的硬度进行测试。
5.力学性能测试:根据冲压件的具体要求,采用拉伸试验机、压缩试验机等仪器进行力学性能测试。
6.装配、安装试验:通过实际装配和安装操作,对冲压件进行功能性验证。
四、检验结果与结论根据对冲压首件的检验,我们得出以下结论:1.冲压件的尺寸符合设计要求,误差在允许范围内。
2.冲压件的外观无明显缺陷,表面光洁度满足要求。
3.冲压件的材料化学成分符合标准要求,硬度也在合理范围内。
4.冲压件的力学性能满足设计要求,强度和耐力等指标达到预期目标。
5.冲压件的装配、安装试验顺利完成,与其他零部件的配合性良好。
综上所述,本次冲压首件检验结果符合设计和工艺要求,冲压件可以进入批量生产。
首件检验报告的主要容:Content:1. 首件检验的原因 reason for FAI2. 零部件的基本数据 date of the items3. 检验结果 result4. 文件检查情况 documentation check5. 零部件检查情况 check of the components6. 改进的措施清单及建议list of measures, recommendation7. 附件 appendices8. 参加人员 participants放行产品的详细情况: 满足第6点的规定义务results, release given conditions acc. toYes 1): Release with stipulation. The production release is to accept under reserve of conditions mentioned at chapter 6. 是1):按约定放行。
在第6章提到的约定条件下接受产品放行。
signature 2) release by the leader of the FAI or his deputy 签字2):由首件检验组长或其代表放行。
o.k. = fulfilled满足n.o.k. = failed不满足SPQ3) -> supplier product qualification (specifically MOR requirement)供方产品资质(特别是铁道部要求)备注:o.k. = fulfilled满足 n.o.k. = failed不满足6. list of measures,recommendations 改进措施清单及建议6.1 list of measures措施清单6.2 recommendations改进建议7. appendices附件Company公司 name, function,作用 date 日期 signature签名新誉(leader of the FAI)(首件检验组长)新誉焊接监督员(XinYu vSAP)contractor 承包方SAG西门子customer最终顾客。
首件样品检验报告1. 引言本报告旨在对首件样品进行全面检验,并提供详细的检验结果和结论。
首件样品检验是在生产过程中的关键环节,旨在确保产品的质量符合规定标准,并为后续批量生产提供基准参考。
本报告将按照以下步骤进行检验和记录。
2. 步骤一:外观检验首先,我们对首件样品进行外观检验。
在这一步中,我们将检查产品的表面是否有任何外观缺陷,如划痕、变形、气泡等。
我们将使用肉眼和放大镜来进行检查,并详细记录任何发现的问题。
3. 步骤二:尺寸测量接下来,我们将对首件样品的尺寸进行测量。
我们将使用相应的测量工具,如卡尺、游标卡尺等,来测量样品的长度、宽度、高度等尺寸参数。
我们将记录每个参数的测量结果,并与规定标准进行比较。
4. 步骤三:功能测试在这一步中,我们将对首件样品进行功能测试。
根据产品的设计和规范要求,我们将使用相应的设备或工具来测试产品的功能是否正常。
我们将记录每个功能测试的结果,并与产品规范进行比较。
5. 步骤四:耐久性测试耐久性测试是确保产品在正常使用条件下的耐用性和可靠性的重要环节。
我们将对首件样品进行一系列的耐久性测试,如摩擦测试、拉伸测试、扭转测试等。
我们将记录每个测试的结果,并评估产品的耐用性。
6. 步骤五:安全性检验安全性检验是确保产品在使用过程中不会对用户造成伤害的关键环节。
我们将对首件样品进行安全性检验,如电器产品的电压测试、机械产品的尖锐边缘检测等。
我们将记录每个检验的结果,并确保产品符合相应的安全标准。
7. 步骤六:环境适应性测试在这一步中,我们将对首件样品的环境适应性进行测试。
我们将暴露样品于不同的环境条件下,如温度、湿度等,并观察样品的反应。
我们将记录每个测试的结果,并评估产品的环境适应性。
8. 结论经过以上的全面检验,我们得出以下结论:1.首件样品的外观符合要求,没有发现任何明显的缺陷。
2.首件样品的尺寸测量结果与规定标准一致。
3.首件样品的功能测试结果表明产品的各项功能正常。
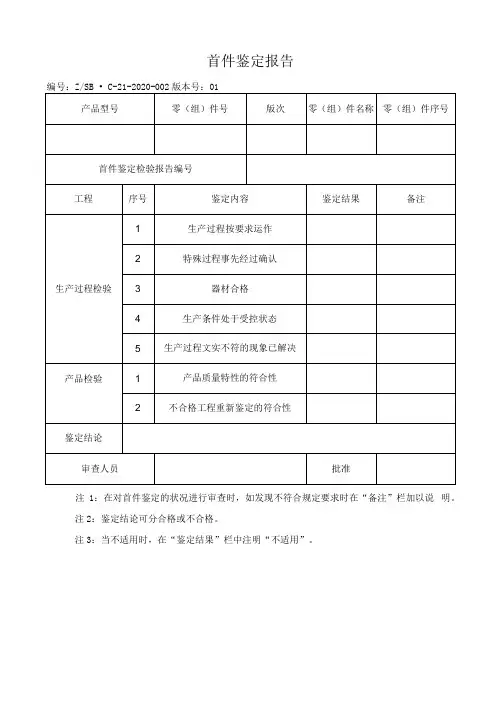
编号:
首件鉴定证书
零部(组)件图号:
零部(组)件名称:
生产单位:
鉴定日期:年月日
一、首件鉴定的目的和依据:
1、目的:根据质量体系管理的要求,为验证生产过程是否具备
生产的条件,并通过首件鉴定这一管理形式来检查、发现产
品生产过程中存在的问题,加以改进,避免发生批次性质量
问题。
2、依据:根据GJB908及GJB9001B。
3、首件鉴定的概念:按照设计图样、工艺文件等技术文件的要
求对首件产品进行全面的工序和成品检查、考核,以确定生
产工艺和设备能否生产出符合设计要求的产品。
二、首件鉴定的主要内容:
1、首件的技术文件应完整、正确;
2、首件应符合设计要求;
3、选用的加工设备、工艺装备、计量器具应符合规定的要求;
4、首件质量与其原始质量记录应文实相符。
三、首件鉴定的组织
组长:
组员:
首件鉴定合格证。