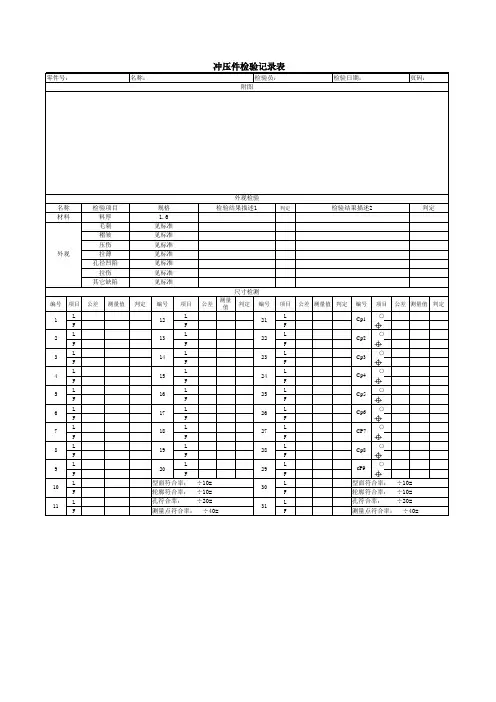
冲压件检验记录表
- 格式:xls
- 大小:35.50 KB
- 文档页数:1
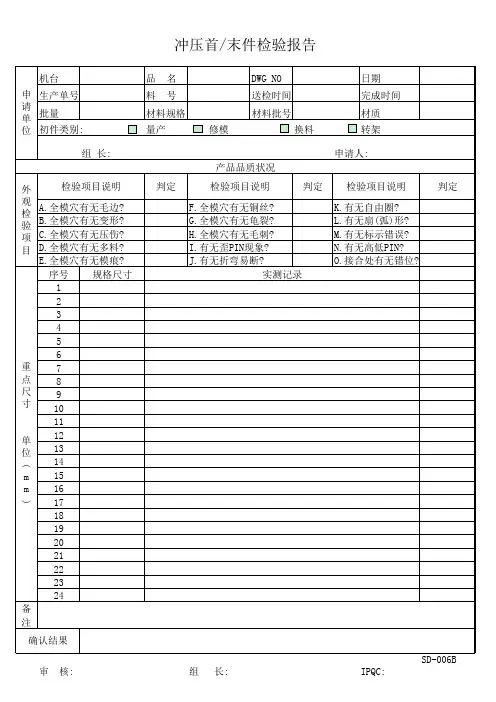
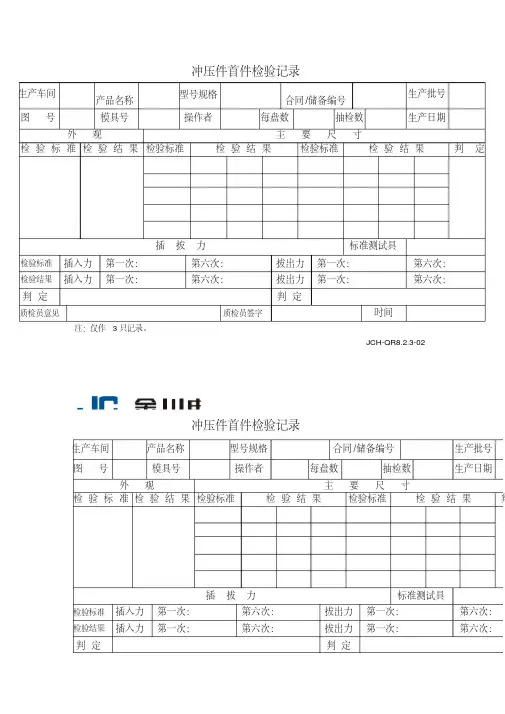
冲压件首件检验记录
生产车间
产品名称型号规格
合同/储备编号
生产批号
图号模具号操作者每盘数抽检数生产日期
外观主要尺寸
检验标准检验结果检验标准检验结果检验标准检验结果判定
插拔力标准测试具
检验标准插入力第一次:第六次:拔出力第一次:第六次:
检验结果插入力第一次:第六次:拔出力第一次:第六次:
判定判定
质检员意见质检员签字时间
注:仅作3只记录。
JCH-QR8.2.3-02
冲压件首件检验记录
生产车间产品名称型号规格合同/储备编号生产批号
图号模具号操作者每盘数抽检数生产日期
外观主要尺寸
检验标准检验结果检验标准检验结果检验标准检验结果判
插拔力标准测试具检验标准插入力第一次:第六次:拔出力第一次:第六次:
检验结果插入力第一次:第六次:拔出力第一次:第六次:
判定判定
质检员意见质检员签字时间注:仅作3只记录。

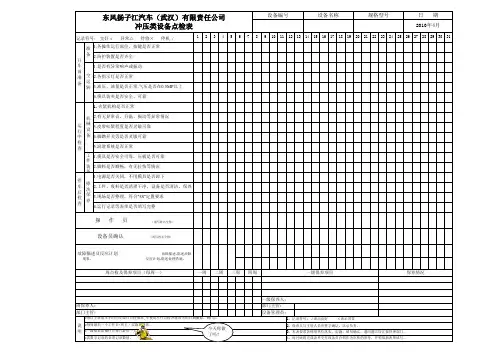
12345678910111213141516171819202122232425262728293031设备管理员:*一级保养由操作员每月最后一天前完成。
*需数字记录的必须记录数值。
周保养人:部门主管:*每周最后一个工作日(周五)实施周保养。
操 作 员 (请写姓名全称)设备员确认 (请写姓名全称)故障描述及反应计划 故障描述-陈述故障现象, 反应计划-陈述处理措施。
周点检及保养项目(每周一)一周二周说明停车后检查擦洗保养 1.电源是否关闭,不用模具是否卸下2.工件、废料是否清理干净,设备是否清洁、保养3.现场是否整理,符合"5S"定置要求4.运行记录等表单是否填写完整运行中检查机械设备 1.夹紧机构是否正常2.有无异常音、升温、振动等异常情况3.皮带松紧程度是否灵敏可靠4.脚踏开关等是否灵敏可靠5.润滑系统是否正常工件装备1.模具是否安全可靠,压板是否可靠2.脚料是否顺畅,有无拉伤等情况记录符号: 完好√ 异常△ 待修× 停机 /开车前准备准备 1.各操作运行部位、按键是否正常2.防护装置是否齐全空运转 1.是否有异常响声或振动2.各指示灯是否正常3.油压、油量是否正常,气压是否在0.5MP 以上4.模具装夹是否安全、可靠东风扬子江汽车(武汉)有限责任公司冲压类设备点检表设备编号设备名称规格型号日 期2010年4月一级保养项目三周四周3、本表要求各使用单位落实、实施,填写确实,遇问题立即汇报管理部门。
保养情况一级保养人:部门主管:4、每月底将完成表单交至设备员存档作为审核的参考,并领取新表单填写。
1、记录符号:√表示良好 ×表示异常2、保养人与主管人员应签字确认,以示负责。
*每日上班前半小时内完成日点检保养,不使用不作点检并将该天的日期圈掉。
例:②。
今天你做了吗?。
147冲压IPQC巡检记录日期:XX年XX月XX日巡检人员:XXX巡检时间:XX时XX分-XX时XX分巡检地点:147冲压车间巡检内容:1.设备状态-检查冲压设备的正常运行状态,如机床、剪切机、压力机等。
-检查设备的灯光、显示屏等是否正常。
-检查设备的电源及电线是否有损坏。
2.工作区环境-检查工作区的清洁度,包括地面、工作台、边角等是否有杂物或垃圾。
-检查工作区的通风情况,确保空气流通畅。
3.工装与量具-检查工装夹具的性能是否正常,如吸盘、夹具、夹具臂等。
-检查量具的准确性,如卡尺、量规等。
4.原材料-检查原材料的质量,如金属板材的厚度、表面状态等。
-检查原材料的数量,确保库存充足。
5.冲压过程-观察冲压过程中是否有异常声音、异味等。
-检查冲压件的成型情况,如是否有变形、开裂等缺陷。
6.检测与检验-检查冲压件的尺寸精度是否符合要求,通过与图纸对比来确认。
-检查冲压件的表面质量,如有无划痕、氧化等。
7.产品分类与包装-按照产品的不同规格、型号分类,避免混淆。
-检查产品的包装是否完好,如有破损、脏污等。
巡检结论:本次巡检未发现明显异常情况,设备运行正常,工作区环境整洁,工装与量具无损坏,原材料质量合格,冲压过程顺利,成品质量达到标准要求,产品分类与包装无瑕疵。
存在的问题及改进措施:1.工作区域的地面需要定期清洁,避免积存杂物及垃圾。
2.冲压过程中的异响需要关注,如有异常及时进行维修和保养。
3.对冲压件的尺寸精度和表面质量进行更加详细的检测和检验,确保产品质量更加稳定可靠。
4.包装过程中要注意细节,确保产品包装的完好性。
总结:本次巡检以确保冲压生产过程中各环节的正常运行,提升产品质量,减少制造过程中的故障和缺陷为目标进行。
通过巡检,发现并解决了一些小问题和潜在的风险,也提出了相应的改进措施,以提高冲压生产的效率和质量。
未来的巡检工作将持续进行,并加强对设备、工艺及人员的培训,以进一步提升产品质量和生产效率。

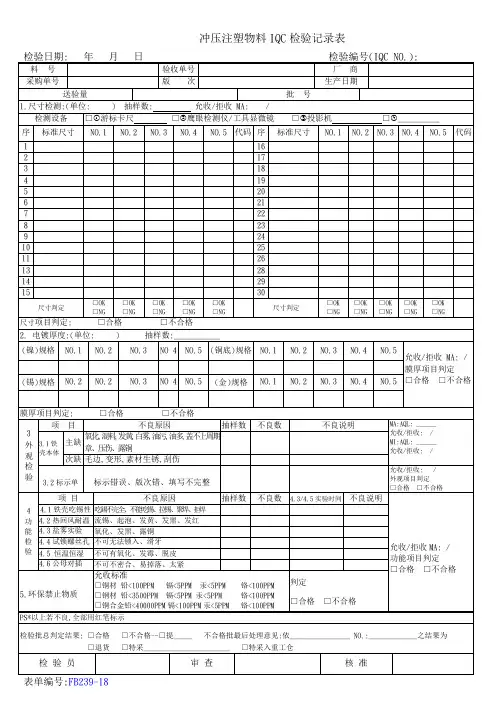
序号 日期
点检项目
12345678910111213141516171819202122232425262728293031
備註1检查机台是否有异常声
2检查润滑系统是否正常
3检查空气压力是否正常
4检查各个开关按钮是否正
常5检查闭模刻度是否正常
6检查机台温度是否正常
7检查各处油量是否充足
8检查是否有漏油
9机台是否清洁
10马达是否正常
11送料架是否正常
12送料机是否正常
13收料机是否正常
表單編號:
备注:1. 每日上班半小时内由操作员做好各项检查(含5S),正常项打ˇ,不正常打×,同时向主管报备。
2. 每日上班1小时内当班负责人确认各相关内容。
3. 此表由白班人员填写
查核人
. 年 月冲压设备每日点检表机台号:点检人核准: 审核: 制表:。
12345678910111213141516171819202122232425262728293031设备管理员:*一级保养由操作员每月最后一天前完成。
*需数字记录的必须记录数值。
周保养人:部门主管:*每周最后一个工作日(周五)实施周保养。
操 作 员 (请写姓名全称)设备员确认 (请写姓名全称)故障描述及反应计划 故障描述-陈述故障现象, 反应计划-陈述处理措施。
周点检及保养项目(每周一)一周二周说明停车后检查擦洗保养1.电源是否关闭,不用模具是否卸下2.工件、废料是否清理干净,设备是否清洁、保养3.现场是否整理,符合"5S"定置要求4.运行记录等表单是否填写完整运行中检查机械设备 1.夹紧机构是否正常2.有无异常音、升温、振动等异常情况3.皮带松紧程度是否灵敏可靠4.脚踏开关等是否灵敏可靠5.润滑系统是否正常工件装备1.模具是否安全可靠,压板是否可靠2.脚料是否顺畅,有无拉伤等情况记录符号: 完好√ 异常△ 待修× 停机 /开车前准备准备 1.各操作运行部位、按键是否正常2.防护装置是否齐全空运转 1.是否有异常响声或振动2.各指示灯是否正常3.油压、油量是否正常,气压是否在0.5MP 以上4.模具装夹是否安全、可靠东风扬子江汽车(武汉)有限责任公司冲压类设备点检表设备编号设备名称规格型号日 期2010年4月一级保养项目三周四周3、本表要求各使用单位落实、实施,填写确实,遇问题立即汇报管理部门。
保养情况一级保养人:部门主管:4、每月底将完成表单交至设备员存档作为审核的参考,并领取新表单填写。
1、记录符号:√表示良好 ×表示异常2、保养人与主管人员应签字确认,以示负责。
*每日上班前半小时内完成日点检保养,不使用不作点检并将该天的日期圈掉。
例:②。
今天你做了吗?。
光栅是否正常其它:设备换型5S 卫生是否完成送料感应器是否正常换型时是否有有零件缺失门禁感应器是否正常(送料部位防护门)设备是否有漏油点设备气枪是否正常电机皮带是否有缺失力臂部件1:力臂轴承是否正常2:力臂在工作时是否有晃动3:力臂感应器是否正常工作4:力臂螺牙是否正常5:力臂油管是否正常日期:更换型号:设备号: 照明灯是否正常送料转盘有无异常??问题描述 换型人员:检查项目点检确认检查确认1:压机工作时有无异响2:压机工作时是否抖动3:模具和压机是否在平行位置4:压机深度是否可以调试5:压机油路是否正常材料油1:材料油出油是否正常2:海绵是否转动 损坏送料部件1:送料撞块是否正常2:压料是否磨损3:弹簧在工作时收缩是否平衡???4:L值4个螺栓是否正常???5:送料压料轴承是否正常压机部件Bilher machine 班次:N/A 冲压设备换型点检记录表File No./文件号:MUB-TC-FBS-P-SF-F-96Rev. No./版本号:4Department 部门: Process 工序:冲压Machine Name 设备名:N/AMachine No.设备编号:FBS 检查凸轮键销是否晃动1. “ √ ” 代表检查后OK; “ X ”代表不正常,如果检查不合格先打“ X ”然后进行修理,修理好后再打“ O ”。
2. 点检项目并非全部打“ √ ”打 “ X ”,部分项目需要进行数值填写,请详细填写。
3. 以上项目每次换型时,换型人员进行点检.4. 机修领班每天检查点检内容,并在检查人签名处签名。
FBS-P Distribute 分发:FBS-P Original 原件:2015.09.08Date 批准日:Issued by 制作人:Date 制作日:2015.09.08Released by 批准人:Han Yulei Chen Jian。