液压式轮胎硫化机介绍32页PPT
- 格式:ppt
- 大小:2.02 MB
- 文档页数:32
轮胎硫化机结构简介除了A型硫化机采用平移式的装胎机构外,其他均采用摇臂式装胎机构。
PC-X硫化机的装胎机构也属摇臂式,但有其结构特点。
其装胎器在回转时由二个回转中心而不是由一个回转中心控制,见图11中的A和B。
这使装胎定位依靠一个三角形珩架ABC,而不是依靠一单梁。
有效地增加了定位刚性,保证定位精度。
4 合模力的获得液压式硫化机合模力的获得完全来源于油的压力。
一般均用较低压力、较快速度、较长行程的油缸控制开合模。
合模以后用一定的方式(插销、锁环、或锁紧块)将上下模部分锁住,组成一个闭环受力系统,然后再用高压、短行程的油缸使上下模受到合模力。
PC-X 硫化机获得合模力的方式有其结构特点,PC-X硫化机属于框架式结构,下模部分固定在框架的底座上。
先由固定在框架上部的开合模泊缸带动上模部分合模,这时上模部分与框架上横梁之间出现一空间。
在框架侧面装有一摆臂定位立柱,合模后此立柱转进模具中心线位置,填满上横梁与上模部分的空间,形成一闭环受力系统。
这时装在框架上横梁模具中心线位置的高压、短行程合模力油缸通过定位立柱加压于上模部分,从而获得合模力。
这种结构形式用上部一个油缸代替了一般液压式硫化机下部4个或6个小油缸。
结构简单,便于检验。
加上合模力以后,在整个硫化周期内,有一个保压题目。
有的液压式硫化机在硫化周期内油泵继续工作以保持压力,有的则采用蓄能器来补偿硫化过程中可能出现的压力降。
PC-X 硫化机则采用空气一液压增压器来解决,见图12。
在PC-X硫化机上采用的油泵压力为8.33~8.82MPa。
合模以后,油泵即停止工作,而利用与0.49MPa的压缩空气产生21.56MPa的高压油注进合模力油缸获得所要求的合模力,同时在整个硫化过程中起保压作用。
这种形式既可使油泵用较低的工作压力,合模后油泵又不需继续工作,也不需要任何蓄能装置。
因此节省能源,油缸使用寿命长,便于维护保养。
5 卸胎器和后充气装置PC-X硫化机的卸胎器采用摇臂式卸胎机构替换传统的卸胎方式,见图13。

作者简介:丁振堂(1969-),男,高级工程师,硫化机行业内专家学者,中国高分子材料专家委员会委员,青岛科技大学高性能聚合物研究院研究员。
收稿日期:2023-06-291 研发背景轮胎硫化是轮胎生产过程中的最后一道工序,也是决定成品轮胎质量的工序之一。
各个橡胶机械制造厂家争相开发生产性能好、可靠性好的轮胎定型硫化机,尤其侧重机内定型、热工管道系统、润滑系统、自动控制系统、胶囊设计制造、过热水出氧、专用电机及安全防护等功能。
从国外引进63.5"机械式轮胎定型硫化机并进行了消化吸收后,国内轮胎定型硫化机的开发和生产,开始走上快速发展的道路。
国内硫化机厂家百家争鸣、百花齐放,机械式定型硫化机发展迅猛,形成了系列化、专业化。
国产液压轮胎定型硫化机的发展,经历了一个认识和转变的过程,后来,随着国产液压轮胎定型机技术水平的提高和质量的保证,成为轮胎企业硫化高等级子午胎的首选设备。
在市场大力发展高等级子午胎的前景下,对液压轮胎定型硫化机需求日增。
青岛软控机电工程有限公司也加入了液压轮胎定型硫化机的研发制作队伍,并根据不同用户群,研发出不同结构种类的液压硫化机,本文重点介绍B 型液压轮胎定型硫化机。
该机型是框架式结构,是最早研发的液压硫化机机型之一,因其硫化全钢子午线轮胎性能稳定可靠,操作方便快捷,尤其受老牌国内轮胎厂家的青睐,成为液压硫化机的主力机型。
2 B 型液压硫化机的总体结构、特点、动作原理、参数等介绍B 型液压硫化机是软控集多年研发设计、制作、安装、调试、使用、维护精心打造的机型。
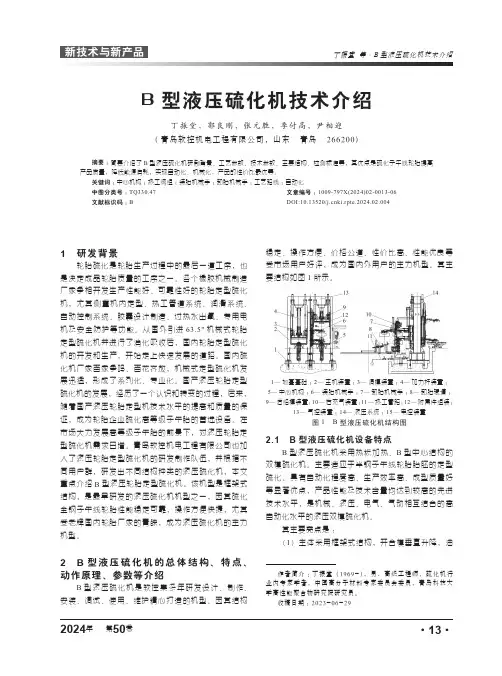
因其结构B 型液压硫化机技术介绍丁振堂,郭良刚,张元胜,季付高,尹相迎(青岛软控机电工程有限公司,山东 青岛 266200)摘要:简要介绍了B 型液压硫化机研制背景、工艺参数、技术参数、主要结构、检测标准等,其优点是硫化子午线轮胎提高产品质量,降低能源消耗,实现自动化、机械化,产品的性价比最优等。
关键词:中心机构;热工阀组;装胎机械手;卸胎机械手;工艺路线;自动化中图分类号:TQ330.47文章编号:1009-797X(2024)02-0013-06文献标识码:B DOI:10.13520/ki.rpte.2024.02.004稳定、操作方便、价格公道、性价比高、性能优良等受市场用户好评,成为国内外用户的主力机型。