机械式硫化机(全钢)
- 格式:ppt
- 大小:875.50 KB
- 文档页数:23
硫化机工艺技术发展浅析【摘要】随着我国汽车工业和轮胎工业的发展对轮胎均匀性提出越来越高的要求,硫化机的工作精度越来越被人们所重视,液压硫化机的优越性开始得到充分的显现。
液压硫化机克服了机械式硫化机固有的弱点,吸收了机械式硫化机的优点。
【关键词】硫化机;发展;市场;创新【Abstract】with the development of China’s automobile industry and tire industry tire uniformity of the increasingly high demand,working accuracyand vulcanizing machine,more attention has been paid,the superiority of the hydraulic curing press start to get full show. Hydraulic vulcanizingmachine overcomes the inherent weakness of mechanical press,absorbed the merits of mechanical press.【Key words】Vulcanizing machine;Development;Market;Innovation1.硫化机发展历程目前,液压硫化机的优越性在我国已被轮胎企业广泛认可,尤其是高等级子午胎项目倾向于选用液压硫化机趋势明显。
上世纪50年代以来我国机械式硫化机推广应用取代硫化罐是轮胎硫化的第一次飞跃,那么液压硫化机替代机械式硫化机便是轮胎硫化的第二次飞跃。
我国的液压硫化机开发工作始于20世纪60年代末,国家“八五”规划期间,将液压硫化机列入“子午胎关键设备一条龙”项目,许多橡机厂都看好这条“龙”的潜力,相继着手研制液压硫化机。
当时参与研究的厂家有五六家,但因我国轮胎工业那时尚未形成使用液压硫化机的大气候,轮胎企业基本没有直接使用经验,对液压硫化机的认识不够,加上国产液压元件也不过关,随后的十多年时间都没有形成大批量生产。
摘要平板硫化机常用于加工橡胶模型制品、胶带、胶板等制品,是橡胶工业中的基本加工设备,广泛应用于橡胶工业中。
框式平板硫化机全称框式液压传动平板硫化机。
框式平板硫化机的主要零部件:柱塞、工作缸、密封圈、垫台、活动平台、加热板、隔热板、上横梁和框板等。
橡胶平板硫化机主要用于硫化平型胶带,它具有热板单位面积压力大,设备操作可靠和维修量少等优点。
平板硫化机的主要功能是提供硫化所需的压力和温度.压力由液压系统通过液压缸产生,温度由加热介质所提供。
在平板硫化机橡胶工业中,柱式平带平板硫化机是使用较早的一种机型,我国过去使用的平带平板硫化机也多为柱式结构,但目前则多采用框式结构。
其发展的动向是提高机械化自动水平,改善劳动条件,提高生产效率,减小机台占地面积,完善附属装置和延长使用寿命等方面。
我主要设计的是框式平板硫化机的主要性能参数、主要零部件、传动系统和附属装置。
使它们有机的结合在一起,构成完整的框式平板硫化机。
关键词:平板硫化机、工作缸、工作缸、活动平台、上横梁。
AbstractVulcanizing machine model commonly used in the processing of rubber products, adhesive tape, plastic sheet and other products, the rubber industry's basic processing equipment, widely used in rubber industry. Box-type vulcanizing machine full name box type hydraulic vulcanizing press.Box-type vulcanizing machine main parts: piston, working cylinder, seals, pad sets, moving platform, heating panels, insulation panels, beams and frames on the board. Rubber vulcanizing machine is mainly used for curing flat adhesive tape, it has hot plate per unit area pressure, less maintenance and reliable operation of equipment and so on. Vulcanizing machine's main function is to provide the necessary pressure and curing temperature pressure from the hydraulic system generated by the hydraulic cylinder, the temperature provided by the heating medium. In the vulcanizing press rubber industry, the column level with vulcanizing machine is to use an earlier model, our past use of the flat belt vulcanizing machine is mostly column structure, but is more used box-type structure.The trend of the development is to improve the automaticlevel of mechanization, improved working conditions, increase productivity, reduce machine footprint, improve the attachment and extend the service life and so on.My main box-type design is the main flat vulcanizing machine performance parameters, the main components, transmission and ancillary equipment. Make them organic combine to form a complete frame-type vulcanizing machine.Keywords: vulcanizing machine, working cylinder, piston, moving platform, on the beam.目录第一章概述 (1)1.1平板硫化机的最新进展 (1)1.1.1用平板硫化机进行模压成型和硫化 (1)1.1.2平板硫化机用模具设计的重要性 (2)1.1.3平板硫化机在硫化成型中的不良现象及其预防措施 (2)1.2平板硫化机的用途,类型及工作原理 (2)1.2.1 用途和类型 (2)第二章基本性能参数 (4)第三章主要零部件的设计及校核 (5)3.1 柱塞 (5)3.1.1 结构与材料 (5)3.1.2 结构尺寸及强度计算 (5)3.2 液压缸 (7)3.2.1 结构与材料 (7)3.2.2 结构尺寸 (7)3.3 密封装置 (10)3.3.1 密封装置的要求 (11)3.3.2 密封件 (11)3.4 热板 (11)3.4.1 材料 (12)3.4.2 选择电热元件 (12)3.4.3 安装方法 (12)3.5 活动平台 (13)3.5.1 结构材料 (13)3.5.2平台负载荷及弯曲受力情况 (14)3.5.3 强度校核 (15)3.6 上横 (17)3.6.1 材料 (17)3.6.2 受力分析 (17)3.6.3 弯矩及弯曲应力 (19)3.6.4 上横梁最大挠度 (21)3.7.1 结构及尺寸 (22)3.7.2 材料 (22)3.8 主机结构综述 (23)结论 (24)致谢 (25)参考文献 (26)第一章概述1.1平板硫化机的最新进展橡胶制品的硫化成型,分为平板硫化机压模成型,注射成型,连续硫化及硫化罐硫化等多种形式。
硫化机机械手自动抓胎程序改造全钢C区:张开强(辅导老师:张进武)机械手是硫化机的重要机构之一,硫化机抓胎、吊胎、转入转出、胎胚定位都是有它来完成。
我区域48寸三明硫化机安装调试结束后,操作工都是手动用机械手抓胎进灶。
这一过程是需要先等胎胚放在存胎架上,等到硫化工有时间来到硫化机才能开始抓胎,这样既降低了硫化机操作工的劳动效率,又浪费了很多劳动时间和劳动精力,因此操作工操作时间紧,不能很好的实施对硫化工序的自检,很难推进操作工对设备的维护保养意识。
随着科技的发展,自动化程度要求是越来越高,硫化机机械手自动抓胎的改造已经是迫在眉梢。
那么又怎样才能使机械手自动抓胎进灶呢?在硫化现场,我观察得出:一、硫化机机械手无自动抓胎功能,需要操作工手动按机械手闭合、下降、张开、上升一系列按钮才能完成抓胎,虽然时间不算太长,但按键多了人为因素错误就会多。
二、硫化机进灶时,在灶内操作工要按机械手上升按钮机械手才能上升以致退出硫化机。
也就是说机械手没有自动转入进灶以及自动转出硫化机的功能。
先看如下原始的梯形图:从梯形图的程序上分析,左机械手转入后有延时自动下降,但转出后就无自动下降抓胎了。
右机械手也是相同的。
所以需要修改和添加程序才能实现机械手的自动抓胎。
从而降低操作工的劳动强度,提高生产效益。
请看如下左机械手修改和添加后的梯形图:从梯形图上可以看出:509、510这两个输入点是检测存胎架上有无胎胚,它们是用两个光电开关来实现的。
4008是机械手自动下降的条件,要满足这个条件就是:主机在自动状态下,机械手在自动状态下,机械手要转出到位,左右探胎器未探测到胎胚,左右存胎架光电开关检测到有胎胚,左右机械手是闭合状态,并且硫化步序要到第四步,机械手才有自动下降。
但机械手在自动下降时还涉及一个安全问题,所以还加了一个延时报警器,输出点为1008延时25秒后才能自动下降抓胎。
右机械手也是相同的。
有了机械手自动抓胎功能,那么又怎样才能只按一下机械手转入按钮就能自动进灶呢?其实就是一个机械手在灶内不满足自动上升条件的问题。
河南郑州胶带硫化机一、概述皮带硫化机又称电热式胶带硫化机,是输送机胶带的专用设备。
该机采用轻质铝合金材料制造,具有体积小,单件重量轻,拆装方便,适合于人力搬动。
同时又具有升温快,温度均匀,热效率高等特点,是一种输送机械橡胶带接头的理想胶接设备。
同时又具有升温快,温度均匀,热效率高等特点,是一种输送机械橡胶带接头的理想胶接设备。
该产品使用广泛,可适用于治金、化工、金属矿山、电厂、港口、码头等现场胶接输送机的运输接头。
硫化胶琏拉力强度不小于原带的90%,接头光滑,而且能减少对滚筒的磨损和延长输送及橡胶输带的使用寿命。
二、参数说明1.硫化压力:1.0-2.0mpa;2.硫化温度:145℃;3.硫化板表面温差:±3℃;4.升温时间(常温到145℃)不大于50min;5.电源电压:380v.50Hz;6.电控箱输出功率:36Kw;7.温度调节范围:0~200℃;8.计时调节范围:0~59min;9.上下加热板加压0.8mPa后其缝隙,不大于0.5mm 以上参数来自郑州鑫和公司三、性能特点自动开模平板硫化机集各种橡胶硫化工艺所需的预压、自动放气、保压硫化、自动出模、自模、自动掀模自动顶出制品等功能于一体。
采用PLC可编程控制器.1.采用PC或人工控制,性能可靠,自动化程度高。
能自动识别错误命令,避免由于错误操作引起的事故。
2.可锁定预先编制的工艺程序,是操作者无法擅自改变,以保证压制品的质量。
3.具有定时开模,自动放气,自动补压等功能。
4.手动、自动、电动三种操作模式可供选择。
5.电加热式压机采用数显(指针式)控温,控制并显示加热板温度。
四、使用范围该液压机产品使用广泛,可适用于治金、化工、金属矿山、电厂、港口、码头等现场胶接输送机的运输接头。
硫化胶琏拉力强度不小于原带的90%,接头光滑,而且能减少对滚筒的磨损和延长输送及橡胶输带的使用寿命。
五、维护保养1、在使用之前,应检查热板的绝缘电阻,若过低,应先通电烘干,直到绝缘值达到50MPa以下,方可使用;2、在使用搬行过程中应轻拿轻放,文明操作;3、若在野外作业应有可靠的防雨、防水手段,以免被雨水侵袭受潮。

作者简介:丁振堂(1969-),男,高级工程师,硫化机行业内专家学者,中国高分子材料专家委员会委员,青岛科技大学高性能聚合物研究院研究员。
收稿日期:2023-11-22当前的硫化机,粗略分类,按结构分基本可分为两类,一类是机械式硫化机,这里不做介绍。
一类是液压硫化机,而液压硫化机按照硫化轮胎的种类可分为全钢液压硫化机、半钢液压硫化机、工程胎液压硫化机。
本篇主要介绍推介全钢和半钢液压硫化机,其按照结构可分为L 型液压硫化机、F 型液压硫化机、C 型液压硫化机、B 型液压硫化机。
(如图1)。
软控在L/F/B/C 种机型的基础上,研发出V型硫化机。
图1 硫化机的分类这L 型、F 型、C 型、B 型四种液压硫化机机型中,各有利弊优缺点,经多年研发总结的设计、制作、使用、维护多层面综合升华创新而独创的V 型硫化机。
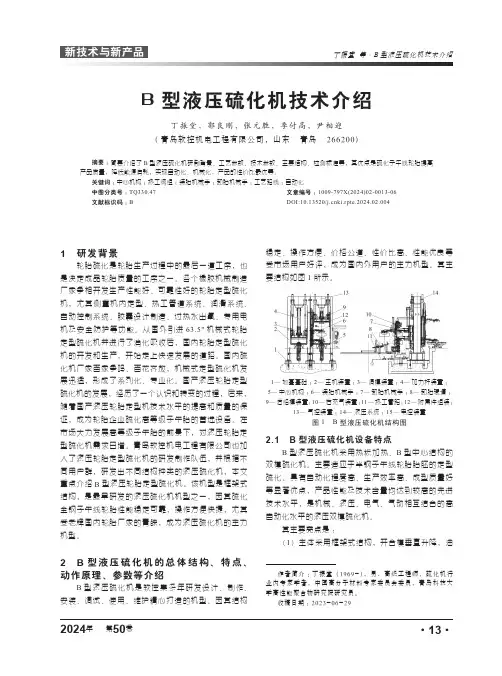
因V 型液压硫化机(如图2)结构稳定、性能优良、可实现单、双胎单独硫化等最受市场用户追捧,成为软控的明星V 型液压硫化机的技术概述丁振堂,赵衍鹏,李洪飞,梁月龙,季付高(青岛软控机电工程有限公司 ,山东 青岛 266200)摘要:简要介绍V 型硫化机的研制背景、主要结构、工艺参数等,该机型的优点是能够实现机械化、自动化,提高产品质量,降低能源消耗,产品的性价比优良等。
关键词:硫化机;自动控制;智能控制;管理系统;单独硫化;同时硫化中图分类号:TQ330.47文章编号:1009-797X(2024)04-0073-09文献标识码:B DOI:10.13520/ki.rpte.2024.04.015机型。
软控将V 型液压硫化机赋予两种含义,一种是硫化机主机结构呈V 字形状,称为V 型;再一种含义是victory ,胜利的意思,即成功机型V 型。
该机型是软控硫化机团队致力轮胎硫化工艺与机械结构升华创造的独有机型,是引领硫化机技术前进的核心经典,系列全、性价比优良的轮胎硫化产品。
图2 V 型、F 型、C 型、B 型液压硫化机的图片1 研发背景在发达国家,汽车早已经进入千家万户,就是在中国,汽车也大量普及,住宅小区的停车位一位难求,就是政府机关、工厂、学校等公共停车场,车位也往往爆满,多年以前老牌西方的燃油车和现在发展中的电动汽车在公路上川流不息。
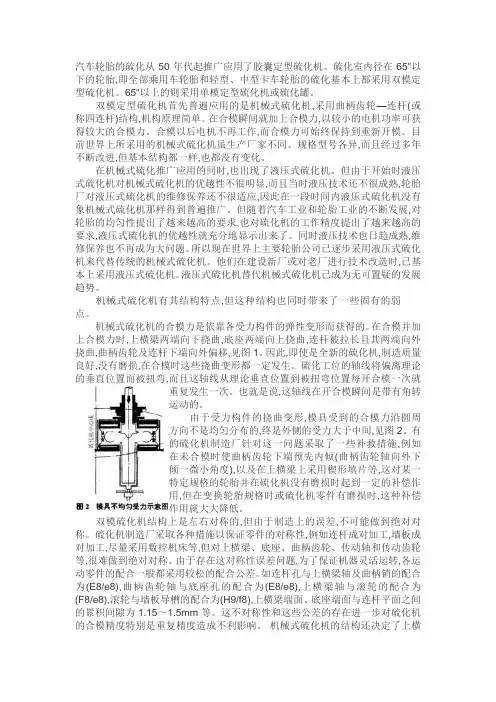
汽车轮胎的硫化从50年代起推广应用了胶囊定型硫化机。
硫化室内径在65"以下的轮胎,即全部乘用车轮胎和轻型、中型卡车轮胎的硫化基本上都采用双模定型硫化机。
65"以上的则采用单模定型硫化机或硫化罐。
双模定型硫化机首先普遍应用的是机械式硫化机,采用曲柄齿轮—连杆(或称四连杆)结构,机构原理简单。
在合模瞬间就加上合模力,以较小的电机功率可获得较大的合模力。
合模以后电机不再工作,而合模力可始终保持到重新开模。
目前世界上所采用的机械式硫化机虽生产厂家不同、规格型号各异,而且经过多年不断改进,但基本结构都一样,也都没有变化。
在机械式硫化推广应用的同时,也出现了液压式硫化机。
但由于开始时液压式硫化机对机械式硫化机的优越性不很明显,而且当时液压技术还不很成熟,轮胎厂对液压式硫化机的维修保养还不很适应,因此在一段时间内液压式硫化机没有象机械式硫化机那样得到普遍推广。
但随着汽车工业和轮胎工业的不断发展,对轮胎的均匀性提出了越来越高的要求,也对硫化机的工作精度提出了越来越高的要求,液压式硫化机的优越性就充分地显示出来了。
同时液压技术也日趋成熟,维修保养也不再成为大问题。
所以现在世界上主要轮胎公司已逐步采用液压式硫化机来代替传统的机械式硫化机。
他们在建设新厂或对老厂进行技术改造时,已基本上采用液压式硫化机。
液压式硫化机替代机械式硫化机已成为无可置疑的发展趋势。
机械式硫化机有其结构特点,但这种结构也同时带来了一些固有的弱点。
机械式硫化机的合模力是依靠各受力构件的弹性变形而获得的。
在合模并加上合模力时,上横梁两端向下挠曲,底座两端向上挠曲,连杆被拉长且其两端向外挠曲,曲柄齿轮及连杆下端向外偏移,见图1。
因此,即使是全新的硫化机,制造质量良好,没有磨损,在合模时这些挠曲变形都一定发生。
硫化工位的轴线将偏离理论的垂直位置而被扭弯,而且这轴线从理论垂直位置到被扭弯位置每开合模一次就重复发生一次。
也就是说,这轴线在开合模瞬间是带有角转运动的。

作者简介:丁振堂(1969-),男,高级工程师,硫化机行业内专家学者,中国高分子材料专家委员会委员,青岛科技大学高性能聚合物研究院研究员。
收稿日期:2023-06-291 研发背景轮胎硫化是轮胎生产过程中的最后一道工序,也是决定成品轮胎质量的工序之一。
各个橡胶机械制造厂家争相开发生产性能好、可靠性好的轮胎定型硫化机,尤其侧重机内定型、热工管道系统、润滑系统、自动控制系统、胶囊设计制造、过热水出氧、专用电机及安全防护等功能。
从国外引进63.5"机械式轮胎定型硫化机并进行了消化吸收后,国内轮胎定型硫化机的开发和生产,开始走上快速发展的道路。
国内硫化机厂家百家争鸣、百花齐放,机械式定型硫化机发展迅猛,形成了系列化、专业化。
国产液压轮胎定型硫化机的发展,经历了一个认识和转变的过程,后来,随着国产液压轮胎定型机技术水平的提高和质量的保证,成为轮胎企业硫化高等级子午胎的首选设备。
在市场大力发展高等级子午胎的前景下,对液压轮胎定型硫化机需求日增。
青岛软控机电工程有限公司也加入了液压轮胎定型硫化机的研发制作队伍,并根据不同用户群,研发出不同结构种类的液压硫化机,本文重点介绍B 型液压轮胎定型硫化机。
该机型是框架式结构,是最早研发的液压硫化机机型之一,因其硫化全钢子午线轮胎性能稳定可靠,操作方便快捷,尤其受老牌国内轮胎厂家的青睐,成为液压硫化机的主力机型。
2 B 型液压硫化机的总体结构、特点、动作原理、参数等介绍B 型液压硫化机是软控集多年研发设计、制作、安装、调试、使用、维护精心打造的机型。
因其结构B 型液压硫化机技术介绍丁振堂,郭良刚,张元胜,季付高,尹相迎(青岛软控机电工程有限公司,山东 青岛 266200)摘要:简要介绍了B 型液压硫化机研制背景、工艺参数、技术参数、主要结构、检测标准等,其优点是硫化子午线轮胎提高产品质量,降低能源消耗,实现自动化、机械化,产品的性价比最优等。
关键词:中心机构;热工阀组;装胎机械手;卸胎机械手;工艺路线;自动化中图分类号:TQ330.47文章编号:1009-797X(2024)02-0013-06文献标识码:B DOI:10.13520/ki.rpte.2024.02.004稳定、操作方便、价格公道、性价比高、性能优良等受市场用户好评,成为国内外用户的主力机型。
我国液压硫化机的概况随着我国汽车工业和轮胎工业的不断发展,对轮胎均匀性提出了越来越高的要求,从而对硫化机的工作精度要求越来越高,液压硫化机的优越性也得以充分显现。
我国液压硫化机的研制得到橡胶机械制造企业的重视,液压硫化机在硫化机中的占比逐渐提高,液压硫化机生产进入产业化阶段。
1、我国液压硫化机的研发进展作为一种新技术产品,液压硫化机已在国外批量生产,广泛运用于轮胎生产中。
世界主要轮胎企业使用的液压硫化机比例超过70%,并且呈递增趋势。
我国液压硫化机的发展几经波折,其开发始于20世纪60年代末,基本与发达国家同步,但是当时国内的液压技术限制了液压硫化机的发展。
“八五”期间,国家将液压硫化机列入子午线轮胎关键设备一条龙项目,许多橡胶机械企业相继进行液压硫化机的研制。
但是其后10多年液压硫化机并未大批量生产,主要原因是我国轮胎企业基本未使用过液压硫化机,对液压硫化机的认识不够,未形成使用液压硫化机的氛围,同时我国液压技术和设备仍然不能达到液压硫化机的要求。
到2010年底,我国轮胎行业液压硫化机占硫化机的比例仅超过10%。
但现在情况有了较大变化,液压硫化机的优越性在我国已被轮胎企业广泛认可,液压硫化机,尤其是高等级子午线轮胎项目液压硫化机使用比例呈快速增长趋势。
估计新建半钢子午线轮胎项目的液压硫化机占比达60%,新建全钢载重子午线轮胎项目液压硫化机占比达40%。
2、液压硫化机的成本优势和特点如果机械式硫化机替代硫化罐是轮胎硫化机发展的第1次飞跃,那么液压硫化机替代机械式硫化机就是轮胎硫化机发展的第2次飞跃。
液压硫化机是在机械式硫化机的基础上发展起来的,其吸收了机械式硫化机的优点,克服了机械式硫化机固有的弱点。
液压硫化机具有精度和自动化程度高、硫化轮胎均匀性好等优点,适合于子午线轮胎尤其是高等级子午线轮胎的硫化,是轮胎硫化机的发展方向。
液压硫化机替代机械式硫化机已成为毋庸置疑的发展趋势。
2.1成本优势现代企业具有强烈的成本意识。
摘要本次设计设计的是QLB-600×600侧板式平板硫化机,介绍了平板硫化机的发展史,并对QLB-600×600侧板式平板硫化机的零部件进行了设计计算和校核。
平板硫化机作为一种硫化设备,有柱塞、工作缸、密封装置、法兰等组成的传递液压能的部件将液体的压力转变成带动平台运动的动能以及供应品硫化时所需要的压力能。
利用安置在热板中的加热设备与机械部分配合使用,加热、加压一定时间,就可满足制品硫化的三要素:时间、压力、温度。
侧板式平板硫化机的工作原理是,柱塞通过液压力带动可动平台上升,使被固定在平台上的热板一起上升,并与上层热板夹住制品,在一定时间的硫化作用下,形成成品。
由于模型橡胶制品、输送带、胶板及合成塑料的应用不断的发展,促进了平板硫化机的发展,同时也对平板硫化机的性能提出了更高的要求。
关键字:平板硫化机、侧板、硫化设备AbstractThis design desing is OLB-D150 /the600*600 side bar typep plate vulcanizing machine,introduced the plate vulcanizing machine history,and side bar type plate vulcanizing machine spare part has carried on the desing calculation to OLB-D150 /the600*600 and corrects.The plate vulcanizing machine took one kind of curing equipment,by the plunger,the woork cylinder,the packing assembly,the flange and so on the rtansmission hydraulic pressure which is composed can the pressure energy which the part transforms the liquid pressure leads the platfrm movement the kinetic energy as well as for product curing when ing places in the hot plate the heater and the machine part cordination use,the heating,compression certion time maysatisfy the product curing three essential factor:Time,pressrue,temperatrue.The side bar type plate vulcanizing machine principle of work is ,the plunger through the hydraulic pressure inpetus movable platform rise,causes to fix the bot plate rises together in the platform,and grips the produvt with the upper formation hot plate,in under certain time sulfurization,forms the end product.Because model rubber product,conveyor belt,off-set and synthesis plastic application unceasing development,promoted,the plate vulcanizing machine development,simultaneously also set a higher request to the plate vulcanizing macineperformance.Key words: Plate vulcanizing machine, The side bar type plate, Curing epuipment, Curing equipment,curing equipment目录摘要........................................................................... 错误!未定义书签。
作者简介:王爽(1990-),女,工程师,学士,主要从事机械设计与研发工作。
*山东省智能绿色制造技术与装备协同创新中心开放基金(IGSD-2020-009)资助项目收稿日期:2022-04-25硫化是轮胎生产工艺的最后一道工序也是主要耗能部分。
因此研究和开发硫化机新技术,生产制造并使用新型硫化机设备,对传统设备进行改造,提高设备使用性能,减少能耗,节约能源,降低生产成本,提高设备使用率及安全系数有十分重要的作用。
本文所提新开发的左右独立式全钢液压硫化机能实现左右模分开控制并独立完成硫化。
而热工及控制系统是液压硫化机的重要组成部分,就传统热工管路及新式热工管路本文做简单介绍。
1 传统式热工管路结构(1)早期硫化机多采用两半模蒸锅硫化,直接对模具加热,温度更均匀,轮胎硫化质量好。
传统的蒸锅过热水热工管路如图1。
但过热水硫化能源浪费巨大,而更节能环保的氮气硫化工艺已被广泛运用,故过热水蒸锅式硫化逐渐被各大轮胎厂改造或淘汰。
(2)氮气硫化工艺特点是先由内温管路向胶囊内通入高温高压的饱和蒸汽,为轮胎硫化提供高温。
一段时间后温度达到使用要求再通入常温高压氮气,提供压力。
而氮气比过热水流速快,且无色无味不易检测泄漏点,一旦发生泄露,不仅浪费大量氮气同时还带走大量热量,导致轮胎残次品产生。
为避免这种情况,传统的氮气硫化热工管路中会加有14SQ 、15SQ 、25SQ 、和19SQ 共四只优质品牌原装进口的切断阀,全钢轮胎液压硫化机热工及控制系统改进王爽1,2,陆永高1,2,何燕2,3,郭良刚1,2,焦冬梅2,3,张晓琳1,2,刘全泽1,2(1.青岛海琅特种装备科技有限公司,山东 青岛 266400;2.山东省智能绿色制造技术与装备协同创新中心,山东 青岛 2660003.青岛科技大学机电工程学院,山东 青岛 266000)摘要:分析介绍了传统的热工及控制系统及新研发的新式左右独立热工及控制系统,新式系统在原有的基础上进行了改进,对提高设备使用率及安全系数有十分重要的作用。
全钢载重子午线轮胎胎里欠硫的原因分析及改善措施发布时间:2021-08-09T15:08:14.520Z 来源:《探索科学》2021年7月上13期作者:张鹏飞姜敬如杨丽[导读] 随着市场竞争的越演越烈,客户对轮胎质量的要求也越来越高,作为一个可视化的质量指标,轮胎外观质量显得尤为重要。
目前全钢载重子午线轮胎使用的硫化机主要为机械连杆式双模硫化机,使用的胶囊为B型硫化胶囊。
在硫化生产过程中由于硫化胶囊与胎坯之间夹入空气,会导致轮胎出现欠硫的现象,影响产品外观质量,造成极大的经济损失。
八亿橡胶有限责任公司张鹏飞姜敬如杨丽山东省枣庄市 277000摘要:随着市场竞争的越演越烈,客户对轮胎质量的要求也越来越高,作为一个可视化的质量指标,轮胎外观质量显得尤为重要。
目前全钢载重子午线轮胎使用的硫化机主要为机械连杆式双模硫化机,使用的胶囊为B型硫化胶囊。
在硫化生产过程中由于硫化胶囊与胎坯之间夹入空气,会导致轮胎出现欠硫的现象,影响产品外观质量,造成极大的经济损失。
通过调查分析,确定影响胎里欠硫的关键因素为硫化胶囊选型、硫化胶囊排气线的尺寸和密度、预定型高度、机械手装胎位置、定型压力和胎坯定型一次合格率,下面分别进行具体分析。
关键词:全钢载重子午线轮胎;硫化机;硫化胶囊;胎里欠硫引言胎圈欠硫是热板式硫化机硫化轮胎外观缺陷之一。
轻微的胎圈欠硫从外观不易判断,容易漏检,但对轮胎质量影响很大,会带来严重的安全风险。
目前全钢载重子午线轮胎硫化主要采用热板式双模硫化机。
热板式硫化机对蒸汽室部分泄漏及温控失真而实际温度降低导致的温度波动非常敏感,因此成品轮胎欠硫从程度上分为严重欠硫和轻微欠硫两种。
严重欠硫典型表现为成品轮胎鼓包、表面有蜂窝状气泡、大面积胶料发粘等,在外观上表现明显,易于检查,漏检风险较小,而轻微欠硫现象漏检风险较大。
1全钢载重子午线轮胎缺胶的特征全钢载重子午线轮胎缺胶缺陷产生于轮胎各部位。
胎侧缺胶是指在轮辋装配线和胎面花纹起点之间出现的圆周方向上缺少材料的凹陷明疤或裂口。
综述在乘用胎(PCR )和卡客车轮胎(TBR )成为市场竞争“红海”、销售日趋惨烈的形势下,随着基础设施建设力度的加大、工矿业的快速发展和农业机械化的普及,轮胎行业对OTR 轮胎市场需求普遍看好,视为下一个“蓝海”市场。
从全球市场来看,跨国轮胎企业不断在非公路轮胎(OTR )产品方面作文章。
早在2016年,横滨橡胶以11.79亿美元收购了ATG 集团,藉此增加了农业和林业机械用轮胎产品系列。
2022年3月,横滨橡胶又以21亿欧元收购特瑞堡车轮系统业务,使其一跃成为OTR 领域的全球领导者之一。
2018年7月,米其林以14.5亿美元收购加拿大Camso (卡摩速),米其林将受益于卡摩速在OTR 轮胎领域的优势。
从国内市场来看,行业龙头企业、上市公司和民营企业,不断有非公路轮胎投资项目对外公布和环评公示。
无论是轮胎企业的海外基地,还是国内扩建项目,OTR 项目不再作为PCR 、TBR 项目的陪衬,从可有可无的角色,转而晋升到重要的地位,而且产能规模大、投资额不菲,期待抓住市场机遇,为企业的蓬勃发展和壮大,注入新的活力。
OTR 会成为新的“风口”,给投资企业带来预想的收益?一、OTR 轮胎有关行业政策和市场需求非公路轮胎种类繁多,应用环境和使用路况复杂,包括工程机械轮胎(含巨型工程子午胎)、工业轮胎、农用轮胎、林业轮胎、OTR轮胎,或成为下一个“蓝海”作者 郝章程港口码头轮胎和实心胎等产品。
由于采矿业市场壮大的需求,促使工程胎需求量不断增大,更优性价比的产品成为了终端用户的刚需,米其林、普利司通、固特异等三家轮胎巨头独霸工程胎市场的状况也正在慢慢发生转变,国外其他品牌如日本横滨、印度BKT 等及国内品牌的产品在市场上都处于供不应求的状况。
目前国内35个大型矿山使用巨型轮胎,主要集中在东北地区和内蒙古。
我国工程机械行业自2017年进入新一轮上升周期,近年来国内工程机械市场规模持续增长。
随着我国“新基建”的稳步推动以及“一带一路”沿线国家投资增长,将带动我国工程机械行业持续发展。