锡未完全 熔化
作业员操作 错误
加锡时间太短
焊接时间不 够2-3秒
铬铁尖磨损
没有自检
焊锡不饱满
操作员技术 未达要求
加锡太少点锡位置不正确源自焊锡未完全 盖住导体加锡太少
不能识 别冷焊
铬铁温控坏
焊接不 良
铬铁温度不 稳定
温度未达到
未定时清 理锡渣
铬铁未清理
过程省略 漏自检
不能识 别冷焊
新作业员识 别锡点位置
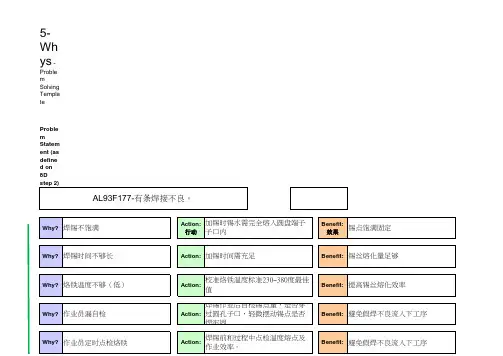
焊锡前和过程中点检温度熔点及 Action: 作业效率。
Benefit: 提高锡丝熔化效率 Benefit: 避免假焊不良流入下工序 Benefit: 避免假焊不良流入下工序
Why? Why? Root Cause?
改善OK
Action: Action:
Benefit: Benefit:
时间不够长
错误
焊线机温控 器错误
温度未达到 标准要求 230-380度
未检测温度
温度不够
Why? 焊锡时间不够长
Action: 加锡时间需充足
Benefit: 锡丝熔化量足够
Why? 烙铁温度不够(低) Why? 作业员漏自检 Why? 作业员定时点检烙铁
校准烙铁温度标准230~380度最佳 Action: 值
焊锡作业后自检锡点量,是否穿 Action: 过圆孔子口,轻微摆动锡点是否
焊牢固
5-
Wh
ys -
Proble m Solving Templa te
Proble m Statem ent (as define d on 8D step 2)
AL93F177-有条焊接不良。
Why? 焊锡不饱满
Action: 加锡时锡水需完全熔入圆盘端子 行动 子口内