8D报告经典案例(划伤异常回复报告-5why)
- 格式:doc
- 大小:46.00 KB
- 文档页数:2


喷漆产品划伤8d报告1. 引言在生活中,我们经常会遇到喷漆产品被划伤的情况。
这些划痕不仅影响产品的美观和品质,还可能减弱其防腐性能和使用寿命。
本报告将对一起喷漆产品划伤事件进行分析,并提出解决方案。
2. 问题描述客户在购买了一批喷漆产品后发现其中多个产品表面存在划痕现象,导致产品不符合预期外观要求。
经初步调查,我们发现这是由于制造过程中的划伤导致的。
3. 8D报告分析3.1 第一阶段:建立团队我们成立了一个由不同部门的专业人员组成的团队,包括生产部门、质量部门和设计部门的成员。
团队成员具备各自的专业知识和经验,能够全面分析和解决问题。
3.2 第二阶段:描述问题我们对划伤情况进行了详细的记录和描述。
划痕主要出现在喷漆产品的外表面,且呈现一定的一致性和连续性。
根据客户反馈和初步调查,我们推测是制造过程中的人为操作失误导致的划伤。
3.3 第三阶段:短期控制措施为了避免进一步损失,我们立即采取短期控制措施。
首先,我们加强了制造过程的监督和检验,确保产品在制造过程中不再被划伤。
其次,我们对已经出货的产品进行了严格的质检,将有划痕的产品从市场中进行召回并进行修复。
3.4 第四阶段:根本原因分析为了解决问题并防止再次出现,我们进行了根本原因分析。
通过对制造过程的流程图和操作纪录的仔细审查,我们发现划伤主要是由于操作人员在搬运和装配产品时的不慎造成的。
他们没有按照规定的操作程序进行操作,导致产品被划伤。
3.5 第五阶段:纠正措施为了解决问题,我们采取以下纠正措施:- 对制造过程中的操作程序进行整理和优化,制定明确的操作规程,并加强对操作人员的培训和监督,以确保操作规程的正确执行。
- 调整了产品的搬运和装配流程,增加了相应的保护措施,避免产品在搬运和装配过程中被划伤。
3.6 第六阶段:长期措施为了确保问题从根本上解决,我们采取以下长期措施:- 建立质量管理体系,包括明确的质量标准和流程,以及相应的质量检验和监控措施,确保产品质量符合要求。
质量分析8d报告案例8D报告是一种常用的质量问题解决方法,通过八个步骤逐步分析和解决问题。
下面将以一个实际案例为例,介绍质量分析8D报告的整个过程。
案例背景:某制造企业生产的某产品在市场上出现了质量问题,部分产品存在涂层脱落的情况。
这个问题出现在一批量产的产品中,给客户带来了不便和损失。
步骤1:建立团队成立了一个由不同部门的成员组成的团队,包括生产、质量、工程和销售等岗位。
团队成员的任务是协同工作,分析并解决这个质量问题。
步骤2:问题描述团队成员开始收集问题的相关信息并描述问题。
他们了解到问题主要集中在一批产品上,而且主要是涂层脱落,导致产品无法正常使用。
步骤3:临时控制措施为了防止问题继续扩大,团队决定采取一些临时的控制措施,例如增加质检频率,严格按照工艺规范进行操作等,以减少产品问题的发生率。
步骤4:问题的根本原因分析团队成员使用常用的质量工具(如鱼骨图、5W1H分析等)进行问题的根本原因分析。
他们发现问题可能与涂层工艺、原材料质量等因素有关。
步骤5:制定长期解决方案基于问题的根本原因分析,团队成员制定了长期解决方案。
他们决定对涂层工艺进行优化,对原材料质量进行更加严格的控制。
同时,还计划对生产工艺进行改进,以提高产品的质量和可靠性。
步骤6:验证解决方案为了验证解决方案的有效性,团队进行了一系列实验和测试。
他们使用不同的涂层工艺和原材料质量进行生产,并对产品进行测试。
结果表明,解决方案确实有效,产品的质量得到了显著提升。
步骤7:实施长期解决方案基于验证结果,团队决定全面实施长期解决方案。
他们对生产流程进行调整,更新工艺规范,并与供应商合作加强原材料质量监控。
步骤8:预防措施为了防止类似问题的再次发生,团队制定了一系列预防措施。
他们决定加强内部培训,提高员工的质量意识和技能水平。
此外,还计划开展定期的质量检查和审查,以及建立质量指标和绩效评估体系。
通过以上八个步骤,团队成功解决了产品质量问题,并采取了一系列措施防止问题的再次发生。
一份完美的8D报告案例1. 引言本报告旨在通过一个完整的8D报告案例,介绍和解析8D报告的结构和要素。
8D报告是一种常用的问题解决方法,被广泛应用于各种行业和组织中。
通过8D报告的使用,可以有效地识别和解决问题,从而提高生产效率和产品质量。
2. 背景公司X是一家制造业公司,专注于生产汽车零部件。
最近,他们收到了一些来自客户的投诉,指出他们的某款零部件存在质量问题,导致汽车在使用过程中出现故障。
为了解决这个问题,并防止类似问题再次发生,公司X决定使用8D报告来找出问题的原因和解决方案。
3. 问题描述3.1 问题概述:公司X的某款零部件存在质量问题,导致汽车故障。
3.2 问题具体描述:客户报告称,汽车在行驶过程中,该零部件突然失效,导致汽车无法正常运行。
经过初步调查发现,该问题不是个别案例,而是多个车辆都存在的问题。
4. 紧急处理措施在发现问题后,公司X立即采取了紧急处理措施,以减少进一步的损失和影响。
具体处理措施如下:4.1 停止生产和发货:公司X立即停止了相关零部件的生产和发货,以防止更多的不良产品进入市场。
4.2 拨集团资源:公司X与集团总部联系,调动集团资源进行技术支持和问题解决。
4.3 协调供应商:公司X与相关供应商进行联系,说明问题的情况,并要求他们配合进行调查和解决方案的制定。
5. 问题分析5.1 确认问题范围:通过与客户和内部相关部门的沟通,公司X确认该问题不仅仅是个别车辆的问题,而是一批车辆都存在的问题。
5.2 查找可能原因:公司X组织了跨部门的问题分析团队,从多个方面进行调查和分析,包括材料、工艺、生产设备等,以确定问题的可能原因。
6. 解决方案6.1 制定纠正措施:通过对问题的深入分析和调查,确定问题的根本原因,并制定一系列的纠正措施。
这些措施包括调整工艺流程、更换材料、加强质量检测等。
6.2 实施措施:公司X执行纠正措施,并对实施过程进行跟踪和监控,确保措施的有效性。
7. 预防措施公司X意识到,仅仅解决当前问题是远远不够的,为了防止类似问题再次发生,他们制定了一系列的预防措施。
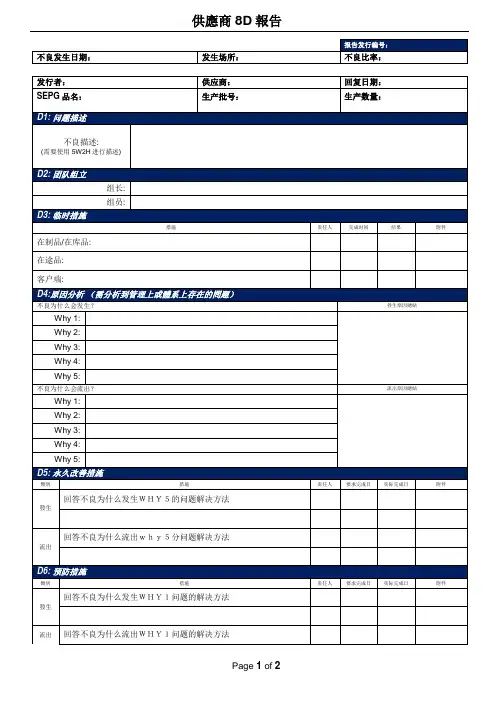
STEP 1: GENERAL INFORMATION Customer Report No :Part Name : Pre Case Assy Customer PIC : Ms Hermila Part Number : A-1778-140-A Supplier Name : NEW MATERIAL Defect Quantity : 1 pc Supplier PIC :Defect Ratio (%):Complaint Date :14/4/2011Affected Lot:NEAH01487Reply Date:21/4/2011STEP 2: PROBLEM DETAILS (include WHAT, WHEN, WHO,EXTENT)STEP 3: DESCRIBE THE ROOT CAUSE (1nd WHY 2nd WHY 3nd WHY 4nd WHY 5nd WHYROOT CAUSE STEP 4: WHY DEFECT 1st WHY 2nd WHY 3rd WHY 4th WHY 5th WHY ROOT CAUSEMETHODMATERIALSTEP 6:PERMANENT ROOT CAUSECOUNTERMEASUR EPIC zouqifeng zouqifengzouqifengDETECTIBILITY COUNTERMEASUR EPIC zouqifeng zouqifeng zouqifengSTEP 7: FOLLOW UP VERIFICATION (DATERESULTPREPARED BYAPPROVED BYPHOTO OF DEFECT AS PER COMPLAINTPHOTO AS DESCRIBE OF ANALYSISNG sample was missing tapping process.不良品漏攻丝"before tapping"product mixed into the "after tapping". "已攻丝"、"未攻丝"产品混料the area of products was not partitioned well. “已加工”、“未加工”区域分区未做好the operator wasn't set the marks of "finished” and “not finished”well. 作业员未放置好“已加工”、“未加工”标识the operator was careless during operating prosess.作业员作业不仔细According to the defect picture,we can see that the NG sample is missing tapping process.In tapping process, the area of products was not partitioned well, some “before tapping” products mix into the “after tapping” process, and the operator was not checked out the products immediately, caused the defect flow out.PHOTO AS DESCRIBE OF ANALYSISthe inspector was not checked out; 检验员未发现不良.The inspector was not checked it carefully; 检验员检查不仔细.The inspector wasn't checked out the defect in later process caused the defect flew out.MANMACHINEcarelessPHOTO OF COUNTERMEASUREEFF. DATE BEFORE AFTER2011/4/152011/4/152011/4/15EFF. DATE BEFORE AFTER2011/4/152011/4/152011/4/15AREACOMMENTSVERIFIED BYAPPROVED BY4M CATEGORY ?OK NGProblem: Screw thread NG 框架螺纹不良P/name: A-1778-140-AOuter carton label part no. : A-1778-140-A Inner carton label part no. : A-1778-140-AQuantity: 288pcs (P/O No:NEAH01487) 不良一箱1、While operating, the operator must distinguish the area of the “finished” and “not finished” products well so that can easy to distinguish and check it.2、In first and last article inspection,clean the worktable perfectly every time later to assure that there is no remains mixing.3、Use the counter machine to control and check the product qtys while in tapping process.1、Use the jig check the tapping hole of M3. (before and after tapping: have tap screw is OK and No tap is NG )2、Use the "go" and "no go"gauge check the tapping hole of M3 if it is in spec or not.(tap hole must in spec,neither too big nor too small)3、Announce the defect to all the operators and inspectors to arise their awareness,in inspecting process, for the defect, must be checked -PQASOEMCORRECTIVE ACTION REPORT。
8d报告优秀案例过去的一年,我所参与的8D报告团队成功处理了一起涉及供应商质量问题的案例,下面将详细介绍这个优秀案例。
这个案例发生在我们公司采购的某个关键零部件出现质量问题的情况下。
这个问题导致了生产线的停产和产品交付的延误,严重影响了客户的满意度和公司的声誉。
因此,我们决定立即展开8D报告处理流程。
在第一步的问题定义阶段,我们收集了有关产品质量问题的详细信息,并与供应商进行了交流。
经过仔细的分析,我们确认问题的根本原因是供应商在生产过程中的误操作。
我们将这一问题定义为"供应商质量控制不良"。
在第二步的立即应对阶段,我们制定了一系列的紧急措施以最小化问题的影响。
首先,我们与供应商紧密合作,要求其立即停止有问题的产品的生产,并进行全面的产品回溯。
同时,我们向客户解释了问题的原因,并承诺尽快解决该问题。
此外,我们还进行了生产线的调整,以确保在问题得到解决之前不再生产有问题的产品。
在第三步的原因分析阶段,我们成立了一个跨部门的团队来深入研究供应商质量控制不良的根本原因。
我们对供应商的生产过程进行了详细的调查和分析,发现了一些关键的质量控制环节存在缺陷。
我们将这些缺陷总结为三个主要方面:员工培训不足、工艺流程不规范和质量检测不完善。
在第四步的制定纠正措施阶段,我们采取了一系列行动来解决根本原因。
首先,我们与供应商一起制定了改善员工培训计划,并向供应商提供了必要的技术支持。
其次,我们对工艺流程进行了重新设计,并制定了明确的规范和标准。
最后,我们改进了质量检测流程,并引入了新的检测设备和方法。
这些措施的实施能够有效地提高供应商的质量控制能力。
在第五步的纠正措施的实施阶段,我们与供应商密切合作,确保改进措施得到及时实施并取得预期效果。
我们定期进行跟踪和评估,以确保问题得到根本解决,并避免类似问题的再次发生。
在第六步的效果评估阶段,我们对改进措施的效果进行了全面的评估。
通过与供应商和客户的沟通和反馈,我们了解到改进措施取得了显著的效果。
不良发生地点SQ 影响主方案件主 题供 方供方代码零件名称物料编码/规格开启日期不良等级A 1件总装零件批次整改目标不再发生D1-建立小组D2-问题描述:姓名职务电话E-mail D3-临时纠正措施临时纠正遏制措施排查/挑选点总数不良数实施措施客户端筛查安排人员对总装工序件、生产区域焊装线边在途、库存D4-根本原因和流出原因根本原因:(采用5Why方式)实施者分析日期1why为什么 OP40模具切边刃口在出现缺损情况,产线停机修复时(需要把模具取出,到返修区进行维修),操作者误将OP30工序件从模具内取出,没有检查孔数数量就放入OP40中,导致漏工序零件流入下工序;2why为什么 《冲压全检作业指导书》中未要求产品下线时对孔数数量进行检查(重点检查流水槽外观);3why为什么 胶条安装时,操作者重点确认胶条安装位置和粘贴情况,未对孔数进行确认;流出原因:(采用5Why方式)1why 为什么 没有快速全检识别重要孔,导致未冲孔不合格件流出2why 为什么 重点确认胶条安装位置和粘贴情况,未对孔数进行确认;D5/D6-永久纠正措施的提出和实施永久纠正措施方案验证日期计划实施日期计划完成日实施者在《异常处理流程》中增加异常停机时,要求模具内不放工序件,如果已经放入工序件的需要本工位操作者自己取出,不能由下工序操作者取出,并对操作者进行培训;更新《冲压全检作业指导书》,增加产品下线时,孔数数量的检查(对孔进行贯穿式划记)规定;D7-永久纠正措施效果确认:供应商(包括备库)不良现象描述:2022年7月号上午10:15左右,总装操作者在装配过程中,发现我司目箱流水槽左(451A07-AF)孔未冲穿1例;缺陷图片:8D报告分析过程描述:外径小或者大,无法合理装配整改前制品数量措施方案验证实施时间实施者断点时间DO 应急性措施:产品下线后和后工序装胶条时,操作者该孔进行贯穿式划记检查;性能功能外观尺寸其它。
STEP 1: GENERAL INFORMATION Customer Report No :Part Name : Pre Case Assy Customer PIC : xxx Part Number Supplier Name : NEW MATERIAL Defect Quantity : 1 pc Supplier PIC :Defect Ratio (%):Complaint Date :14/4/2020Affected LotReply Date:21/4/2020STEP 2: PROBLEM DETAILS (include WHAT, WHEN, WHO,EXTENT)STEP 3: DESCRIBE THE ROOT CAUSE (1nd WHY 2nd WHY 3nd WHY 4nd WHY 5nd WHYROOT CAUSE STEP 4: WHY DEFECT 1st WHY 2nd WHY 3rd WHY 4th WHY 5th WHY ROOT CAUSEMETHODMATERIALSTEP 6:PERMANENT ROOT CAUSECOUNTERMEASUR EPIC zouqifeng zouqifengzouqifengDETECTIBILITY COUNTERMEASUR EPIC zouqifeng zouqifeng zouqifengSTEP 7: FOLLOW UP VERIFICATION (DATERESULTAPPROVED BY4M CATEGORY ?OK NGProblem: Screw thread NG 框架螺纹不良P/name: A-1778-140-AOuter carton label part no. : A-1778-140-A Inner carton label part no. : A-1778-140-AQuantity: 288pcs (P/O No:NEAH01487) 不良一箱1、While operating, the operator must distinguish the area of the “finished” and “not finished” products well so that can easy to distinguish and check it.2、In first and last article inspection,clean the worktable perfectly every time later to assure that there is no remains mixing.3、Use the counter machine to control and check the product qtys while in tapping process.1、Use the jig check the tapping hole of M3. (before and after tapping: have tap screw is OK and No tap is NG )2、Use the "go" and "no go"gauge check the tapping hole of M3 if it is in spec or not.(tap hole must in spec,neither too big nor too small)3、Announce the defect to all the operators and inspectors to arise their awareness,in inspecting process, for the defect, must be checked carefully.2020/4/152020/4/152020/4/15AREACOMMENTSVERIFIED BY2020/4/152020/4/152020/4/15EFF. DATE BEFORE AFTERMANMACHINEcarelessPHOTO OF COUNTERMEASUREEFF. DATE BEFORE AFTERthe inspector was not checked out; 检验员未发现不良.The inspector was not checked it carefully; 检验员检查不仔细.The inspector wasn't checked out the defect in later process caused the defect flew out."before tapping"product mixed into the "after tapping". "已攻丝"、"未攻丝"产品混料the area of products was not partitioned well. “已加工”、“未加工”区域分区未做好the operator wasn't set the marks of "finished” and “not finished”well. 作业员未放置好“已加工”、“未加工”标识the operator was careless during operating prosess.作业员作业不仔细According to the defect picture,we can see that the NG sample is missing tapping process.In tapping process, the area of products was not partitioned well, some “before tapping” products mix into the “after tapping” process, and the operator was not checked out the products immediately, caused the defect flow out.PHOTO AS DESCRIBE OF ANALYSISPREPARED BYAPPROVED BYPHOTO OF DEFECT AS PER COMPLAINTPHOTO AS DESCRIBE OF ANALYSISNG sample was missing tapping process.不良品漏攻丝TV-PQASOEMCORRECTIVE ACTION REPORT。