西门子plc单键控制启停程序.doc
- 格式:doc
- 大小:73.50 KB
- 文档页数:1

一键启停小程序本人多方面努力搜集整理几个单按钮单按钮启停控制逻辑(即一键启停)的小程序希望与大家分享。
下述指令可以直接粘贴复制应用。
1.用JMP指令实现单按钮启停控制逻辑(即一键启停)。
I0.0为启停按钮、Q0.0为输出。
PLC进入运行模式网络1由I0.0使JMP指令为真,使程序扫描跳过网络2往下扫描执行。
当第一次按下启停按钮时JMP指令的的条件变为“0”,JMP指令不起作用。
正常扫描执行网络2,使Q0.0为“1”、网络3的M0.1为“1”;在程序的下一个扫描周期JMP指令变为真,跳过网络二。
所以虽然I0.0为“0”,但Q0.0任然保持原状态。
当松开I0.0时,M0.1变为“0”但网络1中JMP指令任然保持为真。
当第二次按下启停开关I0.0时JMP指令条件变为“0”,一个扫描周期,此时网络2使输出Q0.0变为“0”状态并保持。
当启停按钮再次按下时,重复上述过程。
网络1LDN I0.0O M0.0JMP 1网络2LDN Q0.0= Q0.0网络3LBL 1网络4LD I0.0= M0.02.用基本指令实现单按钮启停控制逻辑。
I0.0为启停按钮、Q0.0为输出。
当第一次按下启停按钮时,由于程序中使用了上升沿触发指令使M0.0只为“1”一个扫描周期,在这个扫描周期中M0.0使Q0.0为“1”并自锁。
在下一个扫描周期中即使I0.0还为“1”但此时M0.0已经为“0”所以M0.1不能为“1”,同时为M0.1为一做准备。
当第二次按下启停按钮时M0.0又为“1”一个扫描周期并使M0.1为“1”并保持一个扫描周期,使Q0.0变为“0”实现停止。
当启停按钮再次按下时,重复上述过程。
网络1LD I0.0EU= M0.0网络2LD M0.0A Q0.0= M0.1网络3LD M0.0AN M0.1= Q0.03.用计数器指令实现单按钮启停启停控制逻辑。
I0.0为启停按钮、Q0.0为输出。
当第一次按下启停按钮时计数器C0的累加值为“1”,输出控制Q0.0也为“1”并自锁。

单按钮启停控制的PLC编程技术浅谈作者:孔德政来源:《数字技术与应用》2011年第10期摘要:随着科学技术的飞速发展,PLC在工业中的应用越来越广泛,面对传统方法控制启停的弊端,我们可以充分利用PLC内部多功能化的特点,只用单个按钮控制启和停,减少输入点数,简化接线数量,方便的同时,也使电路更加经济合理、安全可靠。
关键词:单按钮启停控制 PLC编程中图分类号: TP29 文献标识码:A 文章编号:1007-9416(2011)10-0006-01随着科学技术的飞速发展,工业的自动化程度越来越高。
由于编程简单、使用方便、维护便捷、可靠性高等一系列优点,PLC在工业中的应用越来越广泛。
在设计PLC控制系统方案中,启停控制是我们不可避免要遇到的,传统的方法是分别用两只按钮作为启、停的输入元件,与之对应,在PLC中的输入点数也就有两个,如果全部这样设计,将大大增加电路的实际接线,加大硬件成本和由于按钮多而可能引起的故障风险。
所以,我们可以充分利用PLC 内部多功能化的特点,只用单个按钮控制启和停,减少输入点数,简化接线数量,方便的同时,也使电路更加经济合理、安全可靠。
以下就简单介绍几种采用比较广泛的实现单按钮启停控制的PLC编程技术。
1、PLSPLS即上升沿微分指令。
如图1所示,a为接线示意图,b为程序设计梯形图。
当初次按下SB按钮后,输入继电器X400常开接点会短时闭合,在PLS指令的作用下,辅助继电器M100的线圈接通一个扫描周期,其常开触点闭合,使输出继电器Y430的常开触点闭合并自锁,最终接通Y430的线圈回路,启动外部负载工作运行。
同时Y430的其他常开触点闭合,为M101接通作准备。
同样,当再次按下SB按钮时,在PLS的作用下,M100的线圈再次接通一个扫描周期,其常开触点闭合接通M101的线圈回路,控制外部负载停止运行。
2、计数器第一次按下按钮后,X000接通,M100常开触点闭合并产生微分脉冲,Y000线圈接通并自锁,启动外部负载工作运行的同时,计数器C200计数1次。
plc 11种启停方法
PLC(可编程逻辑控制器)是一种用于自动化控制系统的数字计
算机。
在PLC中,通常会使用不同的启停方法来控制设备或机器的
运行。
以下是常见的11种PLC启停方法:
1. 直接在线启停,这是最简单的启停方法,通过直接控制电机
的主电源来实现启停。
2. 紧急停止按钮,在紧急情况下,可以通过按下紧急停止按钮
来立即切断电源,停止设备运行。
3. 自动控制启停,通过传感器或其他输入信号来实现自动启停,例如使用光电传感器检测物体位置来控制启停。
4. 手动控制启停,操作员通过手动按钮或开关来控制设备的启停。
5. 软启动/软停止,通过逐渐增加或减小电机的电压和频率来
实现平稳启动和停止,减少对设备的冲击。
6. 定时启停,按照预设的时间表来控制设备的启停,例如定时
启动空调或灯光系统。
7. 电压启停,通过监测电压变化来实现启停,例如当电压低于
或高于设定阈值时自动启停设备。
8. 遥控启停,通过远程控制信号来实现设备的启停,例如使用
遥控器或网络控制。
9. PLC编程逻辑控制启停,通过编写PLC程序来实现复杂的逻
辑控制,例如按照特定条件来启停设备。
10. 温度控制启停,通过监测温度传感器的信号来控制设备的
启停,例如温度过高时自动停止设备运行。
11. 液位控制启停,通过监测液位传感器的信号来控制设备的
启停,例如液位过高或过低时自动启停泵或阀门。
这些启停方法可以根据具体的应用场景和需求进行选择和组合,以实现对设备或机器的灵活控制。
PLC编程软件的使用及三台电机顺序启停控制实验报告一、实验目的。
(1)通过本章的学习,要认识并学会使用PLC的基本逻辑指令;(2)熟练使用S7-PLCSIM V13仿真软件进行调试;(3)熟练掌握PLC编程的“经验设计”编程方法以及梯形图编程的基本规则;(4)分析和设计PLC程序在实际应用中的基础。
二、实验设备及器材。
装有TIA Portal V13软件的电脑、S7-1200的实验箱。
三、实验步骤。
根据要求设计一个3台电机顺序启动、逆序停止控制程序。
I/O点地址分配为:输入点:启动按钮I0.0,停止按钮I0.1;输出点:电机Motor1:Q0.0、电机Motor2:Q0.1和电机Motor3:Q0.2。
用S7-1200PLC梯形图设计任务。
打开TIA Portal V13软件,新建项目并命名为三台电机顺序启停;点击添加新设备,选择SIMATIC S7-1200→CPU→CPU 1214C DC/DC/DC,选择订货号为6ES7 214-AG40-0XB0的S7-1200PLC,单击添加。
对PLC编程,在项目树→程序块→双击打开Main[OB1]编辑程序。
四、程序图。
程序段1:当打开启动按钮I0.0将产生自锁M10.0并启动脉冲“T1”。
程序段2:产生自锁M10.1启动脉冲“T2”。
程序段3:停止按钮,自锁M10.2关断脉冲“T3”。
程序段4:当“T3”动作且Q0.0不输出时,M10.3自锁关断脉冲“T4”。
程序段5:电机1,启动按钮I0.0打开时Q0.0输出并自锁程序段6:电机2,启动按钮I0.0打开后,T1动作,5秒后接通,Q0.1输出并自锁。
程序段7:电机3,启动按钮I0.0打开后,T1作用5秒后,T2动作,10秒后接通,Q0.2输出并自锁。
(上述程序段5、6、7,I0.1处于接通状态)程序段5、6、7:停止按钮打开(即I0.1断开),电机3瞬间停止,电机2经过“T3”十秒后停止,再经过“T4”5秒后停止电机1。
PLC控制要点(启动、停止、自动、返原点、手动)定时器(T)对时钟脉冲进行加法运算,当达到设定值时,输出触点动作。
(编号按十进制分配)用按钮(或开关)控制系统的正常启动、正常停止、急停、送电后再起动、自动运行(连续、单周期、单步)、手动控制、及改变运行状态等)用单刀三掷开关K1控制自动运行(连续、单周期、单步)模式用跳转指令控制自动与手动模式模式的运行用按钮控制进入系统待机状态(S0)系统通电后,按下待机控制按钮SB1(X0),系统就进入待机状态;在各部件都处于复位状态后,绿色指示灯发光,指示可以下料。
在规定时间内,由按钮的按下次数来确定不同的运行状态。
按下停止按钮后,需判断系统的工作状态,再根据工作状态选择停机方式。
紧急停止的要求在任何运行方式中,只要压下急停按钮,系统立刻停止工作,急停后必须要先使机器返回初始状态(复位)后才能启动自动运行。
若系统因故障需要进行急停,可按下急停按钮(按钮应锁死),此时,系统应立刻停止运行。
系统急停后,可用按钮(自选2个)对传送带分别进行手动正、反方向的慢速运行检查;并能用按钮(自选2个)手动控制C位置气缸处理废品和复位。
故障处理后,可将急停按钮复位,同时再次按下待机控制按钮SB1,使系统重新进入待机状态。
若系统因故障需要进行急停,可按下急停按钮(按钮应锁死),此时,系统应立刻停止运行。
系统急停后,可启动自动检测按钮(SB6)对皮带输送机与气缸进行检查。
保护方式控制1.原点(初始位置)保护⑴ 起动前对初始位置的确定(指示灯);⑵ 起动受限于原点条件;⑶ 停止后立即复位至原点位置再待机。
2.过载保护(用开关控制)⑴ 立刻停止运行;⑵ 容许过载一段时间,过载超时后再停止运行。
3.误操作保护⑴ 开关或按钮操作错误时作容错保护;⑵ 工作或检测期间,用按钮对不合格品(废品)的处理;⑶ 在禁止下料时间内下料时作停机保护;⑷ 对误下不符合材料要求的工件时的保护。
三台电动机顺序启停PLC控制编程摘要:电工技能鉴定分为五级考核,职业院校高职学生的应届生考核三级(高级工),电工鉴定分为理论考试和技能考试。
其中技能考试主要考核对继电接触器控制系统、PLC控制系统、电子电路、变频器控制等的安装、调试、故障排除为主,其中PLC控制系统安装与调试题目中三台电动机的顺序启停PLC控制为高频题目。
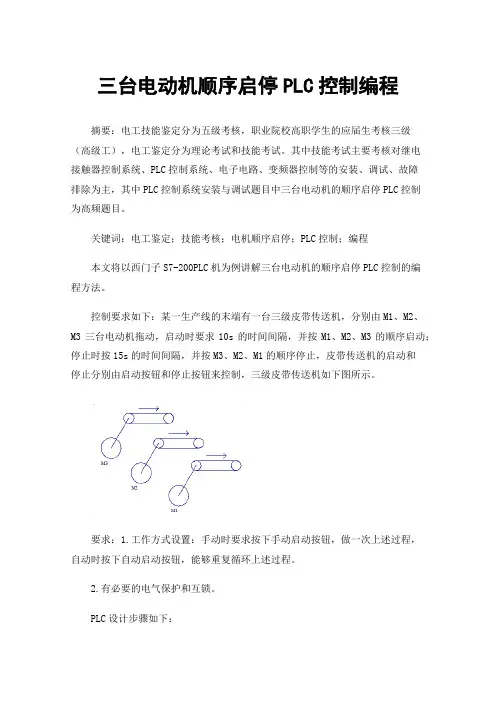
关键词:电工鉴定;技能考核;电机顺序启停;PLC控制;编程本文将以西门子S7-200PLC机为例讲解三台电动机的顺序启停PLC控制的编程方法。
控制要求如下:某一生产线的末端有一台三级皮带传送机,分别由M1、M2、M3三台电动机拖动,启动时要求10s的时间间隔,并按M1、M2、M3的顺序启动;停止时按15s的时间间隔,并按M3、M2、M1的顺序停止,皮带传送机的启动和停止分别由启动按钮和停止按钮来控制,三级皮带传送机如下图所示。
要求:1.工作方式设置:手动时要求按下手动启动按钮,做一次上述过程,自动时按下自动启动按钮,能够重复循环上述过程。
2.有必要的电气保护和互锁。
PLC设计步骤如下:一、输入/输出分析:该控制要求中有3个被控设备MM1、KM2、KM3,分别用于控制电动机M1、M2和M3,也就是输出设备;而输入设备有三个,分别是手动启动按钮SB1、手动停止按钮SB2、自动启动按钮SB3三个。
二、I/O地址分配三、PLC外部接线图1.主电路:主电路组成:三相电分别通过熔断器FU1之后分三路又分别经过主控交流接触器KM1、KM2和KM3的主触点并分别经过热继电器FR1、FR2、FR3的热元件来分别控制传送机使用的三台电动机M1、M2和M3,其中KM1、KM2、KM3的主触点分别用于控制三台电动机的通电与断电;三支熔断器FU1用作主电路的短路保护,热继电器FR1、FR2、FR3分别用作三台电动机M1、M2、M3的过载保护。
同时其中的一相和零线给S7-200PLC主机供电,FU2用作控制电路的短路保护。
机电传动控制课程设计实验题目:单按钮电动机起停PLC控制机械与自动控制学院院(系)机械类专业班级:09机械类(4)班学号:学生姓名:指导教师:完成日期:2012 年 5 月27 日浙江理工大学目录1.任务书 (3)1.1.课程设计目的 (3)1.2.课程设计内容 (3)1.3.设计要求 (4)2.总体设计 (4)2.1.原理图 (4)2.2.PLC接线图 (6)2.3.PLC梯形图 (6)3.元件选型 (7)3.1.电动机的选型 (7)3.2.熔断器的选型 (7)3.3.热继电器的选型 (7)3.4.交流接触器的选型 (7)3.5.中间接触器的选型 (7)3.6.按钮及刀开关的选型 (8)4.操作说明 (8)4.1.操作界面 (8)4.2.操作方式 (8)5.总结: (8)1.任务书1.1.课程设计目的本课程设计是为了使学生了解机械设备电器控制的基本知识、基本方法和基本原理;使学生熟悉PLC装置,了解逻辑编程的方法,用PLC基本指令或应用指令,实现一个按钮控制电机启停。
以培养学生对电气控制系统的分析和设计的能力,使学生结合机械与电器,做到机电一体化,拓宽学生的视野。
1.2.课程设计内容单按钮电动机起停PLC控制(1)原理图:三相异步电机单按钮电机起停控制的原理图如图1所示。
图1.1 三相异步电机单按钮电机起停控制的原理图(2)控制原理:在图1电路中,当按一下三相异步电动机的控制按钮SB时,中间继电器K1线圈通电,3号线与6号线之间中间继电器K1的动断触点首先断开切断中间继电器K2线圈贿赂的电源,然后4号线与5号线之间的动合触点闭合自锁,8号线与9号线之间中间继电器K1的动合触点闭合,接通接触器KM线圈的电源,接触器KM闭合并自锁,电动机M通电运转。
同时接触器KM在4号线与5号线之间动断触点断开,在6号线与7号线之间的动合触点闭合,为下一次按下控制按钮接通中间继电器K2做好准备。
松开控制按钮SB,中间继电器K1线圈失电释放,K1在4号线与5号线之间及8号线与9号线之间的动合触点,3号线与6号线之间的动断触点复位。
PLC一键启停编程梯形图实例
分享台达plc的常见一键启停编程梯形图
根据最近网友向我我请教的一个PLC单键启停如何编写程序,PLC外部接线,一个输入信号,外部一个按钮可以控制启停的案例,,分享一些我用台达PLC 做到一个按钮按一次启动,再按一次停止,依次循环。
我首先分享第一个编写梯形图:
我在线仿真,第一次M0上升沿信号是,M2线圈吸合。
再给一个M0上升沿信号是,M1线圈吸合。
这是整个梯形图,大家在实践中,需要吧M0更换成X0,就是PLC的输入端,把M1.M2更换成Y1,Y2的,就是PLC输出端。
我之所已这样编写,是为了仿真方便,给大家演示。
这个是靠时间实现的。
我首先分享第二个编写梯形图:
我这样用的是ALT指令,交替输出指令,这个比较简单,在我没有给M10上升沿信号的时候,是Y1是吸合的。
这是我给了M10上升沿信号,ALT指令输出,M12线圈吸合,然后Y0线圈吸合,Y1线圈失电。
大家是实践中的时候,需要吧M10换成想X10,也就是PLC的输入信号。
我在所有的编程梯形图里用的都是上升沿编程指大家在实践中,也可以用梯
形图的编程指令中下降沿和常开触点。
这个方式适合台达,三菱,信捷,汇川等编程的指令基本差不多,基本都可以这样编写就是可以实现,但是西门子不一样,这样编写不会实现,西门子需要另外一种编写方式,才可以实现。
西门子plc1200实用项目程序(入门级)
一、起保停控制
项目控制要求:
1.按下启动按钮,电机启动;
2.按下停止按钮,电机停止。
程序编写:
二、正反转控制
项目控制要求:
1.按下正转按钮,电机正转启动;
2.按下反转按钮,电机反转启动;
3.按下停止按钮,电机停止。
程序编写:
三、混合控制
项目控制要求:
1.按下点动按钮,可以点动控制电机;
2.按下长动启动按钮,电机启动并保持运行;
3.按下长动停止按钮,电机停止。
程序编写:
四、顺序控制
项目控制要求:
1.每按一次启动按钮启动一台电机;
2.每按一次停止按钮,停掉最后启动的那台电机;
3.按下紧急停止按钮,停止所有的电机。
(结束)
大家想学习的留言,有大量的工控资料,可以分享给大家。
后面会继续分享各种工控的软件、资料及自动化的经验
大家喜欢的给我点个赞加个关注。
PLC控制电机顺序启动停止
今天和大家分享一下两台电动机的顺序控制,控制要求如下;
两台电动机按M1,M2的顺序启动。
停止时按M2,M1的顺序停止。
即在启动时,只有当电机M1启动运转后,电动机M2才能启动运转。
在停止时,只有当电动机M2停止后电动机M1才能停止。
具体控制如下;按下电动机M1的启动按钮SB2,接触器KM1闭合并自锁,电动机M1启动运转,然后按下电动机M2的启动按钮SB4,接触器KM2闭合,电动机M2启动运转。
当需要电动机停止时,首先要按下电动机M2的停止按钮SB3,接触器KM2失电,5号线与7号线间接触器KM2的动合触点复位断开,在按下电动机的M1的停止按钮SB1,接触器KM1才能失电,电动机M1才能停止转动。
我们在看一下,用三菱FX2n plc是怎么实现这个功能的。
首先我们分配一下地址;
在看一下三菱FX2n的接线图。
看一下三菱的程序
这是我们用三菱plc来实现顺序控制的,在看一下用西门子200PLC来实现,硬件连接和软件程序编写是怎么的。
首先我们看一下地址分配;
看一下西门子的程序
通过这几个实例可以看出,每款plc虽然各有特点,但是编程的思路基本都是一样的,所以我认为学习编程最重要的还要学习编程的思路。
一个工程的完成都是平时一点一滴的积累。
自动化人永远在路上,同行们加油。
第6章 顺序控制指令及应用131零起步轻松学系列丛书同时,定时器T52开始1s计时→1s后,[31]T52常开触点闭合,执行“SCRT S1.2”指令,程序转移至S1.2程序段→[34]SM0.0常开触点闭合,Q0.1线圈得电,通过KM1使电动机M2驱动电磁铁上升→当电磁铁上升到位后,上限位开关SQ3闭合,[34]I0.3常开触点闭合,执行“SCRT S1.3”指令,程序转移至S1.3程序段→[37]SM0.0常开触点闭合,Q0.3线圈得电,通过KM3使电动机M1驱动机械手臂左移→当机械手臂移到混装球箱上方时,混装球箱定位开关SQ1闭合→[37]I0.1常闭触点断开,Q0.3线圈失电,电动机M1停转,机械手臂停止移动,与此同时,[37]I0.1常开触点闭合,执行“SCRT S0.0”指令,程序转移至S0.0程序段→[4]SM0.0常开触点闭合,若按下启动按钮SB1,则开始下一次抓球过程。
c.大球抓取过程(S0.5~S0.7程序段)。
程序转移至S0.5程序段后→[19]SM0.0常开触点闭合,Q0.5线圈被置位,通过KM5使电磁铁通电抓取大球,同时定时器T51开始1s计时→1s后,[19]T51常开触点闭合,执行“SCRT S0.6”指令,程序转移至S0.6程序段→[22]SM0.0常开触点闭合,Q0.1线圈得电,通过KM1使电动机M2驱动电磁铁上升→当电磁铁上升到位后,上限位开关SQ3闭合,[22]I0.3常开触点闭合,执行“SCRT S0.7”指令,程序转移至S0.7程序段→[25]SM0.0常开触点闭合,Q0.4线圈得电,通过KM4使电动机M1驱动机械手臂右移→当机械手臂移到大球箱上方时,大球箱定位开关SQ5闭合→[25]I0.5常闭触点断开,Q0.4线圈失电,机械手臂停止移动,同时[25]I0.5常开触点闭合,执行“SCRT S1.0”指令,程序转移至S1.0程序段,开始放球过程。
大球的放球与返回控制过程与小球完全一样,不再叙述。