超高强度螺栓断裂失效分析
- 格式:pdf
- 大小:200.25 KB
- 文档页数:4
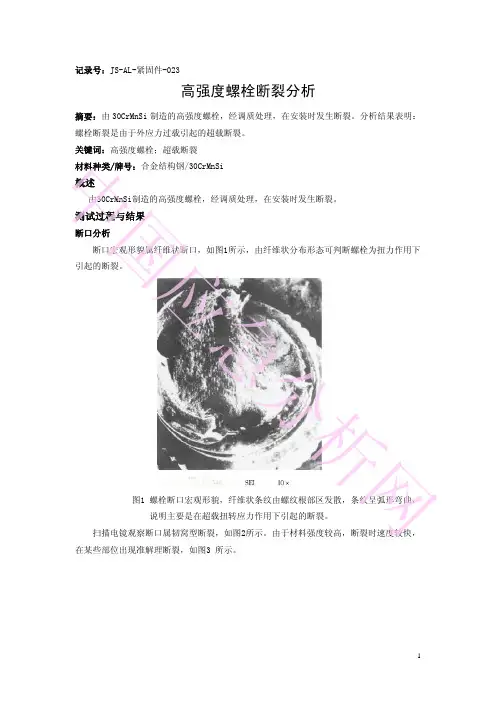
高强度螺栓钢延迟断裂分析西宁特钢技术资料高强度螺栓钢延迟断裂分析一、高强度螺栓在实际运行中的受力情况及其性能要求螺栓在各种机构中起着连接、紧固、定位、密封等作用。
螺栓在安装时需要预先拧紧,因此都需要承受静拉伸载荷。
预紧力越大,连接强度和紧固、密封性就越大。
除受到轴向预紧拉伸载荷的作用外,通常还会在工作过程中受到附加的轴向拉伸(交变)载荷、横向剪切(交变)载荷或由此复合而成的弯曲载荷的作用,有时还受到冲击载荷的作用。
通常情况下,附加的横向交变载荷会引起螺栓的松动,轴向交变载荷会引起螺栓的疲劳断裂,而在环境介质的作用下轴向拉伸载荷则会引起螺栓的延迟断裂。
因此,在应用高强度螺栓时,对材料成分、冶金螺栓结构、制造工艺、安装及使用提出了更高的技术要求。
一般来讲,高质量、强度螺栓及其用钢应满足以下要求:(1) 高的抗拉强度,以便抵抗拉长、拉断、滑扣和磨损。
(2) 较高的塑性和韧性,以减少对偏斜、缺口应力集中和表面质量的敏感性。
(3) 对于在海边、河边、油田等潮湿大气或腐蚀气氛环境下工作的螺栓,要求螺栓材料具有足够低的延迟断裂敏感性,以保证螺栓工作时安全可靠。
(4) 对于承受交变载荷和冲击载荷的螺栓,要求具有较高的疲劳抗力和多次冲击拉伸抗力,以抵抗疲劳、多冲断裂。
(5) 对于在严寒地区或低温下工作的螺栓,还要求具有低的韧-脆转化温度。
(6) 中小直径螺栓往往多采用冷镦成形螺栓头和搓(滚)丝生产工艺,这就要求材料具有良好的冷镦等冷加工工艺性能。
二、高强度螺栓钢的延迟断裂及特征钢的回火马氏体组织具有良好的强度和韧性配合,而且还可以通过调整碳和合金元素等添加元素的种类、数量和热处理工艺而控制其强度,因此在合金钢中得到了十分广泛的应用。
然而回火马氏体钢在自然环境下易发生延迟断裂,且延迟断裂敏感性随着强度的提高而增大。
同时,高强度螺栓属于缺口零件,具有很高的缺口敏感性,容易在缺口集中部位如杆与头部的过度处或螺纹根部产生延迟断裂。
~测试与分析-12. 9级高强度螺栓断裂原因分析焦丽1,赵英军1,张伟民2,孙晓东1,周兰梅1(1.河北华北柴油机有限责任公司,河北石家庄050081;2.陆军装备部驻北京地区军事代表局驻石家庄地区第三军事代表室,河北石家庄050081 )摘要:柴油机12.9级高强度螺栓材料为42C r M 〇钢,在紧固过程中发生断裂。
对断裂的螺栓进行了宏观 检验、化学成分分析、锻造纤维流线检验和金相检验,并检查了螺栓的加工工艺,以揭示其断裂的原 因。
结果表明:螺栓在镦锻过程中,头-杆结合部产生了裂纹,大大减小了螺栓的有效承载面积,在 紧固力的作用下发生断裂。
检查发现,螺栓有因热处理不当而产生的脱碳,但这不是造成螺栓断裂 的原因。
关键词:高强度螺栓;镦锻;断裂中图分类号:T G 157文献标志码:A文章编号:1008-丨690(2020)04-0042-04Analysis on Fracturing of 12.9 Grade High-strength BoltJIAO Li' , ZHAO Yingjun 1 , ZHANG Weimin2, SUN Xiaodong' , ZHOU Lanmei 1(1. H e b e i H u a b e i Diesel E n g i n e Co., Ltd., Shijiazhuang 050081 , H e b e i C h i n a ;2. 3th Military Representative Office in Shijiazhuang Reg io n of Military Representative B u r e a uof the A r m y A r m a m e n t D ep a r t m e n t in Beijing, Shijiazhuang 050081 , H e b e i China)Abstract : T h e 12.9 grade high-strength bolts of diesel engine, m a d e from 42C r M o steel, fractured in the processof fastening. T h e fractured bolt w a s tested for macroscopic a p p e a r a n c e , chemical c omposition, forged fibre flow a n d microstructure, a n d its work i ng process also w a s c h e c k e d , to discover the reason w h y i t fracturing. T h e results s h o w e d that crack e m a n a t e d from head-rod joint of the bolt during upsetting. A s a result, effective load-bearing area of the bolt w a s considerably reduced, thus fracturing under the action of fastening force. It w a s revealed from the examination that the bolt exhibited decarburization du e to the fault in heat treatment but this is not the cause of the bolt fracturing.Key words : high-strength bolt ; upsetting ; fracturing〇引言螺栓是普遍使用的紧固件,常被称为工业之 米[|]。

M10高强度螺栓开裂原因分析发布时间:2021-03-04T10:49:06.307Z 来源:《科学与技术》2020年10月29期作者:陈孝程[导读] 公司使用的M10等级为12.9的高强度螺栓,在使用过程中出现开裂。
陈孝程中石化长输油气管道检测有限公司江苏徐州 221008摘要:公司使用的M10等级为12.9的高强度螺栓,在使用过程中出现开裂。
该螺栓材料为35CrMo,调质处理后发现表面发黑,硬度要求为39~44HRC。
现对螺栓的开裂原因进行理化分析,主要目的是提高产品质量,避免此类问题再次发生。
关键词:螺栓;开裂;化学分析;力学性能;夹杂物1 理化分析1.1 断口形貌宏观分析图1为螺栓开裂位置图,从图中可以看出开裂位置位于螺栓的螺纹段。
图2为部分开裂的螺栓,从图中可以看出螺栓开裂的位置不同,但均处于螺纹段,且在螺纹根部开裂。
图3为开裂螺栓形成的断口图,从图中可以看出断口与螺栓轴线基本垂直,断口表面无明显塑性变形,属宏观脆性断裂。
断口分为两部分,其中A区域较平整,其上可以观察到放射线,根据放射线特征,可判断该断口的裂纹源为A区域的螺纹根部,裂纹源产生后裂纹想内扩展的同时,裂纹源在螺纹根部沿逆时针方向扩展,断裂面上升;裂纹源在螺纹根部沿顺时针方向扩展,断裂面下降;最后两断裂面在B区域相遇,形成凸凹不平的区域,故断口表面B区域起伏较大,为最后断裂区。
1.2 化学成分测试检测人员利用移动式直读光谱仪进行检测,首先在螺栓中心部位取样,取样过程确保样品均匀、无气孔、夹渣、开裂等现象,清除样品表面的回火色和氧化层,去除表面油污、锈蚀,样品表面应有一部分是平整的(大于8cm2),用于火花探针压紧。
利用50#有氧化铝或金刚砂砂纸进行磨平,制备符合检测要求试样,按照GB/T4336-2016《碳素钢和中低合金钢多元素含量的测定火花放电原子发射光谱法(常规法)》要求,进行光谱化学成分测试(光谱激发点错开裂纹等缺陷处),测试C、Si、Mn、S、P、Ni、Cr、Mo等元素,结果见表1。
大型起重机高强度螺栓的断裂失效分析摘要:本文通过对一台大型起重机高强度螺栓断裂失效的分析,探究其原因和解决方法。
初步分析结果表明,螺栓断裂的主要原因是材料强度不足、应力过大和使用环境恶劣等因素导致的。
针对这些问题,本文提出了一系列改进措施,包括选用高强度材料、降低应力和改善使用环境等方面。
通过实验验证和理论计算,改进后的螺栓具备更高的强度和耐用性,可以有效地提高装置的稳定性和安全性。
关键词:起重机;高强度螺栓;断裂失效;强度分析;改进措施正文:1. 背景介绍大型起重机是现代工业中不可或缺的设备之一。
在使用过程中,螺栓作为连接装置的重要组成部分,在保证装置的稳定性和安全性方面起着至关重要的作用。
然而,螺栓也是易受力集中的零部件,容易出现断裂失效的情况。
因此,对螺栓失效进行分析和解决具有重要的理论和实践意义。
2. 断裂失效分析2.1 断裂形态分析通过对失效螺栓的断口形态进行分析,可以初步了解其失效原因。
观察失效螺栓的断口,发现其呈现出典型的断裂韧突混合断口。
2.2 强度分析对失效螺栓的材料进行强度测试,发现其强度值低于设计要求。
在使用过程中,由于受到集中载荷的作用,应力过大导致螺栓逐渐疲劳并最终断裂。
2.3 环境分析失效螺栓所处的使用环境恶劣,存在高温、湿润等不利因素。
因此,失效的螺栓容易受到腐蚀和氧化等影响,导致其材料性能和强度下降。
3. 改进措施针对分析结果,本文提出了一系列改进措施:3.1 选用高强度材料为了提高螺栓的强度,可以选用高强度材料来替代原有的材料,例如S45C、SCM43等。
这样既可以提高螺栓的耐久性,也可以在承受大载荷时发挥更好的作用。
3.2 降低应力在设计过程中,应尽可能减小螺栓所承受的载荷和应力,从而减少螺栓的疲劳损伤和断裂的可能性。
可以通过优化结构、增加支撑和缓冲措施等方法实现此目的。
3.3 改善使用环境在实际使用中,应注意维护和保养,防止螺栓受到腐蚀和氧化的影响。
可以采用表面防护涂层、常规保养和定期更换等措施,延长螺栓的使用寿命。
20MnTiB螺栓失效分析1 概述高强度螺栓是继铆接、焊接之后发展起来的一种钢结构连接型式。
它具有施工简单、可拆卸、承载大、耐疲劳、较安全等优点。
因此, 高强度螺栓连接已发展成为钢结构工程安装的主要手段。
20MnTiB钢高强度螺栓用于航天发射塔架斜支梁、悬臂梁及主梁联结板的连接。
在进行服役过程中,发现有少量连接螺栓断裂的现象。
本文通过断裂螺栓的断口、显微组织、显微硬度和微区成分进行了分析。
查找螺栓失效原因,制定改进措施,以防止同类失效再度发生。
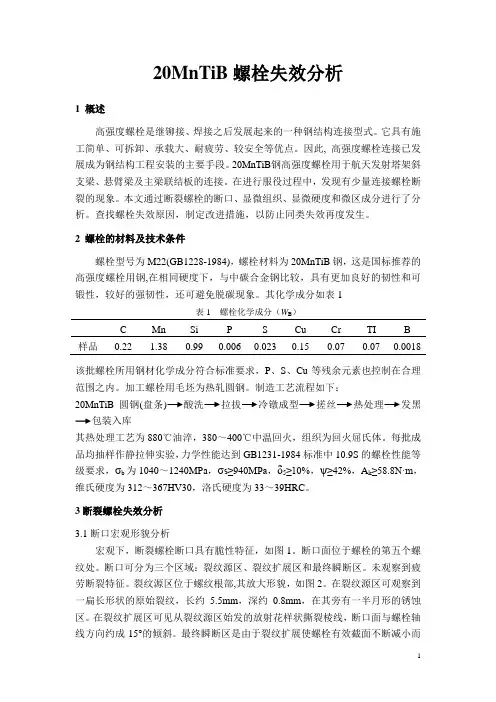
2 螺栓的材料及技术条件螺栓型号为M22(GB1228-1984),螺栓材料为20MnTiB钢,这是国标推荐的高强度螺栓用钢,在相同硬度下,与中碳合金钢比较,具有更加良好的韧性和可锻性,较好的强韧性,还可避免脱碳现象。
其化学成分如表1表1 螺栓化学成分(W B)C Mn Si P S Cu Cr TI B 样品0.22 1.38 0.99 0.006 0.023 0.15 0.07 0.07 0.0018该批螺栓所用钢材化学成分符合标准要求,P、S、Cu等残余元素也控制在合理范围之内。
加工螺栓用毛坯为热轧圆钢。
制造工艺流程如下:20MnTiB圆钢(盘条)酸洗拉拔冷镦成型搓丝热处理发黑包装入库其热处理工艺为880℃油淬,380~400℃中温回火,组织为回火屈氏体。
每批成品均抽样作静拉伸实验,力学性能达到GB1231-1984标准中10.9S的螺栓性能等级要求,σb为1040~1240MPa,σs≥940MPa,δ5≥10%,ψ≥42%,A k≥58.8N·m,维氏硬度为312~367HV30,洛氏硬度为33~39HRC。
3断裂螺栓失效分析3.1断口宏观形貌分析宏观下,断裂螺栓断口具有脆性特征,如图1。
断口面位于螺栓的第五个螺纹处。
断口可分为三个区域:裂纹源区、裂纹扩展区和最终瞬断区。
未观察到疲劳断裂特征。
裂纹源区位于螺纹根部,其放大形貌,如图2。
在裂纹源区可观察到一扁长形状的原始裂纹,长约 5.5mm,深约0.8mm,在其旁有一半月形的锈蚀区。
螺栓断裂分析报告一、引言螺栓是一种常见的连接元件,在机械设备和结构工程中得到广泛应用。
然而,螺栓在使用中可能会发生断裂,给机械设备和结构的安全运行带来隐患。
本报告旨在对螺栓断裂进行分析,并提供解决方案,以确保设备和结构的安全性。
二、螺栓断裂原因分析1.质量问题:螺栓断裂可能是由于螺栓本身存在质量问题所致,如材料强度不符合标准、制造工艺不良等。
为此,应关注螺栓的采购渠道和制造工艺,并严格按照相关标准进行选择和检测。
3.腐蚀问题:腐蚀是导致螺栓断裂的常见原因之一、在潮湿、酸性或碱性环境中,螺栓易受到腐蚀,使其材料的强度降低。
因此,在腐蚀环境中应选择抗腐蚀性能良好的螺栓材料,并进行定期维护保养。
4.紧固力不均匀:不正确的紧固力分布可能导致螺栓在负载过程中承受不均匀的力,从而引发断裂。
在安装过程中,应根据设备或结构的要求,采用正确的紧固力分布方案,并进行定期检查和调整。
三、螺栓断裂的解决方案1.优化选材:根据设备或结构的负荷、工作环境等要求,选择合适的螺栓材料。
关注材料的强度、韧性、抗腐蚀性等指标,并遵循标准进行选材。
2.合理设计螺栓连接:根据实际负荷情况和工作要求,合理选用螺栓的规格、数量和布置方式,并确保紧固力的均匀分布。
在设计过程中,可以借助有限元分析等工具来验证螺栓连接的安全性。
3.定期检查和维护:对于暴露在恶劣环境中的螺栓,应定期进行检查和维护,特别是针对腐蚀环境。
清洁螺栓表面,涂覆抗腐蚀涂层,必要时更换受损螺栓,以延长其使用寿命。
4.强化管理和培训:通过建立规范的螺栓管理制度和培训机制,提高操作人员的专业水平,加强螺栓使用和维护的知识宣传,以减少螺栓断裂的发生。
四、结论螺栓断裂是机械设备和结构工程中常见的问题,但可以通过合理选材、优化设计、定期维护和加强管理来减少其发生。
对于已经断裂的螺栓,应及时进行更换,并对其断裂原因进行调查分析,以避免类似问题再次发生。
通过以上措施的综合应用,能够提高螺栓连接的安全性和可靠性,保证设备和结构的正常运行。
高强度螺栓低温脆性断裂及冲击韧性分析随着科学技术的进步,对钢材脆性研究逐渐增多,并取得一定成就,在民用、工业施工中得到广泛应用。
然而,低温、高压等环境是影响高强度螺栓的重要因素,易导致高强度螺栓发生脆性断裂,造成巨大损失。
一、高强度螺栓脆性断裂的分类高强度螺栓脆性断裂主要分为以下几种类型:第一,过载断裂:导致过载断裂的原因主要在于过载,致使螺栓强度不够。
2100m/s是其断裂发生时的基本速率,易造成严重影响,该种断裂形式主要出现于10.9级和12.9级钢结构高强度螺栓产品中。
第二,非过载断裂:受到材料以及低温的影响,引起的断裂现象,主要出现于屈强性高、塑性好的高强度螺栓。
第三,应力腐蚀断裂:受到腐蚀性环境的影响,致使其所承受的静力或准静力荷载低于屈服极限应力,导致其发生断裂。
二、高强度螺栓脆性断裂的技术要素高强度螺栓脆性断裂的技术要素主要分为当前质量、潜在质量以及最终质量。
首先,当前质量:当前质量主要涉及的内容包括变形抗力、开裂程度以及钢材质量等。
其次,潜在质量:潜在质量必须以当前质量为依据,科学、合理配置合金元素,有效开发镦锻前后热处理工序的相关工作,达到提升钢材性能的目的。
最后,最终质量:指高强度螺栓以及螺栓制品最终需达到的质量标准,提高抗拉强度,避免出现拉长、拉断以及滑扣等问题的发生。
三、材料与韧性的关系镦锻成型是螺栓较常应用的工艺,包括温锻、冷镦以及车削加工等环节,具有涉及面广、批量大等特点。
冲击韧度主要用于表示材料韧性大小,化学成分和纤维组织以及材料冶金质量其决定因素,易受环境温度和缺口状况影响。
(一)材料与冲击韧度碳元素是影响冲击韧度的关键因素,如果强度水平一致,低碳合金钢的断裂韧性明显高于中碳合金钢。
例如,20MnTiB与40CrNiMo,将两者均处理成10.9级螺栓,其在强度相近的情况下,20MnTiB的断裂韧性为113MN/m2/3,40CrNiMo的断裂韧性为78MN/m2/3,而对于冲击功而言,40CrNiMo比20MnTiB高20至45J左右。
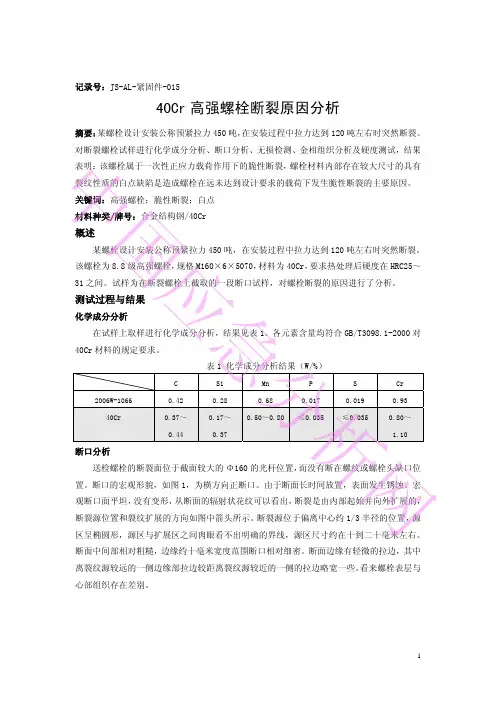
高强度螺栓断裂分析————————————————————————————————作者:————————————————————————————————日期:高强度螺栓断裂分析作者:上海交通大学曾振鹏摘要:采用断口分析、金相检验和硬度测定等方法,对高强度螺栓断裂原因进行了分析。
断口分析结果表明,断口平坦,呈放射状花样,微观形态主要为准解理花样,表明螺栓的断裂是脆性断裂;同时发现,在断口附近还存在横向内裂纹,内裂纹的断口形态与断裂断口一样。
金相分析表明,材料棒中存在严重的中心碳偏析,而中心碳偏析是引起断裂的主要原因。
关键词:高强度螺栓;准解理;横向内裂纹;中心碳偏析某厂生产的一批规格为M30×160mm的高强度大六角头螺栓,在进行验收试验时发生断裂。
螺栓材料为35CrMoA,采用常规工艺生产,硬度要求为35~39HRC。
1检验1.1材料的化学成分用VD25直读光谱仪进行了材料化学成分分析,分析结果(质量分数)列于表1。
从表1可以看出,材料的化学成分符合标准要求。
1.2硬度测定硬度测定结果列于表2。
由表可见,螺栓材料硬度虽符合技术要求,但已接近上限。
1.3材料的显微组织(1)在抛光态下,可见材料中含有较严重的夹杂物,其形态、分布见图1。
对照标准[2],夹杂物级别为3~4级。
图1夹杂物形态及分布状况100×图2螺栓的显微组织280×(2)显微组织见图2。
组织为回火马氏体+粒状贝氏体,并有少量铁素体。
从图2可明显看出,组织中存在严重偏析,出现回火马氏体和粒状贝氏体带,致使显微组织不均匀,而且在回火马氏体带中存在MnS夹杂。
对样品螺纹根部附近的组织进行了观察,未发现脱碳现象。
1.4断口分析(1)图3a为断口的宏观形貌,断口较平坦,表面呈灰色,有明显的撕裂脊,呈放射状花样,放射线从中心向四周发射。
表明裂纹先在中心形成,然后向外扩展。
当裂纹扩展至整个横截面时,螺栓断裂。
图3断口的宏观形貌(2)断口的微观形态基本上以准解理花样为主,还有一些二次裂纹,如图4所示。
2019年 第10期热加工M材料缺陷aterial Failure9高强度螺栓断裂原因分析■ 王嘉畅,冯文冲,张海兵摘要:针对10.9S 级高强度螺栓失效问题,采用金相检验、化学成分分析和扫描电子显微镜及能谱仪等方法进行分析。
结果表明:由于螺栓材料本身含有的氢在螺栓较大的安装应力下聚集,因此导致氢致延迟开裂,造成螺栓失效。
关键词:高强度螺栓;氢脆;失效据委托方介绍,来样为M20钢结构大六角头螺栓,等级为10.9S ,材质为20MnTiB 。
该螺栓为舞台桁架联接螺栓,舞台于2012年竣工,在2015年12月1日检修时,管理人员发现剧院舞台有螺母掉落。
该舞台桁架用于挂设剧院舞台幕布,由于桁架使用过程中,部分螺栓掉落,2016年3月2日施工单位进行检修并更换了19颗螺栓。
现场采用高强螺栓轴力扭矩复合测试仪对舞台桁架的高强螺栓联接状况进行了检测,发现原有螺栓扭矩及预拉力基本符合规范要求,部分螺栓存在预拉力过大现象,部分螺栓螺杆有变形,无法将螺栓取出。
此外,委托方未能提供螺栓具体生产工艺、现场安装等相关详细信息。
为找到断裂原因,消除安全隐患,笔者对断裂螺栓进行了失效分析。
1. 理化检验(1)宏观分析 对螺栓断口形貌进行观察,如图1、图2所示。
螺栓大六角头部涂有灰色防锈漆,杆部呈黑色,螺栓断裂于距螺杆第2~3牙螺纹牙底,该部位应为螺母紧固界面处,无明显塑性变形。
断口至螺杆间螺纹呈褐黄色,存在明显锈蚀痕迹。
断面起伏较大,高度可达两牙高度,且有些锈蚀。
断面颜色呈黑色和灰色两区域,黑色区域可见明显的放射线条纹,且汇聚于一侧螺牙底部,低倍下放大后可见一些闪光小刻面,呈脆性断裂特征。
裂源两侧周向边缘存在剪切唇特征。
灰色区域断口与轴向呈一定角度,断面较粗糙,为后续扩展断裂区域。
宏观分析螺栓断裂模式为脆性断裂。
(2)微观断口分析 将螺栓断口清洗后置于扫描电子显微镜下观察:①裂纹源区可见明显的放射线形貌,呈冰糖状沿晶断裂形貌,放大后晶面上可见鸡爪痕、微小孔洞形貌,断口可见大量沿晶二次裂纹形貌,呈氢致开图1 螺栓宏观形貌第10期 热加工图2 断口宏观形貌图3 裂纹源低倍形貌(15×)图4 裂纹源高倍形貌(50×)图5 裂纹源放大形貌(270×)图6 裂纹源沿晶特征(750×)图7 裂纹源沿晶特征(1200×)图8 扩展后期韧窝+沿晶特征(1100×)表1 螺栓断口化学成分(质量分数) (%)检验项目C P S 检测值0.200.0200.0170.25标准值0.17~0.24≤0.030≤0.0300.17~0.37图9 心部抛光态(100×)图10 心部显微组织(500×)图11 断口抛光态(100×)图12 断口显微组织(500×)图13 牙底抛光态(100×)行热酸蚀试验,与G B/T1979—2001中的评级图对比,结果如表的应力作用下氢原子在晶界或材料缺陷处聚集成氢分子而产生压力,形成延迟微裂纹。