注塑机伺服泵的应用
- 格式:ppt
- 大小:5.30 MB
- 文档页数:22
吉仕科伺服驱动器js580说明书
品牌:吉仕科
型号:JS580
功能:功率伺服驱动
元件类型:机电
控制方式:闭环
功率:15kw
额定电压:380V
加工定制:是
JS580电液伺服驱动器内置高性能油压PID控制算法,实现更快、更稳、更准的液压控制体验;采用高可靠性的CAN通讯,方便实现单机多泵并联、合流分流控制;电机温度KTY,PTC检测可选,实时检测温度准确保护。
可提供多制式电压选择;可实现液压伺服应用中的精密压力、流量和位置控制简单调试方法,多种保护功能使系统得到高稳定性和高耐用性。
应用范围:注塑机、压铸机、锻压机、塑胶挤出机、金属挤出机、四柱油压机、吹瓶机、打包机、鞋机、线材机械等。

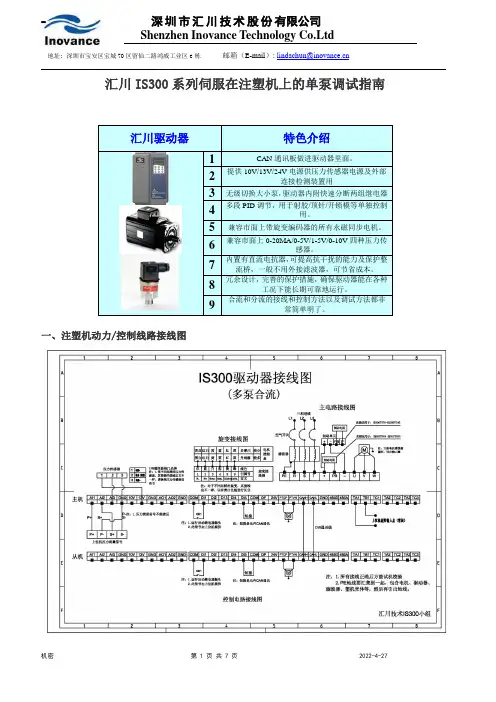
汇川IS300系列伺服在注塑机上的单泵调试指南汇川驱动器特色介绍1 CAN 通讯板做进驱动器里面。
2 提供10V/13V/24V 电源供压力传感器电源及外部连接检测装置用 3 无级切换大小泵,驱动器内附快速分断两组继电器 4 多段PID 调节,用于射胶/顶针/开锁模等单独控制用。
5 兼容市面上带旋变编码器的所有永磁同步电机。
6 兼容市面上0-20MA/0-5V/1-5V/0-10V 四种压力传感器。
7 内置有直流电抗器,可提高抗干扰的能力及保护整流桥,一般不用外接滤波器,可节省成本。
8冗余设计,完善的保护措施,确保驱动器能在各种工况下能长期可靠地运行。
9合流和分流的接线和控制方法以及调试方法都非常简单明了。
一、注塑机动力/控制线路接线图驱动器 制动电阻制动单元 IS300T015 500W/65欧 ## IS300T020 800W/45欧 ## IS300T030 1000W/35欧 ## IS300T035 1500W/25欧 ## IS300T040 1300W/22欧 ## IS300T050 2500W/16欧 ##IS300T070 3700W/16欧 MDBU-70B IS300T080 4500W/16欧 MDBU-70B IS300T1004500W/8欧MDBU-70B注:为了简化电机参数调试,我司把菲士电机参数进行打包,不必再逐个输入电机参数如KW/A/U/Hz/rpm,根据以上的举例说明,在输入电机代码时要看准电机铭牌上的型号,如TYPE :U1004F15.3其代码是10415菲士伺服电机型号和软件打包代号序号 电机型号 电机额定功率KW 电机额定转速软件代码:FP-021 U1004F15.3 6 1500 104152 U1004F17.3 7.6 1700 10417 3 U1004F20.3 8.7 2000 104204 U1005F15.3 8.6 1500 10515 5 U1005F17.3 10 1700 105176 U1005F20.3 12 2000 105207 U1007F15.3 11.6 1500 107158 U1007F17.3 14 1700 107179 U1007F20.3 18.2 2000 10720 10 U1008F15.3 16 1500 10815 11 U1008F17.3 18 1700 10817 12 U1008F20.3 20 2000 10820 13 U1010F15.3 22 1500 11015 14 U1010F18.3 23 1800 11018 15 U1010F20.3 28.3 2000 11020 16 U1013F15.3 29 1500 11315 17 U1013F17.3 29 1700 11317 18 U1013F20.3 36.7 2000 11320 19 U1320F15.3 36 1500 12015 20 U1320F17.3 39.4 1700 12017 21 U1320F20.3 56 2000 12020 22 U1330F15.3 60 1500 13015 23 U1330F17.3 62 1700 13017 24U1330F20.381200013020调试前请检查好电气接线,油路和机械部分有无安装完整调试前请拔掉CN2端子排上的DI1,目的是防止发生意外一.调试(注:调试前先确定主驱,从驱然后按照单泵步骤来进行调试)1)恢复出厂设置FP-01=1 防止驱动器内部参数更改有意外情况产生。

前言IS360系列伺服驱动器是专门为驱动永磁同步伺服电机(PMSM,Permanent Magnetic Servo Motor)而开发的一款高性能伺服驱动器。
能够实现现代注塑设备伺服油泵控制,亦能实现通用型伺服功能需求。
IS360系列伺服驱动器容量范围宽(额定电流25A~100A),是性能优异的中大功率伺服驱动器。
本手册为IS360系列伺服驱动器的操作指导手册,给使用者提供选型、安装、参数设置、现场调试及故障诊断的相关注意事项及指导。
为正确使用本系列伺服驱动器,请事先认真阅读本手册,并请妥善保存以备后用。
建议设备配套生产厂家将此手册随设备发给最终用户。
开箱验货:在开箱时,请认真确认:1)本机铭牌的型号及伺服驱动器额定值是否与您的订货一致。
箱内含您订购的机器、产品合格证、用户操作手册及保修单。
2)产品在运输过程中是否有破损现象;若发现有某种遗漏或损坏,请速与本公司或您的供货商联系解决。
初次使用:对于初次使用本产品的用户,应先认真阅读本手册。
若对一些功能及性能方面有所疑惑,请咨询我公司的技术支持人员,以获得帮助,对正确使用本产品有利。
由于致力于伺服驱动器的不断改善,因此本公司所提供的资料如有变更,恕不另行通知。
注意!:由于没有按要求操作造成的危险,可能导致中度伤害或轻伤,及设备损坏的情况;请用户在安装、调试和维修本系统时,仔细阅读本章,务必按照本章内容所要求的安全注意事项进行操作。
如出现因违规操作而造成的任何伤害和损失均与本公司无关。
IEC/EN 61800-5-1:2003可调速电气传动系统安规要求;IEC/EN 61800-3:2004可调速电气传动系统;第三部分:产品的电磁兼容性标准及其特定的试验方法。
目录前言 (1)第一章产品信息 (6)1.1 IS360伺服驱动器命名规则 (6)1.2 IS360伺服驱动器系列 (6)1.3 IS360伺服驱动器制动组件选型表 (7)1.4 IS360伺服驱动器外围电气元件选型表 (7)1.5 产品外型及安装尺寸图 (8)第二章接线 (10)2.1 IS360系列伺服驱动器端子分布图 (10)2.2 主回路端子及接线 (10)2.3 控制端子及接线 (11)2.4 IS360伺服驱动器跳线功能说明 (12)2.5 IS360伺服驱动器旋变信号接口端子功能说明(CN6) (12)2.6接线方式 (13)第三章键盘与显示 (16)3.1 本地键盘与显示介绍 (16)3.2 外引键盘与显示介绍 (17)3.3 功能码查看、修改方法说明 (18)第四章伺服油泵调试步骤(针对用户参数表) (20)4.1伺服油泵调试流程图 (20)4.2 电机试运行 (20)4.3 伺服油泵应用调试 (21)4.4自学习补充说明 (22)第五章故障诊断及对策 (24)5.1 故障报警及对策 (24)5.2 常见故障及其处理方法 (34)第六章 ISMG伺服电机使用说明 (36)6.1 ISMG伺服电机命名规则 (36)6.2 ISMG伺服电机规格参数 (36)6.3 ISMG伺服电机外形及安装尺寸图 (41)6.3 ISMG伺服电机基座式安装支撑底板说明 (44)6.4 ISMG伺服电机接线说明 (45)附录1用户参数表 (46)附录2 系统参数表 (50)附录3 伺服电机代码表 (70)1产品信息第一章产品信息1.1 IS360伺服驱动器命名规则伺服驱动器系列1.2 IS3601.3 IS360伺服驱动器制动组件选型表1.4 IS3601.5 产品外型及安装尺寸图IS360T020-C~IS360T100-C外形尺寸及安装尺寸示意图2接线接线 IS360系列伺服驱动器用户手册第二章接线2.1 IS360系列伺服驱动器端子分布图图2-1 伺服驱动器端子分布图2.2 主回路端子及接线IS360系列伺服驱动器用户手册接线控制端子及接线2.3接线 IS360系列伺服驱动器用户手册2.4 IS360伺服驱动器跳线功能说明注:拨码位置指正向接线端子所观察到的位置。
注塑机型号大全注塑机是一种用于制造塑料制品的机械设备,它通过熔化和注射的方式,将塑料材料注入到模具中,经过冷却和成型,最终得到所需的塑料制品。
注塑机的型号种类繁多,每种型号都有其特点和适用性。
在本文中,我们将为您介绍一些常见的注塑机型号,帮助您更好地了解注塑机的选择和应用。
一、全电动注塑机全电动注塑机是近年来新兴的一种注塑机类型,它主要通过电机驱动液压系统的运行,避免了使用传统的液压泵和马达,因而具有更低的能源消耗和更高的运行效率。
全电动注塑机具有响应速度快、精度高、噪音低等优点,适用于生产要求较高的细小零件以及对环境要求严格的行业,如电子、医疗等。
二、液压注塑机液压注塑机是最常见的注塑机型号之一,它通过液压系统驱动注塑过程。
液压注塑机具有结构简单、操作方便、承载能力大等特点,广泛应用于汽车、家电、日用品等各个领域。
根据不同的驱动方式,液压注塑机又可分为定置泵注塑机、变量泵注塑机和紧闭环注塑机等不同类型。
三、混合动力注塑机混合动力注塑机是将液压系统与伺服电机相结合的一种注塑机型号。
它利用液压系统实现高压高速的运动,通过伺服电机实现定位和控制,将传统液压注塑机和全电动注塑机的优点集于一身。
混合动力注塑机具有响应速度快、节能环保、运行稳定等特点,广泛应用于要求高速和高精度的生产过程中。
四、双注塑机双注塑机是一种同时具备两个注射单元的注塑机型号。
它可以在一个周期内同时注入两种或两种以上的塑料材料,从而制造出具有多种材质或颜色的塑料制品。
双注塑机广泛应用于汽车、电子、电器等行业,可以生产出具有复合功能的塑料制品,提高产品的附加值。
五、垂直注塑机垂直注塑机将注塑过程的模具布置改为垂直排列,使得注塑机的占地面积更小。
垂直注塑机通常用于对空间要求较高的生产场所,例如模具容易受到破坏或者产品需要立体或镂空结构的情况。
垂直注塑机具有占地面积小、操作方便、维护简单等特点,适用于生产电子元器件、日用品等小型零部件。
在实际应用中,不同的注塑机型号有着各自的适用范围和特点,选择合适的型号对于产品的质量和生产效率至关重要。
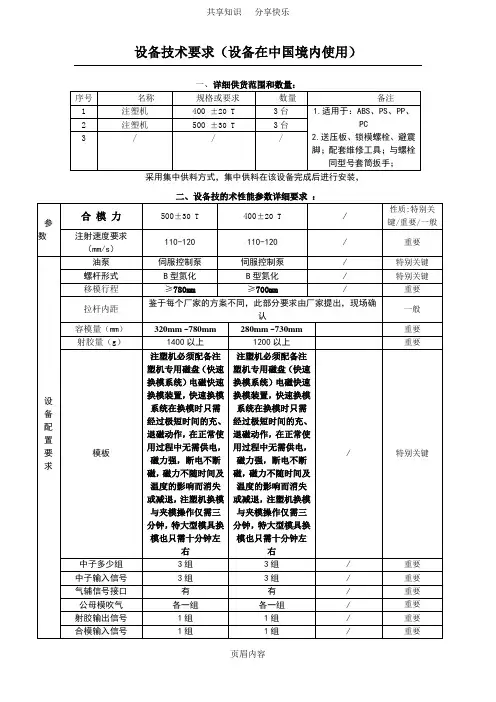
设备技术要求(设备在中国境内使用)三、设备的具体要求2 设备产品规格,设备产品图纸,产品范围(产品中有范围变化要求时,每个尺寸的最大最小值):5设备各部分的功能和动作要求,设备各部分的生产步骤(过程)要求:6设备各部分的输入状态,输出状态,质量要求,安全要求,功能和技术要求,以及具体组成部分的具体配置、规格、数量要求等:7 设备平面布局图:(粘贴在此处或者单独附图)四、安全要求:产品图号为:图纸内容详见签字版和电子版。
八、元器件配置要求:8.1关于元器件的选择,要求采用国际或者国内知名公司的产品,不允许采用乙方独有(乙方技术独享)而其他公司没有的件。
8.2设备所采用元器件的品牌建议采用如下:九、备件要求:9.1随机备件明细:9.1.1该部分备件在设备安装完成,交付使用时一起交付备件库,(办理正常入库手续)或者设备验收后交付。
安装工具不做为备件入库,但可以做为工具入库,来分发到该设备安装人员使用。
9.1.2 新设备没有验收之前,合同上的备件不准随便出库使用,出一个必须厂家给一个,待设备验收完后正常采购和出库使用.备注(未提到的备件,无法在开标后再追加采购)。
9.2合同签定后甲方向乙方不论是否在质保期内采购备件均享受最优惠价。
乙方因成本降低而造成备件供货价格下降的,应及时通知甲方。
甲方在采购过程中对某一备件价格提出异议的,乙方应及时做出解释或解决。
9.3一般备件,在接到甲方通知 7 天内提供。
对于个别金额较大非易损件需要生产工厂提供的,最长不超过 15 个工作日(乙方无法控制的因素除外,如海关等)。
供货周期自乙方接到甲方指定人员(甲方已授权并通告乙方的人员)书面认可起计算。
9.4乙方承诺严格按照合同中要求的规格型号和品牌来提供设备或配套部件,不自行变更品牌和规格型号。
如果在设备到货时出现规格型号和品牌与约定不符的问题,则视为乙方的偷工减料行为,乙方除根据合同要求进行更换外,另外还需要按照合同中约定的设备或配套部件价值的10倍进行处罚。

HMI 调试使用HMI 进行单泵调试的操作步骤1.1 调试准备Step1产品确认 :产品到货后,请就以下项目进行确认。
确认项目备注到货产品是否与您订购的产品型号相符?请通过伺服电机、 伺服驱动器的铭牌的“型号”栏进行确认。
伺服电机的旋转轴是否运行顺利? 能用手转动则属正常。
是否有损坏的地方? 请查看整个外表,检查是否有因运输等引起的损伤。
附件和资料完整?按装箱单查看附件,合格证,保修单是否齐备。
在以上各项的确认中, 如发现有不妥之处, 请及时与所购地的销售店或本公司的销售处联系。
Step2 安装确认:1.观察各端子的连接情况,确认所有固定用螺丝都已可靠锁紧并无滑牙发生。
WL3U+旋转变压器三相电源2.参看控制器盖板后的控制板连线图,完成控制部分的连线3.完成电机及油泵在注塑机上的安装,确认油路的连接和电机接线正确。
Step3 HMI 连接:MH500系列伺服电液系统支持HMI 上电时的热插拔。
将HMI 的DSUB9端子插入驱动器前盖板内的CN4端子内即可实现HMI 与驱动器的连接。
如下图所示.Step4 熟悉HMI 面板界面控制面板分为LCD 显示区和键盘区。
LCD 采用5.7寸320×240屏幕,键盘区由10个按键组成,分为运行键区、方向键区、设置键区如图。
其中LCD 区域显示分布图如下图所示:菜单栏:显示不同状态下菜单项,所选中菜单项以白底蓝字方式显示,其他菜单项以蓝底白字方式显示,菜单栏至多可同时显示3个菜单项,可通过左右方向键在菜单间移动,以选择显示后续或前续菜单项。
参数显示区域:显示当前所选中菜单隶属的参数名称、参数值及单位。
系统状态栏:显示当前系统所处状态及当前力矩、转速、旋变的值。
单位为默认值(力矩:牛米、转速:转/分,不予显示)。
菜单栏内容和参数显示区域显示内容依据用户按键操作变化,系统状态栏的内容依据系统运行状态变化。
控制面板各按键功能 运行键区按键功能方向键区按键功能设置键区按键功能1.2 系统调试开始调试前,将以下几项数据记录下(帮助之后的调试过程):1.控制器型号;2.电机型号;3.油泵型号;4.系统最大压力;5.系统最大流量 Step1 上电后,将设备运行使能禁止,有三种方式(普通情况下使用第一种即可): (1)在面板上按下(2)若设备上位机自带系统使能功能,且使能输出与驱动器使能端子已连接,此时只需在设备上位机操作界面上进行禁止系统使能的操作即可。
液压加载系统的组成(范文5篇)以下是网友分享的关于液压加载系统的组成的资料5篇,希望对您有所帮助,就爱阅读感谢您的支持。
液压加载系统的组成(一)伺服系统组成与普通液压系统的区别伺服系统与普通液压系统的组成区别是:伺服控制系统(伺服驱动系统)、伺服电机系统、先进的油泵。
伺服控制系统其实就是伺服控制器,又叫伺服驱动器。
伺服电机系统的实质就是伺服电机。
(莱普乐注塑机节能改造网提供)伺服运行系统能够达到什么样的效果?电机反映迅速,像注塑机伺服系统就能实现压力和流量的双控制,控制程度更高,注塑机的冷却和保压阶段几乎不要消耗电能,直接降低注塑机电机的耗能(电机耗能占注塑机的60%-80%),实现节能40%-80%,注塑机电机的耗能根据注塑机的需要实现供给,从根本上节能。
伺服系统的最大特点就是电机,伺服电机采用永磁稀土,永磁电机反映更迅速,瞬间达到高转速,像注塑机伺服电机能够达到1500转,所需的时间不到0.03s ,剪短了电机的反映时间和生产的时间。
由于伺服电机对油泵的要求比较高,普通液压系统的油泵不能达到这个要求,所以在注塑机节能改造中会把油泵换成齿轮泵。
伺服驱动器是根据伺服电机等配置的。
液压加载系统的组成(二)Hydraulics Pneumatics &Seals/No.9.2011电液比例溢流阀在液压加载系统中的应用张红涛摘王新晴梁升朱会杰210007)(解放军理工大学工程兵工程学院,江苏南京要:液压加载系统是通过动态调节电液比例溢流阀溢流压力,以控制液压缸油液压力,实现对液压系统负载的模拟加载。
对电液比例溢流阀在液压加载系统中的应用加以阐述,以及在安装调试过程中电液比例溢流阀出现的问题进行分析、说明,为液压加载系统正确调试和使用提供参考。
关键词:液压加载系统;电液比例溢流阀;先导阀;模拟加载中图分类号:TH137.9文献标识码:A文章编号:1008-0813(2011)09-0025-03The Application of Electro-hydraulic Proportion Relief Valve toHydraulic Loading SystemZHANGHong-T aoW ANGXin-qingLIANG ShengZHUHui-jie(Institute of Engineering, PLA univ. of sci. &T ech,Nanjing 210007,China )Abstract:The hydraulic system of Loading is dynamically adjusted by the pressure of electro-hydraulic proportion relief valve to control the oil pressure in hydraulic cylinder and load the simulation load on the hydraulic system.The application of electro-hydraulic proportion relief value to hydraulic system of load addition is described, and the problems in installation and debugging process are analyzed and explained in this paper . It provides correctly debugging and use reference for the hydraulic load system.Key Words:hydraulic Loading system ;electro-hydraulic proportion relief valve ;pilot valve ;loading simulation引言电液比例溢流阀是一种性能介于普通液压控制阀与电液伺服阀之间的阀,它可以根据计算机输出的电信号实现对液压系统的压力、流量和运动状态等工作参数的连续、精确、远程控制。
注塑机交流伺服电机节能改造组件选型指导2011-11-18 15:30:38 深圳市蓝海华腾技术有限公司供稿一、伺服泵系统的原理速度N控制流量,当流量建立了压力之后,由PID控制速度,稳定油压(即流量,压力均由速度予以控制)在油压还没有建立的时候,管路尚有空间,此时,用流量正比与转速的方式运转油泵,管路很快充油。
油会受到管路的限制,很快建立油压。
当油压建立起来之后,利用PID调整出来的转速N控制,由于PID 的平衡作用原理,油压可以稳定在给定值。
总结为:压力未到,伺服马达速度由流量指令控制;压力到达,伺服马达速度由压力指令和压力反馈差值运算出来的速度控制。
注塑机伺服泵的组件与选型配置计算方法。
二、改造组件1、当面临一套注塑机伺服系统的时候,我们必须考虑与此相关的电气接口和机械接口,以及相关的配件。
◆新配套的油泵;(大小规格视原系统流量而定)◆新配套的伺服马达;(大小规格视新油泵排量和系统压力而定)◆新配套的伺服驱动器;(大小规格视新泵排量,压力,和马达额定转速而定)◆连接油泵与马达的法兰盘;(大小规格视油泵,马达的机械安装尺寸而定)◆连接油泵与进出油口的法兰块(压装式或螺栓连接式);◆压力传感器及安装口;(统一为1/4PT螺纹。
0-10VDC对应0-250BAR)◆驱动器用制动电阻(大小规格视驱动器而定)◆驱动器与电机编码器的连接电缆(标准,长度自定)◆驱动器到马达的功率电缆◆抗干扰磁环(功率线绕一个大的,信号线各绕一个小的)◆制动单元◆0-1A -------0-10V的信号转换板2、改造普及常识1:◆在定量泵的年代,一般采用叶片泵,因为噪声比较低,同时由于离心叶片的原理,可以自动补偿流量◆定量泵一般有日本油研的PV2R系列,威格士V系列,TOKIMEC 的SQP系列◆为了达到节能的目的,有些地方采用双联泵,判断一个油泵是单联泵还是双联泵,除了可以从型号上分辨之外,最简单的判别方法就是看油口,双联泵一般有2个油口,而单联泵一般只有1个油口。
浅议精密注塑成型精密注塑成型,从严格意义上来说,指的是通过注塑机设备生产出来的塑胶制品的尺寸精度,可以达到0.01mm以下,通常在0.01~0.001mm之间的一种注射成型生产方式。
“精密注射成型”这一概念,主要是区别于“常规注射成型”。
随着高分子材料和微电子技术的高速发展,电子电路高度集成化,使得工业设备零件逐渐发展为高性能化、高精度化、轻量化、小型化和微型化。
这样,精密塑胶制件因为符合高精度要求,同时具备良好的机械、力学性能以及尺寸稳定性等优点,在机械、电子、仪器、通讯、汽车和航空仪表等行业领域里,取代了部分高精度的金属零件而得到了广泛应用。
由精密注塑成型的定义可知,精密塑胶件的尺寸公差范围是非常窄的。
而实际上,塑胶成型行业内公认,当塑胶制件的尺寸公差在0.1mm以下,或者说制件尺寸正负公差在0.1mm以下,都可称之为精密成型,制件的尺寸公差达到微米级的,可以称之为超精密级注塑成型。
相对精密注塑成型而言,普通注塑成型的制件的尺寸公差通常在0.1mm以上,制件的尺寸公差范围相对较宽,并且随着制件体积或重量的增加,制件的尺寸公差也会有所增加。
值得一提的是,由于材料本身的性质和加工手段不同,不能把塑料制件的精度与金属零件的精度等同起来。
塑料制品最高的精度等级是三级精度,即尺寸公差可达0.001mm以下,而金属零件尺寸可分为十四级,加工精度分有九级。
1 精密注塑制品及成型特点在塑胶行业内,精密塑胶制品常见的有数码相机零件、光电产品、联接器、镜片、导光板、机芯齿轮、光盘、手机配件等。
是不是精密制品的每一个尺寸公差都在0.01mm以下呢?答案是否定的。
以下图连接器为例,该产品尺寸公差分为两种,一种非功能尺寸公差为标准的正负公差,公差为±0.05mm;另一类尺寸为功能尺寸公差,公差随尺寸标注,大部分尺寸公差在±0.04mm以下。
对于体积较大的连接器产品,产品的轮廓尺寸(长、宽、高)的正负公差都在0.05mm以下。
⾼速注塑机与普通注塑机的区别是什么?
随着薄壁产品应⽤越来越⼴泛,越来越多的商家朋友开始关注⾼速注塑机。
那么关于⾼速注塑机和普通注塑机的区别在哪?这个话题被⼈们纷纷议论着。
实际分析⾼速注塑机就是液压加电储料,也称液压油电复合机,普通注塑机都是纯液压注塑机,⽽液压注塑机靠液压油来传动相对运⾏速度较为缓慢,⽽⾼速注塑机是使⽤伺服马达来实现开闭模,顶出脱模,原料注射储料功能等等,注塑速度快,位置控制的更加精密,也能更好的提⾼⽣产效率。
但是现在伺服电动注塑机只有锁模⼒在650吨以下的机器。
⾼速注塑机和普通注塑机的区别:
1、普通注塑机的成型⼯艺为:锁模—射出—冷却—储料—开模—托模—间隙时间。
2、⾼速注塑机⾼效,⾼速注塑机采⽤三轴联动,通俗讲为三回路。
成型⼯艺为:锁模—射出—冷却—
开模(同步托模、储料)—间隙时间。
⽐如⼀个产品⽤普通注塑机的成型时间为10秒,⽽德库玛⾼速注塑机运⽤三轴联动的原理,成型时间⼤为缩短约为6秒,减去两个⼩步骤,却把时间提⾼约⼀半速度。
3、德库玛⾼速注塑机环保,普通注塑机采⽤的标准泵,在电⼒、液压油与噪⾳⽅⾯的污染较⼤。
总结来讲⾼速注塑机采⽤液压与伺服马达的油电混合型。
伺服液压系统优势如下:实⾏软启动模具,不会对电⼒⽹络造成影响,避免电压、电辐污染。
可有效的防⽌油温过⾼,降温良好。
⼤为减少液压油的替换率。
伺服液压系统由于有较好的点击和电⼒系统齿轮泵,可⼤为降低机器运⾏和⽣产噪⾳,可较好的改善⼯作环境。
⾼速注塑机相⽐普通注塑机的总电量可以节省60~70%,⼤⼤降低了成本,为客户节约资源。