注塑机伺服系统节能原理
- 格式:doc
- 大小:11.50 KB
- 文档页数:2
大型注塑机液压动力驱动系统节能技术的分析研究及展望摘要:本文分析了大型注塑机液压驱动系统能耗的主要特点,指出了其节能的研究开发重点,提出并分析了几种多泵液压驱动源的节能特点及性能,探讨了新颖的节能液压驱动系统。
大型注塑机的能耗主要表现在液压动力驱动系统,提高液压动力驱动系统的效率,降低液压动力驱动系统的装载功率,减少无效能耗,是大型注塑机节能的主要研究重点。
大型注塑机的液压动力驱动系统主要特点是由有多个液压动力驱动单元组成,不同于单一液压驱动单元的中、小型注塑机,所以,大型注塑机节能的液压动力驱动系统的开发,是对整个液压动力驱动系统的分析研究。
本文根据作者对大型注塑机节能的液压动力驱动系统开发研究的一些成果,进行进一步的探讨,并对大型注塑机节能液压动力驱动系统的科技进步,提出一些作者的观点。
1 大型注塑机液压动力驱动系统能耗分析注塑机的加工工作循环周期,一般分为低压移模、高压锁模、高压开模、变速(压)注射、多级压力保压、多级速度塑化、顶出(退)、制品冷却、抽芯、制品取出等几个阶段,各个阶段所需的工作压力与工作流量相差很大,处于周期性的不断变化负载的工况,例如,塑化阶段,一般需要系统的最大流量,制品冷却时间,不需要系统的动力供给。
大型注塑机成形大形制品,工作压力与工作流量周期性变化范围更大,特别是制品的保压及冷却时间更长,所以节能对大型注塑机尤为重要。
大型注塑机动力驱动系统的装载功率很大,至少有55kW,甚至达到近400kW。
执行机构的动力来自液压动力驱动系统,使液压动力驱动系统提供的动力匹配于执行机构所需的动力,尽量减少能量的损失,系统即达到最佳的节能状态。
2 大型注塑机多泵液压动力驱动泵源节能系统大型注塑机液压动力驱动系统的节能是大型注塑机液压系统节能的最主要研究对象。
大型注塑机的液压动力驱动泵源一般由多个液压驱动泵源系统组成,以达到系统工作所需流量。
系统中,其中一个小泵为成形周期中一直工作的动力驱动主泵,其余间歇工作的辅助多泵与主泵组合,达到系统各步成形速度的要求。
注塑机变频器节电工作原理成都佳灵电气制造有限公司――吴加强一、注塑机传动基本工作原理现有注塑机绝大部分为定量泵的液压系统,其油泵马达以恒定的转速提供恒定的液压油流量,多余的液压油通过溢流阀回流,此过程称为高压节流。
高压节流率一般为60%~70%,能量损失多达30%~40%。
同时,由于液压油长期的全速回圈流动,与液压件、机械件的剧烈摩擦,造成油温过高、机械寿命缩短等弊端。
针对高压节流耗能现象,部分注塑机厂家已研制出变量泵的注塑机。
但由于将定量泵液压系统改造为变量泵液压系统的工程浩大、成本过高等多方面原因,因此这种改造是不实际的。
由于注塑机是一种典型的周期性变动负荷设备,在一个完整的生产周期(包括锁模、射胶、充填、熔胶、冷却、开模)的不同阶段中,对于其液压系统来说,每个阶段对压力的需求是不同的,从油泵的负荷特性可知,油泵转速愈高,其输出压力就愈大,这样,只要调节油泵电机的转速就可以实现液压系统压力的调节。
二、注塑机变频器节电工作原理变频节电器是一种可改变工频(50赫兹)电源频率的电源控制装置,通过变频器来调节频率可实现交流电动机转速的改变。
注塑机专用变频节电器正是按照这一原理,根据注塑机生产工艺对系统压力、流量的需求,直接利用注塑机电子控制的同步信号,变频器全过程跟踪各级压力和流量的变化,通过自动调节油泵电机的转速以适应各阶段的需求,使油泵电机的输出负荷与工艺流程对系统的需求呈合理的匹配关系,从而达到最大限度的节电目的。
从理论上我们可知,电机的转速N与供电频率f有以下关系:N =p f602×(1 – s)其中: p——电机极数 S——转差率可见,电机转速和频率成正比,如果不改变电动机极的对数,只改变供电的频率,电动机的转速即成正比例改变。
又根据定理: Q ∝ N, M ∝ N2 P ∝ N3其中: Q-流体的流量, M-轴转矩,P-轴功率由以上可知,轴功率同电机转速成立方关系,改变电机频率,轴功率即成立方关系变化。
注塑机的发展与节能随着塑胶制品多样化市场需求越来越大,注塑机设备的升级换代也越来越快。
早期的注塑机都是全液压式,由于环保和节能的需要,以及伺服电机的成熟应用和价格的大幅度下降,随着塑胶制品多样化市场需求越来越大,注塑机设备的升级换代也越来越快。
早期的注塑机都是全液压式,由于环保和节能的需要,以及伺服电机的成熟应用和价格的大幅度下降,近年来全电动式的精密注塑机越来越多,只有比较两类不同动力源注塑机的特点,才有可能弄清注塑机的技术发展方向。
全液压式注塑机在成型精密、形状复杂的制品方面有许多独特优势,它从传统的单缸充液式、多缸充液式发展到现在的两板直压式,其中以两板直压式最具代表性,但其控制技术难度大,机械加工精度高,液压技术也难掌握。
全电动式注塑有一系列优点,特别是在环保和节能方面的优势,由于使用伺服电机注射控制精度较高,转速也较稳定,还可以多级调节。
但全电动式注塑机在使用寿命上不如全液压式注塑机,而全液压式注塑机要保证精度就必须使用带闭环控制的伺服阀,而伺服阀价格昂贵,带来成本上升。
电动—液压式注塑机是集液压和电驱动于一体的新型注塑机,它融合了全液压式注塑机的高性能和全电动式的节能优点,这种电动-液压相结合的复合式注塑机已成为注塑机技术发展方向。
注塑行业正面临着一个飞速发展的机遇,然而在注塑产品的成本构成中,电费占了相当的比例,依据注塑机设备工艺的需求,注塑机油泵马达耗电占整个设备耗电量的比例高达50%-65%,因而极具节能潜力,设计与制造新一代“节能型”注塑机,就成为迫切需要关注和解决的问题。
注塑机的工艺过程一般分为锁模、射胶、熔胶、保压、冷却、开模等几个阶段,各个阶段需要不同的压力和流量。
对于油泵马达而言,注塑过程是处于变化的负载状态,在定量泵的液压系统中,油泵马达以恒定的转速提供恒定的流量,多余的液压油通过溢流阀回流,此过程称为高压节流。
据统计由高压节流造成的能量损失高达36%-68%。
随着世界各国在环保,如能耗、噪音、泄漏等控制方面日益严格的要求,节能已完成为注塑机电液系统的研究重点,针对阀控电液系统有较大能量损失的不足,德、日等国发展了应用变量泵和电液比例阀结合的负载感应型的注塑机电液控制系统。
注塑机节能分析一、前言随着塑料制品的广泛应用及其产量的迅速增长,塑料机械已经成为建材、包装、电子电气、汽车、石化和机械等行业的重要生产设备。
其中注塑机由于对各种塑料的加工具有良好的适应性,能对外形复杂、尺寸精确或有金属嵌件质地密致的塑料制品一次成型,且其生产能力较高,易于实现自动化,因此成为塑料机械中增长最快,生产数量最多的机种之一。
据统计,目前注塑机的生产总数占整个塑料成型设备的20%~30%。
在塑料工业中,注塑机是一种通用型机械。
近年来国内外一些厂家推出了变量泵注塑机、全电动注塑机等节能型产品,但是由于设备价格昂贵、维护成本高且使用要求高等种种原因,在国内市场上销量不大。
我国塑料加工企业使用的注塑机90%以上还是定量泵注塑机。
所以,采用新技术对定量泵注塑机进行节能改造更具有实际意义。
二、注塑机工作原理注塑过程一般分为以下步骤:锁模→注射保压→熔胶加料→冷却定型→开模顶针。
每一动作的完成都有时间、压力、速度、位置等几个参数的精妙配合,也就是说在某一位置的位移都有相应的压力和速度,且在不同的位置和时间内其压力和速度都是可变的。
同时每一动作完成后发出终止信号传送给程序控制器,程序控制器收到信号后才发出执行下一动作的指令。
具体工作循环如下:1.锁合模:模扳快速接近定模扳(包括慢-快-慢速),且确认无异物存在下,系统转为高压,将模板锁合(保持油缸内压力)。
2.射台前移到位:射台前进到指定位置(喷嘴与模具紧贴)。
3.注塑:可设定螺杆以多段速度,压力和行程,将料筒前端的溶料注入模腔。
4.冷却和保压:按设定多种压力和时间段,保持料筒的压力,同时模腔冷却成型。
5.冷却和预塑:模腔内制品继续冷却,同时液力马达驱动螺杆旋转将塑料粒子前推,螺杆在设定的背压控制下后退,当螺杆后退到预定位置,螺杆停止旋转,注射油缸按设定松退,预料结束。
6.射台后退:预塑结束后,射台后退到指定位置。
7.开模:模扳后退到原位(包括慢-快-慢速)8.顶出:顶针顶出制品。
宇进注塑机伺服节能改造方案宇进注塑机节能改造方案1.注塑机的优点宇进注塑机械有限公司是一家从事注塑机的研发、生产、销售、服务一体的韩国独资公司。
高精密是我们产品的主要特点。
公司技术力量雄厚,拥有众多资深的设计、研发工程师,朝着注塑机的环保节能化、智能化、集成化发展,在已有的产品上不断开发新、高端产品,针对不同的客户需求,提供最适合的产品方案。
我公司始终以“质量就是我们的生命”为宗旨,以优质量、优服务树立公司品牌,以一流的精神,世界技术的使命感,全力以赴于全球市场经营,通过先进的技术、优良的质量、快速的售后服务获得广大客户的认同,并与客户一起走向世界2.注塑机的缺点1.冷却时,电机仍在转动,无功功率未能消除,节能效果不理想。
2.由于是开环系统,生产稳定性难以保证。
3.采用鼠笼式感应异步电机,转动惯量大,系统响应慢。
4.噪声较大,工作环境得不到改善。
5.机器油温较高,机器稳定运行受影响,机器使用寿命缩短,需冷却设备要求高3.改造的目的节约资源、降低成本、提升品质、改善工况!注塑行业正面临着一个飞速发展的机遇,然而在注塑产品的成本的构成中,电费占了相当的比例,依据注塑机设备工艺的需求,传统的注塑机油泵马达耗电占整个设备耗电量比例高达80%-90%。
随着能源问题日益受到重视,节约能源变得越来越重要,设计与制造新一代“节能型”注塑机,就成为迫切需要关注和解决的问题。
4.改造后的效果更节能、更稳定、更高效、更耐用、更环保、更省钱、噪声低。
5.改造后是否有不良影响对注塑机没有任何影响,给注塑带来以下好处:公司已完成上万台传统注塑机的改造,根据注塑机的吨位差异不同,节能效果没有低于35%,个别注塑机节能特例达到不可思议的效果,节能91.7%,改造后的注塑机节能率普遍可以达到50%-80%。
1、节能采用莱普乐公司伺服系统的注塑机,系统压力、流量双闭环,液压系统按照实际需要的流量和压力来供油,克服了普通定量泵系统高压溢流产生的高能耗,在储料、合模、射胶等高流量工作阶段电机按照设定的转速工作,在保压、冷却等低流量工作阶段降低了电机转速,油泵电机实际能耗降低了50%--80%;2、响应迅速,生产效率高伺服系统响应速度快,压力上升时间和流量上升时间快至30ms,提高了液压系统的响应速度,减少了动作转换时间,加快了整机的运行节拍;注塑机液压系统自动运行时,当有阀门打开时,系统压力会瞬间下降,伺服系统可以在30ms以内迅速补充油量,恢复压力至设定值;3、压力稳定精密伺服系统自动调节能力强,压力闭环控制模式使系统压力非常稳定,压力波动量低于±0.5bar,提高了塑料产品的成型质量;伺服系统还可以按照电脑设定的任意压力、流量曲线运行,为开发各种塑料产品的成型工艺创造了条件.4、重复精度高、省料伺服系统采用闭环转速控制,射出运行位置重复精度高,生产出的产品精度高,一致性好;克服了普通异步电机定量泵系统由于电网电压、频率等变化会带来转速变化,进而引起流量变化,使注塑产品成品率降低的缺点;5、油温温升低注塑机工作由开机至进入稳定状态油温上升8℃-10℃,室温35℃下无需冷却水,冷却器的用量也大为减少,延长了整机特别是液压油、液压易损件(如油封)的寿命,减少漏油。
基于伺服系统的传统注塑机节能改造董泽;孙杰【摘要】Traditional hydraulic injection molding machine has many deficiencies in the aspects of energy consumption and forming accuracy, while the servo-driven hydraulic injection molding machine has many advantages,such as low energy consumption,high efficiency,fast response,so a retrofitting project by using the servo control to replace the open-loop control has been put forward. In order to transform power unit of the traditional injection molding machine hydraulic system, operating performance of servo injection molding machine was studied. The actual test and application results show that the injection molding machine after transformation not only can improve product quality, but also can play an important role in development of energy saving technology and improving control precision of the injection molding machine.%由于在能耗、成型精度等方面,传统液压型注塑机表现不足,而伺服驱动液压注塑机优点就是耗能低、效率高、响应快,所以提出采用伺服控制代替开环控制的改造方案。
辉源节能伺服改造方案目录一、概述 (2)二、节能改造设计方案 (3)1.油泵马达改造方案 (3)2.油泵马达改造前后对比 (4)3.油泵马达改造的优点及预期效果 (7)三、注塑机伺服节能改造的必要性 (8)四、项目报价清单 (8)五、辉源厂伺服系统节能改造投资分析 (9)六、成功案例 (10)一、概述注塑机是塑胶行业的主要生产设备,电能浪费严重。
由于电价昂贵,电费在企生产成本中占有相当大的比重,已经成为严重响企业生产效益的重要因素。
随着市场竞争的日益加剧,各企业都在采取各种节能降耗措施、努力降低生产成本,以便提高市场竞争,能根据用户的注塑机的电机功率、电机转速、油泵排量和系统压力定制产品,满足所有规格设备。
安装过程和普通塑机一样,方便简易,受到广大塑胶行业企业的欢迎,既响应了国家的节能减排、节能降耗号召,也带了可观的经济效益。
产品美观耐用,省电环保,根据注塑制品的不同,节电率达40%-80%,全部收回投资时间在6-12个月,是企业进行注塑机伺服节能改造、注塑节电改造的最佳最理想的产品。
注塑机节能改造目的:节约能源、降低成本、提升品质、改善工况!在注塑产品的成本的构成中,电费占了相当的比例,依据注塑机设备工艺的需求,传统的注塑机油泵马达,电阻加热线圈是注塑机的主要耗电部件。
占整个设备耗电量比例高达95%以上。
随着能源问题日益受到重视,节约能源变得越来越重要,设计与制造新一代“节能型”注塑机,就成为迫切需要关注和解决的问题。
注塑机的工艺过程一般分为合模、锁模、射胶、保压、熔胶、冷却、松模、开模、取出等几个阶段,各个阶段需要不同的压力和流量。
对于油泵马达而言,注塑过程的负载总是处于变化状态,在定量泵的液压系统中,油泵马达以恒定的转速提供恒定的流量,多余的液压油通过溢流阀回流,此过程称为高压节流,据统计由高压节流造成的能量损失高达36%-68%。
注塑行业成本比例图:注塑成本是指生产过程中的成本及全部损耗,包括:人工、水电费、模具、原料、色粉(配料)、维修费、设备损耗(折旧)、工具、包装材料及辅料等,以下是大多数厂家注塑成本费用比例图:这个图中可以看出注塑成本的电费支出占了绝大部分,所以对注塑机进行节能改造就非常有必要。
液压注塑机伺服泵控制节能技术研究作者:俞桥周江峰来源:《科技探索》2013年第07期摘要:介绍一种注塑机新型的液压泵伺服驱动及控制新技术,采用交流永磁同步伺服电机驱动液压油泵作为注塑机的驱动级控制系统,实现注塑机节能、动态响应快、压力控制稳定、低速性能优良等性能提升。
通过实际试验和应用,新的驱动控制技术对于实现注塑机的节能技术进步和控制精度提高具有重要作用。
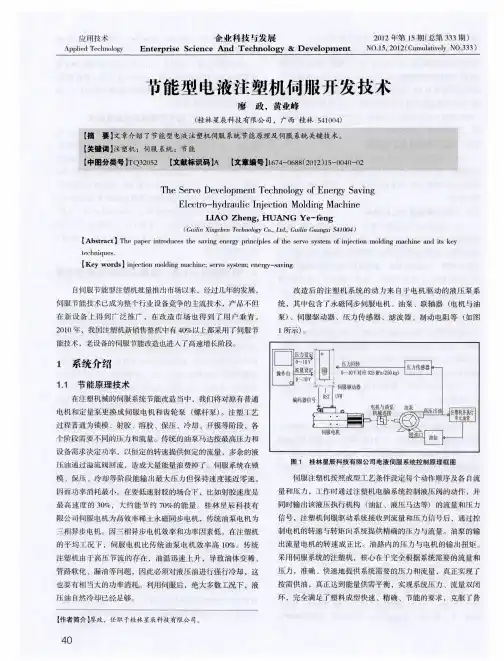
关键词:注塑机伺服泵节能技术一、注塑机的液压泵伺服的驱动和控制系统的构成注塑机液压泵伺服驱动系统原理图如图1 所示,注塑机液压泵伺服控制系统主要由交流永磁同步伺服电机、伺服驱动器、液压油泵、压力传感器、编码器或旋转变压器构成。
这种系统提供了注塑机驱动及控制系统的新概念,能够接近全电动注塑机的节能水平。
系统工作时,注塑机整机控制器将机器动作的速度和压力的设定值转换为模拟信号或数字信号输出至伺服驱动器,伺服驱动器按指令信号要求驱动伺服电机带动液压油泵工作,机器动作的速度和压力控制要求,与伺服电机的转速控制和转矩控制对应。
图1 注塑机液压伺服驱动系统原理图二、伺服泵注塑机功率消耗分析伺服泵注塑机液压系统是注塑机的重要组成部分。
注塑机液压系统工作质量,比如系统工作的稳定性、可靠性、重复精度、灵敏性、节能效果以及低噪音性能都将直接影响注塑制品的质量,尺寸精度、塑料成型周期、生产成本,将影响工作环境、安全操作和维修工作。
伺服泵注塑机液压系统具有高精度、高灵敏度、低噪音、省能化、比例、伺服控制和微处理器等特点。
伺服泵注塑机液压控制系统在每一个注塑周期中系统的压力和流量是按照工艺要求而变化的,即在液压系统系统压力执行每一个具体程序时,如执行元件的驱动力和速度都有具体要求,因此,液压系统压力和流量必须与之相适应。
伺服泵注塑机液压系统的能耗输出总功率是一定的,但由于执行每一个程序时所需要消耗的功率不同,注塑机在一个周期中的功率消耗情况如图 2所示。
由图 2所示合模和开模系统所需油压较低,且时间较短,一般为一个工作周期的 40%~60%,时间的长短与加工工件有关,间歇期更短,这也与加工工件的情况有关,有时可以间歇期而连续加工。
注塑机工作原理和电能消耗1、注塑机的工作循环1)锁合模:模扳快速接近定模扳(包括慢-快-慢速),且确认无异物存在下,系统转为高压,将模板锁合(保持油缸内压力)。
2)射台前移到位:射台前进到指定位置(喷嘴与模具紧贴)。
3)注塑:可设定螺杆以多段速度,压力和行程,将料筒前端的溶料注入模腔。
4)冷却和保压:按设定多种压力和时间段,保持料筒的压力,同时模腔冷却成型。
5)冷却和预塑:模腔内制品继续冷却,同时液力马达驱动螺杆旋转将塑料粒子前推,螺杆在设定的背压控制下后退,当螺杆后退到预定位置,螺杆停止旋转,注射油缸按设定松退,预料结束。
6)射台后退:预塑结束后,射台后退到指定位置。
7)开模:模扳后退到原位(包括慢-快-慢速)8)顶出:顶针顶出制品。
2、注塑机的电能消耗注塑机的电能消耗主要表现在以下几个部分:①液压系统油泵的电能消耗,②加热器的电能消耗③循环冷却水泵的电能消耗(在注塑车间内,一般多台注塑机共用一台冷却水泵),其中液压油泵电机的用电量占整个注塑机用电量的80%以上,所以降低其耗电量是注塑机节能的关键。
提高模具质量的基本途径模具质量并不是一个简单的话题,它包括以下几个方面:⑴制品质量:制品尺寸的稳定性、符合性,制品表面的光洁度、制品材料的利用率等等;⑵使用寿命:在确保制品质量的前提下,模具所能完成的工作循环次数或生产的制件数量;⑶模具的使用维护:是否属最方便使用、脱模容易、生产辅助时间尽可能的短;⑷维修成本、维修周期性等等。
提高模具质量的基本途径:⑴首先制件的设计要合理,尽可能选用最好的结构方案,制件的设计者要考虑到制件的技术要求及其结构必须符合模具制造的工艺性和可行性。
⑵模具的设计是提高模具质量的最重要的一步,需要考虑到很多因素,包括模具材料的选用,模具结构的可使用性及安全性,模具零件的可加工性及模具维修的方便性,这些在设计之初应尽量考虑得周全些。
① 模具材料的选用既要满足客户对产品质量的要求,还需考虑到材料的成本及其在设定周期内的强度,当然还要根据模具的类型、使用工作方式、加工速度、主要失效形式等因素来选材。
科技成果——动力伺服电机节能系统摘要:本文主要介绍了一种动力伺服电机节能系统的设计和应用。
该系统采用先进的电机控制技术,结合节能回收模块和优化控制算法,实现了对电力系统的高效利用和节能减排。
系统通过对电机运行状态的监测和智能控制,将电机运行时产生的余电回收再利用,降低了电能的消耗。
实验证明,该节能系统在实际应用中能够显著降低能源的消耗,提高系统的效率,具有良好的经济效益和社会效益。
关键词:动力伺服电机、节能、系统设计、电机控制、节能回收、优化控制算法、经济效益、社会效益1.引言随着工业化程度的提升和能源消耗的不断增加,节能已成为各个行业和领域关注的重点。
在工业生产中,动力伺服电机是最常见且重要的设备之一,它在各个工作环节中广泛应用。
然而,传统的动力伺服电机系统存在能源浪费和效率低下的问题,亟需一种新的节能系统进行改造和优化。
2.动力伺服电机节能系统的设计原理动力伺服电机节能系统是通过降低电机的能量消耗和提高系统的效率,实现节能减排的目的。
该系统分为三个主要模块:电机控制模块、节能回收模块和优化控制算法。
2.1电机控制模块电机控制模块是动力伺服电机节能系统的核心部分,它采用先进的电机控制技术实现对电机的精确控制和调节。
通过对电机运行状态的监测和数据采集,可以实现对电机的智能控制,减少电能的浪费。
电机控制模块还可以实时监测电机的温度、转速等参数,保证电机在正常运行范围内工作。
2.2节能回收模块节能回收模块是动力伺服电机节能系统中的另一个重要组成部分,它可以将电机运行时产生的余电回收再利用。
在传统的电机系统中,电机在制动或减速时会产生能量,而这部分能量通常被浪费掉。
而节能回收模块可以将这部分能量捕捉并储存起来,再次利用于电机的供电。
这样一来,不仅降低了电能的消耗,还能提高系统的效率。
2.3优化控制算法优化控制算法是动力伺服电机节能系统的关键技术之一,它通过对电机运行状态和负载情况的监测和分析,实现对电机的优化控制。
各种注塑机节能介绍在注塑产品成本的构成中,电费占了相当的比例,依据注塑机设备工艺的需求,传统的注塑机油泵马达耗电占整个设备耗电量比例高达80%-90%。
设计与制造新一代“节能型”注塑机,已成为迫切需要关注和解决的问题。
在注塑机节能问题上,目前主要存在两个解决方案:1.全电动式;2.电动-液压混合式。
一、其主要特点分别为:1、全电动式注塑机有一系列优点,特别是在环保和节能方面的优势。
目前较先进的全电动式注塑机节电可以达到70%,另外,由于使用伺服电机注射控制精度较高,转速也较稳定,还可以多级调节。
但全电动式注塑机在使用寿命上不如全液压式注塑机,市场上仍以日产设备为主。
2、电动-液压式注塑机是集液压和电驱动于一体的新型注塑机。
它融合了全液压式注塑机的高性能和全电动式的节能优点,这种电动-液压相结合的节能型注塑机已成为国内注塑机技术发展的一个主导方向。
二、注塑机的一般工艺过程注塑机的工艺过程一般分为:锁模、射胶、熔胶、保压、冷却、开模等几个阶段,各个阶段需要不同的压力和流量。
对于油泵马达而言,注塑过程的负载总是处于变化状态,在定量泵的液压系统中,油泵马达以恒定的转速提供恒定的流量,多余的液压油通过溢流阀回流,此过程称为高压节流。
据统计由高压节流造成的能量损失高达36%-68%。
故而,相关的节能技术有变频节能技术和变量泵节能技术,有各自的技术特点。
三、变频节能型注塑机传统的注射机没有对机器的驱动电机进行调整,即只要机器通电,电机就始终以额定转速运行。
由于电机与油泵同轴,油泵将以额定排量将油吸入液压系统中,当系统需要的流量小于油泵所提供的流量时,多余的油将被回流,这势必极大浪费。
变频节能型注射机克服了传统注射机的这一弊病。
当系统需要的流量发生变化时,电机的转速也跟着发生变化,从而使得油泵排出的油的流量发生变化,即做到“需要多少给多少”。
由于是异步电机直接加上变频器运行,没有速度闭环精确控制,主电机的加速与减速时间较长,会影响生产效率。
液压注塑机伺服泵控制节能技术研究赵乃萍周巨栋沈雪明浙江申达机器制造股份有限公司浙江310038摘要:介绍一种注塑机新型的液压泵伺服驱动及控制新技术,采用交流永磁同步伺服电机驱动液压油泵作为注塑机的驱动级控制系统,实现注塑机节能、动态响应快、压力控制稳定、低速性能优良等性能提升。
通过实际试验和应用,新的驱动控制技术对于实现注塑机的节能技术进步和控制精度提高具有重要作用。
关键词:注塑机伺服泵节能技术中图分类号:TE08文献标识码:A注塑机是将热塑性塑料或热固性料利用塑料成型模具制成各种形状的塑料制品的主要成型设备,市场存量和增量巨大,但是有名的“电老虎”,耗电量大,电能浪费严重。
传统定量泵注塑机通常在需要改变负载流量和压力时,用各种换向阀进行控制调节,但往往是输入功率变化不大,而有效的功率却很小,大量能量以压力差或热量的形式损耗在各种阀或由于各种截流引起的热量散发上,产生溢流,造成大量的能源浪费。
随着伺服节能型注塑机的性能和节能效果得到市场认可后,传统定量泵注塑机的伺服节能改造逐渐成为新的市场热点,借着国家节能减排战略的实施,在长三角和珠三角地区出现了以合同能源管理方式进行的注塑机伺服节能改造项目。
一、注塑机伺服节能设计技术探讨注塑机液压系统是一个压力和流量波动都较大的系统,注塑机的工艺过程一般分为合模、锁模、射胶、熔胶、保压、冷却、开模、顶出等几个阶段,在不同工作阶段压力和流量都不同,各种动作的切换产生的波动都比较大。
多数时间负载的实际耗油量均大大小于油泵的供油量,造成高压状态下的液压油多余部分经溢流阀流回油箱,特别在冷却阶段,液压系统零压力、零流量造成电机空转,而在保压阶段,则需要高压力低流量,这对传统液压系统,液压油不断经过油泵对溢流阀和管壁做功从而产生热量,既浪费大量能量,又对液压系统产生无可避免的危害。
因此在注塑机伺服节能设计改造中,我们把传统的异步电机+定量泵系统改成伺服电机+螺杆泵(或齿轮泵等),根据注塑机当前的工作状态,在不同工作阶段,如锁模、射胶、熔胶、开模、顶针等阶段以及压力和速度的设定要求,自动调节油泵的转速,调节油泵供油量,使油泵实际供油量与注塑机实际负载流量在任何工作阶段均能保持一致,使电机在整个变化的负荷范围内的能量消耗达到所需的最小程度,彻底消除了溢流现象,并确保电机平稳、精确地运行,使注塑机运行于最佳节能状态。
注塑机伺服电机改造案例:某公司注塑机伺服电机节能改造➢项目背景1.改造前用能系统状况某模塑公司主要生产彩电,彩电外壳生产主要设备为1600T 注塑机,单台每小时平均耗电量为103千瓦时。
2.改造前用能系统存在的问题经前期调研,发现其生产设备注塑机设备存在不节能现象,改造前电机系统功耗极大,具有降耗的潜力。
➢技术方案1.技术原理(1)叙述采用的节能技术的原理(提供技术原理图);(2)叙述采用节能技术及原因;(3)叙述电能替代技术的关键能效指标(设备效率、能效比或产品单耗);(4)叙述该技术使用条件和技术优势。
节能技术的原理:伺服电动机又称执行电动机,在自动控制系统中,用作执行元件,把所收到的电信号转换成电动机轴上的角位移或角速度输出。
分为直流和交流伺服电动机两大类,其主要特点是,当信号电压为零时无自转现象,转速随着转矩的增加而匀速下降,可以达到精确定位、加速减速优化、直接驱动等目的,可节约近40%能量。
技术原理图采用节能技术及原因:节能:与传统的定量泵系统相比,伺服油泵控制系统结合了伺服电机快速的无极调速特性和液压油泵自主调节特性,带来巨大的节能潜力。
高效:可以通过提高电机转速增加油泵的输出量,提高整机运行速度;响应时间最短可至20ms,提高液压系统的响应速度。
精密:快速响应速度保证了开、合模精度,射胶精度可达0.1mm;配合精度模具,可以达到0.3%的注塑精度。
静音:在PID算法模块控制下,可以实现静音运行。
适用条件和技术优势:广泛应用于玩具、电气、汽配、仪表等塑料制造行业。
伺服控制系统是根据注塑机在具体运行过程中所需控制的压力和速度参量来专门设计的。
采用压力,流量双闭环控制,液压系统按照实际需要的压力,流量来供油,克服了普通定量泵系统高压溢流产生的高能耗。
在预塑,合模,射胶等高流量工作阶段电机按照设定的转速工作,在保压,冷却等低流量工作阶段降低了电机的转速,从而降低了油泵电机的能耗。
2.技术方案(1)节能改造方案:本项目采用稀土永磁电机+齿轮(螺杆)泵+伺服电机驱动器+压力流量传感器对原普通异步电机+叶片泵进行改造。
多图详细说明全电动注塑机工作原理!值得一看~近年来以手机壳和记录数据的介质(光盘CD、数字影像光盘DVD、磁光盘MD以及微型光盘MDS)为代表的薄壁产品需求旺盛,市场的发展潜力巨大。
全电动注塑机节能、节材、环保、高效、精密、高速(注塑速度标准的为300mm/s,高速的达到700mm/s到750mm/s),适用于做各种塑胶薄壁产品及医药产品,生产市场前景广阔。
注塑行业正面临着一个飞速发展的机遇,然而在注塑产品的成本构成中,电费占了相当的比例,依据注塑机设备工艺的需求,注塑机油泵马达耗电占整个设备耗电量的比例高达50%—65%,因而极具节能潜力,设计与制造新一代“节能型”注塑机,就成为迫切需要关注和解决的问题。
全电动注塑机正好满足这种需要。
一、全电动注塑机电控原理1。
伺服电机伺服:一词源于希腊语“奴隶”的意思。
人们想把“伺服机构”当个得心应手的驯服工具,服从控制信号的要求而动作.在讯号来到之前,转子静止不动;讯号来到之后,转子立即转动;当讯号消失,转子能即时自行停转。
由于它的“伺服”性能,因此而得名。
伺服系统:是使物体的位置、方位、状态等输出被控量能够跟随输入目标(或给定值)的任意变化的自动控制系统。
伺服的主要任务是按控制命令的要求、对功率进行放大、变换与调控等处理,使驱动装置输出的力矩、速度和位置控制的非常灵活方便.此主题相关图片如下:伺服系统原理:伺服电机:伺服电动机又称执行电动机,在自动控制系统中,用作执行元件,把所收到的电信号转换成电动机轴上的角位移或角速度输出。
其主要特点是,当信号电压为零时无自转现象,转速随着转矩的增加而匀速下降.伺服电机的优点:大扭力、控制简单、装配灵活。
伺服电机的结构:一个伺服电机内部包括了一个直流电机;一组变速齿轮组;一个反馈可调电位器;及一块电子控制板。
其中,高速转动的电机提供了原始动力,带动变速(减速)齿轮组,使之产生高扭力的输出,齿轮组的变速比愈大,伺服电机的输出扭力也愈大,也就是说越能承受更大的重量,但转动的速度也愈低。
注塑机伺服系统节能原理
注塑机节能原理: 注塑机是注借助于螺杆(或柱塞)推力,将已塑化好的熔融状态(即粘流态)料以高压快速方式,注射入到闭合好的模腔内,经冷却固化定型后取得制品的设备。
在这个过程中,有锁模、射胶、保压、储料、冷却、开模等工序。
传统注塑机油泵马达按最高压力和流量确定功率,以固定转速确定恒定流量,多余的液压油通过溢流阀回流,浪费能量。
注塑机进行伺服改造后,采用压力、流量双闭环时电脑控制,在锁模、保压、冷却阶段能按需输出流量和压力,但电机低速或停转,功率消耗最小。
由于异步电机负载偏大,所做无用功较大,导功率消耗大反观伺服电机为永磁同步电机,效率和功率因素高,在注塑机平均况下,伺服电机比异步电机效率高10%,传统注塑机因高压节流,油温升大,导致油体变稀、管路软化、漏油,必须对液压油进行冷却。
而伺服系统采用齿轮泵,根据需求提供流量,不存在节流,液压油温升低。
2、伺服节能改造特点: 伺服系统采用闭环转速控制,射台运动位置重复精度高生产出的产品精度高,一致性好;克服了普通异步电机定量泵系统由于电网电压、频率等变化会带来转速变化,进而引起流量变化,使注塑产品成品率降低的缺点;同时由于注射与锁模精度的提高,制品重量偏移量降低,制品平均重量可降低,制品尺寸精度可提高;制品平均重量的降低,带来原材
料的节约;此外伺服系统还可以按照电脑设定的任意压力、流量曲线运行,为开发各种塑料产品的成型工艺造了条件;经实践证明,注塑机工作由开机至进入稳态,油温上升,机器液压油无需冷却,降低了水资源的消耗,节约了冷却水系统容量,延长了整机特别是液压油、液压易损件(如油封)的寿命。
综上所述,进行伺服节能改造后系统呈现如下特点:3、伺服节能改造效果1)节电率在30%-80%,相比传统注塑机节电率在50%左右2)提高生产效率5%-15%,产品加工时间缩短,提高产量。
3)增加产品数量合格率,减少原料损耗5%。
4)延长机器寿命10%-20%,减少设备维护费用。
5)提高管理效率,采用实时监测收集数据,可远程监控实现注塑机联网管理。