几种齿圈的热处理畸变控制方法
- 格式:pdf
- 大小:309.99 KB
- 文档页数:5

减小齿轮热处理变形的两种方法戚墅堰机车车辆厂 张秋英1 问题的提出多年来,戚墅堰机车车辆厂在280系列机车齿轮的生产中,一直被齿轮渗碳淬火变形大以致在后续的机加工中出现公法线超差等质量问题所困扰。
近来为此开展了一些质量攻关活动。
笔者主持了这项工作,分别从优化热处理工艺和设计工装夹具着手,所用方法有效地减小了齿轮的热处理变形,解决了生产过程中的一大难题。
2 优化工艺 控制变形我们知道,齿轮变形不仅影响到机加工后公法线尺寸超差,而且影响齿轮的传动精度,产生严重的噪音和异音。
因此,控制与稳定齿轮的变形显得十分重要。
从实际出发,我们努力寻求一种优良的热处理工艺,既能减小齿轮变形,稳定尺寸,又能满足设计要求,提高使用性能和降低成本,提高经济效益。
笔者在控制齿轮变形的攻关中,认真分析了渗碳、氮化、普通碳氮共渗等工艺的优缺点。
渗碳变形大,生产中无法找到齿轮的变形规律,公法线长度变化多端,即经过渗碳、正火、高温回火、淬火、回火等一系列的加热与冷却过程,时而胀,时而缩,变形显得复杂。
虽然渗碳层可以获得较高的齿面接触疲劳强度和脆性疲劳强度,但表面层压应力小,往往要增加喷丸强化处理。
可是在离表层0.1mm处,由于高的喷丸强度和渗碳层应力叠加,可能会导致应力过大,引起次表层的微裂纹,而且喷丸降低了齿面精度;氮化处理,虽然表面压应力大、耐磨性好、变形小,但渗层较浅,承载能力低,脆性疲劳强度不如渗碳高;普通碳氮共渗,渗层深局限于0. 5mm0.8mm,而且极易出现黑色组织等缺陷,使材料性能恶化;若用低温的碳氮共渗(软氮化),渗层较浅,仅适用于负荷小的零件。
笔者在经过多种工艺比较分析的基础上,开发了一种高温以渗碳为主,中温碳氮共渗的二段共渗后直接淬火的工艺,用此工艺对齿轮进行热处理(见图1),效果良好。
该工艺减小了齿轮变形,使公法线长度变化缩小43.7%,并使其公差基本稳定在+0.074mm~+0.136mm的范围内。
该工艺也缩短了周期,节约了成本。

干货丨几种齿圈的热处理畸变控制方法作者:金荣植单位:哈尔滨汇隆汽车箱桥有限公司来源:《金属加工(热加工)》杂志由于齿圈直径与齿圈宽度(或称高度)尺寸相差悬殊,在热处理过程中,经常出现内孔圆度、端面平面度及锥度畸变超差问题。
齿圈热处理畸变是其热处理过程中最常见的缺陷之一。
齿圈的加工工序复杂、畸变合格率低、加工余量大、废次品率高、成本高,而且产品精度低、噪音大,严重影响其使用寿命。
为此,通过冷加工与热加工配合、优化工艺、改进装夹(炉)方式、采用先进热处理工艺与装备等方法,以提高齿圈热处理畸变合格率、加工精度,降低产品加工成本,减少废次品。
改进与优化热处理工艺控制齿圈畸变1.采取预处理工艺方法减小大型渗碳齿圈畸变大型齿圈φ2180mm(外径)×φ1750mm(内径)×550mm (宽度),材料17CrNiMo6钢,热处理畸变要求严格。
但经过渗碳淬火后,通常齿顶涨大量4~5mm,有时达6~7mm。
对此,采用以下控制措施:(1)预处理工艺的制定采用调质工艺,即860℃加热淬火(比最终淬火温度高20~30℃),并经650℃高温回火。
将其内孔直径涨大量控制在8~10mm以内,较为理想。
以后按正常的工序,经过渗碳降温空冷,然后进行(820±10)℃均温后,淬入170℃的硝盐浴中冷却,再经210℃两次回火,其齿顶圆直径仅比渗碳淬火前涨大2mm左右,满足了预期的涨大量,并且齿圈的圆度、上下锥度等均满足要求。
(2)工艺要点严格控制调质时的淬火温度,如果温度太低,则不能很好地起到减少涨大畸变的作用;反之,温度太高,则渗碳淬火后的齿顶圆尺寸可能产生收缩,因此需要进行试验。
2.改进热处理工艺减小三轮车从动齿圈热处理畸变三轮车变速箱从动齿圈(见图1),材料20CrMnTi钢,热处理技术要求:碳氮共渗的深层0.6~1.0mm,齿面与心部硬度分别为58~64HRC和35~48HRC,螺纹孔与单链槽位置度公差为0.05mm。

2019年9月下王荣景,王建勇,王荣智(第一拖拉机股份有限公司中小轮拖装配厂,河南 洛阳 471003)摘 要:齿轮通常要经过渗碳、碳氮共渗或氮化工艺处理。
渗碳齿轮的热处理变形会对齿轮的精度、噪声以及使用寿命产生影响,即使经过渗碳热处理,再经过磨齿这一道工序出现变形,还是会对齿轮的精度等级产生影响。
渗碳热处理变形的影响因素比较多,只有对各方面的因素进行掌握,才能把变形几率降到最低。
文章针对齿轮热处理变形的影响因素进行了说明,并提出了相关的控制措施,供参考。
关键词:齿轮;热处理;变形;因素中图分类号:TG162 文献标志码:A 文章编号:1672-3872(2019)18-0066-01——————————————作者简介: 王荣景(1982—),男,河南禹州人,本科,工程师,研究方向:热处理工艺。
1 齿轮热处理变形的影响因素1.1 齿轮的原材料选择对齿轮原材料的成分、淬透性以及偏析情况进行了研究,研究表明:1)对材料的性能进行控制,在进行熔炼和铸锭时就必须确保材料具备均匀一致性。
轧前铸锭的对称凝固必须特别重视,这是热处理之后发生齿轮椭圆变形的主要原因。
2)合金成分以及材料的淬透性影响齿轮的热处理变化。
很多人认为钢的淬透性越高其收缩性也就越大,同时其可重复性也就越好,进而能避免因齿轮热处理之后内孔出现胀大的现象。
但是也有人认为材料本身的淬透性增加,会减小齿向的变化,淬后的不圆度也明显变大。
1.2 齿轮的设计和制造齿轮本身的几何形状以及进行热处理之前的内应力分布状态,都会对齿轮的热处理变形产生影响。
热处理之后的变形是与齿轮的几何设计是否合适之间有密切关系,最佳设计必须对热处理之后的变形进行充分考虑。
在齿轮加工中精切前的除应力处理是能有效减小热处理变形的关键手段,但是当前因为经济原因却往往达不到要求。
1.3 淬火处理产生的影响齿轮工件即使是经过热处理这一道工艺,还是可能会出现热处理变形的情况,但是淬火冷却这一环节却是对齿轮变形产生影响的重要因素。
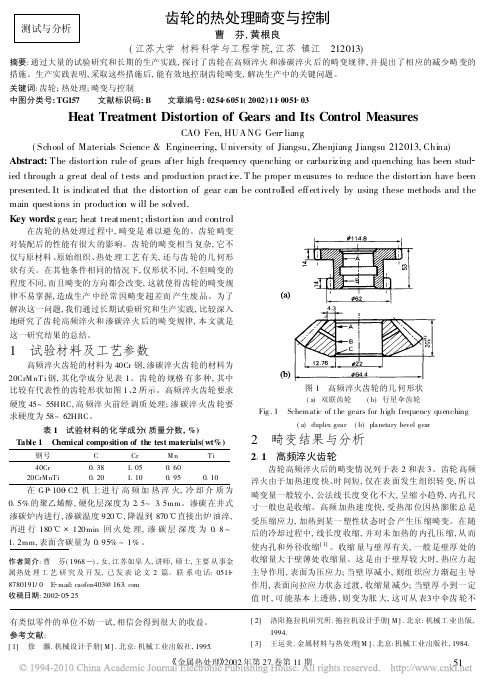
测试与分析齿轮的热处理畸变与控制曹 芬,黄根良(江苏大学材料科学与工程学院,江苏镇江 212013)摘要:通过大量的试验研究和长期的生产实践,探讨了齿轮在高频淬火和渗碳淬火后的畸变规律,并提出了相应的减少畸变的措施。
生产实践表明,采取这些措施后,能有效地控制齿轮畸变,解决生产中的关键问题。
关键词:齿轮;热处理;畸变与控制中图分类号:TG157 文献标识码:B 文章编号:0254 6051(2002)11 0051 03Heat Treatment Distortion of G ears and Its Control MeasuresCAO Fen,HUANG Gen liang(School of Materials Science &Engineering,University of Jiangsu,Zhenjiang Jiangsu 212013,China)Abstract:The distortion rule of gears after high frequency quenching or carburizing and quenching has been stud ied through a great deal of tests and production practice.T he proper m easures to reduce the distortion have been presented.It is indicated that the distortion of gear can be controlled effectively by using these methods and the main questions in production w ill be solved.Key words:g ear;heat treatment;distortion and control作者简介:曹 芬(1968 ),女,江苏如皋人,讲师,硕士,主要从事金属热处理工艺研究及开发,已发表论文2篇。

控制齿轮淬火畸变的两个值得注意的问题齿轮淬火是造成畸变的主要环节。
掌握淬火畸变的基本方法是尽可能地使齿轮各部位冷却匀称。
除此之外,还有一些值得留意的问题:一、钢材本身的淬透性对畸变的影响。
钢材淬透性越高,即参加组织转变的体积也越大。
当工件完全淬透整体均呈马氏体时,淬火前后的体积差达到最大,含碳量1%的钢材体积变化约为1%; 假如只淬透一半,即体积的一半淬火成马氏体,则淬火前后的体积差将比前者小一倍,因此,淬透性愈小,淬火畸变也就愈小。
反之齿轮的淬火畸变就越大。
在很多渗碳齿轮中,为了解决畸变问题经常采纳降低心部硬度的方法,然而,从齿轮强度来考虑,心部硬度又不能太低,由于许多齿轮疲惫失效的一个重要的缘由就是心部硬度偏低,所以,这成为齿轮生产中的一大冲突。
为了解决齿轮强度与热处理畸变对齿轮心部硬度要求的冲突,必需合理限制钢材的淬透性。
试验表明,只要钢材淬透性(或心部硬度) 相近,其畸变也相近,这就为掌握畸变供应了有利的条件。
对于齿轮淬火畸变而言,钢材的淬透性凹凸当然重要,但更重要的是钢材淬透性带宽,即淬透性的波动程度。
正是由于钢材的淬透性对齿轮淬火畸变有重要的意义,各国都将淬透性纳入钢材标准。
近年来,淬透性带宽度进一步变窄,如德国的《渗碳淬火钢交货技术条件》中就新规定了窄淬透性钢,其带宽由一般淬透性钢的8 HRC 减小到5 HRC。
我国于2023年发布的新标准也比原标准缩小了淬透性带的宽度。
二、压力强制淬火。
国内众多齿轮生产者在观念上主见自由淬火,以求简化工艺,便利操作,降低成本,压力强制淬火工艺及设备的进展也因此受到很大的影响。
圆满的是,象锥齿轮这类具有结构特别性的齿轮采纳自由淬火难于掌握畸变,几十年来,锥齿轮的畸变始终困扰着我国的齿轮行业。
实际上,在热处理生产中对于像细小麻花钻头及瘦长杆件等工件的弯曲畸变,大家都认可采纳压力校直,以此实现了稳定的批量生产;而对于齿轮制造中的薄壁大圆盘锥齿轮以及汽车同步器齿套之类的零件,采纳压床淬火同样可以将生产过程及热处理工艺中存在的各种潜在畸变因素在强压下消退或减小其影响作用,从总体上比自由淬火付出的代价要低得多。

控制大型渗碳淬火齿轮热处理变形的一种方法近年来,大型渗碳淬火齿轮在工程设备上的应用日趋广泛,它具有较高的强度、刚性和耐磨性,在不同的加工环节中应用于各种行业机械产品中。
大型渗碳淬火齿轮热处理过程一般使用热拉伸或高温回火处理,以改善材料性能和耐磨性,为加工行业提供更多的技术支持。
然而,在大型渗碳淬火齿轮热处理过程中,变形的情况普遍存在,由于变形量的大小受多重因素的影响,把控变形量变得不容易。
为了把控大型渗碳淬火齿轮热处理变形,我们提出了一种控制变形的新方法和新技术,旨在解决变形量过大的问题。
首先,我们采用了一种新型的淬火温度控制系统,以确保淬火过程温度更加准确稳定。
其次,采用新型的冷却方式,将冷却速度加快,减少齿轮在冷却过程中产生的变形。
此外,我们还在热处理过程中添加了不锈钢支撑结构,以改善齿轮的支撑和稳定性,避免因变形而产生损坏。
最后,我们采用精密测量仪,以精确控制变形量,确保材料变形在一定范围内。
经过多次试验,我们发现,采用上述新方法和新技术可以有效控制大型渗碳淬火齿轮热处理过程中产生的变形量,满足工业生产需求。
根据试验结果,采用精密测量仪精准调节温度,提升冷却效率,添加支撑结构等操作的效果最好,几乎能够完全抑制变形,并能够达到良好的冷却效果,达到良好的工作性能。
综上所述,新方法和新技术在大型渗碳淬火齿轮热处理变形控制中效果明显,可以有效抑制变形量,实现更好的热处理效果。
本研究结果可以为变形控制问题带来新的解决方案,为工业生产提供更多技
术支持。
齿轮是一种常见的机械传动元件,广泛应用于各种机械设备中。
在齿轮加工的过程中,常常会遇到热处理变形的问题,这会影响齿轮的精度和使用寿命。
如何在齿轮加工过程中消除热处理变形成为了重要的技术课题。
一、热处理工艺1. 热处理工艺的种类热处理工艺包括退火、正火、淬火和回火等。
这些工艺对齿轮的硬度、强度和耐磨性都会有不同程度的影响。
2. 热处理变形的原因在热处理过程中,齿轮会受到热膨胀和热应力的影响,从而产生变形。
特别是在淬火过程中,由于齿轮的不均匀冷却会导致变形更为严重。
二、消除热处理变形的工艺1. 预留余量在设计齿轮的尺寸时,可以适当增加一些余量,以便在热处理后进行修磨,从而达到消除变形的效果。
2. 低温回火在淬火后,将齿轮进行低温回火处理,可以有效减少热处理变形的产生。
低温回火可以消除淬火后的残余应力,使齿轮保持较好的形状精度。
3. 调整热处理工艺参数通过调整热处理工艺的温度、时间和速度等参数,可以减小热处理变形的影响。
选择合适的热处理工艺参数对消除变形至关重要。
4. 多次热处理在齿轮加工中,可以采用多次热处理的方法,即在不同阶段对齿轮进行热处理,这样可以减少每次热处理产生的变形量,使齿轮在每次热处理后都能保持尽可能好的形状。
5. 后加工在热处理后进行修磨和整形,可以消除一部分热处理变形,提高齿轮的精度和表面质量。
三、工艺控制1. 设计优化在齿轮的设计阶段,可以通过优化结构和材料选用等,减少热处理变形的产生。
合理的设计能够在一定程度上消除热处理变形。
2. 热处理设备的改进在热处理设备上进行改进,比如采用先进的淬火方式、控制工艺参数等,可以减小热处理变形的产生。
3. 质量控制加强对齿轮加工过程中的质量控制,确保每一道工序都符合要求,这也是避免热处理变形的重要手段。
消除热处理变形的工艺在齿轮加工中至关重要。
通过合理的热处理工艺和工艺控制,可以有效减少热处理变形的影响,提高齿轮的精度和使用寿命。
随着技术的发展,相信在未来会有更多的创新工艺出现,为消除热处理变形提供更多的解决方案。
齿圈热处理变形
齿圈热处理变形是一种常见的金属加工技术,它可以通过加热和冷却的方式来改变金属的物理和化学性质,从而实现对齿圈的变形和加工。
这种技术在机械制造、汽车制造、航空航天等领域都有广泛的应用。
齿圈热处理变形的基本原理是利用金属的热膨胀和收缩特性,通过加热和冷却的方式来改变金属的形状和尺寸。
在加热过程中,金属会因为温度的升高而膨胀,这时可以利用外力来对其进行变形。
而在冷却过程中,金属会因为温度的降低而收缩,这时可以利用外力来对其进行形状的调整。
齿圈热处理变形的具体步骤包括加热、变形和冷却三个阶段。
首先,需要将齿圈放入加热炉中进行加热,使其达到一定的温度。
然后,在加热的过程中,可以利用外力对齿圈进行变形,使其达到所需的形状和尺寸。
最后,将齿圈从加热炉中取出,进行冷却处理,使其保持所需的形状和尺寸。
齿圈热处理变形的优点在于可以实现对金属材料的精确加工和形状调整,同时还可以提高金属材料的强度和硬度。
此外,这种技术还可以减少金属材料的变形和裂纹等缺陷,提高其使用寿命和可靠性。
齿圈热处理变形是一种非常重要的金属加工技术,它可以实现对金属材料的精确加工和形状调整,提高其强度和硬度,减少变形和裂
纹等缺陷,从而提高其使用寿命和可靠性。
在未来的发展中,这种技术将会得到更广泛的应用和推广。