VW 13750金属表面防护方式0806
- 格式:pdf
- 大小:324.18 KB
- 文档页数:17
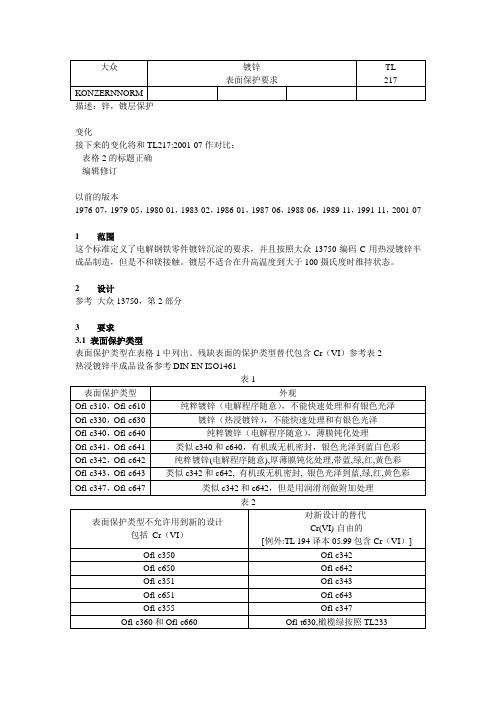
描述:锌,镀层保护变化接下来的变化将和TL217:2001-07作对比:- 表格2的标题正确- 编辑修订以前的版本1976-07,1979-05,1980-01,1983-02,1986-01,1987-06,1988-06,1989-11,1991-11,2001-071 范围这个标准定义了电解钢铁零件镀锌沉淀的要求,并且按照大众13750编码C用热浸镀锌半成品制造,但是不和镁接触。
镀层不适合在升高温度到大于100摄氏度时维持状态。
2 设计参考大众13750,第2部分3 要求3.1 表面保护类型表面保护类型在表格1中列出。
残缺表面的保护类型替代包含Cr(VI)参考表2热浸镀锌半成品设备参考DIN EN ISO14613.2 普通要求第一次补给和变化,参考大众01155 避免危险的物质,参考大众91101 10个成品需要完成测试除非按图纸制作的零件的确定部分把表面镀层排除在外,零件的全部表面必须遵守要求的表面保护类型并且显示描述的性质。
在调节和快速固定元件的情况下,列出的测试规格只能应用到主要的和/或者扳手载荷的表面,在螺钉只应用到面朝表面和/或者扳手载荷的表面情况下。
螺纹部件和类似模型部件,象螺栓,测试要求只应用到表面。
后一保护级的测试要求往下应用到确定的步骤在结合的元件例如胫和螺纹上减弱镀层区域。
此外,在DIN EN ISO 4042中的规格,关系到在螺纹图案轮廓电解镀层的最大可能厚度,应该被考虑到。
热浸镀锌制作的部件和附加涂油的半完成品,测试要求只应用到镀锌厚度和按照DIN 50018-KFW 2.0S 的二氧化硫测试中的抗性。
零件的一部分因为制造方法而损伤,比如说:弯曲半径,下一次保护级的要求应用到。
保护的镀层必须显示没有气孔、裂纹、损伤或者其他削弱侵蚀保护和/或者指定外观的瑕疵。
此外,镀层应该展示坚固支持基本材料而且不能在微小的变形后剥落。
设计和生产过程控制不应该削弱成品的功能特征。
2008年6月金属表面防护防护方式,缩写符号VW137 50 标准中心共17页第1页翻译李宏日期2008.06.20校对金喆民日期2008.06.23抄写日期种类-序号:50200,02642关键词:腐蚀,防锈,表面防护,金属,防护方式,缩写,腐蚀防护金属表面防护防护形式,缩写早期版本VW 13750:1953-06,1954-07,1956-10,1958-04,1959-03,1959-06,1963-03,1963-05,1966-06,1966-10,1967-05,1967-11,1969-10,1970-11,1971-12,1972-02,1974-08,1975-06,1976-07,1980-09,1983-10,1986-10,1989-12,1991-11,1994-10,1999-04,2005-02修订相对于2008-01版本的VW 13750,作了如下修改:— 修改表2中防护等级b140的错误内容页码1适用范围 (3)2标记 (3)2.1 缩写的组成 (3)2.2 标记举例 (3)3要求 (3)3.1 基本要求 (3)3.2 图纸中的说明 (4)3.3 可焊接性 (5)3.4 连接干扰介质 (5)3.5 摩擦特性 (5)3.6 锌涂层 (5)3.7 螺栓、螺母、螺纹件和模制件 (6)3.8 商业上通用的防护方式 (6)3.9 无表面防护的零件 (6)3.9.1 带米制ISO-螺纹的连接元件 (6)3.9.2 其它零件 (6)3.10 表面防护方式和缩写的排序 (7)4相关文献 (14)A.1 对照“不再用于新的设计”/“用于新的设计” (16)A.2 无缩写符号的表面防护形式 (18)A.3 按VDA-实验页235-104和VW137 50的表面防护形式 (19)1适用范围本标准适用于图纸以及技术资料中标记的汽车零件和发动机仓内零件的一般表面防护形式的标记。
对于特殊的表面防护形式(Ofl )-适用于自己的无表面防护标记按Ofl-缩写(见附录A.2.)的技术供货条件.2 标记2.1 缩写的组成表面防护(Ofl-)的标记按表2,由四部分的缩写组成。
© 大众汽车股份公司结构、外观和后处理 耐抗性级别 方法类型 表面防护符号第2页VW 137 50:1999年4月版1 适用范围该标准适用于在图纸和技术资料上标记汽车零件和部件的一般表面防护方法。
对于特殊的表面(Ofl )防护方法,则专门的无表面缩写标记的技术供货条件适用(见附录A.2)。
汽车零件和部件由各自主管的开发部门在与大众公司中心实验室(K-GQ-32)和/或奥迪公司检验实验室(I/GQ-322)协调下,按零部件的腐蚀应力进行分类,并相应配属耐抗性级别和特征数(按表1)。
2 标记2.1 缩写符号的结构在代表表面防护(Ofl-)的符号后跟随的是来自表2的四位缩写(见图1)。
图12.1.1 标记示例对于按TL 244电解锌合金涂层,透明铬酸钝化,润滑剂处理,重级防护的表面防护。
Ofl-r645第3页VW 137 50:1999年4月版2.2 在图纸上的说明如果对于整个零件总体上或对于一个总成中的多个零件要求确定的表面防护,则要在文字区“Oberflächenschutz”(表面防护)下标注缩写,如Ofl-t650(也见VW 010 58)。
如果允许选用多种防护方法,则要说明所有允许表面处理的缩写,如Ofl-r670或x630,黑色。
如果一个工件仅包含部分防护,则应在文字区“表面防护”下标注“见图纸”,零件上的相关位置通过粗点划线标记(图2),并且用引出线给出缩写符号。
图2 图3如果在构件只有小表面无表面防护,则应在未防护位置作标记(图2)。
在这种情况下,在“表面防护”下注明“见图纸”。
如果在一个零件上规定有不同的表面处理,则在“表面防护”下注明“见图纸”。
零件上相关位置必须明显地分界开。
如果一个总成中的零件单独地进行涂覆(一种多种不同的表面处理),则在总成图纸上在“表面防护”下注明“见图纸”。
然后,根据零件单独地在各自图纸上列举表面处理方法。
3 基本规定有害物质避免按VW 911 01。
Klass-编号5020 0;02642 2005年2月英文翻译被认为是准确无误的,但发生差异,以德文版本为准。
(左边竖行翻译)使用前请检查当前问题使用的标准。
(右边竖行翻译)目录1.范围 (3)2.描述 (3)2.1代码结构 (3)2.2描述举例 (3)3.要求 (3)3.1一般要求 (3)3.2图纸说明 (4)3.3可焊性 (4)3.4影响润湿能力的制剂 (5)3.5摩擦性能 (5)3.6 锌涂层 (5)3.7螺钉、螺栓、螺母、螺纹部件和成型件 (5)3.8 商用表面保护类型 (5)3.9 无表面保护的部件 (6)3.9.1连接元件 (6)3.9.2 其他部件(如片材) (6)3.10表面保护类型和代码的分配 (6)4.参考标准2 (12)A.1 “不用于新设计”和“用于新设计”的比较 (13)更改与大众标准VW 137 50,1999-04相比,已作如下更改:-规定表面保护类型“磷酸盐化,钝化”(代码b101)。
-规定表面保护类型“磷酸盐化,银灰色(供内部应用)”(代码b111)。
-规定表面保护类型“磷酸盐化,黄釉,供内部应用(水基油漆)”(代码b112)。
-表面保护类型“磷酸锰化”(代码b130),限于可能的应用领域(不再允许用于连接元件的新设计,替代为b140)。
-增加无铬化处理的表面保护类型“电解镀锌”(代码c341,c641,c342,c642,c343,c643,c347,c647,c696和c697)。
-含铬表面保护类型“电解镀锌”(代码c350,c650,c351,c651,c355,c360,c660,c683,c385,c685),限于可能的应用领域(不再允许用于新设计,替代类型见表A.1)。
保密,版权所有。
未得到大众集团标准部门的同意,不得传播或复制本文件的任何一部分。
合同方仅能通过B2B供应商平台获得该标准。
-删除表面保护类型“光亮镀铬,含微细裂纹“(代码f320)(由Ofl-f350代替)。

Klass-编号5020 0;02642 2005年2月英文翻译被认为是准确无误的,但发生差异,以德文版本为准。
(左边竖行翻译)使用前请检查当前问题使用的标准。
(右边竖行翻译)目录1.范围 (3)2.描述 (3)2.1代码结构 (3)2.2描述举例 (3)3.要求 (3)3.1一般要求 (3)3.2图纸说明 (4)3.3可焊性 (4)3.4影响润湿能力的制剂 (5)3.5摩擦性能 (5)3.6 锌涂层 (5)3.7螺钉、螺栓、螺母、螺纹部件和成型件 (5)3.8 商用表面保护类型 (5)3.9 无表面保护的部件 (6)3.9.1连接元件 (6)3.9.2 其他部件(如片材) (6)3.10表面保护类型和代码的分配 (6)4.参考标准2 (12)A.1 “不用于新设计”和“用于新设计”的比较 (13)更改与大众标准VW 137 50,1999-04相比,已作如下更改:-规定表面保护类型“磷酸盐化,钝化”(代码b101)。
-规定表面保护类型“磷酸盐化,银灰色(供内部应用)”(代码b111)。
-规定表面保护类型“磷酸盐化,黄釉,供内部应用(水基油漆)”(代码b112)。
-表面保护类型“磷酸锰化”(代码b130),限于可能的应用领域(不再允许用于连接元件的新设计,替代为b140)。
-增加无铬化处理的表面保护类型“电解镀锌”(代码c341,c641,c342,c642,c343,c643,c347,c647,c696和c697)。
-含铬表面保护类型“电解镀锌”(代码c350,c650,c351,c651,c355,c360,c660,c683,c385,c685),限于可能的应用领域(不再允许用于新设计,替代类型见表A.1)。
保密,版权所有。
未得到大众集团标准部门的同意,不得传播或复制本文件的任何一部分。
合同方仅能通过B2B供应商平台获得该标准。
-删除表面保护类型“光亮镀铬,含微细裂纹“(代码f320)(由Ofl-f350代替)。
保密,保留所有权力。
未经大众汽车集团标准部门的许可,不得复制或转换本文件的任何一部分。
合同当事方仅能通过B2B供应商平台“”获取本标准。
第2页删除了“带微小裂缝的光亮镀铬处理”表面保护类型(代码f320),(代替以Ofl-f350)。
制定了“镀锡处理”表面保护类型的涂层厚度(代码g...)。
增补了电解沉积铝和铝/猛合金涂层的表面保护类型(代码q600, q605, q610, q615)。
含六价铬Cr(VI)的“镀锌/铁合金处理”表面保护类型(代码r600, r605, r610, r620 和r630),限于可行的应用(不再允许用于新设计,有关替代类型请参见表A.1)。
增补了不含六价铬Cr(VI)的“镀锌/铁合金处理”表面保护类型(代码r301和r302)。
“镀锌/镍合金处理”表面保护类型(代码r640, r650, r660, r665, r670, r675),限于可行的应用(不再允许用于新设计,有关替代类型请参见表A.1)。
增补了不含六价铬Cr(VI)的“镀锌/镍合金处理”表面保护类型(代码r642, r643, r649, r672, r673和r677)。
增补了不含六价铬Cr(VI)的“复合镀层处理”表面保护类型(代码s611, s617, s621和s627)。
含六价铬Cr(VI)的“复合镀层处理”表面保护类型(代码s610, s615, s620和s625),限于可行的应用(不再允许用于新设计,有关替代类型请参见表A.1)。
“锌片涂层”表面保护类型(代码t300, t310, t320, t345, t600, t620和t645),限于可行的应用(不再允许用于新设计,有关替代类型请参见表A.1)。
增补了不含六价铬Cr(VI)的“锌片涂层”表面保护类型(代码t602, t611, t615和t647)。
重新增补了“表面镀黑抛光处理”表面保护类型(代码u110)。
含六价铬Cr(VI)的“渗铬处理”表面保护类型(代码v110),限于可行的应用(不再允许用于新设计,代替以Ofl-v111)。
2008年6月金属表面防护防护方式,缩写符号VW137 50 标准中心共17页第1页翻译李宏日期2008.06.20校对金喆民日期2008.06.23抄写日期种类-序号:50200,02642关键词:腐蚀,防锈,表面防护,金属,防护方式,缩写,腐蚀防护金属表面防护防护形式,缩写早期版本VW 13750:1953-06,1954-07,1956-10,1958-04,1959-03,1959-06,1963-03,1963-05,1966-06,1966-10,1967-05,1967-11,1969-10,1970-11,1971-12,1972-02,1974-08,1975-06,1976-07,1980-09,1983-10,1986-10,1989-12,1991-11,1994-10,1999-04,2005-02修订相对于2008-01版本的VW 13750,作了如下修改:— 修改表2中防护等级b140的错误内容页码1适用范围 (3)2标记 (3)2.1 缩写的组成 (3)2.2 标记举例 (3)3要求 (3)3.1 基本要求 (3)3.2 图纸中的说明 (4)3.3 可焊接性 (5)3.4 连接干扰介质 (5)3.5 摩擦特性 (5)3.6 锌涂层 (5)3.7 螺栓、螺母、螺纹件和模制件 (6)3.8 商业上通用的防护方式 (6)3.9 无表面防护的零件 (6)3.9.1 带米制ISO-螺纹的连接元件 (6)3.9.2 其它零件 (6)3.10 表面防护方式和缩写的排序 (7)4相关文献 (14)A.1 对照“不再用于新的设计”/“用于新的设计” (16)A.2 无缩写符号的表面防护形式 (18)A.3 按VDA-实验页235-104和VW137 50的表面防护形式 (19)1适用范围本标准适用于图纸以及技术资料中标记的汽车零件和发动机仓内零件的一般表面防护形式的标记。
对于特殊的表面防护形式(Ofl )-适用于自己的无表面防护标记按Ofl-缩写(见附录A.2.)的技术供货条件.2 标记2.1 缩写的组成表面防护(Ofl-)的标记按表2,由四部分的缩写组成。
2.2 标记举例对于电镀锌合金涂层,重级防护,透明的无Cr (VI )钝化,涂层和润滑剂处理,按TL244VW 1375-Ofl-r6453 技术要求 3.1 基本要求汽车零部件和发动机仓零件由各自负责的开发部门与大众集团AG 实验室和/或者与奥迪AG 实验室协商确定,按照腐蚀载荷进行级别划分和用特征数来分配耐腐蚀等级。
对于机械连接元件要注意考虑按照VW 60361的限制。
对于表面处理前的螺纹的尺寸要适用于VW 11610,VW 11614,VW11624,VW11625和VW11627的要求。
表面处理后的螺纹的尺寸要适用于VW 11611和VW11615的要求避免有害物质按VW91101光亮金属-拧紧螺母必须用附加的或者统一的润滑剂进行基本处理。
为了达到规定的功能特性要求,带非金属附件的螺母可以进行润滑处理。
润滑剂不允许存在影响使用者健康的危险,也不允许在拧紧的过程中散发出难闻的气味,并且要求适合进行自动拧紧。
带可见的防护涂层和/或者带润滑物质的螺母允许在带顶盖的环境内存放6个月无损坏。
存放温度必须在-5℃到+40℃的条件下。
结构、外观和后续处理 耐腐蚀性等级 处理方式 表面防护标记为了达到VW01129的要求,含防锈物质或者耐高温物质的连接元件必须同时额外进行润滑剂处理。
表1- 汽车零部件级别划分3.2 图纸中的说明如果整个零件或总成ZSB 中的若干零件需要确定的表面防护,则在“表面防护”的下方标注缩写符号;例如,Ofl-t650(参见 VW01058)。
如果可以选择使用几种表面防护方式,那么就要给出所有允许的处理方式的缩写。
例如,Ofl-r673/x630。
一个零件,如果只需局部表面防护,则在“表面防护”的下方标注处写上“见图纸”,把零件上相关位置用粗虚线(图1)表示出来,并将缩写符号用参见线箭头指向虚线。
在一个零件上,如果有一小部分面积无表面防护要求,则应在不需要表面防护的部位上用虚线表明(图2),并在“表面防护”的下方标注“参见图纸”。
图1 图2如果一个零件上规定了不同的表面处理方式,那么在“表面防护”下方标注“见图纸”。
这个零件上涉及到的位置会有明确的限定。
零件组腐蚀载荷耐腐蚀性等级 在装配状态下不外露的零部件,其腐蚀防护只针对于零部件的运输过程,对其正常功能的腐蚀防护没有要求。
低腐蚀载荷 轻度防护 指数 1 安装位置具有防护要求的汽车内外室零部件.不用于连接元件。
(例外情况见VW01110-1)中等腐蚀载荷中级防护 指数 3暴露在车外,直接受到大气腐蚀的零部件(例如,底盘、发动机、传动器)。
在装配状态下,(从车的下部)观察,可见的零部件。
凭其抗腐蚀力而维持其完好功能的零件。
由于降级使用在内外室的零件,例如,连接元件。
强腐蚀载荷 重级防护 指数 6无表面防护如果总成ZSB中的零件进行单独的涂层(一个或者几个不同的表面处理方式),则在总成结构图纸中的“表面防护”下面标注“见图纸”。
然后表面处理方式要在各自单独的图纸中描述。
3.3可焊接性经过表面防护处理的零件,有时需要相互焊机或与其他金属零件焊接,所以要检验它们的可焊接性。
在底盘结构中规定Ofl-c340为标准的表面防护形式。
(例如,焊接螺母)3.4连接干扰介质润滑剂和腐蚀防护油必须不含硅油和其他的有连接干扰特性的介质。
3.5摩擦特性表面防护对零件摩擦特性的影响,尤其是对米制ISO-螺纹件,要通过试验确定和通过使用特性来调整(见VDA 235-203)。
3.6锌涂层与锌合金涂层对于抗拉强度Rm>1000 MPa的高强度钢件和标准件、以及强度等级≥10.9的螺纹件,不允许使用电解/电镀离析的镀层方式。
按照防护符号字母主要使用锌薄片涂层。
对于有压力载荷的结构件的可能的例外情况,例如,按VW60277和VW60358的螺栓及螺母≤FK10(连接螺母只达到≤FK18)。
对于这些零件规定按DIN EN ISO 4042进行热处理。
只有在特殊情况下,处于满足功能的需要,电解析镀锌涂层和锌合金涂层才可以使用按DIN 50969的过程综合热处理(主要是锌合金涂层)。
这种涂层的添加剂对于抗拉强度达到1200 MPa的带米制ISO-螺纹的螺栓是受限制的(见VW 60250)。
为了改善耐腐蚀特性,电解镀锌和锌合金涂层的零件可以使用钝化作为后续处理。
含Cr(VI)的外观为黄色的铬酸盐钝化是不允许使用的。
无附加涂层(例如,喷漆或者涂漆)的电镀锌系统只允许使用在内部区域。
锌/镍-合金涂层对有限范围的外观是适合的。
对于电解引导连接只允许透明钝化。
3.7螺栓、螺母、螺纹件和模制件螺栓、螺母和类似的螺纹件、模制件,其无螺纹面的实验要求按照表2,对于螺纹面以及端面,使用比螺纹区低一级的防护等级。
通过防护层的涂层,要求外螺纹的h-位不能过高、内螺纹的h-位不能过低。
3.8商业上通用的防护方式商业上通用的防护方式是以等级划分为目的(例如,钢丝)。
但它并不是很适合用于耐腐蚀特性试验。
对于一个零件来说,其防护层只要标出一个标识方式的字母和规定的数字010就可以了。
这个符号还可以说明,如一个商业上通用的喷漆:Ofl-x010。
它同样可以按照涂层方式和结构的不同进行区分;例如,商业上通用的热镀锌:Ofl-g 020。
商业上通用的防护形式,例如Ofl-c010“商业通用镀锌”和Ofl-r010“商业通用电解锌合金涂层”,不允许含Cr(VI)-化合物。
对于所有的商业上通用的防护形式都适用于按VW91101的避免有害物质的排放标准。
3.9 无表面防护的零件3.9.1 带米制ISO-螺纹的连接元件带有标记“有光泽的”,表面防护“无”“-”或者无所有标记的零件,如DIN ISO 8992规定的,清度涂油供货。
如特殊情况下不涂油供货的,要在图纸中说明。
推荐 下面的表面防护形式:Ofl-a100:适用“不涂油”Ofl-a101:适用“有光泽的”,“无”,“-”或者无所有标记的按DIN ISO 8992的“轻度涂油”3.9.2 其它零件对于表面防护标记“无”或者“有光泽的”无表面防护的零件适用于QPA001的涂油。
如特殊情况不涂油供货的零件,则要在图纸中标注“不涂油”。
连接元件允许使用推荐的表面防护方式。
3.10 表面防护形式和缩写的排序所提供的说明在表2中,斜体的黑体字所表示的缩写主要用于连接元件;用方框标记的缩写是对无螺纹结构件的标准表面防护方式。
括号中的表面防护方式是含Cr(VI)的,在新设计中不再使用。
在表A.1.中列出了,在新设计中不再允许使用的表面防护方式,以及其替代的表面防 护方式。
在表A.3中列出了,按VW13750和按VDA 235-104相对应的表面防护方式 在VW13750副刊1中列举了所有在早期VW13750版本中包含的不再适用的表面防护方式。
表2-表面防护的缩写防护方式耐久性等级的缩写符号 标识字母 镀层方法结构和系统;要求 后续处理和 外观1 轻级 3 中级6 重级a无处理无不涂油a100- -见脚注1 轻度涂油 a101 - - 不涂油 b1002)- - 钝化b101 - - 涂油,涂油脂,涂蜡 b1103) - - 银灰色(用于内部) b111 - - 见脚注4锰磷化和涂油(b130)5).6) - - 涂油 b140- - b 磷化薄层锌磷化;TL240不涂油b1492)--脚注见第13页表2(续页)防护方式耐久性等级的缩写符号标识字母镀层方法 结构和系统;要求 后续处理和 外观1 轻级 3中级 6 重级 热镀锌TL217无后续处理 - c330 c630 无后续处理7)- c310 c610 钝化8)-c3402)c6402)钝化和封闭层8)- c341 c641 厚层钝化8)- c342 c642 厚层钝化和封闭涂层8)- c343 c643 厚层钝化和润滑剂处理8)- c3479)c6479)黄色铬酸盐处理 - (c350)5) (c650)5)黄色铬酸盐处理和封闭涂层 - (c351)5)(c651)5)黄色铬酸盐处理和润滑剂处理 - (c355)5),9) - 方法任意,但对高强度零件,受3.6条的限制; TL217橄榄色的铬酸盐处理11)- (c360)5) (c660)5)橄榄色的铬酸盐处理11)- -(c683)5)酸性光亮镀锌; TL217橄榄色的铬酸盐处理11), 润滑剂处理12)- (c385)5),9)(c685)5),9)c 电解镀锌10)弱酸,浅黄色铬酸盐处理,封闭涂层12)--(c686)5)浅黄色铬酸盐处理,封闭涂层,润滑剂处理12)- - (c687)5),9)钝化和封闭涂层8),12)- - c696用于与M g 接触的零件;TL194钝化和封闭涂层,润滑剂处理8),12)- - c6979)半光亮镀镍 无后续处理 - e31013) e61014) e电解镀镍 光亮镀镍 无后续处理- e32013)e62014)高光泽度的,微裂纹- - f620 f电解镀铬光亮镀铬TL203 高光泽度的-f350f650脚注见第13页表2(续页)防护方式耐久性等级的缩写符号 标识字母镀层方法结构和系统;要求 后续处理和 外观1 轻级3 中级 6 重级 无后续处理16)g 100 g 300 g 600 电解 镀锡15)光亮锡无后续处理16)润滑剂处理 - - g 6059)g热 镀锡15)无后续处理 g 120 g 320g 620 k 电解镀铜无后续处理k11017)k3105),17)- 银色 无光泽 无后续处理 - - q600 q电解铝合金涂层 Al-镀层TL243 银色 无光泽 润滑剂处理 -- q6059) 合金形式和电解形式任意; TL153 黑色铬酸盐处理11)- -(r600)5)银色钝化8)- r301 - 含Fe 合金;TL153 黑色钝化,封闭涂层- r302 -合金形式和电解形式任意; TL153 黑色铬酸盐处理, 润滑剂处理--(r605)5),9)r电解锌合金 镀层10)含Fe 和Co 的低合金;TL153黑色铬酸盐处理11)- -(r610)5)含Fe 的低合金,无碱性无氰化物;TL153 黑色铬酸盐处理11)- -(r620)5)含Co 的低合金,碱性或者酸性;TL153黑色铬酸盐处理11)- - (r630)5)透明钝化,封闭层8)- - r6405)透明钝化8)-- r6422) 透明钝化,封闭层8)- - r64318)含Ni 的合金, 碱性;TL244透明钝化,封闭涂层,润滑剂处理8)--r645 9)脚注见第13页表2(续页)防护方式耐久性等级的缩写符号 标识字母镀层方法 结构和系统;要求后续处理和外观1 轻级 3 中级6 重级 透明钝化, 仅用于铸件8)- - r649 含Ni 的合金,弱酸性;TL244 黄色铬酸盐处理 - - (r650)5)黄色铬酸盐处理 - - (r660)5)黄色铬酸盐处理,润滑剂处理 - - (r665)5),9)含Ni 的合金,碱性的;TL244黑色铬酸盐处理 - - (r670)5)黑色钝化- - r6722)黑色钝化,封闭层- - r67318)黑色铬酸盐处理,润滑剂处理- - (r675)5),9)r电解锌 合金 涂层10)含Ni 的合金,碱性的;TL244黑色钝化,封闭涂层,润滑剂处理 -- r677 9)钝化按TL217加电泳漆(KTL),外观黑色- - s611s双层-涂层(锌-或者锌/镍 加电泳漆KTL)锌/镍;TL196钝化按TL244加电泳漆(KTL),外观黑色-- s621钝化按TL244加电泳漆(KTL),外观黑色,润滑剂处理- - s6279)TL245 - (t300)5)(t600)5)银灰色;零部件安装在暴露位置(发动机);TL245- - t601银灰色; 零部件安装在暴露位置(发动机,底盘),但不用于米制ISO-螺纹件;TL245- - t602银灰色;用于上漆前安装的毛坯件或者对涂层的附着力或压紧(微观密封)有特殊要求的结构件;TL245 - t3105)t6102)t 锌薄片涂层银灰色;用于无高温要求的结构件(例如弹性元件),不适用于带米制ISO-螺纹的螺纹件;TL245- - t611 脚注见第13页表2(续页)防护方式 耐久性等级的缩写符号标识字母 镀层方法 结构和系统;要求后续处理和外观1轻级3中级6重级 银灰色;带非金属夹紧零件的螺母的标准表面防护形式;TL245- - t61519) TL245 - (t320)5)(t620)5)带含润滑剂的装饰层;主要为黑色20);TL233- t330 t630 TL245- (t345)5),21)(t645)5),19)银灰色;用于带米制ISO-螺纹的螺纹件的标准表面防护形式;TL245- - t647t 锌薄片涂层带含润滑剂的装饰层;主要为黑色20);TL233- t350 t650 发蓝处理 DIN50938涂油 u110 - -银灰色钝化;TL184- - u610 u Zn-ThD-涂层 银灰色钝化;润滑剂处理;TL184- - u6159)铬酸盐处理 (v110)5),22)- -v钝化 v11123)- -透明,无光泽 - - w610 透明,光亮的- - w620 透明,珠光效果的;TL182 - - w625 涂色,无光泽 - - w630 涂色,光亮的 - - w640 透明,无光泽 - - w6605)用于装饰; TL212涂色,光亮的- - w6705) 透明阳极氧化处理;TL212 w180 - w680 强阳极氧化;TL212 - - w690 w阳极氧化处理强阳极氧化和浸渍;TL212--w695脚注见第13页表2(续页)防护方式耐久性等级的缩写符号 标识字母镀层方法结构和系统;要求后续处理和外观1 轻级 3 中级 6 重级 前处理不做规定24),单层-湿漆或者电泳漆KTL;TL260 x100 x300 x600 多层结构;TL218-- x610 锌磷化和喷漆 钢琴漆结构;TL218 - - x611 多层结构;TL218-- x612 电镀锌和喷漆钢琴漆结构;TL218 -- x613 Zn-,Fe-,或者Mn-磷化,单层-湿漆或者电泳漆KTL 24);TL260 x130 x330 - 锌磷化,单层-湿漆或者电泳漆KTL24);TL260- - x63025)锌磷化,双层喷漆24);TL260- - x631 锌磷化;电镀锌(整件镀锌)和喷漆24),26);TL227- - x632 锌磷化(特殊情况下钝化);热镀锌(半成品)和喷漆24),26);TL227- - x633 喷漆 锌磷化,厚层-电泳漆KTL 或者电泳漆KTL+浸漆;TL260 - - x634 漆膜的形成24);TL256-- x650 x粉末喷涂漆膜的形成和底漆喷涂26);TL256--x651基底镀层,例如,弹簧片;TL214- - y600 y 带有色锌粉末的喷漆耐热的有色锌粉末;TL214 - - y650 z电镀锡/锌-涂层 钝化 -z30027)-脚注见第13页表2(续页)防护方式耐久性等级的缩写符号 标识字母镀层方法结构和系统;要求后续处理和外观1 轻级3 中级6 重级1) 按DIN EN ISO 6270-2 CH 气候试验4个循环后,无基体金属腐蚀。