巧妙学会三通管的制作方法
- 格式:pptx
- 大小:75.63 KB
- 文档页数:13

三通管放样加工制作三通管是用于管道分支、分流处的管件,按主管与分支管的同异分为同径三通和异径三通,按分支管轴线与主管轴线的夹角(α)分为正交三通(α=90°)和斜交三通(α<90°)。
图1-1为三通管的投影图。
图1-1 三通管的立体图和投影图1.同径正交三通管的展开及制作1.1 同径正交三通管的展开同径正交三通管展开图的步骤、方法如下。
①以O为圆心,以D/2为半径作半圆并6等分,得等分点4′、3′、2′、1′、2′、3′、4′。
②沿半圆直径4′4′方向,作一线段AB,AB=πD,并将其12等分,得等分点1、2、3、4、3、2、1、2、3、4、3、2、1。
③在直线AB上过各等分点作垂线,同时由半圆上各等分点1′、2′、3′、4′向右引水平线与各垂直线相交,将所得的交点连成圆滑的曲线,即得三通支管展开图(又称雄头样板)。
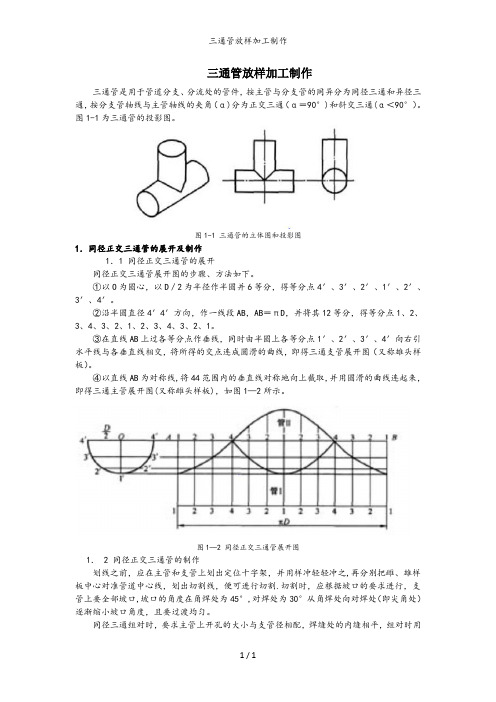
④以直线AB为对称线,将44范围内的垂直线对称地向上截取,并用圆滑的曲线连起来,即得三通主管展开图(又称雌头样板),如图1—2所示。
图1—2 同径正交三通管展开图1. 2 同径正交三通管的制作划线之前,应在主管和支管上划出定位十字架,并用样冲轻轻冲之,再分别把雌、雄样板中心对准管道中心线,划出切割线,便可进行切割.切割时,应根据坡口的要求进行,支管上要全部坡口,坡口的角度在角焊处为45°,对焊处为30°从角焊处向对焊处(即尖角处)逐渐缩小坡口角度,且要过渡均匀。
同径三通组对时,要求主管上开孔的大小与支管径相配,焊缝处的内缝相平,组对时用宽座角尺校正支管与主管间的角度为90°,然后点焊固定,最后进行焊接。
2.异径正交三通管的展开及制作异径正交三通管也称异径正三通,简称异径三通,图1—3为异径三通的立体图和投影图。
2.1 异径正交三通管的展开异径正交三通管的展开步骤、方法如下(见图1—4)。
图1—3 异径正交三通管的立体图与投影图图1—4 异径正交三通管的展开①根据主管(管Ⅱ)及支管(管Ⅰ)的外径在一根垂直轴线上画出大小不同的两圆(将主管画成半圆,因支管与主管连接仅在上半圆)。

三通风管制作工艺随着现代建筑的不断发展,空调系统的普及和应用已经成为了建筑中不可或缺的一部分。
而作为空调系统中的重要组成部分之一,通风管道的制作工艺也日趋精细和专业化。
在这篇文章中,我们将详细介绍三通风管制作工艺的相关知识和技术。
一、三通风管的定义和分类三通风管是指在通风管道系统中,由三个不同方向的管道连接而成的一种管件。
三通风管一般分为两种类型:等径三通和异径三通。
等径三通是指三条管道的口径相同,而异径三通则是指三条管道的口径不同。
二、三通风管的制作材料通风管道的制作材料一般分为金属材料和非金属材料两类。
金属材料包括铁、铝、不锈钢等,而非金属材料则包括塑料、玻璃钢等。
在三通风管的制作中,常用的金属材料是不锈钢和铝,而常用的非金属材料则是塑料。
三、三通风管的制作工艺三通风管的制作工艺主要分为以下几个步骤:1、材料准备:根据设计要求选择合适的材料,并根据图纸要求进行切割、弯曲等加工处理。
2、三通管壳制作:将切割好的金属板或塑料板弯曲成三通管壳的形状,并进行焊接或粘接处理。
3、三通管口制作:根据设计要求,将三通管壳的三个口进行切割和加工处理,以便后续的连接和安装。
4、三通管连接:将三个通风管道连接到三通管口上,并进行焊接或粘接处理,以确保连接牢固、密封。
5、三通管表面处理:对三通管的表面进行打磨、喷漆等处理,以提高其美观度和耐腐蚀性能。
四、三通风管的应用三通风管一般用于通风管道系统中,用于连接不同方向的管道,以实现空气的流通和换气功能。
三通风管的应用范围非常广泛,包括商业建筑、住宅、医院、学校等各类建筑。
在工业领域中,三通风管也被广泛应用于风机、烟囱、锅炉等设备中。
五、三通风管的优点与其他类型的管件相比,三通风管具有以下几个优点:1、连接方便:三通风管可以连接不同方向的管道,简化了通风管道系统的设计和安装工作。
2、通风效果好:三通风管可以实现空气的流通和换气功能,提高了通风效果。
3、耐腐蚀性好:三通风管的制作材料具有良好的耐腐蚀性能,能够适应不同的工作环境。

圆管三通的制作方法圆管三通是一种常见的管件,由于其结构特点,被广泛应用于各种工业领域,如石化、化工、电力、航空等。
本文将介绍圆管三通的制作方法,希望对读者有所帮助。
一、材料准备制作圆管三通的材料主要有三种:碳钢、不锈钢和合金钢。
选择材料应根据使用环境和要求来确定。
除了管材外,还需要准备三通模具、切割机、焊接设备、砂轮机等。
二、制作流程1. 切割管材首先,将管材按照要求的长度进行切割。
切割机应保持刀片锋利,以免切割不平整,影响后续工作。
2. 制作三通凸缘将三通模具放入压力机中,然后将管材放入模具中,进行压制。
压制时要注意管材的位置,使其与模具对齐。
压制后,将管材取出,就可以得到三通凸缘。
3. 制作三通弯曲部分将制作好的三通凸缘放入弯曲机中,进行弯曲。
弯曲时要注意管材的位置和角度,使其符合要求。
弯曲后,将管材取出,就可以得到三通弯曲部分。
4. 制作三通分支管将制作好的三通凸缘放入切割机中,进行切割。
切割时要注意位置和长度,使其符合要求。
切割后,将管材取出,就可以得到三通分支管。
5. 焊接将三个部分进行拼接,并进行焊接。
焊接时要注意温度和焊接时间,使其焊接牢固、平整。
6. 磨光将焊接处进行磨光,使其表面平整、光滑。
7. 检验对制作好的圆管三通进行检验,检查其尺寸、表面质量和焊接质量等,以确保其符合要求。
三、注意事项1. 制作圆管三通时要注意安全,避免发生意外事故。
2. 制作过程中要注意管材的位置和角度,以保证制作出的圆管三通符合要求。
3. 制作好的圆管三通要进行检验,以确保其质量符合要求。
4. 制作好的圆管三通要储存妥善,避免受到损坏。
四、结论本文介绍了圆管三通的制作方法,包括材料准备、制作流程、注意事项等。
制作圆管三通需要严格遵守制作流程和注意事项,以确保制作出的圆管三通质量符合要求。

三通管制作方法
嘿,朋友们!今天咱来聊聊三通管的制作方法。
这三通管啊,就像是管道世界里的小枢纽,作用可大着呢!
咱先准备好材料,就像厨师要准备好食材一样。
得有合适的管子,这管子的质量可得过关,不然到时候漏了可就麻烦啦!还有工具,像锯子啦、焊接设备啦等等。
然后就开始动手啦!想象一下,我们就像小工匠,要打造出一个完美的三通管。
先把管子按照需要的长度锯好,这可不能马虎,尺寸得拿捏得死死的。
锯的时候可得小心别锯歪了呀,不然那可就成歪脖子三通管啦,哈哈!
接着呢,就是关键的焊接部分啦。
这焊接就像是给三通管做个牢固的连接手术,得精细着点儿。
把各个部分对齐,然后小心翼翼地焊接起来,可别手抖哦,一抖说不定就焊歪啦。
就好像搭积木,得稳稳地放上去才能牢固呀。
焊接完了,可别以为就大功告成啦。
咱还得检查检查,看看有没有漏的地方,有没有焊接不牢固的地方。
这就像是给咱的作品做个全面体检,有问题就得赶紧解决。
在制作三通管的过程中,可别着急,得一步一步来。
就跟走路似的,走稳了才能走得远。
要是着急忙慌的,说不定就弄出个残次品。
你们说,这三通管虽然看着简单,但是制作起来是不是也挺有讲究的呀?咱得认真对待,才能做出高质量的三通管。
它能在很多地方发挥大作用呢,比如在一些管道系统里,它就是那个关键的连接点。
所以啊,朋友们,动手试试吧!别怕麻烦,别怕失败。
就像学骑自行车一样,一开始可能会摔倒,但多练几次不就会啦?等你做出一个完美的三通管,那种成就感,可别提多棒啦!加油吧,让我们都成为三通管制作小能手!
原创不易,请尊重原创,谢谢!。

三通管放样加工制作固定,最后进行焊接。
2.异径正交三通管的展开及制作异径正交三通管也称异径正三通,简称异径三通,图1—3为异径三通的立体图和投影图。
2.1 异径正交三通管的展开异径正交三通管的展开步骤、方法如下(见图1—4)。
图1—3 异径正交三通管的立体图与投影图图1—4 异径正交三通管的展开①根据主管(管Ⅱ)及支管(管Ⅰ)的外径在一根垂直轴线上画出大小不同的两圆(将主管画成半圆,因支管与主管连接仅在上半圆)。
②将支管半圆6等分,得交点4、3、2、1、2、3、4,再从各等分点作支管轴线的平行线,与主管圆弧交于4′、3′、2′、1′、2′、3′、4′各点。
③沿直管直径44线的水平方向作一水平线段AB,AB=πD(D为支管管径),并将其12等分,得各分点1、2、3、4、3、2、1、2、3、4、3、2、1各点。
④由直线AB上的各等分点作垂直引下线,然后由主管圆弧上各交点向右引水平线,对应相交于各点,用圆滑的曲线把各相交点连接起来,即得支管展开图(又称雄头样板)。
⑤再延长支管圆中心线的垂线,将此垂线的某一点定为1°,在此直线上以1°为中心,上下对称量取主管圆弧上的弧长,得交点1°、2°、3°、4°,通过这些点作支管圆中心垂线的垂直线。
⑥过支管与主管圆弧的各相交点4′、3′、2′、1′、2′、3′、4′作支管圆中心垂线的平行线,对应相交于各点,用圆滑的曲线将各相交点连接起来,即得三通主管展开图(又称雌头样板)。
2.2 异径正交三通管的制作划线之前,应先在主管和支管上划出定位十字线,并用样冲轻轻冲之,分别把雄、雌样板中心对准管道中心线划出割线,然后即可进行切割,组对时应用宽座角尺校正支管与主管的角度为90°,支管管端应与主管内壁相平,支管不得伸入主管管腔内。
3.同径斜交三通管的展开及制作同径斜交三通管简称同径斜三通,图1—5为同径斜三通的立体图和投影图。
圆管三通的制作方法圆管三通是一种常见的管道连接件,其结构具有三个开口,分别连接三根管子。
圆管三通的制作方法比较简单,但是需要严格按照相关的工艺要求进行制作,保证其质量和安全性。
本文将详细介绍圆管三通的制作方法。
一、圆管三通的材料选择圆管三通的材料选择应根据具体的使用环境和要求进行选择。
常见的材料有碳钢、不锈钢、合金钢、铸铁等。
其中,碳钢的强度较高,适用于一些高压的场合;不锈钢具有耐腐蚀性能,适用于一些腐蚀性较强的介质;合金钢具有高温强度较高,适用于一些高温场合;铸铁的成本较低,适用于一些一般的场合。
二、圆管三通的制作工艺流程1、材料准备首先,需要准备好所需的材料,包括圆管、弯头、三通等。
材料的质量应符合国家标准和使用要求。
2、切割将所需长度的圆管、弯头等材料进行切割,切割时应注意切割面的平整度和垂直度,以免影响后续的加工。
3、加工三通将切割好的圆管和弯头进行组合,利用专用的三通成型机进行加工,将其成型为三通。
加工时应注意加工压力和速度的控制,以免影响成型质量。
4、焊接将加工好的三通和其他管子进行焊接,焊接时应注意焊接面的清洁和平整度,以免影响焊接质量。
焊接时应按照相应的工艺要求进行,如预热、焊接参数控制等。
5、表面处理焊接完成后,需要对焊接处进行表面处理,如打磨、喷漆等。
表面处理的目的是美观、防锈、防腐蚀等。
6、质量检验最后,需要对制作好的圆管三通进行质量检验,检查其尺寸、外观、焊接质量等。
检验合格后才能进行包装和运输。
三、圆管三通的应用场合圆管三通广泛应用于各种管道系统中,如化工、石油、天然气、船舶、建筑等领域。
其主要作用是连接三根管子,使管道系统达到分流、合流、转向等功能。
四、圆管三通的注意事项1、制作圆管三通时应注意材料选择和加工工艺,以保证其质量和安全性。
2、在使用圆管三通时应注意其使用环境和介质,选择合适的材料和型号。
3、圆管三通的安装应按照相应的安装要求进行,如焊接质量、密封性等。
4、圆管三通的维护保养应定期进行,如清洗、涂漆等。
圆管三通的制作方法圆管三通是一种常见的管道连接件,其结构为三个管道在一个平面内相交,常用于管道系统的分支和汇合。
本文将介绍圆管三通的制作方法。
第一步:准备工作制作圆管三通需要准备以下材料和工具:1. 管道材料:一般选用与管道系统相同的材料,例如不锈钢、碳钢、铜等。
2. 三通模具:选择合适的模具,根据需要制作出不同规格的圆管三通。
3. 切割机:用于将管道材料切割成所需长度。
4. 弯管机:用于将管道材料弯曲成所需角度和形状。
5. 焊接机:用于将三个管道焊接在一起。
第二步:切割管道材料将管道材料根据所需长度进行切割,注意切割时要保证管道两端的平整度和垂直度,以便后续的弯曲和焊接。
第三步:弯曲管道材料将切割好的管道材料放入弯管机中,根据需要弯曲成所需角度和形状。
在弯曲过程中,要注意管道的变形情况,避免出现管道变形或折断的情况。
第四步:制作三通将弯曲好的管道材料放入三通模具中,用焊接机将三个管道焊接在一起。
在焊接时,要注意管道的位置和角度,避免出现偏移和歪斜的情况。
同时,要注意焊接质量,确保焊接处的牢固性和密封性。
第五步:检查制作好的圆管三通需要进行检查,检查焊接处是否牢固、密封性是否良好,以及管道的位置和角度是否符合要求。
第六步:表面处理制作好的圆管三通需要进行表面处理,一般采用喷漆或镀锌等方式,以保护管道材料的表面免受腐蚀和氧化。
总结:制作圆管三通需要经过切割、弯曲、焊接、检查和表面处理等多个步骤。
在制作过程中,要注意管道材料的质量和规格、模具的选择和使用、焊接质量和表面处理等方面的问题,以确保制作出的圆管三通满足要求的使用要求。
三通管件的加工方法三通管件是一种重要的管道元件,广泛应用于管道系统中。
其加工方法包括以下几种:1.铸造法铸造法是利用铸造工艺将金属熔化后浇入模具中,待其冷却凝固后形成管件的方法。
根据铸造工艺的不同,可分为砂型铸造、金属型铸造、压力铸造等。
铸造法的优点是适用范围广、生产成本低、可制造复杂形状的管件等。
但需要注意的是,铸造过程中会产生气孔、缩松等缺陷,需要采取相应的质量控制措施。
2.锻造法锻造法是利用锻锤或压力机等设备对金属坯料进行打击、挤压,使其发生塑性变形,从而形成所需形状和尺寸的管件的方法。
锻造法可分为自由锻、模锻、胎模锻等。
锻造法的优点是可制造高强度、高耐压、高精度的管件,同时可以提高金属的力学性能和稳定性。
但需要注意的是,锻造法的生产成本较高,需要使用昂贵的锻造设备和熟练的操作人员。
3.切割法切割法是利用切割设备将金属材料切割成所需形状和尺寸的管件的方法。
切割法可分为火焰切割、等离子切割、激光切割等。
切割法的优点是操作简便、切割精度高、适用于各种金属材料的切割。
但需要注意的是,切割后的管件表面可能会存在氧化皮、毛刺等缺陷,需要进行清理和修整。
4.焊接法焊接法是利用焊接设备将两个或多个金属管件焊接在一起,形成所需形状和尺寸的管件的方法。
焊接法可分为电弧焊、氩弧焊、激光焊等。
焊接法的优点是操作简便、连接可靠、适用于各种金属材料的焊接。
但需要注意的是,焊接过程中会产生热应力、变形等缺陷,需要采取相应的质量控制措施。
5.机械加工法机械加工法是利用机床、刀具等机械设备对金属材料进行切削、车削、铣削、磨削等加工操作,从而形成所需形状和尺寸的管件的方法。
机械加工法可分为车削加工、铣削加工、钻孔加工等。
机械加工法的优点是加工精度高、生产效率高、适用于大批量生产。
但需要注意的是,机械加工法的生产成本较高,需要使用昂贵的机械设备和熟练的操作人员。
6.表面处理法表面处理法是通过对金属管件表面进行处理,以达到防腐蚀、抗氧化、美观等目的的方法。