8寸三通管子加工图
- 格式:doc
- 大小:47.50 KB
- 文档页数:1
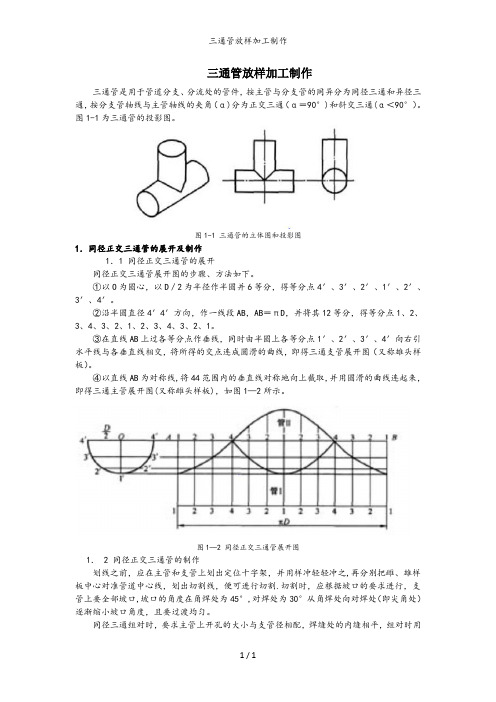
三通管放样加工制作三通管是用于管道分支、分流处的管件,按主管与分支管的同异分为同径三通和异径三通,按分支管轴线与主管轴线的夹角(α)分为正交三通(α=90°)和斜交三通(α<90°)。
图1-1为三通管的投影图。
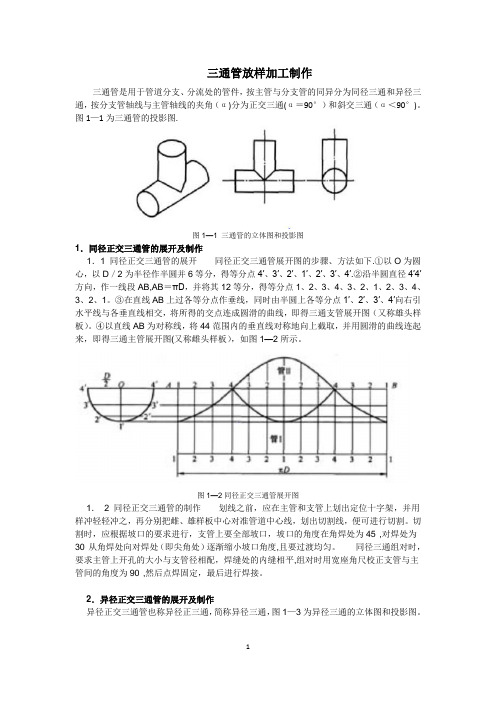
图1-1 三通管的立体图和投影图1.同径正交三通管的展开及制作1.1 同径正交三通管的展开同径正交三通管展开图的步骤、方法如下。
①以O为圆心,以D/2为半径作半圆并6等分,得等分点4′、3′、2′、1′、2′、3′、4′。
②沿半圆直径4′4′方向,作一线段AB,AB=πD,并将其12等分,得等分点1、2、3、4、3、2、1、2、3、4、3、2、1。
③在直线AB上过各等分点作垂线,同时由半圆上各等分点1′、2′、3′、4′向右引水平线与各垂直线相交,将所得的交点连成圆滑的曲线,即得三通支管展开图(又称雄头样板)。
④以直线AB为对称线,将44范围内的垂直线对称地向上截取,并用圆滑的曲线连起来,即得三通主管展开图(又称雌头样板),如图1—2所示。
图1—2 同径正交三通管展开图1. 2 同径正交三通管的制作划线之前,应在主管和支管上划出定位十字架,并用样冲轻轻冲之,再分别把雌、雄样板中心对准管道中心线,划出切割线,便可进行切割.切割时,应根据坡口的要求进行,支管上要全部坡口,坡口的角度在角焊处为45°,对焊处为30°从角焊处向对焊处(即尖角处)逐渐缩小坡口角度,且要过渡均匀。
同径三通组对时,要求主管上开孔的大小与支管径相配,焊缝处的内缝相平,组对时用宽座角尺校正支管与主管间的角度为90°,然后点焊固定,最后进行焊接。
2.异径正交三通管的展开及制作异径正交三通管也称异径正三通,简称异径三通,图1—3为异径三通的立体图和投影图。
2.1 异径正交三通管的展开异径正交三通管的展开步骤、方法如下(见图1—4)。
图1—3 异径正交三通管的立体图与投影图图1—4 异径正交三通管的展开①根据主管(管Ⅱ)及支管(管Ⅰ)的外径在一根垂直轴线上画出大小不同的两圆(将主管画成半圆,因支管与主管连接仅在上半圆)。


三通管放样加工制作固定,最后进行焊接。
2.异径正交三通管的展开及制作异径正交三通管也称异径正三通,简称异径三通,图1—3为异径三通的立体图和投影图。
2.1 异径正交三通管的展开异径正交三通管的展开步骤、方法如下(见图1—4)。
图1—3 异径正交三通管的立体图与投影图图1—4 异径正交三通管的展开①根据主管(管Ⅱ)及支管(管Ⅰ)的外径在一根垂直轴线上画出大小不同的两圆(将主管画成半圆,因支管与主管连接仅在上半圆)。
②将支管半圆6等分,得交点4、3、2、1、2、3、4,再从各等分点作支管轴线的平行线,与主管圆弧交于4′、3′、2′、1′、2′、3′、4′各点。
③沿直管直径44线的水平方向作一水平线段AB,AB=πD(D为支管管径),并将其12等分,得各分点1、2、3、4、3、2、1、2、3、4、3、2、1各点。
④由直线AB上的各等分点作垂直引下线,然后由主管圆弧上各交点向右引水平线,对应相交于各点,用圆滑的曲线把各相交点连接起来,即得支管展开图(又称雄头样板)。
⑤再延长支管圆中心线的垂线,将此垂线的某一点定为1°,在此直线上以1°为中心,上下对称量取主管圆弧上的弧长,得交点1°、2°、3°、4°,通过这些点作支管圆中心垂线的垂直线。
⑥过支管与主管圆弧的各相交点4′、3′、2′、1′、2′、3′、4′作支管圆中心垂线的平行线,对应相交于各点,用圆滑的曲线将各相交点连接起来,即得三通主管展开图(又称雌头样板)。
2.2 异径正交三通管的制作划线之前,应先在主管和支管上划出定位十字线,并用样冲轻轻冲之,分别把雄、雌样板中心对准管道中心线划出割线,然后即可进行切割,组对时应用宽座角尺校正支管与主管的角度为90°,支管管端应与主管内壁相平,支管不得伸入主管管腔内。
3.同径斜交三通管的展开及制作同径斜交三通管简称同径斜三通,图1—5为同径斜三通的立体图和投影图。

在管道安装工程中,经常遇到转弯、分支和变径所需的管配件,这些管配件中的相当一部分要在安装过程中根据实际情况现场制作,而制作这类管件必须先进行展开放样,因此,展开放样是管道工必须掌握的技能之一。
一、弯头的放样弯头又称马蹄弯,根据角度的不同,可以分为直角马蹄弯和任意角度马蹄弯两类,它们均可以采用投影法进行展开放样。
图3-1直角马蹄弯图3-2 任意角度马蹄弯1.任意角度马蹄弯的展开方法与步骤(己知尺寸a、b、D和角度)。
(1)按已知尺寸画出立面图,如图3-3所示。
(2)以D/2为半径画圆,然后将断面图中的半圆6等分,等分点的顺序设为1、2、3、4、5、6、7。
(3)由各等分点作侧管中心线的平行线,与投影接合线相交,得交点为1'、2'、3'、4'、5'、6'、7'。
(4)作一水平线段,长为πD,并将其12等分,得各等分点1、2、3、4、5、6、7、6、5、4、3、2、1。
(5)过各等分点,作水平线段的垂直引上线,使其与投影接合线上的各点1'、2'、3'、4'、5'、6'、7'引来的水平线相交。
(6)用圆滑的曲线将相交所得点连结起来,即得任意角度马蹄弯展开图。
图3-3 任意角度马蹄弯的展开放样图2、直角马蹄弯的展开放样(己知直径D)由于直角马蹄弯的侧管与立管垂直,因此,可以不画立面图和断面图,以D/2为半径画圆,然后将半圆6等分,其余与任意角度马蹄弯的展开放样方法相似。
图3-4 直角弯展开图二、虾壳弯的展开放样虾壳弯由若干个带斜截面的直管段组成,有两个端节及若干个中节组成,端节为中节的一半,根据中节数的多少,虾壳弯分为单节、两节、三节等;节数越多,弯头的外观越圆滑,对介质的阻力越小,但制作越困难。
1、90°单节虾壳弯展开方法、步骤:(1)作∠AOB=90°,以O为圆心,以半径R为弯曲半径,画出虾壳弯的中心线。
(2)将∠AOB平分成两个45°,即图中∠AOC、∠COB,再将∠AOC、∠COB各平分成两个°的角,即∠AOK、∠KOC、∠COD与∠DOE。
三通管放样加工制作三通管是用于管道分支、分流处的管件,按主管与分支管的同异分为同径三通和异径三通,按分支管轴线与主管轴线的夹角(α)分为正交三通(α=90°)和斜交三通(α<90°)。
图1—1为三通管的投影图.图1—1 三通管的立体图和投影图1.同径正交三通管的展开及制作1.1 同径正交三通管的展开同径正交三通管展开图的步骤、方法如下.①以O为圆心,以D/2为半径作半圆并6等分,得等分点4′、3′、2′、1′、2′、3′、4′.②沿半圆直径4′4′方向,作一线段AB,AB=πD,并将其12等分,得等分点1、2、3、4、3、2、1、2、3、4、3、2、1。
③在直线AB上过各等分点作垂线,同时由半圆上各等分点1′、2′、3′、4′向右引水平线与各垂直线相交,将所得的交点连成圆滑的曲线,即得三通支管展开图(又称雄头样板)。
④以直线AB为对称线,将44范围内的垂直线对称地向上截取,并用圆滑的曲线连起来,即得三通主管展开图(又称雌头样板),如图1—2所示。
图1—2同径正交三通管展开图1.2 同径正交三通管的制作划线之前,应在主管和支管上划出定位十字架,并用样冲轻轻冲之,再分别把雌、雄样板中心对准管道中心线,划出切割线,便可进行切割。
切割时,应根据坡口的要求进行,支管上要全部坡口,坡口的角度在角焊处为45°,对焊处为30°从角焊处向对焊处(即尖角处)逐渐缩小坡口角度,且要过渡均匀。
同径三通组对时,要求主管上开孔的大小与支管径相配,焊缝处的内缝相平,组对时用宽座角尺校正支管与主管间的角度为90°,然后点焊固定,最后进行焊接。
2.异径正交三通管的展开及制作异径正交三通管也称异径正三通,简称异径三通,图1—3为异径三通的立体图和投影图。
2.1 异径正交三通管的展开异径正交三通管的展开步骤、方法如下(见图1—4).图1—3异径正交三通管的立体图与投影图图1—4异径正交三通管的展开①根据主管(管Ⅱ)及支管(管Ⅰ)的外径在一根垂直轴线上画出大小不同的两圆(将主管画成半圆,因支管与主管连接仅在上半圆)。
第一章消失模铸造技术的现状消失模铸造技术是用泡沫塑料(EPS、STMMA等)制成与铸件结构、尺寸完全一样的模样,经处理后埋入砂箱内紧实,并浇入金属液使模样受热气化分解而被金属液取代的一次性成型铸造新工艺。
本章简要的综述了消失模铸造技术的现状,包括了消失模铸造发展概述、工艺流程及特点、工艺的优缺点和消失模铸造技术的适用性和经济性等,目的在于对消失模铸造技术有个较全面而又系统的了解,以便为消失模铸造设计提供便捷。
1.1 消失模铸造发展概述消失模铸造完美的将“磁型铸造”和“V法铸造”的优势集于一体,1956年美国人H.F.Shoyer开始了将聚苯乙烯泡沫塑料用于铸造的实验,并获得成果,人们对此便产生了极大的研究兴趣。
1958年H.F.Shoyer把自己的这项专利对外公布并称之为“无型腔铸造”。
金属雕像和艺术品铸件的制造最先都是应用这个工艺,多年实践研究之后,原联邦德国于1962年开始把此专利从美国引进过来,就这样开始了对消失模铸造法的逐步开发,并很快应用和推广到工业制造上。
1999年一项来自美国人威斯康星大学的调查表明,在1990年使用该工艺铸造铝合金的有6%左右。
在1997年快速的在灰铸铁和球铸铁铸造方面发展起来并在2009年达到15%的应用。
消失模技术进入我国工业化应用的时间为20世纪90年代,经过发展几十年之后,我国的消失模铸造工业规范得到了很大的完善,成为铸造工业的重要组成部分。
国家已重点把消失模铸造技术作为改造传统铸造业应用最广泛的高新技术。
然而即便如此,发达国家在消失模铸造生产方面的水平远远的走在我国的前面。
我国的消失模铸造技术目前应用比较广泛有以下几个方面。
(1)得以应用的合金铸件种类普通碳钢、灰铸铁、球墨铸铁、特种铸铁(高铬铸铁等)、铝合金、特种铸钢(高Mn钢、Ni-Cr耐热钢)、低C钢及不锈钢。
(2)应用成功的典型铸件①抗磨铸件——磨球、衬板、锤头;②曲轴——压缩机曲轴、汽车发动机曲轴;③箱体铸件——发动机箱体、变速箱壳体、差速器壳体、转向装置壳体、消防栓箱体、炮弹壳体等;④阀体铸件——铸钢阀体、球铁阀体、阀盖铸件;⑤缸盖体铸件——压缩机缸体、单缸机缸体、缸盖、汽车缸体;⑥管体铸件——各种规格的灰、球铁管件;⑦制动系统铸件——刹车鼓、刹车盘;⑧抗热铸件——料框、热处理用的底板等;⑨支架类铸件——建筑钢支板、车辆弹簧支架等;⑩机械工程铸件——机械零件、齿轮、齿条、叉车铸钢件、斗齿。
公称直径公称通径公称通径是管路系统中所有管路附件用数字表示的尺寸,公称通径是供参考用的一个方便的圆整数,与加工尺寸仅呈不严格的关系。
公称通径用字母“DN”后面紧跟一个数字标志。
公称通径(nominal diameter),又称平均外径(mean outside diameter)。
这是缘自金属管的管璧很薄,管外径与管内径相差无几,所以取管的外径与管的内径之平均值当作管径称呼。
DN是公称通径,公称通径(或叫公称直径),就是各种管子与管路附件的通用口径。
同一公称直径的管子与管路附件均能相互连接,具有互换性.它不是实际意义上的管道外径或内径,虽然其数值跟管道内径较为接近或相等;为了使管子、管件连接尺寸统一,采用公称直径(也称公称口径、公称通径)。
例如焊接钢管按厚度可分为薄壁钢管、普通钢管和加厚钢管。
其公称直径不是外径,也不是内径,而是近似普通钢管内径的一个名义尺寸。
每一公称直径,对应一个外径,其内径数值随厚度不同而不同。
公称直径可用公制mm表示,也可用英制in表示。
管路附件也用公称直径表示,意义同有缝管。
关于DN与De的区别:1、DN是指管道的公称直径,注意:这既不是外径也不是内径;应该与管道工程发展初期与英制单位有关;通常用来描述镀锌钢管,它与英制单位的对应关系如下:4分管:4/8英寸:DN15;6分管:6/8英寸:DN20;1寸管:1英寸:DN25;寸二管:1又1/4英寸:DN32;寸半管:1又1/2英寸:DN40;两寸管:2英寸:DN50;三寸管:3英寸:DN80(很多地方也标为DN75);四寸管:4英寸:DN100;De主要是指管道外径,一般采用De标注的,均需要标注成外径X壁厚的形式;主要用于描述:无缝钢管、PVC等塑料管道、和其他需要明确壁厚的管材。
拿镀锌焊接钢管为例,用DN、De两种标注方法如下:DN20 De25X2.5mmDN25De32X3mmDN32 De40X4mmDN40 De50X4mm等等。
工厂数字化重建三维模型技术规范南京恩吉尔工程发展研究中心2014目录1 目标 (3)2 范围 (3)3 规范性引用文件 (3)4 定义 (3)4.1 建模对象 (3)4.2 建模分类 (3)4.3 建模区域 (3)4.4 建模精度 (3)5 建模范围 (4)5.1 三维模型的建模范围 (4)5.2 建模的功能分类与应用 (5)6 建模精度要求 (6)6.1 精度等级 (6)6.2 专业建模描述 (7)6.3 功能性建模 (8)7 建模对象属性要求 (9)7.1 一般对象属性 (9)7.2 功能与属性的对照 (11)8 装备拆解建模与建筑建模 (11)8.1 装备建模 (11)8.2 建筑建模 (12)9 工厂信息采集及文档 (12)9.1 建模文档及信息收集 (12)9.2 三维扫描及场景照片 (13)9.3 现场测绘及草图 (13)9.4 工程变更信息收集 (13)10 建模审查与交付 (14)10.1 建模的中间审查 (14)10.2 建模的终审与数字化交付 (14)11 附件:资料收集一览表 (14)1目标工厂数模重建主要面向工厂的实际运营和维护需求的数字化,不同于三维工厂设计及建造建模,主要面向工厂建设和制造。
而现代的数字化设计建造产生的数字化交付成果,可以通过迁移转换重用,还需要通过数字化的重建,补充大量的后续工厂数模信息,满足工程运维的数字化需求和大工厂物联网的大数据建设需求。
本规范适用于企业已建工厂的数字化重建工作。
定义数字化三维模型重建工作中的建模类型、范围、编码规则、建模精度及模型属性等方面的要求和规则。
2范围三维的数字化建模主要包括工厂的主装置区、辅助装置区、公用工程区、厂前区;以工厂的专属的站场、码头、管网、办公楼及辅助设施等。
3规范性引用文件下列文件对于建模及信息收集应用是必不可少的。
ISO 15926(GB/T 18975)《工业自动化系统与集成及流程工厂(包括石油和天然气生产设施)生命周期数据集成》GB/T 28170《计算机图形和图像处理可扩展三维组件》HG/T 20519-2009《化工工艺施工图内容和深度统一规定》4定义4.1建模对象指流程工厂模型的基本单元,如设备、管子、管件、结构、建筑、门、窗等。
五、三通的展开1. 三通及其主要参数三通是管路引出一个分支管时的连接件。
如果在一个连接件上同时引出二个支管,那就是四通了。
这里我们只介绍三通,因为只要会做三通,用同样的方法再做一个支管不就成了四通!支管与主管口径相同时的三通叫等径三通,口径不同时则叫异径三通;支管中心线与主管中心线相交,交角为90°叫正三通,否则叫斜三通;如果中心线不相交,那就叫偏三通;还有,支管与主管截面形状都不同的三通叫异形三通。
列出这么些三通的目的不仅是提出一个分类名称,还想告诉大家:从展开和制造的角度看,加工时它们一个比一个难。
因为课时的限制,本次实训的重点只能放在难度不大的圆管三通制作上。
圆管三通的主要参数有:三通的角度;主管、支管的直径;支管对主管的偏心距;其他相关大小尺寸。
圆管三通的展开与圆管弯头一样采用平行线法展开。
对数理基础较好的学生来说,展开的难度不在于展开方法的掌握,而在于精确作图的操作功夫。
从这一个例题开始,我们应该把关注的重心转移到几何画图的技能训练上来,不但要知道怎么画,还要熟练、精确和迅速地画好展开图。
2. 等径斜三通的展开请看图2-3-3a。
1) 已知条件如图2-3-3a所示:主管外径 j88.5 支管外径 j88.5 中心线夹角 45°样板厚度 0.5 主、支管管端到开口的最段距离均为502) 展开要求⑴求作支管的外包样板和主管的开孔样板;⑵方法正确;(按照指定的平行线法展开)⑶作图精确。
(作图精度≤0.5,展开长度≤±1,展开曲线连接圆滑,线宽<0.5)3) 展开分析⑴本题两等径管相贯,中心线相交;正因为等径,故其相贯线不能偏向任何一方,因此在立面图中相贯线只能是中心线夹角的平分线;⑵从图中∠A0B 和∠A0D看支管,其实就是两个不同角度弯头里边的一半,因此支管的展开跟弯头的展开方法是一样的;⑶展开曲线应该是相位相差180°的两个半波正弦曲线相连而成。
图2-3-3b 斜三通支管展开图4) 求实长见图2-3-3b。