公差与配合的概念
- 格式:doc
- 大小:1.41 MB
- 文档页数:9




轴承公差与配合的基本概念及标注
轴承公差和配合是机械加工中常用的概念。
轴承公差是指轴承尺寸和形状的偏差范围,配合是指轴承与轴的连接方式。
以下是轴承公差和配合的基本概念及标注:
1. 轴承公差的基本概念
公差是指零件尺寸上下限之间的偏差,通常使用加减符号来表示,如H7/h6。
其中,H7是轴承座孔的上限尺寸,h6是轴的下限尺寸。
相应地,在轴承外径和轴承宽度方面也有类似的标记方法。
2. 配合的基本概念
轴承和轴之间的连接称为配合。
配合分为干涉配合和间隙配合两种。
干涉配合是指轴和轴承之间存在一定的力合,密封性好,但装配和拆卸比较困难。
间隙配合是指轴和轴承之间存在一定的间隙,装配和拆卸方便,但密封性较差。
3. 标注方法
轴承公差和配合在图纸上都采用符号和字母进行标注。
轴承公差采用字母H、K、N、P、S等来表示,配合则采用字母F、G、H、J、K、M等来表示。
标注时一般先标轴承公差,再标配合。
例如,轴承座与轴的连接标注为H7/f6,表示轴承
座的上限尺寸为H7,轴的下限尺寸为f6。
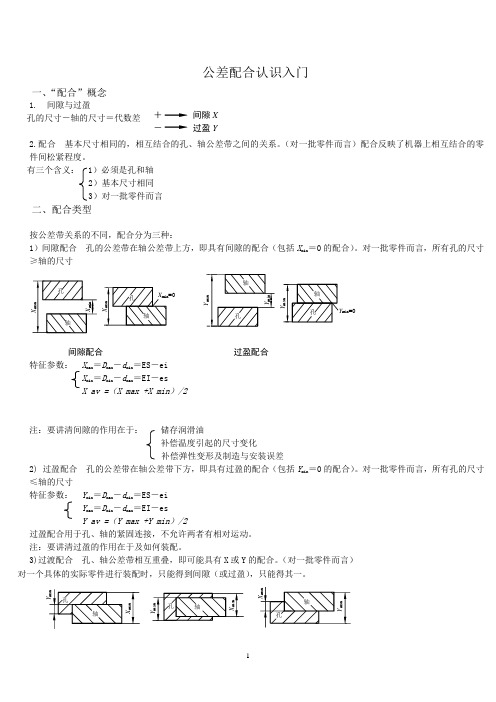
公差配合认识入门一、“配合”概念1. 间隙与过盈孔的尺寸-轴的尺寸=代数差2.配合 基本尺寸相同的,相互结合的孔、轴公差带之间的关系。
(对一批零件而言)配合反映了机器上相互结合的零件间松紧程度。
有三个含义: 1)必须是孔和轴2)基本尺寸相同3)对一批零件而言二、配合类型按公差带关系的不同,配合分为三种:1)间隙配合 孔的公差带在轴公差带上方,即具有间隙的配合(包括X min =0的配合)。
对一批零件而言,所有孔的尺寸≥轴的尺寸特征参数: X max =D max -d min =ES -eiX min =D min -d max =EI -es X av =(X max +X min )/2注:要讲清间隙的作用在于: 储存润滑油补偿温度引起的尺寸变化补偿弹性变形及制造与安装误差2) 过盈配合 孔的公差带在轴公差带下方,即具有过盈的配合(包括Y min =0的配合)。
对一批零件而言,所有孔的尺寸≤轴的尺寸特征参数: Y min =D max -d min =ES -eiY max =D min -d max =EI -esY av =(Y max +Y min )/2过盈配合用于孔、轴的紧固连接,不允许两者有相对运动。
注:要讲清过盈的作用在于及如何装配。
3)过渡配合 孔、轴公差带相互重叠,即可能具有X 或Y 的配合。
(对一批零件而言)对一个具体的实际零件进行装配时,只能得到间隙(或过盈),只能得其一。
间隙配合 过盈配合=0 min =0 + 间隙X- 过盈Y过渡配合主要用于孔、轴间的定位联结(既要求装拆方便;又要求对中性好)特征参数: Xmax =Dmax -dmin =ES -ei Ymax =Dmin -dmax =EI -esX av (或Y av )=(X max +Y max )/2三.配合公差T f :允许间隙或过盈的变动量。
当基本尺寸一定时,T f 表示配合精度,是使用要求(设计要求) ∣Xmax -Xmin ∣T f = ∣Xmax -Ymax ∣=|ES -ei -(EI -es )|=T D +T d|Ymin -Ymax |若要提高配合精度(即↓T f )可减小相配合的孔、轴尺寸公差(即↑相配合的孔、轴加工精度)。
一、公差与配合的基本术语及定义1、尺寸的术语及定义:(1)尺寸:指用特定单位表示线性长度的数值,由数字和长度单位两部分组成。
(2)孔、轴尺寸:孔—主要指圆柱形内表面,也包括其他非圆柱形内表面中由单一尺寸确定的部分。
轴—主要指圆柱形外表面,也包括其他非圆柱形外表面中由单一尺寸确定的部分。
(3)基本尺寸:指设计给定的尺寸,也是图样中标注的尺寸。
孔的基本尺寸代号用D 表示,轴的基本尺寸代号用d表示。
(4)实际尺寸:指对实际零件通过测量获得的尺寸。
孔、轴的实际尺寸分别用D a、d a 表示。
(5)极限尺寸:指允许实际尺寸变化的两个界限值。
孔、轴的最大极限尺寸分别用D max、d max表示;孔、轴的最小极限尺寸分别用D min、d min表示。
2、偏差与公差的术语及定义:(1)尺寸偏差(简称偏差):尺寸偏差是由某一尺寸减去基本尺寸所得的代数差,可为正值、负值或零。
在计算和标注时,除零外的值必须带有正、负号。
极限偏差:极限偏差分为上偏差和下偏差。
上偏差:最大极限尺寸减去其基本尺寸所得的代数差称为上偏差。
孔用ES、轴用es表示。
下偏差:最小极限尺寸减去其基本尺寸所得的代数差称为下偏差。
孔用EI、轴用ei表示。
孔、轴的极限偏差可表示为:孔:孔的上偏差=孔的最大极限尺寸-孔的基本尺寸ES=D max-D孔的下偏差=孔的最小极限尺寸-孔的基本尺寸EI=D min-D轴:轴的上偏差=轴的最大极限尺寸-轴的基本尺寸es=d max-d轴的下偏差=轴的最小极限尺寸-轴的基本尺寸ei=d min-d②实际偏差:实际尺寸减去基本尺寸所得的代数差。
③孔、轴极限偏差的标注形式。
(2)尺寸公差(简称公差):允许尺寸的变动量称为尺寸公差。
它等于最大极限尺寸与最小极限尺寸之代数差的绝对值,也等于上偏差与下偏差之差的绝对值。
孔:T h=|D max-D min|=|ES-EI|轴:T s=|d max-d min|=|es-ei|注意:公差与偏差是两个根本不同的概念,公差是绝对值,不能为零,它代表制造精度的要求,反映加工难易程度;而偏差是代数差,表示与基本尺寸偏离的程度,与加工难易度无关。
公差配合知识点总结一、公差配合的基本概念1. 公差的定义公差是衡量零件尺寸精度的一种指标,它表示了允许的最大偏差范围。
在实际生产中,零件的尺寸很难做到完全精确,因此需要确定公差的大小以保证零件之间的配合要求。
2. 配合的类型根据零件之间的配合要求,公差配合可以分为三种类型:间隙配合、过盈配合和过渡配合。
间隙配合是指两个零件之间存在一定的间隙,过盈配合是指一个零件比另一个零件略大,需要通过压入或组合来实现配合,过渡配合是介于间隙配合和过盈配合之间,既有一定的间隙又有一定的压合。
3. 公差的表示方法公差通常是通过上下偏差、基本偏差和公差等级来表示的。
上下偏差表示了一个零件尺寸允许的最大和最小偏差范围,基本偏差表示了一个零件尺寸的理论值,公差等级表示了一个零件的尺寸要求的精确程度。
二、公差配合的原则1. 适应实际生产公差配合的确定要考虑到生产设备的精度、材料的变化、工艺的限制等因素,确保零件可以在实际生产中稳定地达到要求的配合效果。
2. 适应使用要求公差配合不仅要适应生产要求,还要适应使用要求。
对于需要高精度定位的零件,公差配合要求就要更加严格,对于需要流畅运动的零件,公差配合要求要更加适中。
3. 总体适应原则公差配合要考虑到整体的适应原则,特别是在大批量生产中,要尽可能地使零件的公差分布均匀,以减少不合格品的产生,提高零件的装配率。
三、公差配合的应用1. 机械制造在机械制造中,各种零部件的配合一般都是采用公差配合。
例如,轴承和轴的配合、键和键槽的配合、齿轮和齿轮轴的配合等,都需要根据实际要求确定合适的公差配合。
2. 模具制造在模具制造中,模具的加工精度要求很高,因此在模具的设计和加工中必须考虑到公差配合的要求,以保证模具的高精度和稳定性。
3. 汽车制造在汽车制造中,车身和车门的配合、悬挂系统的配合、发动机零部件的配合等都要求采用合适的公差配合,以保证汽车的安全性和舒适性。
四、公差配合的质量控制1. 产品检验在生产过程中,对产品的公差配合质量进行检验是十分必要的。
极限配合与几何公差1. 引言极限配合和几何公差是制造工程师在设计和制造零件时经常遇到的概念和问题。
极限配合是指在两个零件之间所要求的最大和最小间隙或配合尺寸,而几何公差则是指在零件的形状、位置和方向方面所允许的误差范围。
本文将详细介绍极限配合和几何公差的概念、标识和计算方法。
2. 极限配合2.1 概念极限配合是通过给定公差等级和零件尺寸来确定配合尺寸范围的一种方法。
它包括最大配合尺寸、最小配合尺寸和公差带。
最大配合尺寸是一个零件尺寸与给定公差等级所允许的最大间隙或最小过盈配合的尺寸。
最小配合尺寸则是一个零件尺寸与给定公差等级所允许的最小间隙或最大过盈配合的尺寸。
公差带是最大配合尺寸和最小配合尺寸之间的尺寸范围。
2.2 标识极限配合可以通过公差带的标识方法来表示。
常用的标识方法有基本尺寸和公差符号、上下偏差和实际大小等。
基本尺寸和公差符号是将基本尺寸与公差等级标记在一起来表示配合尺寸范围的方法。
上下偏差是将最大偏差和最小偏差标记在一起来表示配合尺寸范围的方法。
实际大小是将基本尺寸分别加上最大偏差和最小偏差来表示配合尺寸范围的方法。
2.3 计算计算极限配合的方法主要有代数法和几何法两种。
代数法是通过计算基本尺寸与公差等级的和或差来得到最大和最小配合尺寸。
几何法是通过在坐标系中绘制零件形状的上下公差边界线来得到最大和最小配合尺寸。
3. 几何公差3.1 概念几何公差是指零件在形状、位置和方向方面所允许的误差范围。
它包括直线度、平面度、圆度、圆柱度、倾斜度、平行度、垂直度、同轴度和同心度等。
不同的几何公差要求对零件的不同特性进行控制。
3.2 标识几何公差可以通过符号来进行标识。
常用的几何公差符号有直线度符号、平面度符号、圆度符号、圆柱度符号、倾斜度符号、平行度符号、垂直度符号、同轴度符号和同心度符号等。
这些符号可以表达出对应的几何公差要求。
3.3 计算计算几何公差的方法主要有基本尺寸法和尺寸链法两种。
基本尺寸法是以基本尺寸为基础,根据几何公差要求来进行计算。
公差与配合标准的主要内容简介一基准制------ 公差与配合标准对孔与轴公差带之间的相互位置关系,规定了两种基准制:基孔制和基轴制基孔制-------- 基孔制中的孔称为基准孔,用H 表示,基准孔以下偏差为基本偏差,且数值为零。
其公差带位置在零线上侧。
a------h 间隙es=Xminj------n 过渡p------zc 过盈基轴制------ 基轴制中的轴称为基准轴,用h 表示,基准轴的上偏差为基本偏差且等于零,公差带位置在零线下侧。
A---H 间隙EI= XminJ----N 过渡P---ZC 过盈二、标准公差系列公差等级------ 是指确定尺寸精度的等级。
由于零件和零件上不同部位的尺寸对精确程度的要求往往不相同,为了满足生产的需要,国家标准设置了20 个公差等级。
IT01 . IT0 . IT1. IT2 .IT3 . ………………… IT18高← 公差等级→ 低小← 公差数值→ 大难← 加工程度→ 易IT6: 标准公差6级或6级标准公差∵D↑ △D↑ ∴D↑ T↑故:标准公差与公差等级和基本尺寸有关。
公差单位和公差等级系数(I i)i——计算标准公差的基本单位。
(1): i=0.45 +0.001D(d)用于常用尺寸段内,IT5-IT18(2): I=0.004D+2.1公差等级系数a——反映加工难易(1):在常用尺寸段内:(≤500mm)IT=ai 用于IT5-IT18 IT5 :a=7 沿用GB59IT6-IT18 ,用R5系列(见表2-2)对于最高的三级:IT01-IT1,则用IT=A+BD(测量误差) 其中B按q5增长。
考虑公差等级的一致性,都按一定规律来变化。
IT2.IT3,IT4按几何级数分布。
(详见P14 表2-3)(2): 在大尺寸段:IT=Ai 考虑方式同上。
尺寸分段:如按公式计算标准公差值,则每一个基本尺寸D(d)就有一个相对应的公差值。
常用:13个大尺寸:8个(介于其中有2-3个)见表2-2例:求φ 25孔的IT6,IT7的标准公差?解:∵IT=ai 而i=0.45 +0.001D∴D= ≈23.24i=0.45 +0.001×23.24≈1.31(μm)故:IT6=10i=10×1.31=13.1(μm)IT7=16i=16×1.31=21(μm)( 最后还要进行科学调整!)三.基本偏差系列——两大系列:标准公差(大小)和基本偏差(位置)基本偏差——靠近零线的偏差。
公差的概念1、公差:为满足零件的的互换性的要求,对于零件的加工尺寸总是给出一个变动的范围,允许它在一定的范围内变动,把这个允许变动的范围称为公差。
2、基本尺寸:基本尺寸是由设计给定的尺寸。
3、极限尺寸:极限尺寸是允许尺寸变动的两个极限值,其中较大的一个称为最大极限尺寸,其中较小的一个称为最小极限尺寸。
4、实际尺寸:零件加工后实际测量所得的尺寸,实际尺寸在最大极限尺寸和最小极限尺寸之间时,说明零件合格。
5、尺寸偏差:是指某一尺寸减去其基本尺寸所得的代数差。
最大极限尺寸减去基本尺寸的代数差,称为上偏差;最小极限尺寸减去基本尺寸的代数差,称为下偏差。
偏差的代号是:孔的上偏差用ES表示,下偏差用EI表示;轴的上偏差用es表示,下偏差用ei表示。
6、尺寸公差: 是允许尺寸的变动量,为最大极限尺寸与最小极限尺寸代数差的绝对值,或上偏差与下偏差的绝对值,公差值总是正值。
7、公差带:作为确定偏差的基准线叫作零线,通常用零线表示基本尺寸,零线上方的为正偏差(或上偏差),零线下方的为负偏差(或下偏差),上偏差与下偏差之间地的区域,叫做公差带。
8、公差等级:用来确定尺寸精度程度的等级。
国家标准将公差等级分为20个等级,标准公差用字母IT表示,公差等级的代号用阿拉伯数字表示,有IT01、IT0、IT1、IT2……IT18,其中IT01最为精确,等级依次降低,公差数值依次增大,IT18最为粗糙。
如基本尺寸为30mm,当公差等级为IT01级时,可查得标准公差值为0.006mm;当公差等级为IT18级时,可查得标准公差值为3.9mm。
同一尺寸公差等级不同,标准公差的值相差几百倍。
9、标准公差:用来确定公差大小的任一公差值,标准公差值有国家标准列出,见下表:基本尺寸小于500毫米的标准公差基本尺寸公差等级IT01IT0IT1IT2IT3IT4IT5IT6IT7IT8IT9IT10 IT11 IT12 IT13 IT14 IT15 IT16 IT17 IT18大于至μm mm- 3 0.3 0.5 0.8 1.2 2 3 4 6 10 14 25 40 60 0.10 0.14 0.25 0.40 0.60 1.0 1.43 6 0.4 0.6 1 1.5 2.5 4 5 8 12 18 30 48 75 0.12 0.18 0.30 0.48 0.75 1.2 1.86 10 0.4 0.6 1 1.5 2.5 4 6 9 15 22 36 58 90 0.15 0.22 0.36 0.58 0.99 1.5 2.2 10 18 0.5 0.8 1.2 2 3 5 8 11 18 27 43 70 110 0.18 0.27 0.43 0.70 1.10 1.8 2.7 18 30 0.6 1 1.5 2.5 4 69 13 21 33 52 84 130 0.21 0.33 0.52 0.84 1.20 2.1 3.3 30 50 0.6 1 1.5 2.5 4 7 11 16 25 39 62 100 160 0.25 0.39 0.62 1.00 1.60 2.5 3.9 50 80 0.8 1.2 2 3 5 8 13 19 30 46 74 120 190 0.30 0.46 0.74 1.20 1.90 3.0 4.6 80 120 1 1.5 2.5 4 6 10 15 22 35 54 87 140 220 0.35 0.54 0.87 1.40 2.20 3.5 5.4 120 180 1.2 2 3.5 5 8 12 18 25 40 63 100 160 250 0.40 0.63 1.00 1.60 2.50 4.0 6.3 180 250 2 3 4.5 7 10 14 20 29 46 72 115 185 290 0.46 0.72 1.15 1.85 2.90 4.6 7.2 250 315 2.5 4 6 8 12 16 23 32 52 81 130 210 320 0.52 0.81 1.30 2.10 3.20 5.2 8.1 315 400 3 5 7 9 13 18 25 36 57 89 140 230 360 0.57 0.89 1.40 2.30 3.60 5.7 8.9 400 500 4 6 8 10 15 20 27 40 63 97 155 250 400 0.63 0.97 1.55 2.50 4.00 6.3 9.710、基本偏差:有公差的尺寸就有上偏差和下偏差,把这两个偏差中靠近零线的偏差叫做基本偏差,当上偏差和下偏差的绝对值相等时,即零线对称,可以用+IT/2或-IT/2表示基本偏差。
公差带与基本偏差和标准公差有关,基本偏差决定公差与零线的距离,即公差带的位置,标准公差IT的值决定公差带的宽度,即公差带的大小。
由于同一尺寸中标准公差选择不同,公差值也不同,所以基本偏差的另一端待查表得到IT值后,用公式计算出另一个偏差值,这时公差带的另一端可用换算出的值画出。
孔的另一个偏差值为:ES = IT + EI 或EI = ES - IT轴的另一个偏差值为:es = IT + ei 或ei = es - IT基本偏差由国家标准确定,叫作基本偏差系列,用拉丁字母表示,其中去掉与其他字母含义混淆的字母I、L、O、Q、W不用,孔的偏差代号大写,轴的偏差代号小写。
ABCCDDEEFFFG+ G0 H K M N-JJS PRSTUVXYZZ AZ BZ CZ cZ bZ aZyxvutSrPn+ mo h k- g jfg Jsfef e d cd C b a11、轴的基本偏差(上偏差)数值如下表:上偏差的基本数值表 (μm)基 本 偏 差上 偏 差 (ES) a bccddeefffgghj s基 本 尺 寸公 差 等 级大 于至所 有 等 级- 3 -270 -140 -60 -34 -20 -14 -10 -6 -4 -2 0偏差=± IT/23 6 -270 -140 -70 -46 -30 -20 -14 -10 -6 -4 0 6 10 -280 -150 -80 -56 -40 -25 -18 -13 -8 -5 0 10 14 -290-150 -95 — -50 -32 — -16 — -6 0 14 18 18 24 -300-160 -110 — -65 -40 — -20 — -7 0 24 30 30 40 -310 -170 -120 — -80 -50 — -25 — -9 0 40 50 -320 -180 -130 — 50 65 -340 -190 -140 — -100 -60 — -30 — -10 0 65 80 -360 -200 -150 — 80 100 -380 -220 -170 — -120 -72 — -36 — -12 0 100 120 -410 -240 -180 — 120 140 -460 -260 -200 — -145-85—-43—-14140 160 -520 -280 -210 — 160 180 -580 -310 -230 — 180 200 -660 -340 -240 — -170 -100 — -50 — -15 0200 225 -740 -380 -260 — 225 250 -820 -420 -280 — 250 280 -920 -480 -300 — -190 -110 — -56 — -17 0 280 315 -1050 -540 -330 — 315 355 -1200 -600 -360 — -210 -125 — -62 — -18 0 355 400 -1350 -680 -400 — 400 450 -1500 -760 -440 — -230-135—-68—-20450500-1650-840-480—12、轴的基本偏差(下偏差)数值如下表:下偏差的基本数值表(μm)基本偏差下偏差(ei)j k m n p r s t u v x y z za zb zc基本尺寸(mm)公差等级大于至5、67 8 4至7≦3>7所有等级— 3 -2 -4 -6 0 0 +2 +4 +6 +10 +14 —+18 —+20 —+26 +32 +40 +60 3 6 -2 -4 —+1 0 +4 +8 +12 +15 +19 —+23 —+28 —+35 +42 +50 +80 6 10 -2 -5 —+1 0 +6 +10 +15 +19 +23 —+28 —+34 —+42 +52 +67 +97 10 14 -3 -6 —+1 0 +7 +12 +18 +23 +28 —+33 —+40 —+50 +64 +90 +130 14 18 +39 +45 —+60 +77 +108 +150 18 24 -4 -8 —+2 0 +8 +15 +22 +28 +35 —+41 +47 +54 +63 +73 +98 +136 +188 24 30 +41 +48 +55 +64 +75 +88 +118 +160 +218 30 40 -5 -10 —+2 0 +9 +17 +26 +34 +43 +48 +60 +68 +80 +94 +112 +148 +200 +274 40 50 +54 +70 +81 +97 +114 +136 +180 +242 +325 50 65 -7 -12 —+2 0 +11 +20 +32 +41 +53 +66 +87 +102 +122 +144 +172 +226 +300 +405 65 80 +43 +59 +75 +102 +120 +146 +174 +210 +274 +360 +480 80 100 -9 -15 —+3 0 +13 +23 +37 +51 +71 +91 +124 +146 +178 +214 +258 +335 +445 +585 100 120 +54 +79 +104 +144 +172 +210 +254 +310 +400 +525 +690 120 140 -11 -18 —+3 0 +15 +27 +43 +63 +92 +122 +170 +202 +248 +300 +365 +470 +620 +800 140 160 +65 +100 +134 +190 +228 +280 +340 +415 +535 +700 +900 160 180 +68 +108 +146 +210 +252 +310 +380 +465 +600 +780 +1000 180 200 -13 -21 —+4 0 +17 +31 +50 +77 +122 +166 +236 +284 +350 +425 +520 +670 +880 +1150 200 225 +80 +130 +180 +258 +310 +385 +470 +575 +740 +960 +1250 225 250 +84 +140 +196 +284 +340 +425 +520 +640 +820 +1050 +1350 250 280 -16 -26 —+4 0 +20 +34 +56 +94 +158 +218 +315 +385 +475 +580 +710 +920 +1200 +1550 280 315 +98 +170 +240 +350 +425 +525 +650 +790 +1000 +1300 +1700 315 355 -18 -28 —+4 0 +21 +37 +62 +108 +190 +268 +390 +475 +590 +730 +900 +1150 +1500 +1900 355 400 +114 +208 +294 +435 +530 +660 +820 +1000 +1300 +1650 +2100 400 450 -20 -32 —+5 0 +23 +40 +68 +126 +232 +330 +490 +595 +740 +920 +1100 +1450 +1850 +2400 450 500 +132 +252 +360 +540 +660 +820 +1000 +1250 +1600 +2100 +2600配合的概念1、配合:把基本尺寸相同的轴装进孔中,公差带之间的关系叫配合,公差带决定轴在孔中的松紧程度,根据使用要求确定,国家标准规定配合有三种:间隙配合、过盈配合、过渡配合。