碳刷打火花的原因及处理方法
- 格式:docx
- 大小:11.08 KB
- 文档页数:3

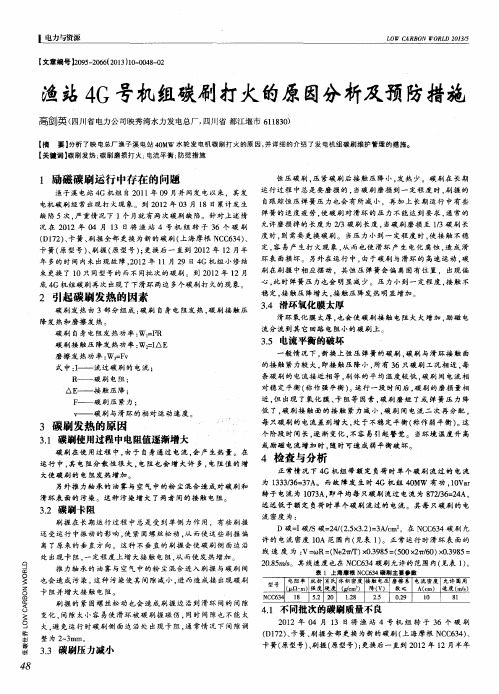
试点论坛shi dian lun tan316浅谈发电机励磁碳刷打火的原因与应对措施◎李福林摘要:本文针对某PVC循环产业链配套自备电厂4×125MW机组在日常运行期间经常发生发电机励磁端打火现象而找出打火的原因,在发电机碳刷日常维护过程中存在的问题,制定了在今后中注意事项,为发电机励磁碳刷维护提出建议,也供同行们参考,并在此基础上提出了发电机励磁碳刷打火的根本性解决措施,确保发电机能稳定长、满、优运行,为企业带来更多的经济效益。
关键词:发电机;励磁碳刷;打火;原因;应对措施发电机励磁端碳刷是励磁功率单元向同步发电机转子输入励磁电流的主要途径,所以他的运行是否稳定,直接决定着发电机的生产与稳定,因此加强发电机励磁碳刷日常运维管理显得极其关键重要[1]。
电厂发电机励磁端打火是经常发生的问题,打火严重除了会对发电机正常运行造成不利影响之外,还有可能烧坏发电机滑环,造成重大经济损失,因此分析发电机励磁碳刷打火的原因、找寻其解决措施尤为重要。
一、机组励磁系统概况某PVC循环产业链配套自备电厂4×125MW机组出口电压为13.8KV,通过三绕组主变升压至110KV后并入地区电网,主变中压侧接带化工、水泥负荷,发电机励磁方式为静止可控硅励磁,额定励磁电流1393A,额定励磁电压278V,滑环电规格为D172 25×32×100mm,滑环刷握规格为Hz11-25×32×64(12596-4) 压力 0.55kg/cm2,励磁端分正负两极,每极有8个刷握,每个刷握装有4个碳刷。
二、事故经过2014年6月13日,№4发电机有功120MW,无功58Mvar,转子电压254V,转子电流1208A,发现№4发电机励磁端正极有轻微打火现象,30min后№4机励端有亮光,发现励端正极3#碳刷打火严重,№4发电机立即负荷由120MW快速降至24MW,无功由58Mvar降至27Mvar,再次检查№4机励端仍然打火仍然很严重,立即打闸停机,停机后检查为№4机滑环正极7个刷握烧损严重,滑环也有不同程度的烧伤痕迹。

热力发电F.收稿日期励磁机换向器碳刷冒火花的原因及预防措施黄德华汕头电力股份有限公司广东汕头..’摘要励磁机换向器碳刷冒火花是汽轮发电机组运行中常见的现象分析了产生火花的原因总结了励磁机换向器运行’维护’检修以及故障处理等方面的经验提出相应的预防措施关键词励磁机换向器碳刷磁极补偿绕组中图分类号/0文献标识码文章编号’汕头电力股份有限公司热电一厂号号号机组采用与主机同轴的励磁机设备配置见表这种类型的励磁机技术成熟具有电路结构简单消耗低维护容易的优点但是常因换向不良在电刷与换向器之间产生有害的火花影响励磁机正常运行号号发电机运行中在励磁机碳刷与换向器之间经常产生火花严重时形成环火造成励磁机击穿发电机跳闸号机曾因此更换了励磁机同轴式励磁机一般用在中小型汽轮发电机组上表热电一厂汽轮发电机励磁机配置机组发电机励磁机号c.型汽轮发电机gKc/b型励磁机号c型汽轮发电机gK’.型励磁机号c型汽轮发电机gK型励磁机换向器产生火花的原因分析换向器产生火花的原因包括电磁机械碳刷和化学等方面的因素由于交轴电枢反应使磁场扭曲其换向附加电流D迅速变化时产生的电动势将换向片与电刷断开处的空气击穿产生火花换向器偏心换向片间云母绝缘凸出碳刷分布不均接触不良碳刷在换向器上的压力不适当等碳刷质量较差或选用的替代品与原牌号性能相差大压紧弹簧使用太久弹性逐渐减弱导致压力不足使碳刷与换向器接触不紧密而产生火花’换向器表面没有形成电阻较大的利于换向的氧化亚铜薄膜或受周围化学气体侵蚀破坏接触面脏污造成换向不良’装设换向极和补偿绕组减少附加换向电流为了抵消电抗电势的影响可在主磁极间的中心线上装设换向极见图它的作用是产生一个换向极磁势除抵消横轴电枢磁势外还在换向区域建立一个换向极磁场使换向元件切割该磁场而产生感应电势借此电势抵消电抗电势改善换向装设换向极可抵消换向区内的交轴电枢磁场但不能消除由交轴电枢反应引起的气隙磁场畸变为消除交轴电枢磁动势的影响须加装与电枢绕阻串联的补偿绕组使其流过电枢电流建立磁场去抵消交轴电枢磁动势达到消除万方数据F/热力发电环火的目的有一些小型电厂采用这种方法防止环火效果很好主磁极换向极补偿绕组图励磁机换向极和补偿的位置碳刷的选择和使用碳刷选用不合理或使用不当造成换向器和电刷之间产生火花占有很大比例因此在选择使用时应注意下列问题碳刷既不能太硬也不能太软太硬会加快换向器表面的磨损使表面产生凹槽造成换向器与电刷的接触不良产生火花碳刷太软磨损快并易在换向器表面形成炭膜使火花拉长因此应尽可能按照制造厂使用说明书提供的牌号来选择碳刷碳刷的尺寸大小要合适在刷握的每边都应留有77左右的间隙但不能太大只要能够自由地上下移动即可同一列碳刷的牌号要一致以免因分流不均致使个别碳刷发热损坏碳刷在使用前最好将其放在与换向器圆周等大小的模具上研刮使其下端面形成凹窝并通过观察擦痕进行修刮使其与换向器表面完全吻合保证接触良好碳刷磨损过重时会导致压簧压力不足致使碳刷与换向器接触不紧而产生火花因此应及时更换碳刷和刷握弹簧一般碳刷磨损大于’时应予以更换压簧使用太久也会因温度效应使弹性逐渐减弱发现弹簧弹性减弱时应及时更换换向器的定期维护与检修励磁机连续运行半年以上换向器会因表面磨损使片间隔离槽变浅严重时有的云母绝缘片会高出换向器表面这样因碳刷与换向器接触不好而产生连续火花并且高出的云母加快了碳刷的磨损而产生大量的炭粉炭粉沉积在换向片的并头套中间降低了励磁机的绝缘有可能引起线圈短路而烧毁励磁机因此要对换向器进行定期维护至少每季度要用压缩空气吹扫励磁机一次尤其要注意吹扫电枢绕组消除槽中的炭粉在停机时修刮换向器片间的云母绝缘使片间云母露出新痕保持槽深在.77之间同时在每片换向片两侧刮出.77宽’._的倒角这样既可减少碳刷的磨损又可防止炭粉积聚换向器修刮好以后要用电桥逐一检测换向片间的直流电阻以判断绕组与换向器的连接是否良好是否有短路情况以便及时处理当换向器表面磨损严重时还会引起碳刷振动或跳动在停机时应对换向器表面的平整度和径向跳动值进行检查当换向器的表面平整度换心片磨损在轴向形成的凹凸不平超过规程规定.77时就应对换向器进行车削处理否则将因碳刷接触不良而产生火花机械加工误差大会使换向器晃动加大导致运行中碳刷在换向器表面跳动轻则产生火花重则不能提供励磁电流其原因和处理表面光洁度不够可以在盘车或暖机状态下把号砂纸压在碳刷下面进行抛光处理抛光后要把铜粉末吹干净机械加工造成表面圆周与大轴不同心在高速旋转时产生振动导致不同心的原因是使用的心轴锥度与励磁机内孔锥度不一致一般电机转轴的圆锥度是所以心轴也应为励磁机检修时要测量换向器的径向跳动值规程规定为.77径向跳动值可在盘车状态下用百分表测量并经常调整碳刷在轴向上的位置使各组碳刷交错布置避免碳刷在同一位置重叠防止换向器表面不均匀磨损维护检修技术要求保证碳刷中心点的一致性由于碳刷火花产生的热量会传递到刷握和刷架刷架与固定座之间的绝缘垫板长久使用也会破裂炭化引起励磁回路接地需要定期更换更换时容易使中心点位置偏移再运行时必定会产生火花因此更换之前要做好记号更换后要用直流感应法复查中心位置下转第13页万方数据F-热力发电图锅炉后主降水管及支吊架布置侧表恒力吊架恒定度组合恒定度组合序号恒定度2吊点吊点吊点’’’..表’不同恒定度时各吊点的热位移计算结果恒定度组合序号垂直方向热位移77吊点吊点吊点7标高处J-JJ-J-J’J-J-J-JJ.JJ.’J’J.JJ.JJ.JJJJJ-由表可知恒力吊架恒定度的变化对各吊点垂直方向的热位移影响较大当各吊点恒力吊架的恒定度增大时其向下的热位移计算值将减小甚至反向增长从恒定度组合序号.的计算结果可知在吊点吊点恒力吊架恒定度为零恒力吊架载荷无变化时吊点恒力吊架恒定度的变化会引起7标高处垂直热位移的迅速变化这是因为吊点的载荷较大而且处于垂直管段上其恒定度的变化对管系热位移的影响最大结论恒力吊架恒定度的变化对管道尤其是对垂直方向受力?浠 厦舾械墓艿栏鞯醯愦怪狈较蛉任灰频挠跋旖洗蠛懔Φ跫芎愣ǘ仍龃笤蚬艿来怪狈较蛉任灰萍跣∮Τ榧觳饬亢懔Φ跫艿暮愣ǘ热舸嬖谖侍饪赏ü 缓懔Φ跫苁构艿廊任灰苹指凑 2慰嘉南住 蹙 癜哺读⒌染┐锓⒌缬邢拊鹑喂 ?号锅炉后主降水管热位移及应力分析P’国电热工研究院555555555555555555555555555555555555555555555555555.下接第1’页保证励磁线圈的磁极对称若磁场中心偏移就会造成电枢绕组元件的感应电势发生突变从而引起励磁机振动并产生火花励磁绕组与补偿绕组磁极通常都固定在机座上检查和清扫励磁绕组需要松开螺栓拆下磁极回装时只注重磁极在圆周上的对称忽视磁极端面与旋转中心或大轴的平行造成磁场中心偏移因此拆装时应特别注意各种垫片的数量和位置保证磁场中心与几何中心一致保证励磁机磁场间隙均匀磁场间隙不均一般是在大修回装转子时造成的严重时还会引起静磨擦并因磁场中心与大轴中心不一致而产生火花因此在转子复位以后要用标准直径的带把金属环测量各部位的径向间隙保证磁场间隙均匀万方数据励磁机换向器碳刷冒火花的原因及预防措施作者黄德华HUANG De-hua作者单位汕头电力股份有限公司广东汕头515041刊名热力发电英文刊名THERMAL POWER GENERATION年卷期2006359被引用次数1次 1.付上红浅析换向器火花故障及其维护与检修期刊论文-科技信息学术版200829 本文链接/Periodical_rlfd200609023.aspx。

发电机滑环碳刷电火花故障处理发电机滑环碳刷电火花故障处理发电机的滑环碳刷是发电机的关键部件之一,主要用于转子与外界之间的电能转换,负责提供机器的激励电流和保持稳定运行。
在发电机的运行过程中,如果滑环碳刷出现电火花故障,会影响发电机的正常运行,甚至可能导致设备损坏。
因此,对于滑环碳刷电火花故障的处理,我们需要认真对待,及时采取有效的措施。
一、故障原因分析滑环碳刷电火花故障主要是因为接触不良导致的,通常有以下几个原因:1、滑环表面污染在使用过程中,发电机滑环碳刷表面可能会被污染,这些污染物有可能是氧化物、尘埃、油污等,导致滑环表面发生腐蚀和氧化,形成障碍物,降低了与碳刷的接触质量,会导致电流密度过高,从而引起电火花故障。
2、碳刷寿命到期碳刷用于与滑环接触,通过钛合金弹簧和碳刷座来保持压力,但是碳刷也是有寿命的,当碳刷使用寿命到期后,弹簧的压力不能保证碳刷的正常接触,从而导致电流密度增大,产生电火花故障。
3、滑环表面磨损在发电机运行期间,滑环表面可能因为频繁的摩擦而磨损,当磨损超过一定程度时,滑环表面形成凹坑,影响了与碳刷的接触面积,从而导致电流密度过大,产生电火花故障。
二、故障处理1、滑环表面清洁当滑环表面因污染物而导致的电火花故障时,可以通过清洗滑环表面来解决。
通常可以使用无水酒精和棉棒来清洗滑环表面。
在清洗时一定要小心谨慎,不要弄湿滑环表面,否则会产生电泄漏,导致进一步故障。
2、更换碳刷当发现碳刷使用寿命到期或包裹铜丝过度磨损时,应及时更换碳刷。
更换碳刷时,要检查弹簧是否被覆盖,需要注意碳刷的弹簧压力,一般碳刷弹簧压力应在合理范围内,太小会导致接触不良,太大会引起碳刷过热和在滑环上制造凹坑。
3、磨平滑环表面当因摩擦而导致滑环表面磨损而产生电火花故障时,需要磨平滑环表面。
磨平滑环表面的目的是去除凹坑,增加接触面积,减小电流密度。
磨平滑环表面时应该使用特殊研磨装置进行研磨,保持研磨的平稳性和速度,研磨前要通风,以避免短路产生。

水电站发电机碳刷打火问题的处理及措施摘要:在机组使用中经常会出现发电机励磁碳刷打火的异常情况,发电机轻微的碳刷打火没有影响,如果机组运行中未注意到碳刷轻微的打火,未及时处理,火花越来越大,严重发热,烧坏碳刷和滑环,造成励磁回路中断或刷架烧毁。
因此寻找原因并采取相关措施消除励磁碳刷打火现象有着重要的现实意义。
通过对水力发电厂发电机励磁炭刷打火的成因进行了全面的剖析,利用操作规范和有关的理论,针对碳刷的着火问题,给出了一套解决办法,最后解决碳刷的打火问题,并进一步延伸到机组的日常工作中,怎样保养励磁碳刷,避免出现电刷打火的情况。
关键词:水电站发电机;碳刷打火;打火问题引言:发电机励磁碳刷是一种将励磁系统和发电机相连的重要装置,其功能是将电机的切割力传递到发电机的转子绕组中,其性能的优劣往往会对发电机的运行产生重大的影响。
在发电机中,碳刷是一种静态和动态的交流部件,在使用过程中,碳刷点燃是一种常见的故障,如果没有得到有效的解决,会引起机组的故障,甚至会引起滑环的损坏,从而产生不必要的损失。
一、发电机碳刷概念及作用电机碳刷是电动机的碳刷和发电机的碳刷的总称。
电机碳刷的外观看起来就像是擦铅笔的黑色橡皮块,顶上有一根导线引出,且其体积大小不一。
其是电机、发电机或其它设备中的固定部件与转子部件间传输能源或讯号的一种设备,通常采用纯碳和凝固剂制造,外形通常是方形,嵌在一个金属支架上,内部装有一个弹簧,使其与转轴紧密相连,电机运转时,电力会经由换相器输入到线圈中,因为碳刷的主体是碳,所以很容易被磨损。
应该经常进行维修和更换,清除积炭。
其功能是直流电动机通过调节转子的导电线圈,使电动机的磁场发生变化。
碳刷主要应用在电机的换向器以及滑环处,起到传递输入或输出电流的滑动式触点,其导热性、导电性、润滑性都很好,而且还具备机械强度和换向火花的特性。
碳刷是目前大多数有刷电机中的一个关键组件[1]。
广泛应用于各类DC发电机、同步电动机、起重机电机的集电环、各类焊接设备等。
发电机励磁碳刷打火的原因及预防
一、发电机励磁碳刷打火的原因
1、电抗器故障:发电机电抗器是把交流电的电压降低到发电机的定
子绕组给的电压的一个电气元件,因电抗器故障,如接地、断路、漏电、
损坏等原因,发电机的定子侧电流比较大,可使定子磁感应电流升高,从
而发电机励磁碳刷受到暂态过电流的冲击打火。
2、定子绕组的烧毁或烧损:由于发电机绕组不能正常工作,发电机
定子绕组就可能被烧毁或烧损,这将降低发电机励磁系统的绝缘强度,从
而引起发电机励磁碳刷打火。
3、短路现象:由于发电机绕组短路,发电机定子侧电流过大,电抗
器无法完全抑制发电机分段绕组的短路电流,从而使发电机励磁碳刷受到
暂态过电流的冲击打火。
4、故障的多次重启:当发电机出现故障时,由于发电机的故障原因,可能会引起发电机多次重启,从而引起发电机励磁碳刷打火。
二、发电机励磁碳刷打火的预防
1、合理选用电抗器:发电机必须安装有合适的电抗器,以便把交流
电的电压降低到发电机的定子绕组给的电压,其电抗器的容量应符合发电
机励磁电压的需要,合理选择电抗器能够有效降低发电机定子侧电流,从
而有效防止发电机励磁碳刷打火。
2、定时定期检修发电机。
1 碳刷是每个发电机必不可少的,是将直流电流分流给滑环,为转子提供可靠的直流电源。从而为切割磁力线提供动力电源,完成了直流变交流,产生了三相交流电源,由此可见碳刷在此的重要性。
碳刷在是工作在禁止状态下,然而对转动的转子提供工作电源,是在动与静两种状态下工作,协调动与进的关系。往往因碳刷维护不当或者维护不及时而造成机组的非停,从而扩大成为事故。以下介绍碳刷在工作时发生打火的原因分析及处理方法。
一、碳刷接触面积小发生打火:此属于碳刷过流产生火花产生的原因:1、更换新的碳刷时没有打磨,2、碳刷装的时候没有与滑环垂直。处理方法、1、减小负荷运行,使在低负荷下运行,让滑环与碳刷摩擦、自己配合;2、重新研磨碳刷,使碳刷与滑环接触良好,不产生间隙,与滑环接触最大面积为宜(接触面积不小于80%)二、碳刷引线接触不好打火:此是接触不良打火,引线接触不好造成电阻增大,造成负荷分配不均而过流产生火花;产生的原因是:1、碳刷引线过小,2碳刷后面的落实松动。处理方法,1、检查碳刷引线是否紧固,紧固碳刷引线螺丝,2、更换新的碳刷(设计引线过流能力小)三、碳刷压力不均匀:此属于接触不良或碰撞产生火花;产生的原因:1、更换碳刷时没有对刷握的压紧卡簧检查,导致卡簧卡涩,2、卡簧没有对准碳刷的根部,导致在运行时碳刷受理只在一边。处理方法:对于卡簧紧的碳刷需要调整或者更换卡簧,对于不受力的,给予调整或者更换。
四、滑环和电刷接触表面不清洁产生火花,随着不清洁的程度可能在全部电刷上发生火花,此属于导电不良产生火花;产生的原因:1、碳刷长时间磨的碳粉没有清扫,导致滑环的卫生不清洁,2、长时间磨损的碳粉与轴承油雾混合后形成难清扫的碳垢在滑环的接触面。处理方法:1、使用白布与酒精清扫;2、使用纱布、水磨石碾磨滑环,使表面整洁。
五、碳刷在刷握中动作卡涩引起火花:此属于接触不良产生火花,随着负荷的增加,火花随之增加;产生的原因:更换碳刷时没有抽动碳刷,导致碳刷与刷握接触太紧,没有动作的间隙。处理方法:之在刷握中动作灵活,能上下左右活动,无卡涩现象,调整间隙为四面存在0.1-0.2mm的间隙为佳;六、滑环研磨不均匀,此属于接触不良或碰撞产生火花;产生的原因:1、变形,不圆或者不水平,2、机组振动、摆度过大。处理方法:1、观察滑环是否存在变形,若变形则应该将滑环处理,2、若因为机组摆度与振动引起,则需要分析振动与摆度超标原因,3、滑环严重变形或者不圆造成碰撞碳刷落块则应该查找原因停机检查。
碳刷打火花的原因及处理方法
一、碳刷打火花的原因
1.碳刷的材料选择不当
碳刷是一种重要的电机零件,其材料的选择直接影响到碳刷的性能。
如果选择了质量较差的碳刷材料,容易产生摩擦和磨损,从而导致碳刷打火花。
2.碳刷磨损严重
由于电机长时间运行或负载过重,碳刷会出现磨损现象。
当碳刷磨损严重时,接触电阻增大,电流密度增加,容易产生局部高温,从而引发碳刷打火花。
3.碳刷安装不良
碳刷在安装时需要与电机转子保持良好的接触,如果碳刷安装不良,接触不良导致电流通过不畅,就会产生电弧现象,形成碳刷打火花。
4.电机工作环境恶劣
如果电机工作环境存在大量的灰尘、湿气或腐蚀性气体,这些因素都会对碳刷产生不良影响,增加碳刷打火花的风险。
二、碳刷打火花的处理方法
1.更换质量好的碳刷材料
选择质量好的碳刷材料,可以有效减少碳刷的摩擦和磨损,降低碳刷打火花的风险。
常用的碳刷材料有石墨、金属碳、金属石墨等,可以根据具体需求选择合适的材料。
2.定期检查并更换磨损严重的碳刷
定期检查电机的碳刷磨损情况,及时更换磨损严重的碳刷,可以避免碳刷打火花的发生。
通常建议在碳刷磨损到一定程度时进行更换,具体周期可以根据电机使用情况进行调整。
3.确保碳刷安装正确
在更换碳刷时,要确保碳刷与电机转子之间的接触良好,可以采取调整碳刷位置、清洁碳刷接触面等方法,确保电流能够顺畅通过,减少碳刷打火花的风险。
4.改善电机工作环境
对于电机工作环境恶劣的情况,可以采取一些措施来改善,如加装防尘罩、保持通风良好、控制湿气等。
这些措施可以减少灰尘、湿气等因素对碳刷的影响,降低碳刷打火花的概率。
三、碳刷打火花的危害
1.影响电机正常工作
碳刷打火花会导致电机工作不稳定,影响电机正常的转速和输出功率,降低电机的效率和使用寿命。
2.可能引发火灾
碳刷打火花产生的电弧会释放大量的热能,如果周围有易燃物质存在,就可能引发火灾,造成严重的财产损失和人员伤亡。
3.对电机及其他设备造成损坏
碳刷打火花会导致电机内部的其他零部件受到热能和电弧的影响,造成电机内部的损坏,甚至引发电路故障。
四、结语
碳刷打火花是电机运行中常见的问题,其原因多种多样,但都可以通过合适的处理方法来解决。
选择质量好的碳刷材料、定期检查和更换磨损严重的碳刷、确保碳刷安装正确以及改善电机工作环境,都是有效降低碳刷打火花的措施。
及时处理碳刷打火花问题,可以保证电机的正常工作,避免火灾和设备损坏的发生。