翻边的预冲孔如何计算
- 格式:ppt
- 大小:1.05 MB
- 文档页数:40
冲压模具翻孔预冲孔的计算2005/10/7作成:CRD 李汝科P1/7一、序言翻孔是利用模具把板料的孔缘翻成竖边的冲压加工方法。
翻孔主要用于制造出与其他零件的装配部位,或者是为了提高零件的刚度而加工出特定的形状。
利用这种方法可以加工形状较为复杂、且具有良好刚度和合理空间形状的立体零件。
所以在冲压生产中应用较广,尤其在汽车、拖拉机等领域应用更为普遍。
二、翻孔的变形分析翻孔的主要变形是变形区内材料受切向和径向拉伸,愈接近预冲孔边缘变形愈大。
因此,翻孔的失败往往是边缘拉裂,但是拉裂与否主要取决于拉伸变形的大小。
翻孔的变形程度,一般用坯料预冲孔直径d 0与翻孔后的平均直径D(材料中性层直径)的比值K 0表示,称为翻孔系数,即K 0=d 0/D图(一)翻孔a) 平板毛坯翻孔形状示意图b) 在拉深件底部翻孔形状示意图显然,翻孔系数越小,变形程度越大。
翻孔系数K 0与竖边边缘厚度变薄量的关系可近似的表达为:δ0=δ其极限值为:δ0=δ式中:δ0—翻孔后孔边缘的壁厚;δ—翻边前原始料厚;K 0min —极限翻孔系数。
(参见表一)2005.11.21 15:16:19CRD'05.11.21張国平KP2/7可见,翻孔系数越小,坯料边缘变薄越严重。
当翻孔系数减小到使孔的边缘濒于拉裂时(见图二),这种极限状态下的翻孔系数就称为极限翻孔系数。
下表给出了一些常见材料的翻孔系数和极限翻孔系数。
表(一)几种常见材料的翻孔系数图(二)被拉裂实物写真三、平板毛坯翻孔的工艺计算翻孔的毛坯计算是利用板料中性层长度不变的原则近似地进行预冲孔直径大小δ—翻边前原始料厚;d 0—预冲孔直径D—中性层直径D 1—翻孔变化区直径r—翻孔处内圆角H—翻孔高度h—翻孔处直段高度图(三)平板毛坯翻孔计算示意图平板毛坯翻孔预冲孔直径d 0可以近似地按弯曲展开计算。
由图(三)可知:0.75K 0K 0min 白铁皮0.700.65材料名称翻孔系数0.55黄铜H62(δ=0.5~4mm )0.680.62铝(δ=0.5~5mm )软钢(δ=0.25~2mm)0.720.68软钢(δ=2~4mm)0.78TA5(冷态)0.85~0.900.750.700.64硬铝合金0.890.80钛合金TA1(冷态)0.64~0.68中性层δ=∵D1=D+2r+δh=H-r-δ∴d0=D-2(H-0.43r-0.72δ)根据翻孔系数,校核一次翻孔可能达到的翻孔高度为:Hδδ∵K0=∴δ如果将极限翻孔系数K0min代入翻孔高度公式,便可求出一次翻孔的极限高度,即:H maxδ当翻孔高度要求较高,用平板毛坯不能直接翻出所要的高度时,可采用加热翻孔、多次翻孔(以后各次的翻孔,其K0值应增大15%-20%)或拉深后冲底孔再翻孔的工艺方法。
折弯工作吨位折弯过程中,上、下模之间的作用力施加于材料上,使材料产生塑性变形。
工作吨位就是指折弯时的折弯压力。
确定工作吨位的影响因素有:折弯半径、折弯方式、模具比、弯头长度、折弯材料的厚度和强度等,见图1所示。
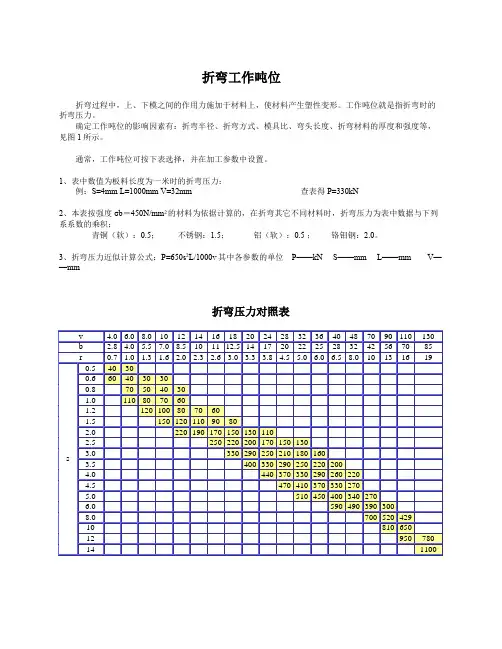
通常,工作吨位可按下表选择,并在加工参数中设置。
1、表中数值为板料长度为一米时的折弯压力:例:S=4mm L=1000mm V=32mm 查表得 P=330kN2、本表按强度σb=450N/mm2的材料为依据计算的,在折弯其它不同材料时,折弯压力为表中数据与下列系系数的乘积;青铜(软):0.5;不锈钢:1.5;铝(软):0.5 ;铬钼钢:2.0。
3、折弯压力近似计算公式:P=650s2L/1000v其中各参数的单位P——kN S——mm L——mm V——mm折弯压力对照表这是我在一家钣金加工厂的经验值,但是如果开模具的话,其折弯边最小值还可以更小(所用的数控折弯机型号为AMADA-RG-100(NC9)。
最小折弯边尺寸:单折边:料厚 T<=0.8 Lmin=3.5T=1.0 Lmin=4.5T=1.2 Lmin=5.0T=1.5 Lmin=6.0T=2.0 Lmin=7.5Z折边:料厚 T<=0.8 Lmin1=4.5 Lmin2=3.5T=1.0 Lmin1=6.0 Lmin2=4.5 T=1.2 Lmin1=6.5 Lmin2=5.0T=1.5 Lmin1=7.5 Lmin2=6.0T=2.0 Lmin1=10.0 Lmin2=7.5做五金模的话是有计算公式的,详见图片所示!当折弯边太小时的一种处理方法!3 展开计算原理板料在弯曲过程中外层受到拉应力,内层受到压应力,从拉到压之间有一既不受拉力又不受压力的过渡层--中性层,中性层在弯曲过程中的长度和弯曲前一样,保持不变,所以中性层是计算弯曲件展开长度的基准.中性层位置与变形程度有关,当弯曲半径较大,折弯角度较小时,变形程度较小,中性层位置靠近板料厚度的中心处,当弯曲半径变小,折弯角度增大时,变形程度随之增大,中性层位置逐渐向弯曲中心的内侧移动.中性层到板料内侧的距离用λ表示.4 计算方法展开的基本公式:展开长度=料内+料内+补偿量备注:a标注公差的尺寸设计值:取上下极限尺寸的中间值作为设计标准值.b孔径设计值:一般圆孔直径小数点取一位(以配合冲头加工方便性),例:3.81取3.9.有特殊公差时除外,例:Φ3.80+0.050取Φ3.84.c 产品图中未作特别标注的圆角,一般按R=0展开.附件一:常见抽牙孔孔径一览表1以上攻牙形式均为无屑式.2抽牙高度:一般均取H=3P,P为螺纹距离(牙距).3.内径:M3 Φ2.75 M3.50 Φ3.20 M 4 Φ3.65 # 6-32 Φ3.10。

翻边的预冲孔如何计算
翻边预冲孔是一种常见的金属加工方法,用于在金属板上制作出具有边缘上翻的孔洞。
这种方法通常用于制作连接件、固定件和装饰件。
在进行翻边预冲孔的计算过程中,需要考虑以下几个方面:
1.材料厚度:首先,需要测量金属板的厚度。
材料厚度对于计算翻边预冲孔的大小至关重要,因为预冲孔应该适合于材料的厚度,以确保正确的加工和连接。
2.预冲孔直径:预冲孔的直径取决于所使用的螺栓或螺钉的直径以及预期的连接强度要求。
在计算预冲孔直径时,应考虑到预冲孔直径至少要大于螺钉直径的1.2倍。
3.翻边高度:翻边高度是指金属板上翻的边缘高度。
为了保证翻边的质量和稳定性,翻边高度应适当。
通常情况下,翻边高度应大于金属板厚度的1.5倍。
4.翻边宽度:翻边宽度是指金属板上翻的边缘宽度。
翻边宽度的计算取决于所使用的预冲孔直径和翻边高度。
通常情况下,翻边宽度应大于预冲孔的直径。
5.翻边角度:翻边角度是指翻边边缘与金属板平面的夹角。
翻边角度通常在30度至45度之间,具体取决于材料的类型和翻边的预期效果。