kv高压电缆中间接头制作图解
- 格式:doc
- 大小:1.37 MB
- 文档页数:12





高压电缆中间接头制作本次接头制作选用JSY10/3.2 70-120mm热缩套件,浙江红光金具电器有限公司生产。
1,切割电缆。
将待接头的两段电缆自断口处交叠,交叠长度为200~300mm;量取交叠长度的中心线并作记号,同时将黑色填充保留后翻,不要割断。
2,芯线处理(本次制作选用热缩套件为浙江红光金具电器有限公司的JSY10/3.2 70-120mm)将热缩套件中一长一短两根直径最大的黑色塑料管分别套入两段电缆,然后处理线芯3,铅笔头特写铅笔头处理用来分散电场分布应力。
4,清洁半导层用附带的清洗剂清洁芯线(注意整个过程操作者要保持手的干净)5,包缠应力疏散胶并套入应力控制管(图中黑色短管)6,烘烤应力控制管右侧为烘好的应力管7,在长端尾部套入屏蔽铜网。
8,在长端依次套入绝缘材料,短端套入内半导电管;在长端按图所示,依次套入(1,内层红色内绝缘管)、(2,中间红色外绝缘管)、(3,外层黑色外半导电管);在短端套入黑色内半导电管9,压接芯线;注意压接质量(该压接钳为德国进口,全自动)10,打磨压接头(打磨为了消除尖端放电)11,在接头上包绕黑色半导电带,在铅笔头上用应力胶填充。
在接头上包绕黑色半导电带,包缠后接头处外径与主绝缘大小一致;在铅笔头上用红色应力胶填充,将铅笔头填瞒。
11,在接头上包绕黑色半导电带,在铅笔头上用应力胶填充。
在接头上包绕黑色半导电带,包缠后接头处外径与主绝缘大小一致;在铅笔头上用红色应力胶填充,将铅笔头填瞒。
12,烘烤内半导电管;将短端已经套入的黑色内半导电管移至接头上烘烤收缩,用配套清洁剂清洁整个芯线的绝缘层(白)和半导电管(黑)及应力管(黑)13,烘烤内绝缘;将套入长端最内层的红色内绝缘管移至接头上,在该管两管口部位包绕热熔胶,然后从中间向两端加热收缩。
14,烘烤外绝缘管;将套入长端第二层的红色外绝缘管移至接头上,在该管两管口部位包绕热熔胶,然后从中间向两端加热收缩,完成后在两端包绕高压防水胶布密封15,烘烤外半导电层;将套入长端最外层的黑色外半导电层移至接头上,在该管两管口部位包绕热熔胶,然后从中间向两端加热收缩。

10kV单芯电力电缆中间接头的制作工艺标准一、施工准备1、劳动组织2、工机料准备二、操作程序1、工序流程图2 操作要领(1)电缆测试制作前应用2500V兆欧表测量电缆绝缘电阻,绝缘应合格。
(2)剥切电缆铜屏蔽层剥去电缆外护套,剥离长度为A+140mm(A值根据电缆型号确定,电缆芯线截面50-240mm的A值为170mm)。
(3)剥切电缆内护套两端护套口各保留90mm铜屏蔽带,其余全部剥去。
(4)剥切电缆半导电层按A值剥除外半导电层,剥离时,切勿划伤主绝缘。
(5)剥切电缆主绝缘按1/2接管长+5mm长度切除电缆主绝缘,并在主绝缘上作3mm*450的倒角。
(6)主绝缘清洗半重叠来回绕包Scotch13半导电胶带,从铜屏蔽带上40mm 处开始绕包至10mm的外半导电层上,绕包端口应十分平整。
按常规方法清洗电缆主绝缘,切勿使溶剂碰到半导电层,如果必须要用砂纸磨掉主绝缘上残留半导体,只能用不导电的氧化铝砂纸(最大粒度120)不能使打磨后的主绝缘外径小于接头选用范围,在进行下一步骤前,主绝缘表面必须保持干燥,如有必要用干净的不起毛布进行擦拭。
(7)套入冷缩式中间接头、铜屏蔽网套。
(8)接续电缆连接管先将电缆连接管套在电缆芯线上,两端压接(不要压接管的中心),压接后应对接管表面挫平打光并且清洗。
(9)冷缩头固定及收缩将P55/R混合剂(只能用P55/R混合剂)涂抹在半导电层与主绝缘交界处,然后把其余混合剂均匀抹在主绝缘表面上。
测量绝缘端口之间尺寸C然后按尺寸1/2C,在接管上确定实际中心点D然后以D为基准按300mm在一边的铜屏蔽带上找出一个尺寸校验点E,由于冷缩接头为整体预制式结构,中心定位应做到准确无误。
在半导电层上距离屏蔽层端口X处做一记号,此处为接头收缩定位点见下表。
将冷缩接头对准定位标记,逆时针抽掉芯绳使接头收缩,在接头收缩一半后校验冷缩接头主体上的中心标记到校验点E的距离是否确实为300mm,如有偏差,尽快左右移动接头以进行调整。

10KV高压电缆中间接头制作详细过程10KV高压电缆中间接头制作详细过程!本次接头制作选用JSY10/3.2 70-120mm热缩套件,浙江红光金具电器有限公司生产。
1,切割电缆。
将待接头的两段电缆自断口处交叠,交叠长度为200~300mm;量取交叠长度的中心线并作记号,同时将黑色填充保留后翻,不要割断。
2,芯线处理(本次制作选用热缩套件为浙江红光金具电器有限公司的JSY10/3.2 __mm) 将热缩套件中一长一短两根直径最大的黑色塑料管分别套入两段电缆,然后处理线芯。
3,铅笔头特写铅笔头处理用来分散电场分布应力。
4,清洁半导层用附带的清洗剂清洁芯线(注意整个过程操作者要保持手的干净)5,包缠应力疏散胶并套入应力控制管(图中黑色短管)6,烘烤应力控制管右侧为烘好的应力管7,在长端尾部套入屏蔽铜网。
8,在长端依次套入绝缘材料,短端套入内半导电管;在长端按图所示,依次套入(1,内层红色内绝缘管)、(2,中间红色外绝缘管)、(3,外层黑色外半导电管);在短端套入黑色内半导电管9,压接芯线;注意压接质量(该压接钳为德国进口,全自动)10,打磨压接头(打磨为了消除尖端放电)11,在接头上包绕黑色半导电带,在铅笔头上用应力胶填充。
在接头上包绕黑色半导电带,包缠后接头处外径与主绝缘大小一致;在铅笔头上用红色应力胶填充,将铅笔头填瞒。
12,烘烤内半导电管;将短端已经套入的黑色内半导电管移至接头上烘烤收缩,用配套清洁剂清洁整个芯线的绝缘层(白)和半导电管(黑)及应力管(黑)13,烘烤内绝缘;将套入长端最内层的红色内绝缘管移至接头上,在该管两管口部位包绕热熔胶,然后从中间向两端加热收缩。
14,烘烤外绝缘管;将套入长端第二层的红色外绝缘管移至接头上,在该管两管口部位包绕热熔胶,然后从中间向两端加热收缩,完成后在两端包绕高压防水胶布密封15,烘烤外半导电层;将套入长端最外层的黑色外半导电层移至接头上,在该管两管口部位包绕热熔胶,然后从中间向两端加热收缩。

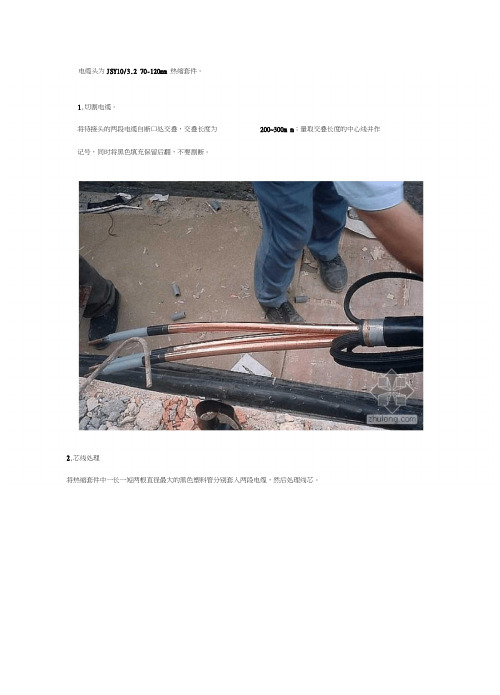
电缆头为JSY10/3.2 70-120mm 热缩套件。
1,切割电缆。
将待接头的两段电缆自断口处交叠,交叠长度为200~300m m;量取交叠长度的中心线并作记号,同时将黑色填充保留后翻,不要割断。
n2,芯线处理将热缩套件中一长一短两根直径最大的黑色塑料管分别套入两段电缆,然后处理线芯。
3,铅笔头处理;清洁半导层一一用附带的清洗剂清洁芯线(注意整个过程操作者要保持手的干净);包缠应力疏散胶并套入应力控制管(图中黑色短管)4,烘烤应力控制管。
右侧为烘好的应力管5,在长端尾部套入屏蔽铜网。
6,在长端依次套入绝缘材料,短端套入内半导电管;在长端按图所示,依次套入(1,内层红色内绝缘管)、(2,中间红色外绝缘管)、(3,外层 黑色外半导电管);在短端套入黑色内半导电管7,压接芯线;注意压接质量8,打磨压接头。
打磨为了消除尖端放电*Ji*•乱stJ? V.二 hjlorg com食f :丄工血芒' ;•.炸科严建% ■ -. . ■ 二、牡. 、 '::)- 舞世盘・』2广1以匚cim9,在接头上包绕黑色半导电带,在铅笔头上用应力胶填充。
在接头上包绕黑色半导电带,包缠后接头处外径与主绝缘大小一致;在铅笔头上用红色应力胶填充,将铅笔头填瞒。
10,烘烤内半导电管;将短端已经套入的黑色内半导电管移至接头上烘烤收缩, 层(白)和半导电管(黑)及应力管(黑)11,烘烤内绝缘;将套入长端最内层的红色内绝缘管移至接头上, 向两端加热收缩。
用配套清洁剂清洁整个芯线的绝缘在该管两管口部位包绕热熔胶,然后从中间[zFniong.corri 12,烘烤外绝缘管;将套入长端第二层的红色外绝缘管移至接头上,在该管两管口部位包绕热熔胶,然后从中间向两端加热收缩,完成后在两端包绕高压防水胶布密封。
烘烤外半导电层;将套入长端最外层的黑色外半导电层移至接头上,在该管两管口部位包绕热熔胶,然后从中间向两端加热收缩。
14,各相分别套入铜网屏蔽;将套入长端同屏蔽网移至接头上,用手将屏蔽网在各相上整平,同时注意将铜网两端压在电缆原来的屏蔽层上,用锡焊焊接。

10KV高压电缆中间接头制作详细过程!本次接头制作选用JSY10/3.2 70-120mm热缩套件,浙江红光金具电器有限公司生产。
1,切割电缆。
将待接头的两段电缆自断口处交叠,交叠长度为200~300mm;量取交叠长度的中心线并作记号,同时将黑色填充保留后翻,不要割断。
2,芯线处理:将热缩套件中一长一短两根直径最大的黑色塑料管分别套入两段电缆,然后处理线芯。
3,铅笔头特写铅笔头处理用来分散电场分布应力。
4,清洁半导层用附带的清洗剂清洁芯线(注意整个过程操作者要保持手的干净)5,包缠应力疏散胶并套入应力控制管(图中黑色短管)6,烘烤应力控制管7,在长端尾部套入屏蔽铜网。
8,在长端依次套入绝缘材料,短端套入内半导电管;在长端按图所示,依次套入(1,内层红色内绝缘管)、(2,中间红色外绝缘管)、(3,外层黑色外半导电管);在短端套入黑色内半导电管9,压接芯线;注意压接质量(该压接钳为德国进口,全自动)10,打磨压接头(打磨为了消除尖端放电)11,在接头上包绕黑色半导电带,在铅笔头上用应力胶填充。
在接头上包绕黑色半导电带,包缠后接头处外径与主绝缘大小一致;在铅笔头上用红色应力胶填充,将铅笔头填瞒。
12,烘烤内半导电管;将短端已经套入的黑色内半导电管移至接头上烘烤收缩,用配套清洁剂清洁整个芯线的绝缘层(白)和半导电管(黑)及应力管(黑)13,烘烤内绝缘;将套入长端最内层的红色内绝缘管移至接头上,在该管两管口部位包绕热熔胶,然后从中间向两端加热收缩。
14,烘烤外绝缘管;将套入长端第二层的红色外绝缘管移至接头上,在该管两管口部位包绕热熔胶,然后从中间向两端加热收缩,完成后在两端包绕高压防水胶布密封。
15,烘烤外半导电层;将套入长端最外层的黑色外半导电层移至接头上,在该管两管口部位包绕热熔胶,然后从中间向两端加热收缩。
16,各相分别套入铜网屏蔽;将套入长端同屏蔽网移至接头上,用手将屏蔽网在各相上整平,同时注意将铜网两端压在电缆原来的屏蔽层上,用锡焊焊接。

电缆头为JSY10/3.2?70-120mm热缩套件。
1,切割电缆。
将待接头的两段电缆自断口处交叠,交叠长度为200~300mm;量取交叠长度的中心线并作记号,同时将黑色填充保留后翻,不要割断。
2,芯线处理将热缩套件中一长一短两根直径最大的黑色塑料管分别套入两段电缆,然后处理线芯。
3,铅笔头处理;清洁半导层——用附带的清洗剂清洁芯线(注意整个过程操作者要保持手的干净);包缠应力疏散胶并套入应力控制管(图中黑色短管)4,烘烤应力控制管。
右侧为烘好的应力管5,在长端尾部套入屏蔽铜网。
6,在长端依次套入绝缘材料,短端套入内半导电管;在长端按图所示,依次套入(1,内层红色内绝缘管)、(2,中间红色外绝缘管)、(3,外层黑色外半导电管);在短端套入黑色内半导电管7,压接芯线;注意压接质量8,打磨压接头。
打磨为了消除尖端放电9,在接头上包绕黑色半导电带,在铅笔头上用应力胶填充。
在接头上包绕黑色半导电带,包缠后接头处外径与主绝缘大小一致;在铅笔头上用红色应力胶填充,将铅笔头填瞒。
10,烘烤内半导电管;将短端已经套入的黑色内半导电管移至接头上烘烤收缩,用配套清洁剂清洁整个芯线的绝缘层(白)和半导电管(黑)及应力管(黑)11,烘烤内绝缘;将套入长端最内层的红色内绝缘管移至接头上,在该管两管口部位包绕热熔胶,然后从中间向两端加热收缩。
12,烘烤外绝缘管;将套入长端第二层的红色外绝缘管移至接头上,在该管两管口部位包绕热熔胶,然后从中间向两端加热收缩,完成后在两端包绕高压防水胶布密封。
13,烘烤外半导电层;将套入长端最外层的黑色外半导电层移至接头上,在该管两管口部位包绕热熔胶,然后从中间向两端加热收缩。
14,各相分别套入铜网屏蔽;将套入长端同屏蔽网移至接头上,用手将屏蔽网在各相上整平,同时注意将铜网两端压在电缆原来的屏蔽层上,用锡焊焊接。
15,绑扎,整形;将原来切割电缆时翻起的填充物(24楼图)从新翻回,然后用白纱带将三相芯线绑扎在一起,注意:接头是否圆润平整,全在这里了。
10KV高压电缆中间接头怎么制作?老电工:按这22个步骤做
轻松搞定
最近有很多刚入门学习电工的师傅留言问:高压电缆头的中间接头应该怎么做?跟低压电缆头一样吗?直接缠绕在一起,包上绝缘胶布就可以使用吗?高压电缆头和低压电缆头有什么区别?等等诸如此类的问题,都是电工初学者经常会有疑问的地方,这都是很普遍的现象,提起高压电缆中间接头,很多的老电工也是心里没底,因为电工老师傅心里都知道,高压电缆中间接头并不像低压电缆头那么容易制作,根本不是直接缠在一起那么简单,工序更是复杂,甚至于高压电缆中间接头做好了以后,如果耐压实验不过,那么也是根本用不了,所以一般情况下都是熟练的高压电缆工来制作的,今天我们就重点来看一下高压电缆中间接头怎么制作,老电工实物讲解22个制作步骤,希望可以对电工初学者提供一定的帮助:。
电缆头为JSY10/3.2 70-120mm热缩套件。
1,切割电缆。
将待接头的两段电缆自断口处交叠,交叠长度为200~300mm;量取交叠长度的中心线并作记号,同时将黑色填充保留后翻,不要割断。
2,芯线处理
将热缩套件中一长一短两根直径最大的黑色塑料管分别套入两段电缆,然后处理线芯。
3,铅笔头处理;清洁半导层——用附带的清洗剂清洁芯线(注意整个过程操作者要保持手的干净);包缠应力疏散胶并套入应力控制管(图中黑色短管)4,烘烤应力控制管。
右侧为烘好的应力管
5,在长端尾部套入屏蔽铜网。
6,在长端依次套入绝缘材料,短端套入内半导电管;
在长端按图所示,依次套入(1,内层红色内绝缘管)、(2,中间红色外绝缘管)、(3,外层黑色外半导电管);在短端套入黑色内半导电管
7,压接芯线;注意压接质量
8,打磨压接头。
打磨为了消除尖端放电
9,在
接头上包绕黑色半导电带,在铅笔头上用应力胶填充。
在接头上包绕黑色半导电带,包缠后接头处外径与主绝缘大小一致;在铅笔头上用红色应力胶填充,将铅笔头填瞒。
10,烘烤内半导电管;
将短端已经套入的黑色内半导电管移至接头上烘烤收缩,用配套清洁剂清洁整个芯线的绝缘层(白)和半导电管(黑)及应力管(黑)
11,烘烤内绝缘;
将套入长端最内层的红色内绝缘管移至接头上,在该管两管口部位包绕热熔胶,然后从中间向两端加热收缩。
12,烘烤外绝缘管;
将套入长端第二层的红色外绝缘管移至接头上,在该管两管口部位包绕热熔胶,然后从中间向两端加热收缩,完成后在两端包绕高压防水胶布密封。
13,烘烤外半导电层;
将套入长端最外层的黑色外半导电层移至接头上,在该管两管口部位包绕热熔胶,然后从中间向两端加热收缩。
14,各相分别套入铜网屏蔽;
将套入长端同屏蔽网移至接头上,用手将屏蔽网在各相上整平,同时注意将铜网两端压在电缆原来的屏蔽层上,用锡焊焊接。
15,绑扎,整形;将原来切割电缆时翻起的填充物(24楼图)从新翻回,然后用白纱带将三相芯线绑扎在一起,注意:接头是否圆润平整,全在这里了。
有条件可在白纱带外再包绕一层高压热缩带,增加密封绝缘度,无条件不包也可。
16,焊接地线;
用附带的编织铜线将接头两端的保护钢铠联结(焊接)起来。
17,
烘烤外护层;
将一端电缆中早已套入的长外护套管移到超过压接管位置时开始热缩。
18,烘烤外护层2;
将另一端电缆中早已套入的短外护套管移到超过压接管位置,套住先收缩的长外护套管100mm时开始热缩。