图示10KV高压电缆中间接头制作详细过程
- 格式:doc
- 大小:1.80 MB
- 文档页数:22
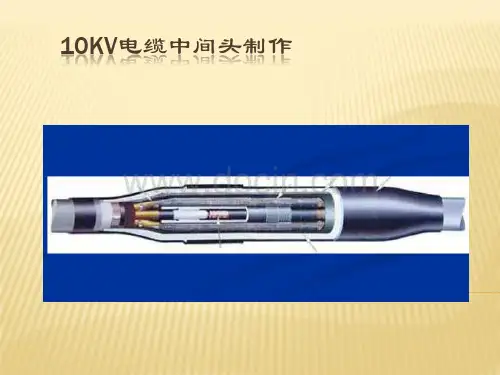
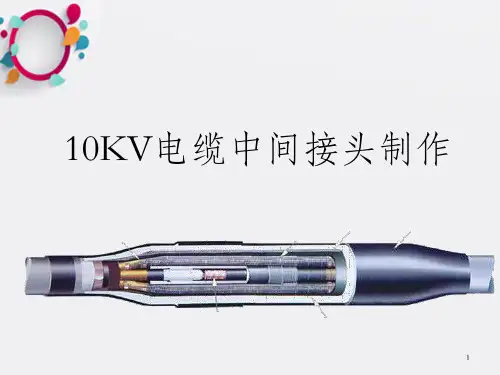
10KV电缆中间接头制作在电力传输和分配过程中,电缆是一个重要的组成部分。
对于电缆的连接和维护,中间接头是不可或缺的组成部分。
本文将介绍如何制作10KV电缆的中间接头。
材料准备•电缆:需要与10KV电缆相同类型的电缆•接头套管:接头套管长度应与悬空长度相等•装压套:套管压缩后所需•绞线:连接电缆的绞线需要与电缆相同材料和截面积•绝缘套管:用于覆盖绞线•接地线:长度应适合实际要求,电阻应符合要求制作步骤1.确定需要连接的电缆长度和连接方式,将连接准备好。
2.根据电缆直径选择相应的接头套管和装压套。
3.在接头套管内底部壁上钻一个适当大小的孔,用于接地线的穿透。
4.接通电缆端部的绞线,按照绞线的截面积和连接方式绞线。
5.绞线完成后,用绞线的截面积覆盖绝缘套管,并用绝缘胶带把绝缘套管包覆,以提高绝缘强度并加强整个接头的保护。
6.取下电缆绝缘层并根据实际需要清洗电缆。
7.将接地线穿过接头套管内底部的孔,与电缆接合,用绞线和绝缘套管把其覆盖。
8.将装压套嵌入接头套管中,将绞线连接部分移到套管内,并用装压套组装。
9.接地线焊接到接头套管壁上。
10.检查接头连通性,并进行绝缘测试。
安全提示•制作接头时必须按照正确的工作流程执行,不得省略任何步骤,否则可能会导致电缆事故。
•制作接头要遵循安全原则,必须戴好绝缘手套,避免直接接触裸露电线。
•操作结束后,接头必须进行全方位的检测,确保接头表面干净、整洁及电缆连接无误。
制作10KV电缆中间接头需要匹配各种材料和设备并按照正确顺序进行操作。
在操作过程中,必须遵循正确的安全和操作规范,确保接头的可靠性和稳定性。

K V高压电缆中间头制作过程集团标准化小组:[VVOPPT-JOPP28-JPPTL98-LOPPNN]1,切割电缆。
将待接头的两段电缆自断口处交叠,交叠长度为200~300mm;量取交叠长度的中心线并作记号,同时将黑色填充保留后翻,不要割断。
2,芯线处理(本次制作选用热缩套件为浙江红光金具电器有限公司的JSY10/3.270-120mm)将热缩套件中一长一短两根直径最大的黑色塑料管分别套入两段电缆,然后处理线芯。
3,铅笔头特写铅笔头处理用来分散电场分布应力。
4,清洁半导层用附带的清洗剂清洁芯线(注意整个过程操作者要保持手的干净)5,包缠应力疏散胶并套入应力控制管(图中黑色短管)6,烘烤应力控制管右侧为烘好的应力管7,在长端尾部套入屏蔽铜网。
8,在长端依次套入绝缘材料,短端套入内半导电管;在长端按图所示,依次套入(1,内层红色内绝缘管)、(2,中间红色外绝缘管)、(3,外层黑色外半导电管);在短端套入黑色内半导电管9,压接芯线;注意压接质量(该压接钳为德国进口,全自动)10,打磨压接头(打磨为了消除尖端放电)11,在接头上包绕黑色半导电带,在铅笔头上用应力胶填充。
在接头上包绕黑色半导电带,包缠后接头处外径与主绝缘大小一致;在铅笔头上用红色应力胶填充,将铅笔头填瞒。
12,烘烤内半导电管;将短端已经套入的黑色内半导电管移至接头上烘烤收缩,用配套清洁剂清洁整个芯线的绝缘层(白)和半导电管(黑)及应力管(黑)13,烘烤内绝缘;将套入长端最内层的红色内绝缘管移至接头上,在该管两管口部位包绕热熔胶,然后从中间向两端加热收缩。
14,烘烤外绝缘管;将套入长端第二层的红色外绝缘管移至接头上,在该管两管口部位包绕热熔胶,然后从中间向两端加热收缩,完成后在两端包绕高压防水胶布密封。
15,烘烤外半导电层;将套入长端最外层的黑色外半导电层移至接头上,在该管两管口部位包绕热熔胶,然后从中间向两端加热收缩。
16,各相分别套入铜网屏蔽;将套入长端同屏蔽网移至接头上,用手将屏蔽网在各相上整平,同时注意将铜网两端压在电缆原来的屏蔽层上,用锡焊焊接。
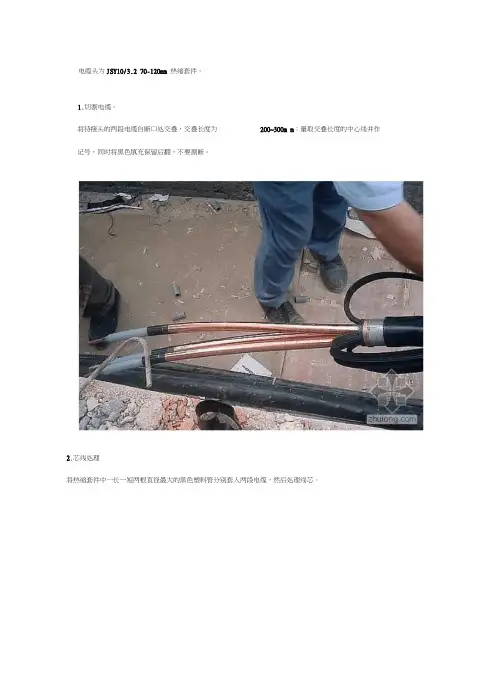
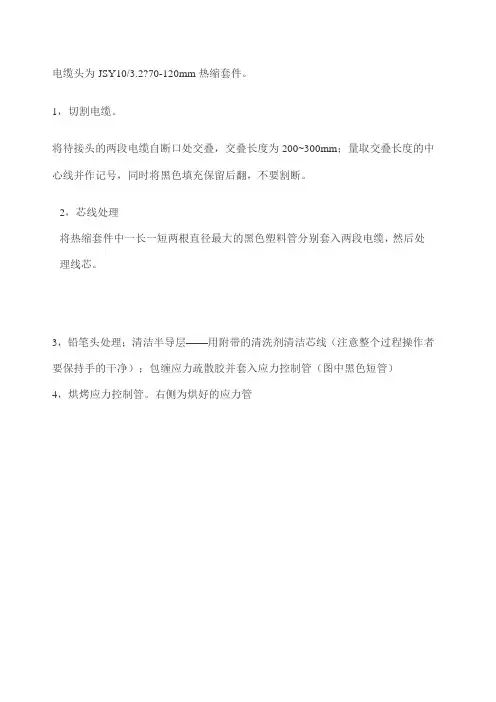
电缆头为JSY10/3.2 70-120mm 热缩套件。
1,切割电缆。
将待接头的两段电缆自断口处交叠,交叠长度为200~300m m;量取交叠长度的中心线并作记号,同时将黑色填充保留后翻,不要割断。
n2,芯线处理将热缩套件中一长一短两根直径最大的黑色塑料管分别套入两段电缆,然后处理线芯。
3,铅笔头处理;清洁半导层一一用附带的清洗剂清洁芯线(注意整个过程操作者要保持手的干净);包缠应力疏散胶并套入应力控制管(图中黑色短管)4,烘烤应力控制管。
右侧为烘好的应力管5,在长端尾部套入屏蔽铜网。
6,在长端依次套入绝缘材料,短端套入内半导电管;在长端按图所示,依次套入(1,内层红色内绝缘管)、(2,中间红色外绝缘管)、(3,外层 黑色外半导电管);在短端套入黑色内半导电管7,压接芯线;注意压接质量8,打磨压接头。
打磨为了消除尖端放电*Ji*•乱stJ? V.二 hjlorg com食f :丄工血芒' ;•.炸科严建% ■ -. . ■ 二、牡. 、 '::)- 舞世盘・』2广1以匚cim9,在接头上包绕黑色半导电带,在铅笔头上用应力胶填充。
在接头上包绕黑色半导电带,包缠后接头处外径与主绝缘大小一致;在铅笔头上用红色应力胶填充,将铅笔头填瞒。
10,烘烤内半导电管;将短端已经套入的黑色内半导电管移至接头上烘烤收缩, 层(白)和半导电管(黑)及应力管(黑)11,烘烤内绝缘;将套入长端最内层的红色内绝缘管移至接头上, 向两端加热收缩。
用配套清洁剂清洁整个芯线的绝缘在该管两管口部位包绕热熔胶,然后从中间[zFniong.corri 12,烘烤外绝缘管;将套入长端第二层的红色外绝缘管移至接头上,在该管两管口部位包绕热熔胶,然后从中间向两端加热收缩,完成后在两端包绕高压防水胶布密封。
烘烤外半导电层;将套入长端最外层的黑色外半导电层移至接头上,在该管两管口部位包绕热熔胶,然后从中间向两端加热收缩。
14,各相分别套入铜网屏蔽;将套入长端同屏蔽网移至接头上,用手将屏蔽网在各相上整平,同时注意将铜网两端压在电缆原来的屏蔽层上,用锡焊焊接。
作业指导书————10KV电缆中间接头制作流程★中间接头制作前注意事项:1.中间接头制作之前必须先用绝缘电阻表对两边电缆进行绝缘测试,以确保制作电缆中间接头的电缆完好,绝缘正常2.制作电缆中间接头之前要效验相位,确保接头完成后相位正确。
3.中间接头两端电缆要有富裕的余量,确保中间接头制作完成后不承受两边拉力.4.每种电缆中间接头附件要求不同技术要求也不同,开工前要仔细阅读电缆附件的说明书,以及各种技术要求,严格按照附件的要求对电缆每层的余量长度,应力锥要求,热缩管长度(冷缩管)进行制作中间接头制作过程1,切割电缆。
将待接头的两段电缆自断口处交叠,交叠长度为200~300mm;量取交叠长度的中心线并作记号,同时将黑色填充保留后翻,不要割断。
2,芯线处理将套件中外护套,内护套,绝缘层,应力管等所有热缩管分别套入两段电缆,然后处理线芯。
3,铅笔头特写(有特殊要求的可以不做铅笔头)铅笔头处理用来分散电场分布应力。
4,清洁半导层用附带的清洗剂清洁芯线(注意整个过程操作者要保持手的干净)5,包缠应力疏散胶并套入应力控制管(图中黑色短管)6,烘烤应力控制管右侧为烘好的应力管7,在长端尾部套入屏蔽铜网。
8,在长端依次套入绝缘材料,短端套入内半导电管;在长端按图所示,依次套入(1,内层红色内绝缘管)、(2,中间红色外绝缘管)、(3,外层黑色外半导电管);在短端套入黑色内半导电管9,压接芯线;注意压接质量10,打磨压接头(打磨为了消除尖端放电)11,在接头上包绕黑色半导电带,在铅笔头上用应力胶填充。
在接头上包绕黑色半导电带,包缠后接头处外径与主绝缘大小一致;在铅笔头上用红色应力胶填充,将铅笔头填瞒。
12,烘烤内半导电管;将短端已经套入的黑色内半导电管移至接头上烘烤收缩,用配套清洁剂清洁整个芯线的绝缘层(白)和半导电管(黑)及应力管(黑)13,烘烤内绝缘;将套入长端最内层的红色内绝缘管移至接头上,在该管两管口部位包绕热熔胶,然后从中间向两端加热收缩。
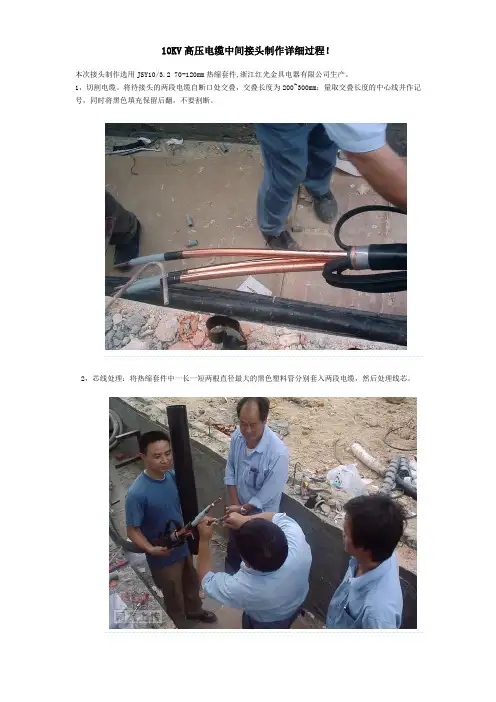
10KV高压电缆中间接头制作详细过程!本次接头制作选用JSY10/3.2 70-120mm热缩套件,浙江红光金具电器有限公司生产。
1,切割电缆。
将待接头的两段电缆自断口处交叠,交叠长度为200~300mm;量取交叠长度的中心线并作记号,同时将黑色填充保留后翻,不要割断。
2,芯线处理:将热缩套件中一长一短两根直径最大的黑色塑料管分别套入两段电缆,然后处理线芯。
3,铅笔头特写铅笔头处理用来分散电场分布应力。
4,清洁半导层用附带的清洗剂清洁芯线(注意整个过程操作者要保持手的干净)5,包缠应力疏散胶并套入应力控制管(图中黑色短管)6,烘烤应力控制管7,在长端尾部套入屏蔽铜网。
8,在长端依次套入绝缘材料,短端套入内半导电管;在长端按图所示,依次套入(1,内层红色内绝缘管)、(2,中间红色外绝缘管)、(3,外层黑色外半导电管);在短端套入黑色内半导电管9,压接芯线;注意压接质量(该压接钳为德国进口,全自动)10,打磨压接头(打磨为了消除尖端放电)11,在接头上包绕黑色半导电带,在铅笔头上用应力胶填充。
在接头上包绕黑色半导电带,包缠后接头处外径与主绝缘大小一致;在铅笔头上用红色应力胶填充,将铅笔头填瞒。
12,烘烤内半导电管;将短端已经套入的黑色内半导电管移至接头上烘烤收缩,用配套清洁剂清洁整个芯线的绝缘层(白)和半导电管(黑)及应力管(黑)13,烘烤内绝缘;将套入长端最内层的红色内绝缘管移至接头上,在该管两管口部位包绕热熔胶,然后从中间向两端加热收缩。
14,烘烤外绝缘管;将套入长端第二层的红色外绝缘管移至接头上,在该管两管口部位包绕热熔胶,然后从中间向两端加热收缩,完成后在两端包绕高压防水胶布密封。
15,烘烤外半导电层;将套入长端最外层的黑色外半导电层移至接头上,在该管两管口部位包绕热熔胶,然后从中间向两端加热收缩。
16,各相分别套入铜网屏蔽;将套入长端同屏蔽网移至接头上,用手将屏蔽网在各相上整平,同时注意将铜网两端压在电缆原来的屏蔽层上,用锡焊焊接。
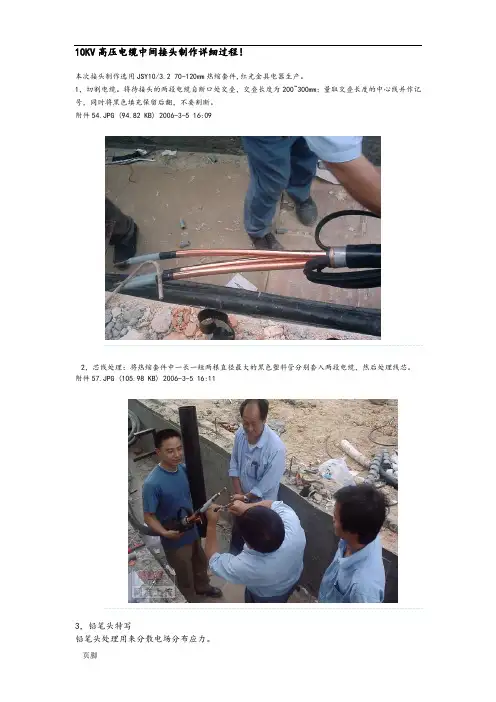
10KV高压电缆中间接头制作详细过程!本次接头制作选用JSY10/3.2 70-120mm热缩套件,红光金具电器生产。
1,切割电缆。
将待接头的两段电缆自断口处交叠,交叠长度为200~300mm;量取交叠长度的中心线并作记号,同时将黑色填充保留后翻,不要割断。
附件54.JPG (94.82 KB) 2006-3-5 16:092,芯线处理:将热缩套件中一长一短两根直径最大的黑色塑料管分别套入两段电缆,然后处理线芯。
附件57.JPG (105.98 KB) 2006-3-5 16:113,铅笔头特写铅笔头处理用来分散电场分布应力。
附件12.JPG (100.29 KB)2006-3-5 16:124,清洁半导层用附带的清洗剂清洁芯线(注意整个过程操作者要保持手的干净)附件12.JPG (99.17 KB)2006-3-5 16:135,包缠应力疏散胶并套入应力控制管(图中黑色短管)附件51.JPG (98.96 KB)2006-3-5 16:146,烘烤应力控制管右侧为烘好的应力管附件00.JPG (107.69 KB)2006-3-5 16:177,在长端尾部套入屏蔽铜网。
附件21.JPG (101.16 KB)2006-3-5 16:188,在长端依次套入绝缘材料,短端套入半导电管;在长端按图所示,依次套入(1,层红色绝缘管)、(2,中间红色外绝缘管)、(3,外层黑色外半导电管);在短端套入黑色半导电管附件06.JPG (103.77 KB)2006-3-5 16:209,压接芯线;注意压接质量(该压接钳为德国进口,全自动)附件18.JPG (106.29 KB)2006-3-5 16:2010,打磨压接头(打磨为了消除尖端放电)附件30.JPG (103.53 KB)2006-3-5 16:2211,在接头上包绕黑色半导电带,在铅笔头上用应力胶填充。
在接头上包绕黑色半导电带,包缠后接头处外径与主绝缘大小一致;在铅笔头上用红色应力胶填充,将铅笔头填瞒。
电缆头为JSY10/3.2?70-120mm热缩套件。
1,切割电缆。
将待接头的两段电缆自断口处交叠,交叠长度为200~300mm;量取交叠长度的中心线并作记号,同时将黑色填充保留后翻,不要割断。
2,芯线处理将热缩套件中一长一短两根直径最大的黑色塑料管分别套入两段电缆,然后处理线芯。
3,铅笔头处理;清洁半导层——用附带的清洗剂清洁芯线(注意整个过程操作者要保持手的干净);包缠应力疏散胶并套入应力控制管(图中黑色短管)4,烘烤应力控制管。
右侧为烘好的应力管5,在长端尾部套入屏蔽铜网。
6,在长端依次套入绝缘材料,短端套入内半导电管;在长端按图所示,依次套入(1,内层红色内绝缘管)、(2,中间红色外绝缘管)、(3,外层黑色外半导电管);在短端套入黑色内半导电管7,压接芯线;注意压接质量8,打磨压接头。
打磨为了消除尖端放电9,在接头上包绕黑色半导电带,在铅笔头上用应力胶填充。
在接头上包绕黑色半导电带,包缠后接头处外径与主绝缘大小一致;在铅笔头上用红色应力胶填充,将铅笔头填瞒。
10,烘烤内半导电管;将短端已经套入的黑色内半导电管移至接头上烘烤收缩,用配套清洁剂清洁整个芯线的绝缘层(白)和半导电管(黑)及应力管(黑)11,烘烤内绝缘;将套入长端最内层的红色内绝缘管移至接头上,在该管两管口部位包绕热熔胶,然后从中间向两端加热收缩。
12,烘烤外绝缘管;将套入长端第二层的红色外绝缘管移至接头上,在该管两管口部位包绕热熔胶,然后从中间向两端加热收缩,完成后在两端包绕高压防水胶布密封。
13,烘烤外半导电层;将套入长端最外层的黑色外半导电层移至接头上,在该管两管口部位包绕热熔胶,然后从中间向两端加热收缩。
14,各相分别套入铜网屏蔽;将套入长端同屏蔽网移至接头上,用手将屏蔽网在各相上整平,同时注意将铜网两端压在电缆原来的屏蔽层上,用锡焊焊接。
15,绑扎,整形;将原来切割电缆时翻起的填充物(24楼图)从新翻回,然后用白纱带将三相芯线绑扎在一起,注意:接头是否圆润平整,全在这里了。
10KV电缆中间接头施工工艺施工工艺流程图:1.施工准备2.调直电缆及确定接头中心3.中间接头制作4.电缆接头就位5.质量检验主要施工工艺质量控制要点:1.施工准备接头安装由持证上岗、经过培训、熟悉工艺的人员进行。
检查工器具、材料是否齐备。
接头材料规格应与电缆规格对应。
施工人员应熟悉接头图纸,掌握接头尺寸。
首次使用新接头材料时,技术负责人应到现场指导。
室外制作电缆接头时,空气相对湿度应为70%及以下,湿度大时需除湿处理,严禁在雾或雨中施工。
直埋电缆接头坑尺寸应符合要求。
进入隧道前,检查电缆隧道内的有害气体及可燃气体含量,气体含量超标要进行通风处理。
2.调直电缆及确定接头中心施工前检查电缆端部密封完好,并进行校潮,如电缆受潮,严禁进行接头工作。
中间接头处两条电缆重叠2m,调直电缆端头部分并平行码放使其重叠。
确定电缆接头的中心,并根据现场情况确定长端、短端。
清洁接头中心两侧1,2m的电缆外护套表面。
3.中间接头制作在同一层支架上接头,同一位置有多个接头时,按先上后下,先里后外的顺序进行。
剥切外护套,将外护套断口后100cm段用砂纸打毛。
去除钢铠,锯断钢铠时,深度不超过揩装厚度的,切口要整齐,不得有尖角毛刺。
剥内护套,切除内护套时,勿伤及铜屏蔽,划深应为内护套厚度的。
核实接头中心位置,最终锯断多余电缆。
使用恒力弹簧去除铜屏蔽和半导电层,铜屏蔽及半导电层断口边缘整齐、无毛刺,去除半导体时不得划伤绝缘。
操作此步骤时,要格外小心,铜屏蔽及半导体断口边缘不能有毛刺及尖端。
4.电缆接头就位5.质量检验。
10KV高压电缆中间接头制作详细过程(图示)
10KV高压电缆中间接头制作详细过程!
本次接头制作选用JSY10/3.2 70-120mm热缩套件,
1,切割电缆。
将待接头的两段电缆自断口处交叠,交叠长度为200~300mm;量取交叠长度的中心线并作
记号,同时将黑色填充保留后翻,不要割断。
2,芯线处理(本次制作选用热缩套件为红光金具电器的JSY10/3.2 70-120mm)
将热缩套件中一长一短两根直径最大的黑色塑料管分别套入两段电缆,然后处理线芯
3,铅笔头特写
铅笔头处理用来分散电场分布应力。
4,清洁半导层
用附带的清洗剂清洁芯线(注意整个过程操作者要保持手的干净)
5,包缠应力疏散胶并套入应力控制管(图中黑色短管)
6,烘烤应力控制管右侧为烘好的应力管
7,在长端尾部套入屏蔽铜网。
8,在长端依次套入绝缘材料,短端套入半导电管;
在长端按图所示,依次套入(1,层红色绝缘管)、(2,中间红色外绝缘管)、(3,外层黑色外半导电
管);在短端套入黑色半导电管
9,压接芯线;
注意压接质量(该压接钳为德国进口,全自动)
10,打磨压接头(打磨为了消除尖端放电)
11,在接头上包绕黑色半导电带,在铅笔头上用应力胶填充。
在接头上包绕黑色半导电带,包缠后接头处外径与主绝缘大小一致;在铅笔头上用红色应力胶填充,将铅
笔头填瞒。
12,烘烤半导电管;
将短端已经套入的黑色半导电管移至接头上烘烤收缩,用配套清洁剂清洁整个芯线的绝缘层(白)和半导
电管(黑)及应力管(黑)
13,烘烤绝缘;
将套入长端最层的红色绝缘管移至接头上,在该管两管口部位包绕热熔胶,然后从中间向两端加热收缩。
14,烘烤外绝缘管;
将套入长端第二层的红色外绝缘管移至接头上,在该管两管口部位包绕热熔胶,然后从中间向两端加热收
缩,完成后在两端包绕高压防水胶布密封
15,烘烤外半导电层;
将套入长端最外层的黑色外半导电层移至接头上,在该管两管口部位包绕热熔胶,然后从中间向两端加热
收缩。
16,各相分别套入铜网屏蔽;
将套入长端同屏蔽网移至接头上,用手将屏蔽网在各相上整平,同时注意将铜网两端压在电缆原来的屏蔽
层上,用锡焊焊接
17,绑扎,整形;
将原来切割电缆时翻起的填充物(见图1)从新翻回,然后用白纱带将三相芯线绑扎在一起,注意:接头
是否圆润平整,全在这里了
18,绑扎,整形2
有条件可在白纱带外再包绕一层高压热缩带,增加密封绝缘度,无条件不包也可。
19,焊接地线;
用附带的编织铜线将接头两端的保护钢铠联结(焊接)起来。
20,烘烤外护层;
将一端电缆中早已套入的长外护套管移到超过压接管位置时开始热缩
21,烘烤外护层2;
将另一端电缆中早已套入的短外护套管移到超过压接管位置,套住先收缩的长外护套管100mm时开始热
缩。
22,完成;
用黑胶布在外护套交叠处做包缠封口处理,至此,电缆中间头制作结束!
电缆总站.jrctxl.
电力电缆 架空电缆.jklyj.
布电线.bvxian.控制电缆.sx-kvv.。