大型预焙铝电解槽打壳系统的改进
- 格式:pdf
- 大小:741.77 KB
- 文档页数:3
铝电解专业技术总结考生姓名: xxxx申报职业(工种): xxxxx申报级别: xxxx浅谈300kA预焙电解槽的技术优化控制摘要: 本文分别从300kA电解槽对其焙烧启动、后期管理及正常生产期的参数控制及优化进行了阐述。
焙烧启动阶段采用焦粒焙烧,通过合理控制各项技术指标,焙烧启动阶段顺利进行。
后期管理阶段主要是根据迅速降电压的指导思想,对各项技术参数的调整进行了合理尝试,取得了较好的效果。
正常生产期通过提高氧化铝浓度控制精度和技术管理创新,降低了电解槽炉底压降和阳极效应系数,各种能耗明显降低,电解槽稳定性增强,提高了电流效率。
关键词: 铝电解槽焙烧启动后期管理技术优化受世界金融危机冲击,有色金属国内外市场需求萎缩,价格暴跌,铝价也随之大幅下跌,电解铝企业的生存面临着前所未有的威胁,加之国内节能降耗的大趋势要求,降低生产成本已成为刻不容缓的问题。
鸿骏铝业300KA电解系列通过对技术管理创新和新技术的运用,逐步摸索出了低电压下,电解槽稳定高效运行的方法,各种能耗明显降低。
1.焙烧启动管理鸿骏铝业300KA电解槽256台电解槽采用的是沈阳铝镁设计院设计的电解槽,公司通过对启动及后期管理的摸索,探索出了一套合理技术管理思路,取得了较好的成绩。
1.1 焙烧过程管理我公司300KA电解槽采用的是焦粒加石墨焙烧,无效应湿法启动。
焦粒与石墨的配比采用的是8:2,角部采用7:3,铺设厚度为2cm,焦粒与石墨碎的粒度要求为0.2cm~0.4cm。
装槽料有所改变,把边部冰晶石用电解质破碎块替代,达到减缓热冲击的目的,极间缝不装物料、中缝添加电解质块达到加强热对流的效果,使电解槽各部位升温平衡。
焙烧时间控制在120h以上,温升梯度则按表1进行控制,在此温升梯度条件下,使阴极内衬充分焙烧焦化,避免温差过大造成阴极表面和内部裂纹的产生, 防止电解槽早期破损槽的产生。
表1 各阶段温升梯度控制温度控制范围/℃所处阶段温度提升速度/℃·h- 1温升梯度/℃· h- 1≤200软化阶段主要排出水分15左右10~13 200~700挥发分大量排出的阶段5 7~10>700粘结剂的焦化过程基本结束10~15 9~12在实际生产过程中,为了避免电流分布不匀对电解槽寿命产生影响,就要求从焦粒粒度选择、焦粒配比、铺设厚度、座极、拆除分流片等方面入手进行严格把关,同时在焙烧期间要按照公司制度对阳极电流分布进行测量,并对偏差过大的阳极电流进行调整。
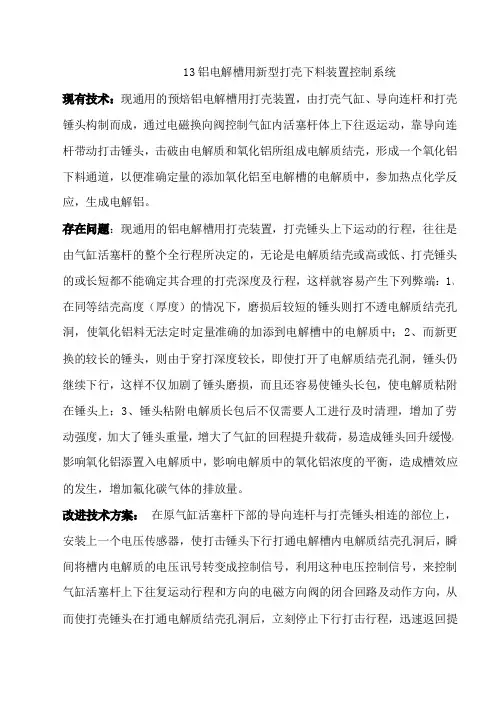
13铝电解槽用新型打壳下料装置控制系统现有技术:现通用的预焙铝电解槽用打壳装置,由打壳气缸、导向连杆和打壳锤头构制而成,通过电磁换向阀控制气缸内活塞杆体上下往返运动,靠导向连杆带动打击锤头,击破由电解质和氧化铝所组成电解质结壳,形成一个氧化铝下料通道,以便准确定量的添加氧化铝至电解槽的电解质中,参加热点化学反应,生成电解铝。
存在问题:现通用的铝电解槽用打壳装置,打壳锤头上下运动的行程,往往是由气缸活塞杆的整个全行程所决定的,无论是电解质结壳或高或低、打壳锤头的或长短都不能确定其合理的打壳深度及行程,这样就容易产生下列弊端:1、在同等结壳高度(厚度)的情况下,磨损后较短的锤头则打不透电解质结壳孔洞,使氧化铝料无法定时定量准确的加添到电解槽中的电解质中;2、而新更换的较长的锤头,则由于穿打深度较长,即使打开了电解质结壳孔洞,锤头仍继续下行,这样不仅加剧了锤头磨损,而且还容易使锤头长包,使电解质粘附在锤头上;3、锤头粘附电解质长包后不仅需要人工进行及时清理,增加了劳动强度,加大了锤头重量,增大了气缸的回程提升载荷,易造成锤头回升缓慢,影响氧化铝添置入电解质中,影响电解质中的氧化铝浓度的平衡,造成槽效应的发生,增加氟化碳气体的排放量。
改进技术方案:在原气缸活塞杆下部的导向连杆与打壳锤头相连的部位上,安装上一个电压传感器,使打击锤头下行打通电解槽内电解质结壳孔洞后,瞬间将槽内电解质的电压讯号转变成控制信号,利用这种电压控制信号,来控制气缸活塞杆上下往复运动行程和方向的电磁方向阀的闭合回路及动作方向,从而使打壳锤头在打通电解质结壳孔洞后,立刻停止下行打击行程,迅速返回提升行程。
技术原理:在原设计绝缘良好的铝电解槽用打壳装置导向连杆与打壳锤头相连的导电金属部位,安装上一个电压传感器,使打击锤头下行打通电解槽内电解质结壳孔洞后,锤头下端部与电解质电解液瞬间接触后将电解槽内的电压变化讯号,通过导接线传导给电压继电器上,将电压讯号通过槽控箱,转变成控制信号,传导到控制气缸活塞杆上下往复运动的电磁方向阀上,从而使打壳锤头在打通电解质结壳后,立刻停止下行打击行程,迅速返回提升行程,及时改变打击锤头的运动方向,既防止了打击锤头打不透电解结壳的可能性,又防止打击锤头打透电解结壳孔洞后仍继续向下插入的可能性。
2023年 10月下 世界有色金属11冶金冶炼M etallurgical smelting铝电解槽燃气焙烧技术的优化控制赵 鹏(中国铝业青海分公司电解厂,青海 西宁 810108)摘 要:随着铝工业的迅速发展,铝电解槽燃气焙烧技术的应用越来越广泛。
优化控制铝电解槽燃气焙烧技术对于提高能源利用效率、降低能耗、减少环境污染等方面具有重要意义。
然而,目前该技术在实际应用中仍存在诸多问题,需要进一步优化和改进。
本文以200-240kA电解槽为例,针对燃气焙烧方式存在的突出问题,在装炉标准、焙烧设备安装标准和升温策略等关键过程优化进行重点分析,列举关键措施,实现燃气焙烧的成熟应用。
关键词:电解槽;燃气焙烧;装炉;升温中图分类号:TF821 文献标识码:A 文章编号:1002-5065(2023)20-0011-3Optimization Control of Gas Roasting Technology for Aluminum Reduction CellsZHAO Peng(Aluminum Corporation of China Qinghai Branch Electrolysis Plant, Xining 810108,China)Abstract: With the rapid development of the aluminum industry, the application of gas roasting technology in aluminum electrolysis cells is becoming increasingly widespread. Optimizing and controlling the gas roasting technology of aluminum electrolysis cells is of great significance for improving energy utilization efficiency, reducing energy consumption, and reducing environmental pollution. However, there are still many problems in the practical application of this technology, which require further optimization and improvement. This article takes the 200-240kA electrolytic cell as an example to focus on the prominent problems in the gas roasting method. Key process optimizations such as furnace installation standards, roasting equipment installation standards, and heating strategies are analyzed, and key measures are listed to achieve the mature application of gas roasting.Keywords: electrolytic cell; Gas roasting; Charging furnace; Heating up收稿日期:2023-08作者简介:赵鹏,男,生于1983年,汉族,青海海东人,本科,工程师,研究方向:企业管理及电解铝净化。
300KA级大型预焙铝电解槽的设计分析300KA级大型预焙铝电解槽的设计分析1前言近年来,随着铝用途的推广、使用量的增加,电解铝工业迅猛发展,奔着节能降耗及节约投资的目的,目前国内两大轻金属设计研究院(贵阳院和沈阳院)相继推出了280KA、300KA、320KA、350KA 等单系列、高产能的大型预焙铝电解槽。
综观国内各大铝厂,新上项目以300KA的槽型居多,该型槽通过近三年的运行,经生产单位与设计单位的共同探讨,300KA预焙电解槽的槽型趋于成熟。
下面对沈阳院的两种300KA预焙电解槽和贵阳院的一种320KA预焙电解槽的设计构造作一对比分析。
2三种槽型设计现状2.1河南豫港龙泉铝业有限公司第一个系列二十万吨300KA预焙电解槽是沈阳院推出的第一代300KA槽型。
其特点是双面二十组阳极,五点进电、四点下料,电解槽侧部采用75mm厚的氮化硅结合碳化硅新型侧部砖块;阴极钢棒与阴极母线的连接采用钢铝爆炸复合块焊接;阳极导杆截面为200×180,阳极炭块为550×660×1550,其设计参数如表一:表一河南豫港龙泉铝业有限公司一系列300KA预焙电解槽设计参数名称单位数值电流强度 KA 300 阳极尺寸mm 550×1330×1550 阳极断面cm2 20×155×132=409200 阳极电流密度 A/cm2 0.733 槽膛平面尺寸mm 3880×14500 大面加工距离 mm 300 小面加工距离mm 420 槽膛深 mm 500 阳极升降速度 mm/min 75 阳极升降行程mm 400 升降电机功率KW 7.5 打壳间隔时间s 72 每次下料量kg 2×1.82.2河南豫港龙泉铝业有限公司第二个系列二十万吨300KA预焙阳极电解槽是沈阳院的第一代300KA预焙槽的改进型,依据第一代槽的运行状况,本系列做了如下改进:首先,下料系统由原常规设计的四点下料变为六点下料;其次,电解槽长侧板外焊接加强散热片;第三,电解槽侧部氮化硅结合碳化硅砖块厚度由75mm加厚为90mm;第四,人造伸腿加高;第五,槽膛加深;第六,超浓相输送管电解槽上未端部位增设排气装置;第七,阴极钢棒与阴极母线的连接采用铜铝复合片压接。

试论大型预焙铝电解槽炉底结壳成因及应对策略摘要:日常维护和管理大型预焙电解槽,在铝电解生产工作中,是一件重要工作。
主要是对炉膛进行合理的管理,在产生过程中,要保持炉底的整洁,这是保证电解槽正常运行的基础工作,同时也是提升铝电解生产质量的关键部分。
一般情况下,铝电解槽中的材料和热收支在生产过程中应动态平衡。
但如果电解槽中的氧化铝没有发生溶解,而在炉底形成了沉淀,就会破坏电解槽中的材料与热收支的平衡,且还会影响到磁场的变化,长期处于这种情况,电解槽就会发生一些问题,出现问题槽和病害槽的情况,这很容易导致事故。
关键词:大型预焙;铝电解槽;炉底结壳1铝电解槽炉底沉淀结壳的成因1.1电解槽热场不合理电解槽热场不合理主要有的原因是设计的不合理与运行电流强度的不合理,对炉底形成结壳有着重要的影响。
其根本是电解槽热收入小于热支出,电解质和槽底混合物凝固沉淀在阴极表面上越来越多,不能及时熔掉,越来越厚,形成坚硬的结壳层。
在好的电解槽热场中,底部内衬的900℃等温线要在阴极炭块层的下面,否则炉底温度过低则不利于熔解物料,形成沉淀引起结壳。
1.2氧化铝浓度偏大尽管现在电解槽方面提升使用了智能控制技术,能够把氧化铝的浓度管控在较低的范围,使其在生产过程中的氧化铝不产生沉淀,但是行业目前的系列运行基础数据的采集自动化、智能化与作业机械化、精细化的限制,在生产过程中如换极、填加覆盖料、处理堵料、处理结包等作业,仍有大量的过剩物料进入电解槽中,电解质未能及时全部溶解,沉积在电解槽的底部,慢慢的形成炉底结壳。
1.3分子比过低在铝电解生产中,需要特别注意的技术控制参数是分子比。
过低的分子比电解质会因为初晶温度较低而处于低温状态的情况,导致电解质粘度较大,电解质流动性变差,导电能力减小,会影响氧化铝的扩散以及溶解速度,没有及时进行溶解的氧化铝会因冷凝会沉积在电解槽的底部,慢慢地就会由沉淀转化成在的炉底结壳。
1.4电解质水平较低电解质对于电解铝的生产来说有着十分重要的作用。
新型铝电解多功能机组的改进设计*张云伟(中国有色(沈阳)冶金机械有限公司铝设备设计研究所,辽宁沈阳110141)[摘 要]针对铝电解多功能机组在生产过程中出现的问题,基于拓展功能、改进创新的设计思想,从机械设计的角度进行分析研究,制定主要机械结构及参数的改进措施。
经过近两年的运行,实践证明,改进后的铝电解多功能机组在设计上是成功的,并具有良好的社会效益和经济效益。
[关键词]电解;铝电解多功能机组;预焙阳极电解槽[中图分类号]TH2151022 [文献标识码]A [文章编号]1003-8884(2009)05-0011-06Improved Design of New Aluminum Electrolysis Multifunctional UnitZHANG Yun -wei(Aluminum Equipment Design and Research Institute,NFC(Shenyang)MetallurgicalMachinery C o.Ltd.,Shenyang 110141,China)Abstract:Considering the problem occurred in the aluminum electrolysis multifunctional unit operation,based on the idea of developing function and improving design,makes analysis from the perspective of mechanical de -sign,the article establishes the improvement measures of main mechanical structure and para meters.B y two years operation practice,the improved aluminum elec trolysis multifunc tional unit design is proved to be success -ful,obtains good social and economical benefits.Key words:electrolysis;aluminum electrolysis multifunctional unit;pre -baked anode reduction cell[收稿日期]2009-04-21 [修回日期]2009-09-14[基金项目]本文课题为中国有色(沈阳)冶金机械有限公司2006年科技研发项目(2006104069),2008年通过中国有色金属协会的科技成果鉴定,同年获中国有色金属工业科学技术奖一等奖.[作者简介]张云伟(1956-),男,辽宁新民市人,高级工程师,大学本科,中国有色(沈阳)冶金机械有限公司制铝设备学科带头人,从事制铝设备项目机械设计工作.0 前言铝电解多功能机组是大型铝电解生产的机械化专用操作设备,承担着辅助大型预焙阳极铝电解槽规模化生产作业任务,该机组是集打壳、加料、更换阳极及测高装置、清理阳极铲、出铝等功能为一体的机械、液压、气动、电气控制的高科技产品,可以使电解铝生产从根本上摆脱繁重的体力劳动,极大地改善操作环境和作业条件,减少设备种类和台数,提高设备使用效率,实现高效、安全、人性化作业的现代化生产。
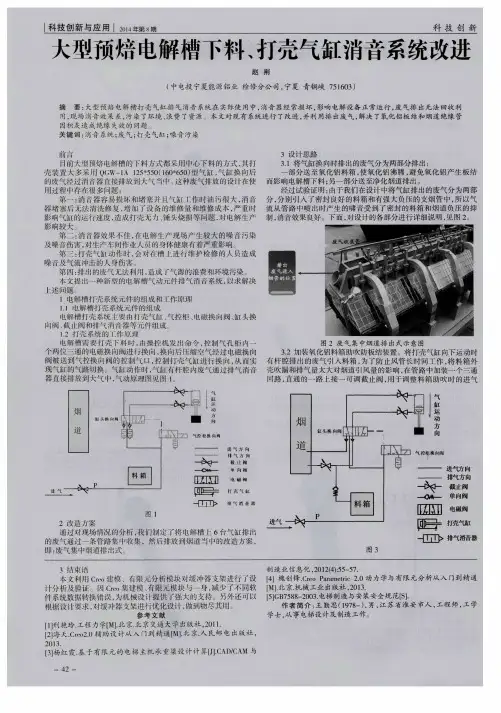
大型预焙电解槽下料、打壳气缸消音系统改进前言目前大型预焙电解槽的下料方式都采用中心下料的方式,其打壳装置大多采用QGW-1A 125*550( 160*650 )型气缸,气缸换向后的废气经过消音器直接排放到大气当中。
这种废气排放的设计在使用过程中存在很多问题:第一:消音器容易损坏和堵塞并且气缸工作时油污很大,消音器堵塞后无法清洗修复,增加了设备的维修量和维修成本,严重时影响气缸的运行速度,造成打壳无力、锤头烧损等问题,对电解生产影响较大。
第二:消音器效果不佳,在电解生产现场产生较大的噪音污染及噪音伤害,对生产车间作业人员的身体健康有着严重影响。
第三:打壳气缸动作时,会对在槽上进行维护检修的人员造成噪音及气流冲击的人身伤害。
第四:排出的废气无法利用,造成了气源的浪费和环境污染。
本文提出一种新型的电解槽气动元件排气消音系统,以求解决上述问题。
1电解槽打壳系统元件的组成和工作原理1.1电解槽打壳系统元件的组成电解槽打壳系统主要由打壳气缸、气控柜、电磁换向阀、缸头换向阀、截止阀和排气消音器等元件组成。
1.2打壳系统的工作原理电解槽需要打壳下料时,由操控机发出命令,控制气孔柜内一个两位三通的电磁换向阀进行换向,换向后压缩空气经过电磁换向阀被送到气控换向阀的控制气口,控制打壳气缸进行换向,从而实现气缸的气路切换。
气缸动作时,气缸有杆腔内废气通过排气消音器直接排放到大气中,气动原理图见图1。
2改造方案通过对现场情况的分析,我们制定了将电解槽上6 台气缸排出的废气通过一条管路集中收集,然后排放到烟道当中的改造方案,即:废气集中烟道排出式。
3设计思路3.1将气缸换向时排出的废气分为两部分排出:部分送至氧化铝料箱,使氧化铝沸腾,避免氧化铝产生板结而影响电解槽下料;另一部分送至净化烟道排出。
经过试验证明:由于我们在设计中将气缸排出的废气分为两部分,分别引入了密封良好的料箱和有强大负压的支烟管中,所以气流从管路中喷出时产生的啸音受到了密封的料箱和烟道负压的抑制,消音效果良好。
出铝作业流程存在问题与分析针对出铝作业流程存在的问题,进行了现场的测量、统计、调研与分析,现将问题汇总如下:二、附录附表一:单槽吸出精度统计表班组:日期: 上表为单槽吸出精度统计表,重点做到单槽吸出精度可控,减少因吸出误差带来的干扰。
附图一:出铝外部影响因素:由图一我们可以看出,出铝的外部影响因素主要:铸造、抬包密封性、抬包车。
图一:出铝进程外部影响因素附表二:出铝前、后温度变化及出铝量与母线行程对应关系出铝前、后各时段平均槽温变化如图:图2 各区出铝前、后各时段平均槽温变化图从图2我们可以看出,出铝后2小时内槽温都有不同程度(3-6℃)的上升,出铝后4小时与2小时的槽温测量值基本持平。
但是,出铝作业后一定的附加电压,拉高极距并作用适当时间后,可增强槽子在出铝作业后的抗干扰能力,实现平稳过渡。
但时间不宜太长,否则不仅破坏热平衡而且增加能耗。
附录三:曲线截图(a) (b)(c) (d)(e) (f)图(a): 增量期24min+出铝控制39min+正常期25min+减量期3min 产生效应;图(b): 增量期7min+出铝控制25min(人为清除)+正常期11min 产生效应;图(c): 增量期3min+出铝控制36min+正常期19min 产生效应;图(d): 减量期5min+出铝控制36min+正常期9min 产生效应;图(e): 正常期20min+出铝控制39min+正常期24min 产生效应;图(f): 正常期24min+出铝控制7min(人为清除)+正常期23min 产生效应;附表3:出铝前后浓度变化汇总从上表可以看出,出铝控制结束后氧化铝浓度明显下降,对于浓度在正常范围的电解槽,下降0.5个百分点足已诱发阳极效应。
如果我们继续按原有的程序控制,再走25分钟的正常期,槽子很有可能来效应。
所以我们建议出铝后控制系统应缩短正常加料期运行时间或进行增量控制。
350kA预焙铝电解槽工艺技术的选择与条件优化摘要:本文主要介绍了电解铝的工艺技术选择以及条件的优化,通过某厂在生产电解铝过程中的具体实施过程,提出了在生产过程中应该建立起系统管理思想优化工艺技术和系统以达到预期目标。
关键词:350kA预焙铝工艺技术条件优化一、350kA预焙铝电解槽常见技术问题以某公司投入的350kA预焙铝电解槽为例,在生产过程中主要有电解槽槽温偏高、效应受控率较低、效应系数较高、辅助系统的流程不畅通、设备缺陷较多等问题。
为有效解决这些技术问题以及对一些技术进行优化,组织了系统的优化过程。
二、优化过程1.确定主要优化目标主要从生产工艺和生产设备两个方面考虑。
在生产工艺方面主要是降低电解槽槽温和效应系数,生产设备方面主要是消除设备缺陷和改造系统,确保其畅通。
2.定期分析根据进度安排,半个月或一个月召开一次有关技术进展的分析会议,对前一段时间工作进行小结对下一阶段工作进行合理安排。
对上一阶段中出现的问题进行讨论,确定解决方案。
3.建立数据分析统计台账4.提高职工的业务水平定期对职工进行技术培训,包括作业人员的专业培训和现场的操作培训。
通过培训,提高职工的技术水平和操作水平,最低限度的较少操作错误。
5.严格控制技术条件的稳定性制定切实可行的技术条件操作的标准,在操作中严格按照操作标准控制各工艺技术参数。
三、优化工艺技术条件1.确保供电质量的稳定供电稳定是电解槽稳定生产的首要前提, 公司在350kA电解槽投产后, 由于供电的稳流系统没有同步投运, 直流电流的强度长期在330~ 360kA范围内波动,电解槽的工艺技术条件控制难度大相当大。
为了确保电流稳定,要求供电单位严格将供电电流控制在350±2 kA。
2.降低电解槽效应系数在2006年投产后一个月内,电解槽的效应系数平均值达到0.5次/槽·日,平均效应时间高达8~12min。
长效应、突发效应、重效应等频繁发生,系列电流的强度供应极其不稳,电解质的温度升高,槽帮熔化,导致工作环境恶化,增加工人的劳动强度,最为严重的是造成电解槽的技术条件波动。
大型预焙阳极铝电解槽生产管理的实践分析摘要:随着社会的不断发展,科技的不断进步,我国各个领域均得到了很好的发展,人们的生活质量也有了更大的提升。
在当代社会发展中,铝工业一直占据着十分关键的地位,且为了适应社会发展要求,该工业领域也在持续优化生产工艺,而大型化也成为了当今世界铝电解技术发展的大趋势,节能、环保以及高效、低成本均是其优势。
本文通过查阅相关资料,简要介绍了大型预焙阳极铝电解槽概述,并提出了行之有效的优化大型预焙阳极铝电解槽生产管理的相关措施。
关键词:大型预焙阳极铝;电解槽;生产管理;措施前言:近年来我国经济实力不断攀升,这与各个行业的飞速发展有着密切关系,且如今经济全球化趋势越来越明显,我国诸多领域均在不断加快与国际市场接轨的步伐。
以目前的情势来看,我国在很多方面依然与其他发达国家之间有着巨大的发展差异,铝工业也是一样,虽然其发展态势越来越良好,特别在大型预焙阳极铝电解槽“四场”得以开发和应用后,此方面发展又有所突破。
生产管理是此方面发展中的重点内容,我国为了优化生产管理也在此方面投入了更多的资金、技术和人才方面的支持。
一、大型预焙阳极铝电解槽概述预焙阳极铝电解槽的“大型化”概念一般根据槽型容量与其适应的建设规模,以及综合水平进行划分。
其自90年代时即在国际上崭露头角,随着越来越多先进工艺技术的推广应用,使得此方面逐渐呈现出大容量以及高效性的特点,并围绕此方面形成了全新的过程控制模式,以及现代化的管理模式。
其自身优势较多,具体可以体现在如下几个方面:一,热稳定性佳;二,自调能力强;三,单位效能低;四,效率高;五,污染小;六,自动化程度高;七,职工劳动强度低。
在其发展中需要根据各种设备来完善管理手段,做好生产管理才可以更好的促进后续发展[1]。
二、优化大型预焙阳极铝电解槽生产管理的相关措施(一)了解槽型设计与结构特点,确定工艺控制方向表面来看,工艺控制、电解槽特点并无过多关系,然而槽型不同,设计参数也会有很多的差异,根据我国此方面的研究可以知道,多数设计中所体现出来的特点均较为相近,如加工面窄,太阳极,强电流等。
铝电解槽智能打壳系统使用计划方案一、实施背景铝电解槽是铝冶炼中的重要设备之一,其主要作用是将铝矾土经过电解反应转化为铝金属。
在铝电解过程中,电解槽内部会形成一层厚厚的氧化铝壳,这会对电解效率产生负面影响。
为了保证铝电解的效率和质量,需要定期对电解槽进行打壳处理。
传统的打壳方式需要人工操作,不仅效率低下,而且存在一定的安全隐患。
因此,开发一种智能化的铝电解槽打壳系统,既可以提高打壳效率,又可以降低安全风险,具有非常重要的现实意义。
二、实施计划步骤1.需求分析:根据实际需求,确定铝电解槽智能打壳系统的功能和性能指标。
2.技术研发:通过对相关技术的研究,开发出符合要求的铝电解槽智能打壳系统。
3.测试验证:对开发出来的系统进行测试验证,确保其稳定性和可靠性。
4.推广应用:将铝电解槽智能打壳系统推广应用到铝冶炼企业中,实现工业化生产。
5.售后服务:为用户提供系统的售后服务,保证系统的正常运行和维护。
三、适用范围铝电解槽智能打壳系统适用于铝冶炼企业中的铝电解槽打壳工作,可广泛应用于铝电解槽打壳的各个环节。
四、创新要点1.采用智能化控制技术,实现自动化打壳。
2.使用高效的打壳工具,提高打壳效率。
3.采用先进的传感器技术,实时监测电解槽内部情况。
4.具备故障自诊断和报警功能,确保系统的稳定性和可靠性。
五、预期效果1.提高打壳效率,节约人力成本。
2.降低安全风险,保障工作人员的安全。
3.提高铝电解效率和质量,提高生产效益。
六、达到收益1.通过提高打壳效率,降低人力成本,实现生产成本的降低。
2.通过提高铝电解效率和质量,提高生产效益,增加企业收益。
七、优缺点1.优点:智能化控制,自动化打壳,提高打壳效率;采用先进的传感器技术,实时监测电解槽内部情况,确保系统的稳定性和可靠性;具备故障自诊断和报警功能,保障工作人员的安全。
2.缺点:系统的成本较高,需要一定的投资。
八、下一步需要改进的地方1.进一步优化系统性能,提高系统的稳定性和可靠性。
300KA预焙电解槽中修内容及技术要求一电解槽上部结构1拆除1.1将槽旁风动斜溜槽与槽上风动溜槽软布袋处拆开。
1.2从排烟管法兰与伸缩节下法兰连接螺栓处拆开,把排烟管上的伸缩节以及伸缩节上方的一节直钢管拆下,以方便上部结构的吊运。
1.3门型立柱底座铰接处与槽壳分开并更换破损的绝缘件。
1.4立柱母线与阳极母线从L型块连接螺栓处拆开。
2吊运2.1未拆除上部结构时,施工单位应制作阳极立柱母线软带支承装置,以防止上部结构吊运时立柱母线软带变形。
2.2吊运的上部结构,应拆除槽上溜槽、阳极挂钩、打壳气缸、出铝气缸、定容下料器,且将料箱中的余料和集气罩中的沉料放净,便于减轻上部结构整体重量。
2.3上部结构吊运时,必须用多功能机组两固定电葫芦吊运,施工单位应制作吊具,保证吊运时整体平稳,不倾斜。
3绝缘3.1更换上部结构部分破损的绝缘件(打壳、出铝气缸座、钢套)。
二内衬1内衬刨除及外运1.1为防止内衬膨胀造成槽壳变形或接地,须采取干刨方法刨除内衬。
1.2阴极部分先从周边缝部位开始,将氮化硅结合碳化硅砖、周围糊、耐火砖、浇注料、隔热耐火砖等刨除,直至全部露出阴极钢棒。
1.3用气割将阴极钢棒割断,具体切割位置是距阴极炭块100㎜处切割,豁口以电解槽阴极软带连接片(沈阳院零件图SG0218—3LY2-16)为准。
割口为100㎜连接片,连接片的厚为6㎜,数量不少于25片。
1.4阴极钢棒全部割断后,使用专用设备将阴极炭块顶活吊出。
1.5刨除到干式防渗料处时,由电解分厂生产设备办公室工艺员对防渗料进行技术鉴定(据鉴定结果再做结论)。
1.6沿着槽壳上沿割断槽沿板,将其拆除,切割时勿损伤槽壳。
1.7刨炉结束后,应清除槽壳内侧壁的附着物。
1.8施工方应根据甲方的指定存放地点清掉现场各种氮化硅结合碳化硅砖、废糊料、阴极炭块、干式防渗料、耐火砖等以及酸洗阴极钢棒的废液,以便甲方再处理。
1.9将阴极钢棒从残阴极炭块中拆除,交于甲方处理。
铝电解多功能机组变幅四连杆打壳机构设计改进摘要:铝电解多功能机组是大型铝电解生产的机械化专业操作设备,打壳机构是铝电解多功能机组中的主要工具之一,结构非常复杂。
本文通过对旧式连杆打壳机构在实际应用中产生问题的分析及缺陷的设计改进,重点介绍了一种结构相对简单、工作效率高、可将电解槽中缝的氧化铝结壳打碎的新型变幅四连杆打壳结构,经过实践运用,效果良好,是一种极具推广价值的新型结构。
关键词:铝电解多功能机组电解槽打壳机构变幅四连杆打壳机构Design improvement of four bar mechanism for crust breaker unit on PTM(abstracts) PTM is special designed machine for Large scale Aluminium smelt plant, Crust breaker is one of tools mechanism plays important role among others with rather complicated structures, this paper analyse the fault of troditional style crust breakers met during practical uses, consequently ,bring up the idea of improvement in designation. The new designed crust breaker featured with four bar mechanism has simpler stucture, higher efficency compare to the old ones, and more, it can even break off the alumina crust clamped in gaps of electrolytic cell. By many times of testing, it is approved to be reliable and effictive.(keywords) PTM, electrolytic cell, crust breaker, amplitude variation four bar mechanism1 前言铝电解多功能机组是大型预焙阳极铝电解生产的关键设备,主要由大车、工具小车、出铝小车、气动、液压系统和电控系统等部分组成,是集打壳、加料、更换阳极及测高装置、清理阳极铲、出铝等功能为一体的机械、液压、气动、电气控制的高科技产品。
铝电解用预焙阳极上部结构优化及开槽的节能和降耗探索摘要:本文根据生产实践具体情况,分析及改进预焙阳极上部结构尺寸优化的目的是有利于铝电解过程中保温覆盖料能较好地堆积,对预焙阳极起到覆盖保护的作用,同时减少预焙阳极无效重量,降低预焙阳极的制造和使用成本。
还针对影响炭碗开槽预焙阳极质量的主要因素提出了稳定煅烧工艺,改善焙烧升温制度,提高生阳极体积密度等具体有效的措施。
关键词:预焙阳极;结构尺寸优化;炭碗间开槽;节能减排;降低阳极毛耗预焙阳极是铝电解生产中的重要组成部分,它在铝电解生产中起着核心作用,阳极炭块内在质量的好坏和各项技术参数的设计是否合理,都直接影响着电解铝生产工艺、各项经济指标以及生产成本。
但节能减排是企业生存和发展的永恒主题,也是一个有责任的企业实现和谐社会和实现可持发展的必然要求。
在国家“十四五”明确要求单位 GDP能耗降低13.5%,二氧化碳排放降低18%的目标指引下,企业再一次选择对阳极上部外形进行挖潜。
1 阳极炭块上部结构仅起到与钢爪连接的作用,因此还可以在上部继续进行结构尺寸优化, 尽量减少生产阳极炭块的糊料用量。
阳极炭块在电解槽使用时顶部需要堆积保温覆盖料, 怎样才能使料更有效地堆积也是考虑的方向。
1.1预焙阳极上部结构尺寸的优化应围绕降低预焙阳极在以下三个方面来进行。
一是减少炭块的“无效”部分从而减少生产预焙阳极炭块的糊料用量,降低阳极的制造成本;二是铝电解过程中保温覆盖料能较好地堆积,对预焙阳极炭块起到覆盖保护的作用;三是通过对预焙阳极炭块改进,在一定程度上降低预焙阳极炭块单耗。
一般地,在所有几何体中,球体的表面积是最大的,因而结合以上三点,将预焙阳极炭块上部顶面改为圆弧面比较好。
1.2预焙阳极炭块上部结构尺寸优化有以下几个效果(1)将上部凸台与阳极炭块主体结合部改为圆弧状,大大减小了阳极炭块成型过程中该部位由于应力集中产生裂纹的可能性;同时,也降低了阳极炭块在焙烧过程中裂纹扩展和新裂纹产生的几率,有利于改善预焙阳极炭块的理化性能,提高阳极炭块的使用效果。