大型预焙铝电解槽生产知识
- 格式:ppt
- 大小:2.79 MB
- 文档页数:37

铝电解槽生产工艺与施工概述铝电解槽生产是铝工业生产的核心。
近几年西方国家新建或扩建的大型铝厂几乎全部采用300KA级(包括160KA~600KA)铝电解槽生产铝。
铝工业生产主要是由三大块互相独立又相互依存的生产组成,即氧化铝生产、电解铝生产、铝用炭素材料生产。
三大块中电解铝生产是核心。
从工艺复杂程度看:氧化铝生产最复杂,铝用炭素材料生产排第二,电解铝生产排第三。
从投资额大小看:氧化铝生产最大,铝电解生产仅次,铝用炭素材料生产排后。
从施工工期看:氧化铝生产最长,铝电解生产其次,铝用炭素材料生产再次。
电解铝生产主要是铝电解槽。
一、电解厂房电解厂房一般为装配式钢筋混凝土排架结构。
厂房内为两层楼结构,底层有钢筋混凝土设备基础,安装铝电解槽及阴极母线等;第二层为操作层,标高一般约2~3m左右。
设备基础和二层楼结构均为钢筋混凝土结构。
屋面一般采用轻型钢屋盖,轻型墙面围护结构。
厂内配有多功能天车,供更换阳极炭块、出铝、运输等作业,轨顶标高一般为9m左右。
吊车梁一般为钢筋混凝土预制构件。
从建筑工程的角度,土石方、杯口基础、预制钢筋混凝土柱、预制钢筋混凝土吊车梁、现浇钢筋混凝土设备基础、轻型钢屋架、铝板瓦或彩板瓦等,都是常规施工方法施工。
二、铝电解槽主要工艺电解铝生产是把氧化铝中的铝转变为金属铝的过程。
其生产的主要原理是以熔融的冰晶石—氧化铝体系作为电解质,以炭素材料作为两极(即阳极和阴极),炭素阳极安装在电解槽上部,阳极母线强大的直流电(30~320KA,不同的铝电解槽采用不同的电流)通过炭素阳极材料导入电解槽的电解液与铝液层并参与电化学反应,然后从炭素阴极材料经阴极母线导出。
直流电在电极间产生热能并保持正常的电解温度(920~950℃),使冰晶石和氧化铝熔融体变成离子状态,在炭素阳极底部发生分解氧化铝的复杂的电化学反应(称阳极反应),阳极的最终产物是CO和CO2的混合气体(一般情况下,生成的CO约占30%左右),在阴极上析出液态金属铝,再铸成铝锭,完成铝的生产。

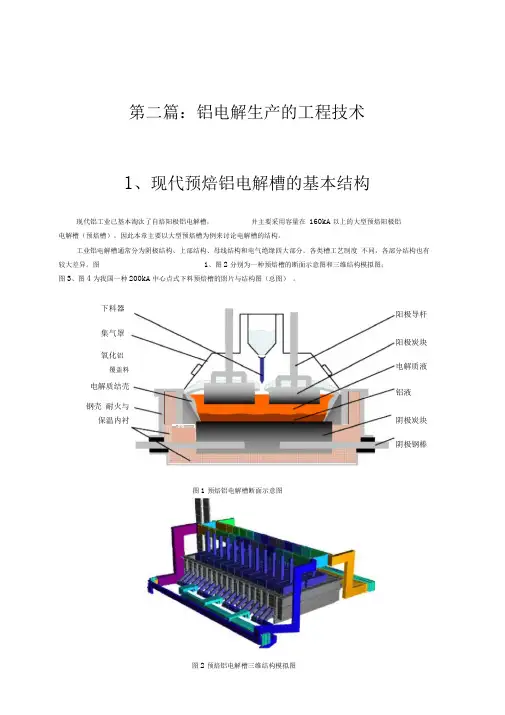
第二篇:铝电解生产的工程技术1、现代预焙铝电解槽的基本结构现代铝工业已基本淘汰了自焙阳极铝电解槽,并主要采用容量在 160kA 以上的大型预焙阳极铝电解槽(预焙槽)。
因此本章主要以大型预焙槽为例来讨论电解槽的结构。
工业铝电解槽通常分为阴极结构、上部结构、母线结构和电气绝缘四大部分。
各类槽工艺制度 不同,各部分结构也有较大差异。
图1、图2分别为一种预焙槽的断面示意图和三维结构模拟图;图3、图4为我国一种200kA 中心点式下料预焙槽的照片与结构图(总图) 。
阳极导杆 阳极炭块电解质液 铝液 阴极炭块阴极钢棒下料器 集气罩氧化铝覆盖料电解质结壳 钢壳 耐火与保温内衬rrT|i|TITTT图1预焙铝电解槽断面示意图图2预焙铝电解槽三维结构模拟图图3我国的一种200kA 预焙铝电解槽(照片)1.1阴极结构电解铝工业所言的阴极结构中的阴极,是指盛装电解熔体(包括熔融电解质与铝液)的容器, 包括槽壳及其所包含的内衬砌体,而内衬砌体包括与熔体直接接触的底部炭素(阴极炭块为主体)■nnJ10- ]【1 -心L—L J — —J图4 我国一种200kA 预焙铝电解槽结构图1.混凝土支柱;2.绝缘块;3.工字钢;4.工字钢;5•槽壳;6.阴极窗口; 7.阳极炭块组;8.承重支架或门;9.承重桁架;10.排烟管;11.阳极大母线;12.阳极提升机构;13.打壳下料装置;14.出铝打壳装置;15.阴极炭块组;16.阴极内衬rM〒■■mT XTI I5 6nu与侧衬材料,阴极炭块中的导电棒、底部炭素以下的耐火材料与保温材料。
阴极的设计与建造的好坏对电解槽的技术经济指标(包括槽寿命)产生决定性的作用。
因此,阴极设计与槽母线结构设计一道被视为现代铝电解槽(尤其是大型预焙槽)计算机仿真设计中最重要、最关键的设计内容。
众所周知,计算机仿真设计的主要任务是,通过对铝电解槽的主要物理场(包括电场、磁场、热场、熔体流动场、阴极应力场等)进行仿真计算,获得能使这些物理场分布达到最佳状态的阴极、阳极和槽母线设计方案,并确定相应的最佳工艺技术参数(详见本书第三篇“铝电解槽的动态平衡及物理场”),而阴极的设计与构造涉及到上述的各种物理场,特别是它对电解槽的热场分布和槽膛内形具有决定性的作用,从而对铝电解槽热平衡特性具有决定性的作用。
预焙阳极电解铝预焙阳极电解铝是一种常见的铝生产工艺,它在铝电解过程中起到了重要的作用。
预焙阳极电解铝的制备过程相对简单,但其在铝生产中的应用却十分广泛。
让我们来了解一下预焙阳极电解铝的基本原理。
预焙阳极电解铝是指在铝电解槽中,通过预先烧结的阳极来进行铝电解的过程。
在这个过程中,阳极的主要作用是提供氧化反应所需的氧气,并参与到铝的电解过程中。
通过预焙阳极电解铝,可以实现铝的高效生产,提高生产效率和质量。
预焙阳极电解铝的制备过程包括以下几个步骤。
首先,选取合适的原料进行配制。
一般来说,预焙阳极电解铝的原料主要包括铝土矿、焦炭和煤焦矸石等。
这些原料需要经过破碎、混合和筛分等工艺进行预处理,以保证原料的质量和配比的准确性。
接下来,将经过预处理的原料送入焙烧炉进行焙烧。
焙烧的目的是使原料中的有机物和水分等挥发出来,同时进行物理和化学变化,使原料在高温下形成焙烧块。
焙烧的温度和时间需要根据原料的性质和要求进行控制,以保证焙烧块的质量和活度。
焙烧后的阳极块需要进行破碎和筛分,以获得符合要求的颗粒度。
然后,将颗粒状的阳极块送入铝电解槽中,作为阳极进行铝电解。
在电解过程中,阳极的氧化反应释放出氧气,并与铝离子结合生成铝金属。
同时,阳极也会随着电解过程的进行逐渐耗损,产生阳极泥。
为了保证电解的稳定进行,需要定期更换阳极。
通常情况下,预焙阳极电解铝的阳极寿命可以达到几个月甚至更长。
一旦阳极耗损到一定程度,就需要停机更换阳极,以保证铝的正常生产。
预焙阳极电解铝的应用范围非常广泛。
这种工艺可以用于生产各种铝及铝合金产品,如铝板、铝卷、铝材等。
预焙阳极电解铝具有生产效率高、能耗低、产品质量好等优点,因此被广泛应用于铝工业。
预焙阳极电解铝是一种重要的铝生产工艺,通过预先烧结的阳极来进行铝电解,可以实现铝的高效生产。
预焙阳极电解铝的制备过程相对简单,但其在铝生产中的应用却十分广泛。
预焙阳极电解铝不仅提高了铝的生产效率和质量,也为铝工业的发展做出了重要贡献。

大型预焙铝电解槽焙烧的过程控制与方法来源:铝博士2013-03-06 15:33 阅读次:86信息来源:全球铝业网更多信息请参考摘要:简述了大型预焙铝电解槽两种焙烧启动的技术方法特点及控制过程,谈到了两种焙烧方法中的优缺点和具体操作步骤。
简述了大型预焙铝电解槽两种焙烧启动的技术方法特点及控制过程,谈到了两种焙烧方法中的优缺点和具体操作步骤,干法启动及湿法启动的工艺技术对比,分析了焙烧预热启动时影响铝电解槽寿命的诸多因素,在焙烧预热启动过程中所采取的预焙铝电解槽早期破损的措施。
关键词:电解槽;铝液焙烧;焦粒焙烧;干法启动;湿法启动1 概述现代大型预焙铝电解槽的焙烧启动,国内近几年新建电解铝厂大多采用铝液焙烧启动和焦粒焙烧启动两种方法,尤其是焦粒焙烧启动,目前更是各新建电解铝厂广泛使用的焙烧预热工艺技术,它较铝液焙烧启动预热时间短、温度梯度不大,可弥补槽内衬及材料质量问题的缺陷等优点,但是,也有它的不足之处,那就是较铝液焙烧启动操作复杂,技术条件要求高,阴极电流分布不均匀,电解质含碳量过高,能耗增加。
还有两种焙烧启动方法就是石墨粉焙烧启动技术方法和气体焙烧启动技术方法。
前者价格太高,造成费用增加,操作复杂(此法国内仅丹江铝厂在114.5kA铝电解槽的启动中使用过),后者易氧化碳块,用于启动的设备复杂,操作难度大,所以,这两种方法很少被铝电解生产厂家采用。
铝电解槽的预热焙烧启动是影响槽寿命的重要因素之-,而槽寿命又直接影响到铝电解的生产成本的稳定,尤其是对大型预焙铝电解槽的焙烧启动。
但是,无论采用那种技术方法,几乎都难以避免使阴极碳块及内衬产生裂纹或孔隙,可是,不让铝液浸入裂纹和孔隙是可以避免的,焦粒焙烧启动方法就具有这种优点,在白银铝厂应用较早,近年来才在国内新建铝厂及自焙槽改造的预焙槽厂家陆续广泛采用。
2 铝电解槽焙烧启动技术如何延长大型预焙铝电解槽的内衬寿命,是国内铝业界研究的重要课题,国内当前预焙铝电解槽内衬寿命比国外预焙铝电解槽内衬寿命要短2~3年,影响电解槽内衬寿命的因素很多,可分为设计、筑炉、材料、焙烧启动、生产管理五个方面,而其中焙烧方法的选择可以说是影响铝电解槽寿命的关键环节。

电解铝电解槽制作安装要点及措施以往传统的电解铝点企业自焙槽很难实现到自动化控制的水平,且们对其中的电解铝电解槽的制造安装过程进行了完善,突出其中的环保性能。
文章主要是分析了预焙电解铝电解槽制作安装设计中的要点,同时讲解了有效改善到预焙电解铝电解槽技术的相关措施,望能为有关人员提供到一定的参考和帮助。
标签:电解铝;电解槽;制作方案1、前言电解槽设计是现代铝电解槽所有用高效节能的关键。
铝生产质量能有效保障到铝电解槽的稳定运行,通过物理场设计应用到较为先进的生产技术中又将石墨化阴极炭块应用到其中,从而有效提升到铝电解槽的安装技术水平。
2、预焙电解铝电解槽制作安装设计要点2.1、物理场设计铝电解槽周围的母线和电压将在熔体中产生磁场能量。
熔体中的高压电流和磁场会产生电磁功率。
电磁场的力将导致熔体高速流动,并引起熔融铝的波动。
如果流速太快会损坏侧部的碳块。
主界面的挤压变形速度影响铝电解槽中铝与二氧化碳之间的不同反应,不利于降低脉冲电流的速度和效率,造成电解槽不稳定。
因此,建议从总线独特设计的另一个角度采用高级应用技术程序,以确保电流效率可高达94%以上,原铝质量达到较好的水平,直流能耗为13250kW之内。
2.2、先进的技术应用整流机组电综合自动化系统是电解铝生产的主要系统,具有功能强大、总体设计严谨等特性。
合理安装和调试可充分满足电解铝生产对电力的需求。
电力控制则是整个整流机组电气设计得以持续稳定运行的重中之重,也是一项核心技术,其控制水平的高低,直接决定了电解铝成品质量的好坏[1]。
正因如此,整流机组电气设备的安装和调试就显得尤为重要,其重要性主要体现在两个方面:其一,可有效保证电解铝生产过程中对直流电平衡稳定性的要求,其二,可大幅度提升电流效率,降低能耗和生产成本。
2.阳极提升技术,结构简单,制造更方便。
在菱形板旋转棒基本结构的阳极金属举升相关机理中。
3.根据铝电解槽壳体的受力情况,分析了船形铝电解槽壳体的工艺。
300KA大型预焙电解槽焦粒焙烧与启动方案及操作流程一、铝电解生产的理想目标:电解槽“长寿”、高效、低耗、低污染。
1、低污染(污染物):CO2、CO、HF、高温、强磁、粉尘、高压、电弧光。
(国内唯一一家在城市内建造的铝厂是抚顺铝厂,国外发达国家不在本国建铝厂,目的保护资源避免污染。
)2、低耗:低电耗,低氟盐消耗等。
3、高效:高电流效率等。
4、电解槽“长寿“是影响电解生产是否高效、低耗的重要因素之一,国外电解槽平均寿命达3000天以上,国内目前电解槽平均寿命为1500天左右(大修一台电解槽费用约50万元)。
二、影响电解槽“长寿”的因素:设计占20%、材料占10%、施工占20%、焙烧启动占25%、后期管理占25%。
其中焙烧启动在影响电解槽寿命的因素中作用举足轻重,所以选择什么样的电解槽焙烧启动方案,怎样对方案进行严格控制、落实以及焙烧启动期间出现的异常情况采取什么样的有效处理手段,将直接影响到焙烧启动效果是否良好以及电解槽是否“长寿”、高效、低耗。
恰巧公司安排我和大家讨论大型槽的焦粒焙烧与启动,今天我们就以二电解厂300KA大型预焙槽为实例进行探讨、分析。
三、焙烧方法:铝液焙烧、焦粒焙烧、燃气焙烧、金属电阻体直接加热电解槽焙烧。
1、焦粒焙烧优点:(1)电解槽内衬温度从常温开始逐渐升高避免内衬中产生过大温度差,均匀内衬中产生的热应力避免阴极早期破损;(2)焙烧完成前和启动初期无铝液产生,电解质液直接进入电解槽在早期生成的阴极裂缝中凝固,对阴极表面进行修补以减少正常生产期间铝液的渗漏从而可以延长槽寿命;(3)焦粒层保护了阴极表面免受氧化;(4)使用分流装置可以控制预热速度;(5)焙烧方法容易控制。
2、焦粒焙烧缺点:(1)阴极表面温度不均匀,易局部高温;(2)角部升温慢槽四周扎糊带预热不良;(3)为控制升温速度采取多种分流装置进行分流,复杂了操作过程,增加了操作难度;(4)启动后碳渣多须人工打捞费时费力。
铝电解预焙阳极电解槽的介绍与展望铝电解预焙阳极电解槽的介绍与展望摘要:本文主要是对电解铝工业生产中的主要设备——电解槽的相关介绍,重点讲述预焙阳极电解槽的相关技术参数、指标、工艺等指数。
其后介绍现代关于铝电解槽的新工艺、新设备。
关键词:电解槽预焙阳极阳极炭块阴极炭块电解铝就是通过电解得到的铝。
现代电解铝工业生产采用冰晶石-氧化铝融盐电解法。
熔融冰晶石是溶剂,氧化铝作为溶质,以碳素体作为阳极,铝液作为阴极,通入强大的直流电后,在950℃-970℃下,在电解槽内的两极上进行电化学反应,既电解。
abstract: this article is mainly to the aluminum industrial production of main equipment-electrolytic cell related introduction, focuses on pre-baked anode cell related technical parameters, index, craft index. Introduced by modern about aluminum cell of new technology, new equipment.Key words: pre-baked anode cell anode block cathode carbon blocksAluminum electrolytic aluminum is through get. Modern aluminum industrial production adopts BingJingShi-alumina melts salt by electro-dialysis. Molten BingJingShi is solvent, alumina as solute, with carbon body is used as an anode, liquid aluminum as a cathode, ventilation with powerful dc, in 950 ℃-970 ℃, the poles in the elect ric in the electrochemical reactions, both electrolysis.1 预焙阳极电解槽的介绍电解槽是电解炼铝的核心设备,一百多年来铝电解槽的结构有了许多改进,其中以电解阳极的变化最大。
电解铝生产基础知识培训一、电解铝发展慨况。
1886年,美国的霍尔和法国的埃鲁特发明冰晶石-氧化铝熔盐电解法,取代了化学法,1887年电解法投产。
电解铝发展经历了预焙阳极——自焙阳极——大型预焙阳极的发展历程。
我国在八十年代之前电解铝主要以自焙阳极电解槽为主,在八十年代后期开始发展大型预焙阳极电解槽,到2000年已基本淘汰了自焙阳极电解槽,以大型预焙阳极电解槽为主。
二、电解原理:AL2O3+C——AL+CO2三、创元铝业电解铝生产简介湖南创元铝业有限公司电解铝工程采用国内较为先进的240KA大型预焙阳极中间点式下料电解槽生产技术,其母线配置采用较为先进的大面四点进电,槽底补偿的方式,设计槽内垂直磁场3.961Gs ,铝液平均流速3.92cm/s;槽内衬采用国际国内较为领先的干式防渗料和上下复合氮碳化硅侧部碳块技术;工艺上采用四低一高即低分子比、低电解温度、低氧化铝浓度、低效应系数、高极距的新工艺;氧化铝输送采用国内成熟先进的浓相输送和超浓相输送相结合的方式;供电整流系统是国内先进的技术设备,多功能天车是国内成熟的厂家制造,性能稳定可靠;计算机控制系统采用的是国内较先进的智能模糊控制系统。
这些先进的技术和设备在创元的应用必将为创元铝业有限公司经营高效益奠定坚实的基础。
1、工艺流程示意图220KV 交流电 排入大气屋顶烟气 排入大气铝 液废渣场铝锭2、电解槽电解槽是炼铝的主要设备。
外壳是钢壳,内衬是耐火材料和炭素材料,直流电流是由阳极经过电解质后到达铝液、阴极。
预焙阳极电解槽结构如图2。
1) 主要工艺参数电流强度(kA): 240阳极电流密度(A/cm2):阳极组数(组): 16(双阳极组块)阳极炭块组尺寸(mm): 1550×660×550每块阳极钢爪数(个): 4每个钢爪直径(mm): 140每个钢爪电流密度(A/cm2) 12.18铝导杆截面:(mm) 200×170槽膛面积:(mm) 11700×3840槽膛深度:(mm) 550操作面尺寸(mm) 大面 280小面 390中缝 180阴极炭块尺寸(mm) 3320×515×450阴极炭块组数(组) 20阴极钢棒尺寸(长×宽×高): 4280×65×180每组阴极炭块的阴极钢棒数(根) 2阳极升降速度(mm/min): 100图2 预焙阳极电解槽结构1——槽罩 2——钢爪梁 3——阳极 4——电解质 5——槽壳 6——涂层 7——铝 8——阴极炭块 9——阴极棒 10——保温砖 11——排烟装置 12——氧化铝 13——导杆 14——夹板 15——螺栓 16——打壳和筒式下料器17——氧化铝 18——壳面19——边部砖 20——侧部炭氮化硅复合块 21——结壳 22——人造伸腿 23——密封圈 24——钢壳槽壳尺寸:内壁(长×宽×高)(mm) 11940×4080×1357外壁(长×宽)(mm) 12684×4938摇篮架组数:活动(组) 17固定(组) 2阳极母线规格(mm) 550×180阳极最大行程(mm): 4002)槽上部结构电解槽由阳极、阴极和槽罩三部分组成,其中:阳极结构,包括阳极、阳极母线、阳极传动机构及腹板支承梁等。