802S实验指导书
- 格式:doc
- 大小:3.24 MB
- 文档页数:62
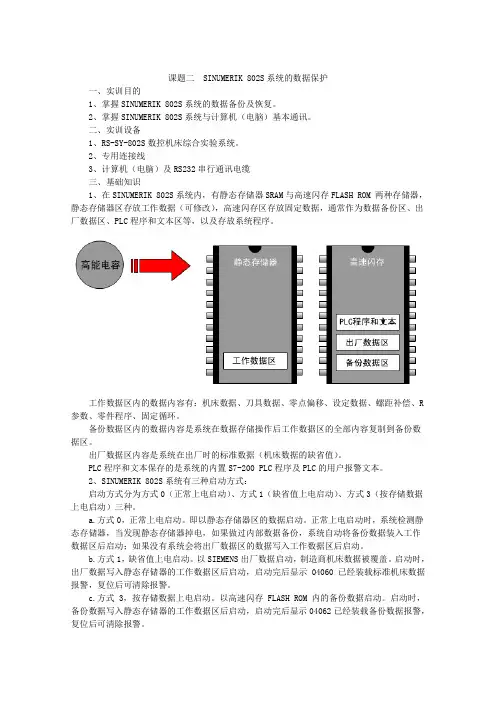
《数控技术及加工编程》实验指导书机电工程系官峰编2008年9月目录第一章主要器件介绍2第一节SINUMERIK 802S base line控制器 2第二节STEPDRIVE C步进驱动器 6 第三节步进电机 7 第四节主轴变频器 8 第五节高速电主轴 14 第二章实验实验一:数控系统认识实验161.1 认识控制器面板 (16)1.2 认识控制器的接口 (22)1.3 认识驱动器的接口 (29)1.4 认识变频主轴系统 (32)1.5 认识系统主电路 (35)1.6 系统控制电路的连接 (39)实验二:手动“加工”及回参考点“加工”实验45实验三:MDA“加工”实验50实验四:故障诊断及排除实验524.1 限位故障的排除 (52)4.2 主轴正反转故障的排除 (55)4.3 主轴不可调速故障的排除 (57)4.4 进给轴运行故障的排除 (59)4.5 进给轴方向故障的排除 (61)附录G代码及其功能第一章主要器件介绍第一节 SINUMERIK 802S base line控制器SSINUMERIK 802S base line是专门为中国数控机床市场而开发的经济型 CNC 控制系统。
其特性如下:结构紧凑,高度集成于一体的数控单元,操作面板,机床操作面板和输入输出单元机床调试配置数据少,系统与机床匹配更快速、更容易简单而友好的编程界面,保证了生产的快速进行,优化了机床的使用数控系统正面示图数控系统背面示图SINUMERIK 802S base line集成了所有的CNC,PLC,HMI,I/O 于一身:可独立于其他部件进行安装。
坚固而又节省空间的设计,使它可以安装到最方便用户的位置操作面板提供了所有的数控操作,编程和机床控制动作的按键以及8英寸LCD显示器,同时还提供12个带有LED 的用户自定义键。
工作方式选择(6 种),进给速度修调,主轴速度修调,数控启动与数控停止,系统复位均采用按键形式进行操作SINUMERIK 802S base line的输入/输出点为48个24V的直流输入和16个24V的直流输出。
输出同时工作系数为0.5 时负载能力可达0.5A。
为了方便安装,输入输出采用可移动的螺丝夹紧端子,该端子可用普通的螺丝刀来紧固SINUMERIK 802S base line可控制三个进给轴。
SINUMERIK802S base line提供脉冲及方向信号的步进驱动接口。
除三个进给轴外,SINUMERIK 802S base line 提供一个± 10V 的接口用于连接主轴驱动。
SINUMERIK 802S base line控制软件已经存储在数控部分的Flash-EPROM(闪存)上,Toolbox软件工具(调整所用的软件工具)包含在标准的供货范围内。
系统不再需要电池,免维护设计。
采用电容防止掉电引起的数据丢失。
程序的变化和新程序软件存储。
系统软件面向车床和铣床应用,并可单独安装。
在每一个工具盒中都包含有车床和铣床的PLC 程序示例,以便用户能很快地调试完毕。
技术数据·3个伺服轴(脉冲/方向信号)和一个主轴(±10V)·8´´薄型LCD液晶显示·256KB的零件程序存储容量·程序段预读·手轮功能·可达15把刀具,30个刀沿·RS-232-C串行接口·使用IP65设计的操作面板和机床控制面板(前面板)·12个带LED的按键,可自定义按键功能·全数控键盘·集成的袖珍计算器·示教功能(选件)·仿真功能(V04.01.01以上版本具有)·标准的48位数字输入和16位数字输出·带16位数字输入和数字输出功能的扩展模块·急停按钮(选件)·示波器·功能强大的梯形图PLC编程SINUMERIK 802S base line具有诸多先进的功能·采用DIN 66 025编程,快捷简便·简单的碰触对刀方式·利用轮廓线辅助编程·可使用工艺循环加工复杂工件车削加工·凹槽切削·退刀槽切削·毛坯加工·螺纹切削·钻孔,镗孔·深孔钻加工·攻丝(使用或不使用补偿卡头)·通孔铣削加工·深孔铣削·螺纹切削(使用或不使用补偿卡头)·排孔加工-指排孔,圆排孔·锥形扩孔·各种槽和圆形槽的铣削加工除此之外,还具有以下特性·外部处理——通过RS-232-C(V.24)接口处理大的加工程序·示教功能(选件)——使用手轮或方向键进行编程输入·结构紧凑——可在较小的空间内进行零件更换·高速加工——即便采用较高的编码率仍可保证加工的高速性·高灵敏度——得益于紧凑的结构设计·强大的PLC功能——广泛适于机床应用第二节 STEPDRIVE C 步进驱动器STEPDRIVE C 步进驱动器。
STEPDRIVE C 步进驱动器STEPDRIVE C/C+ 为单轴的步进驱动器,用于五相步进电机。
对于STEPDRIVE C 驱动扭矩可达12Nm ,而STEPDRIVE C+ 则可达25Nm 。
它们可以并排安装(最小间距100mm )。
电源直接接到驱动器上的端子上。
内部及外部风扇均不需要。
STEPDRIVE C/C+ 的技术规格:供电电压85V AC,+20 %,-30%单相频率45HZ~66HZ功率损耗80KW~50KW相电流3.5A~17A直流母线电压120V步数每转1000步约重4.5kg~4.7kg尺寸(宽”高”深)STEPDRIVE C 90x307x176mmSTEPDRIVE C+ 100x327x180mm第三节步进电机这些步进电机中驱动扭矩为3.5Nm 的直径为92,6Nm 、9Nm 、12Nm 的直径为110,而1 SNm 和25Nm 的直径则为130。
连接通过端子盒实现。
步进电机的技术规格:电机类型:五相步进电机电机电压:12OV类型:(根据DIN42950 ) IMBS冷却:自然风冷轴端:滑键连接类型:端子盒第四节主轴变频器本系统使用的变频器是SINAMICS G110,它是用于控制三相交流电动机速度的变频器。
单相电源电压,额定功率120W 到3.0KW 可供用户选用。
本变频器具有很高的运行可靠性。
因而降低了电动机运行的噪声。
全面而完善的保护功能为变频器和电动机提供了良好的保护。
SINAMICS G110具有缺省的工厂设置参数,它是给数量众多的简单的电动机控制系统供电的理想变频驱动装置。
G110变频器接线图典型的安装方法控制线的典型连接控制端子BOP面板LED的状态显示变频器电源未接通 LED(发光二极管)灭变频器上电/准备闪光,1000ms亮/1000ms灭变频器正常运行 LED连续光亮一般报警信号闪光,500ms亮/200ms灭故障闪光,100ms亮/100ms灭参数修改利用基本操作面板(BOP)可以改变变频器的各个参数。
为了利用BOP设定参数,必须装上BOP。
BOP 具有7 段显示的五位数字,可以显示参数的序号和数值,报警和故障信息,以及设定值和实际值。
参数的信息不能用BOP 存储。
在缺省设置时,用BOP 控制电动机的功能是被禁止的。
如果要用BOP 进行控制,参数P0700 应设置为 1,参数 P1000 也应设置为 1。
变频器加上电源时,也可以把BOP 装到变频器上,或从变频器上将BOP 拆卸下来。
如果BOP 已经设置为I/O 控制(P0700=1),在拆卸BOP 时,变频器驱动装置将自动停车。
用基本操作面板(BOP)更改参数的数值下面的图表说明如何改变参数P0003 的数值。
修改下标参数数值的步骤见下面图。
按照这个图表中说明的类似方法,可以用‘BOP’设定任何一个参数。
键,访问参数或键,直到所要求的参数,如显示出键,进入参数访问级或键,达到所要求的数值键,确认并存储参数的数值第五节高速电主轴JG系列高速电主轴(高速电机、高速磨头),广泛应用于数控钻削、铣削设备,三维雕刻、精密磨床、模具加工及其它高速机械。
整机及零件均经过精密加工,并采用高速超精密轴承,具有转速无级可调,精度高转矩大、体积小、运行平稳、噪音低等特点。
本实验台使用的高速电主轴的电气参数:型号:JGD-85功率:1500 W基准电压:220 V最在电流:4.0 A基准频率:400 Hz最高频率:400 Hz最高转速:24000 r/min冷却方式:水冷高速电主轴使用中应注意的事项:1、高速电主轴需与变频器配套使用,严禁与电网电压直接连接,否则会造成高速电主轴直接损坏。
2、必需对变频器的参数进行正确设定,确保基准频率(转拆频率)与高速电主轴要求的参数保持一致。
因此变频器中的关于电机的基本参数建议用户不要修改。
3、高速电主轴在用户无特殊要求的情况下,旋转方向为从电主轴的后端往前看顺时针方向。
因为主轴反转时其轴端上的螺帽会容易松动脱落,发生危险。
4、水冷式高速电主轴如长时间不用,将水道内的冷却水清除干净,注入少量防绣油,并对电主轴整体作防绣、防潮处理。
第二章实验本实验指导书提供了4个实验:实验1、数控系统认识实验。
该实验包含了认识控制器面板、认识控制器的接口、认识驱动器的接口、认识变频主轴系统、认识系统主电路、系统控制电路的连接等内容。
实验2、手动“加工”及回参考点“加工”操作实验。
实验3、MDA “加工”操作实验。
实验4、故障诊断及排除实验。
内容包括限位故障的排除、主轴正反转故障的排除、主轴不可调速故障的排除、进给轴运行故障的排除、进给轴方向故障的排除。
实验是以循序渐进的方式安排的。
除了本指导书的4个实验外,还可以自行灵活组合,实现更多的实验,充分发挥这套设备的潜能。
特别是故障诊断,可以灵活的掌握。
实验一数控系统认识实验1.1、认识控制器面板一、实验目的1、了解SINUMERIK 802S base line控制器的操作台构成2、了解SINUMERIK 802S base line控制器的软件操作界面二、实验设备DEC1000-802S-X数控系统综合实验装置三、认识设备SINUMERIK 802S/C base line 操作面板SINUMERIK 802S/C base line 操作面板NC 键盘区(左侧)各按键功能说明:1) 加工显示键:按此键后,屏幕立即回到加工显示的画面.在此可以见到当前各轴的加工状态。
2) 返回键:返回到上一级菜单。
3) 软键:在不同的屏幕状态下,操作对应的软键,可以调用相应的画面。