DIN标准中文版
- 格式:xls
- 大小:44.50 KB
- 文档页数:8

德国标准 1999年12月(术委员会© 未得到DIN 德国标准化协会柏林参考编号DIN EN 10250-2:1999-12分会的许可,不允许对本标准的任何部分进行复制。
英文价格8组销售编号1108 德国柏林10772,Beuth Verlag GmbH 享有德国标准 06.00 (DIN-标准)独家经营权。
欧洲标准 EN 10250-21999年10月ICS 77.140.45;ICS 77.140.85英文版本用于通用工程的开口钢质模锻件第二部分:非合金质量及特种钢本标准于1999年9月9日获得了欧洲标准化委员会的批准。
欧洲标准化委员会的成员必须遵守欧洲标准化委员会/欧洲电工标准化委员会的内部规定。
欧洲标准化委员会/欧洲电工标准化委员会规定了生成本欧洲标准的条件,并规定了没有任何变化的国家标准的状态。
与这些国家标准相关的最新列表及参考书目可通过向重要秘书处或任何一个欧洲标准化委员会成员申请获得。
本欧洲标准存在三种官方版本(英文、法文、德文)。
由欧洲标准化委员会成员组织翻译成其自己语言,并告知了秘书处的任何其他语言版本的标准,与本官方版本具有同等地位。
欧洲标准化委员会成员是以下国家标准的主体,包括奥地利、比利时、捷克共和国、丹麦、芬兰、法国、德国、希腊、冰岛、爱尔兰、意大利、卢森堡、荷兰、挪威、葡萄牙、西班牙、瑞典、瑞士以及英国。
CEN欧洲标准化委员会中央秘书处:rue de Stassart 36, B-1050 布鲁塞尔© 1999.欧洲标准化委员会-全世界参考编号EN 10250-2:1999E欧洲标准化委员会的国家成员保留任何形式及方式的开发权第二页EN 10250-2:1999目录页码前言 21 范围 32 参考标准 33 化学成分 34 热处理 45 机械性能 5附录A (信息功能)热处理 8前言本欧洲标准由欧洲钢铁标准化委员会(ECISS/TC28)“钢锻件”技术委员会起草。
中国重型汽车工业联营公司China Heavy Duty Truck Corp企业标准ENTEVPISE STANDARD编号DIN-6930钢制冲压件一般公差根据DIN6930-83第2部分代替1972年4月版和DIN6930第3部分71年10月版,DIN6930第4部分71年10月版。
1、用途:本标准用来简化图纸,并规定了在四个精度等级[即精密级(f)、一般级(m)、粗糙级(g)和特粗级(sg)]情况下,长度、角度、同轴度、对称度的一般公差。
在选择精度等级时,应考虑到工厂通常采用的精度。
如果需要较小的公差,或者允许较大的公差,且也较经济,则这些公差须—一标注。
2、使用范围本标准规定的一般公差,适用于冷、热加工的钢板冲压件,当在图纸上或在所属的资料中(例:供货条件)出现了参见本标准的标注时,则本标准规定的一般公差同样适用。
本标准的一般公差,不适用于精加工(见VD13345)的零件。
在特殊情况下,如果本标准作为由板材生产的半成品零件或由其它钢材生产的零件的标准,则应进行协商。
在使用本标准时,最好参照DIN 3932,冲压件,形状控制标准。
DIN 6930第1部分适用于冲压件供货技术条件。
现有图纸的一般公差见第5节。
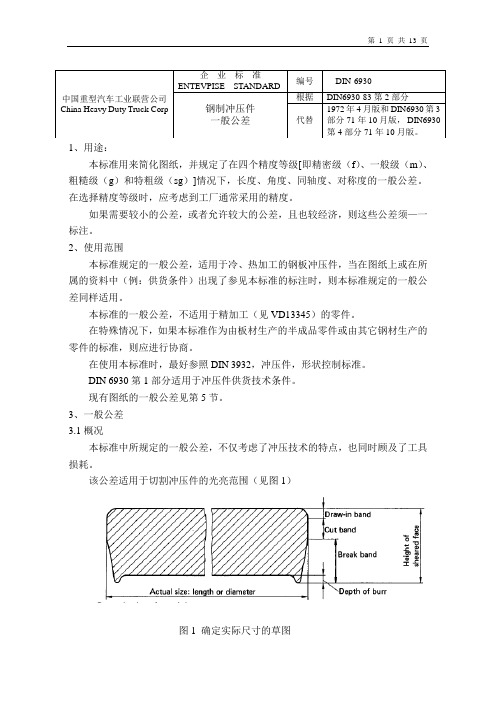
3、一般公差3.1概况本标准中所规定的一般公差,不仅考虑了冲压技术的特点,也同时顾及了工具损耗。
该公差适用于切割冲压件的光亮范围(见图1)图1 确定实际尺寸的草图中国重型汽车工业联营公司China Heavy Duty Truck Corp企业标准ENTEVPISE STANDARD编号DIN-6930钢制冲压件一般公差根据DIN6930-83第2部分代替1972年4月版和DIN6930第3部分71年10月版,DIN6930第4部分71年10月版。
备注:塌角,撕裂、以及切割毛刺的位置和尺寸,对冲压件的性能来说是相当重要的。
在这种情况下,加工者和订货者双方应就是否将它们标注在图纸上进行协商。


1第1页德国标准德国标准德国标准德国标准1992.09 汽车汽车汽车汽车-内部设备所用材料雾化性能的确定内部设备所用材料雾化性能的确定内部设备所用材料雾化性能的确定内部设备所用材料雾化性能的确定DIN 75201 汽车-内部设备所用材料雾化性能的确定单位毫米一般公差ISO 2768-C 1.使用范围和目的根据本标准进行的检验是用来确定汽车内部空间所使用材料的雾化性能的。
使用这种方法也可以确定液态膏状粉末状以及固态原料的雾化性能汽车上使用的材料则是由这些原料构成或制造的。
注意原料的检测并不能必然得到一份关于这种原料制造的零件雾化性能的说明。
2.概念2.1 雾化按照本标准规定雾化是指从汽车-内部设备上挥发出的物质和汽化出的物质在玻璃板上形成的冷凝现象特别是指在挡风窗上。
注意当照明不佳时雾化-凝结物可能会对挡风窗的通视程度造成影响。
2.2 雾化值F 按照本标准规定雾化值F 1是指带有雾化-凝结物的玻璃板的60??-反射系数与没有雾化-凝结物的同一块玻璃板的60??-反射系数的百分比。
2.3 能冷凝的成分G 按照本标准规定能冷凝的成分G是指带有雾化-凝结物的铝箔重量与没有雾化-凝结物的铝箔重量的差值。
3. 方法的简称3.1 方法A 把试样本体或试件以规定质量装到无浇口玻璃制造的烧杯底部在下文中称为烧杯。
用一块玻璃片盖住烧杯从试样本体或试件上产生的挥发成分可能会在玻璃片上产生冷凝2现象。
从而使玻璃片冷却。
把这样准备好的烧杯放到试验温度为100±0.3℃的槽液恒温箱中3个小时。
通过测量60??-反射系数就能够掌握玻璃片上雾化-凝结物的作用。
没有凝结物的同一块玻璃板的60??-反射系数可以作为参考使用玻璃板在试验前应仔细地进行清洁。
注意与DIN67530不同反射系数只是在60??下计算的DIN67530规定高光试样是在20??下中光试样是在60??下无光泽的试样是在85??下进行测量的。
3.2 方法B 把试样本体或试件以规定质量?暗轿藿娇诓Aе圃斓纳毡 撞吭谙挛闹谐莆 毡 S靡豢槁敛 亲∩毡 邮匝 咎寤蚴约 喜 幕臃⒊煞挚赡芑嵩诼敛 喜 淠 窒蟠佣 孤敛 淙础?把这样准备好的烧杯放到试验温度为100±0.3℃的液槽恒温箱中16个小时。
DIN 50979金属镀层.附加无铬Cr(VI)处理的铁或钢表面锌和锌合金静电镀层国家标准DIN 50979-2008标准标准委员会:材料测试(NMP)的范围依据DIN目录内容页码前言 (3)1.应用领域 (3)2.引用的规范文件 (3)3.标准内容 (4)3.1. 电镀层 (4)3.2. 钝化膜的形成 (4)3.3. 封闭后处理 (4)3.4. 特殊情况(功能性要求表面) (5)3.5. 具体的实例 (5)4.需求数据 (5)5.具体材料 (6)6.涂层方法/涂覆工艺 (6)6.1. 锌或锌合金的预处理和表面电镀 (6)6.2. 后处理 (6)6.2.1. 钝化效果 (6)6.2.2. 封闭 (7)6.3. 滚镀/挂镀(零件处理) (7)6.3.1. 零件滚镀处理 (7)6.3.2. 零件挂镀处理 (7)6.4. 氢脆 (7)6.4.1. 基本原理 (7)6.4.2. 方法 (8)6.4.2.1. 材料强度<1000N/mm² (8)6.4.2.2. 材料强度≥1000N/mm² (8)7.材料要求和试验方法 (9)7.1. 涂层厚度 (9)7.2. 涂层吸附性 (9)7.3. 无六价铬要求 (10)7.4. 抗腐蚀盐务测试 (10)7.4.1. 基本要求 (10)7.4.2. 锌或锌合金钝化涂层最小抗腐蚀能力 (10)8. 实验报告 (12)8.1. 一般资料 (12)8.2. 抗拉伸强度≥1000 N/mm²的材料表面涂层的特殊要求 (12)8.3. 检验结果 (12)参考资料 (13)前言本文件被DIN NA 062-01-76 AA“电镀层”的标准委员会制定,主要用于盐务测试(NMP-Normenausschuss Materialprüfung)标准。
1.应用领域本标准适用于在铁的材料表面电镀和无六价铬的锌电镀以及锌合金涂层,其中锌合金的涂层包含镍或铁(锌/镍,锌/铁)以及其他合金成分。
渐开线花键外形尺寸 DIN5482非新设计本标准仅适用于互换性应用。
如需新的设计,请使用DIN5480标准。
考虑到现有刀具,本标准将一直有效,直到另行通知。
(参阅最后一段解释)尺寸单位:mm 压力角:30˚w ww et公称尺寸 d 1 1)H12 d 2 H11 d 3 h11d 4d 5齿数模数m 变位lw=sw公称值r 1 max r 2 max kmin.参照轮廓3)15x12 15 12 14.511.5 12.88 +0.5 3.090 17x14 17 14 16.513.5 14.49 +0.7 3.321 18x15 18 15 17.514.5 16 10+0.4 2.975 20x17 20 17 19.516.5 19.212-0.2 2.282 22x19 22 19 21.518.5 20.8130 2.513 25x22 25 22 24.521.2 22.414 1.6+0.55 3.148 25x2228x25 28 25 27.524.5 26.2515+0.302 3.098 30x27 30 27 29.526.3 28 16+0.327 3.127 32x28 32 28 31.527.6 29.7517+0.102 2.867 35x31 35 31 34.530.5 31.518 1.75+0.676 3.35 35x3138x34 38 34 37.533.5 36.1190 2.985 40x36 40 36 39.535.5 38 20+0.049 3.042 42x38 42 38 41.537.5 39.921 1.9 +0.099 3.1 0.15 0.25 0.3 38x3445x41 45 41 44.540.6 44 22-0.181 2.933 48x44 48 44 47.543.2 46 23+0.119 3.28 50x45 50 45 49.544.6 48 24-0.181 2.933 52x47 52 47 51.546.5 50 25-0.231 2.875 55x50 55 50 54.549 52 26+0.019 3.164 58x53 58 53 57.552 54 27+0.518 3.741 60x55 60 55 59.554.5 56 28 2 +0.768 4.03 0.25 0.35 0.4 55x5062x57 62 57 61.556.5 60.9029-0.434 2.797 65x60 65 60 64.359.5 63 30+0.015 3.317 68x62 68 62 67.361.5 65.131-0.034 3.259 70x64 70 64 69.363.5 67.232-0.084 3.201 72x66 72 66 71.365.5 69.333-0.134 3.144 75x69 75 69 74.368.5 71.434+0.315 3.663 78x72 78 72 77.371.5 73.535+0.765 4.183 80x74 80 74 79.373.5 75.636 2.1+0.715 4.12568x6282x76 82 76 81.375.5 83.2537-2.4250.734 85x79 85 79 84.378.5 85.538-2.05 1.167 88x82 88 82 87.381.5 87.7539-1.673 1.6 90x84 90 84 89.383.5 90 40-1.799 1.456 92x86 92 86 91.385.5 92.2541-1.923 1.311 95x89 95 85 94.388.5 94.542-1.549 1.744 98x92 98 92 97.391.5 96.7543-1.175 2.177 100x94 100 94 99.393.5 99 44 2.25-1.299 2.0330.35 0.45 0.598x921)成型切削制造时公差允许到H14 2)基于轮廓中心线3)具参照轮廓参数的滚刀可用于制造对应模数的所有花键内花键齿槽宽测量非新设计w ww .b ab a ke .n et本标准仅适用于互换性应用。