基于MasterCAM的车铣复合加工技术
- 格式:doc
- 大小:315.50 KB
- 文档页数:6

基于MasterCAM的复杂零件铣削加工对于轮廓复杂且加工设备、刀具要求专一的零件,优化加工工艺,降低加工成本、提高加工效率是完成此类零件加工的关键所在。
本文通过研究短螺距三向滚柱链轮的加工工艺性,建立三维模型,合理分析短螺距三向滚柱链轮加工工艺特点、刀具选型、切削用量和走刀路线,拟定了利用三轴联动的加工中心对短螺距三向滚柱链轮的外齿形进行加工的工艺方案,主要通过MasterCAM 软件对加工过程中的铣削方式、铣削参数、刀具的选择、走刀轨迹以及后处理的全过程进行仿真,验证数控加工程序的正确性及合理性。
从而完成此类零件的实际加工与CAM 软件的无缝结合,使设计、数控加工更加方便,快捷。
一、利用Solid Edge 对零件进行三维实体造型Solid Edge 软件具有强大的功能,以其参数化、基于特征和全相关等概念闻名于CAD 业界,利用该软件对被加工的零件进行实体造型。
造型的正确与否是决定加工零件质量的关键,因为它会直接影响到成品的最终尺寸。
因此在造型过程中一定要将零件图样上反映出的所有信息认真审阅并消化,将图样中要求的信息(如齿形计算公式、模数、齿数、外径和高度等)完全体现在三维造型中,如图1 所示。
二、根据齿形最小拐角处确定刀具规格刀具规格的选择会直接影响加工效率、零件表面质量及加工成本。
刀具在选择时应尽量选择刀柄直径粗的立铣刀,因为刀柄直径粗的立铣刀在高速加工时相对刚性比较好,这样在加工过程中可将机床进给速度提高,从而提高加工效率,刀具直径大小的选择应充分考虑在加工过程中会不会与链轮的尖角部位发生过切现象,以保证刀具能够加工到最小凹陷处曲面与最小拐角处。
目前比较常用的是可换刀片式的硬质合金机夹刀,这种刀具在切削奥式体不锈钢时(工件材料1Cr18Ni9Si3)进给速度可达800mm/min。
根据图样提供的技术参数,进行计算,得知齿根圆弧为36.56mm,因此选用外径为26mm 的可换机加刀片的立铣刀对零件进行铣削。

《现代制造技术》课程读书报告目录一.现代制造技术或先进制造技术的国内外发展现状及发展趋势(一).先进机械制造技术的发展现状(二)、我国先进机械制造技术的发展趋势二.现代制造技术或先进制造技术主要包含的技术三.参考文献四.车削加工实例1.建模2.刀具参数设定3.加工仿真五.铣削加工实例(一).二维铣削实例1.建模2.刀具参数设定3.加工仿真(二).实体铣削实例1.导入三维模型2.刀具参数设定3.加工仿真一.现代制造技术或先进制造技术的国内外发展现状及发展趋势(一).先进机械制造技术的发展现状近年来,我国的制造业不断采用先进制造技术,但与工业发达国家相比,仍然存在一个阶段的整体上的差距。
1 制度落后工业发达国家广泛采用计算机管理,重视组织和管理体制、生产模式的更新发展,推动了准时生产、敏捷制造、精益生产、并行工程等新的管理思想和技术。
我国只有少数大型企业局部采用了计算机辅助管理。
多数小型企业仍处于经验管理阶段。
2 设计方法落后工业发达国家不断更新设计数据和准则。
采用新的设计方法,广泛采用计算机辅助设计技术(CAD/CAM),大型企业开始无图纸的设计和生产。
我国采用CAD/CAM技术的比例较低。
3 制造工艺落后工业发达国家较广泛的采用高精密加工、精细加工、微细加工、微型机械和微米,纳米技术、激光加工技术、电磁加工技术、超塑加工技术以及复合加工技术等新型加工方法。
我国普及率不高,尚在开发、掌握之中。
4 自动化程度低工业发达国家普遍采用数控机床、加工中心及柔性制造单元、柔性制造系统、计算机集成制造系统,实现了柔性自动化、知识智能化、集成化。
我国尚处在单机自动化、刚性自动化阶段,柔性制造单元和系统仅在少数企业使用。
5 管理方面工业发达国家广泛采用计算机管理,重视组织和管理体制、生产模式的更新发展,推出了准时生产、敏捷制造、精益生产、并行工程等新的管理思想和技术。
我国只有少数大型企业局部采用了计算机辅助管理,多数小型企业仍处于经验管理阶段。
基于MasterCAM软件数控铣削加工刀具及工艺作者:赵丽娟来源:《计算机光盘软件与应用》2013年第01期摘要:本文主要从开关凸模的曲面特点及加工难点出发,分析了如何使用MasterCAM 软件编制合理的刀具路径,以提高加工质量。
关键词:MasterCAM;刀路工艺;加工质量中图分类号:TG547 文献标识码:A 文章编号:1007-9599 (2013) 01-0124-02MasterCAM9.1提供了多种粗加工技术和丰富的曲面精加工功能。
精加工走刀形式直接影响加工出来的表面质量,要达到图纸要求的尺寸精度和表面精度,需在编制刀具路线时针对曲面特点合理选择走刀方式。
对于同一个零件,可能在不同的部位需要不同的走刀方式,对于零件两个面之间的衔接部分,还需要用专门的清根刀路。
此外,还要合理选择刀具,优化走刀路线,减少提刀、空刀及不必要的重覆路线,在改善加工质量的同时使加工效率有所提高。
1 应用Mastercam进行数控铣削加工的优点1.1 能优化资源。
在Mastercam自动编程中,可以模拟零件仿真加工过程,能分析刀具轨迹是否合适,如果不合适可以返回到前面的步骤进行修改或调整,从而节约在机床上的调试时间,降低刀具、材料及电的消耗。
1.2 能弥补手工编程的不足。
Mastercam具有完整的二维绘图和强大的曲面造型能力,不仅能帮助手工编程计算关键点的坐标,而且能轻松实现曲面等手工编程无法完成的或很难完成的程序的编制,从而弥补手工编程的不足。
1.3 提高程序的正确性和安全性。
采用Mastercam软件能方便地建立零件的几何模型,迅速自动生成数控代码,缩短编程人员的编程时间,特别对复杂零件的数控程序编制,可大大提高程序的正确性和安全性。
2 曲面特点及技术要求2.1 曲面特点:如图1所示,三角模具开关是一个比较典型的零件,曲面的外形尺寸50x60x15.6mm。
图形的上部分曲面比较平坦,在MasterCAM中称之为浅平面,如图1-B处,这种曲面适合选择平行刀路。

数控车铣复合机床编程探讨发布时间:2022-05-05T13:02:58.943Z 来源:《科学与技术》2022年2期作者:徐卫东尚耀龙[导读] 车铣复合加工技术以其通用性广徐卫东尚耀龙中航西安飞机工业集团股份有限公司陕西省西安市 ?710089 【摘要】:车铣复合加工技术以其通用性广、精密度高、加工效率高等优点,在航空制造领域中应用广泛,但其涉及工种知识多,上手难度高,对操作者技术水平要求高。
本文对车铣编程过程中需要考虑的因素进行梳理,从数控加工技术内容、程序优化、影响加工精度的因素三个方面进行描述,并对极坐标与宏程序的编程方式进行了举例说明,为广大数控车铣复合操作者提供了可借鉴的经验。
【关键词】:车铣复合技术;极坐标;宏程序引言数控技术集传统的机械制造技术、计算机技术、成组技术与现代控制技术、网络通讯技术、传感检测技术、信息处理技术于一体,是现代先进制造技术的基础和核心。
复合加工作为一种先进的制造技术,是目前国际上机械加工领域最流行的加工工艺之一,能够有效缩短工艺链,减少装夹及准备时间,提高零件的生产效率与质量。
在复合加工中,难度最大、应用最广的就是车铣复合加工。
车铣复合加工并不是简单的数控车与数控铣的结合,而是需要多角度地去考虑车与铣的协调加工,反复推敲加工的先后次序和装夹方案,才能保证加工精度。
1数控加工技术内容车铣复合零件编程时需先分析零件结构特点,制定零件加工流程,设计零件装夹方式,再进行详细数控编程。
(1)理解和把握待加工零件的技术要求。
加工前需要关注零件的尺寸精度、加工材料、硬度、加工数量等,为后续工艺规划做铺垫。
(2)对待加工零部件图纸上提出的技术要求进行工艺分析,其中包括加工材料的性能特点、部件结构的特点、设计精度的合理性等。
(3)加工过程规划。
依据零件的技术信息,设计加工过程,包含加工参数、加工路径、刀具的移动轨迹、切削量等。
(4)数控编程。
根据设计图纸及制定的加工过程,使用数字控制系统规定的命令代码、程序形式开展数字控制编程。
MasterCAM软件在数控铣削加工中的应用摘要:通过MasterCAM软件在数控加工中的一个应用实例,介绍了MasterCAM软件铣削加工模块强大的刀具路径设置、零件的刀具路径模拟和实体切削验证、生成数控程序等功能及其应用方法,较为详尽地讲述了运用CAD/CAM软件进行零件数控加工的工艺和步骤;关键词:MasterCAM; 数控加工; 应用;CAD/CAM;工艺Abstract:Key words: MasterCAM; CNC Machining; application; CAD/CAM; process1、引言MasterCAM软件是美国CNC Software公司开发的基于PC平台的CAD/CAM系统,广泛应用于机械加工、模具制、汽车工业和航天工业等领域,它具有二维几何图形设计、三维曲面设计、生成刀具路径、模拟加工实体等功能,并提供友好的人机交互介面,从而实现了从产品的几何设计到加工制造的CAD/CAM一体化,是目前世界上应用最广泛的CAD/CAM软件之一。
运用CAD/CAM技术进行数控加工,是先进制造技术的重要组成部分,它可以使企业提高设计质量,缩短生产周期,降低产品成本,提高经济效益。
2、MasterCAM软件的功能介绍MasterCAM 9.2由Mill(铣削)、Lathe(车削)、Wire(线切割)和Design(造型)4个模块组成。
其中Mill、Lathe、Wire 3大模块都具有完整的三维造型功能,它们既可以和Design模块配合使用,也可单独使用。
MasterCAM的主要功能有:2.1、CAD绘图功能MasterCAM可设计、编辑复杂的三维、三维空间曲线,还能生成方和曲线。
并具有强大的曲面造型功能和实体造型功能,可用于零件表面局部开关的详细设计,实现精确建模。
2.2、模拟加工功能MasterCAM软件实现铣削、车削、线切割的仿真加工,并可承受时修改零件几何模型及加工参数。
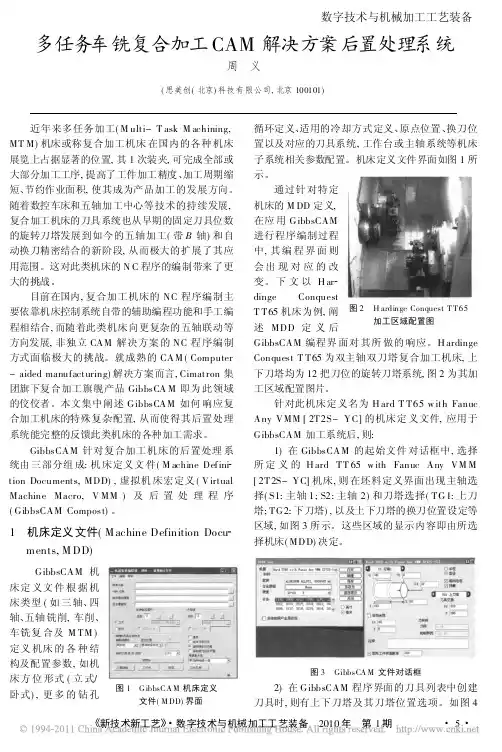
数字技术与机械加工工艺装备多任务车铣复合加工CAM 解决方案后置处理系统周 义(思美创(北京)科技有限公司,北京100101)近年来多任务加工(M ulti-T ask M achining,MT M)机床或称复合加工机床在国内的各种机床展览上占据显著的位置,其1次装夹,可完成全部或大部分加工工序,提高了工件加工精度、加工周期缩短、节约作业面积,使其成为产品加工的发展方向。
随着数控车床和五轴加工中心等技术的持续发展,复合加工机床的刀具系统也从早期的固定刀具位数的旋转刀塔发展到如今的五轴加工(带B 轴)和自动换刀精密结合的新阶段,从而极大的扩展了其应用范围。
这对此类机床的N C 程序的编制带来了更大的挑战。
目前在国内,复合加工机床的NC 程序编制主要依靠机床控制系统自带的辅助编程功能和手工编程相结合,而随着此类机床向更复杂的五轴联动等方向发展,非独立CAM 解决方案的NC 程序编制方式面临极大的挑战。
就成熟的CAM (Computer -aided manufacturing)解决方案而言,Cimatron 集团旗下复合加工旗舰产品GibbsCA M 即为此领域的佼佼者。
本文集中阐述GibbsCAM 如何响应复合加工机床的特殊复杂配置,从而使得其后置处理系统能完整的反馈此类机床的各种加工需求。
GibbsCAM 针对复合加工机床的后置处理系统由三部分组成:机床定义文件(M achine Defini tion Documents,MDD),虚拟机床宏定义(Virtual Machine Macro,V MM )及后置处理程序(GibbsCAM Compost)。
1 机床定义文件(M achine Definition Docu ments,MDD)图1 G ibbsCA M 机床定义文件(M DD)界面GibbsCAM 机床定义文件根据机床类型(如三轴、四轴、五轴铣削,车削、车铣复合及M TM )定义机床的各种结构及配置参数,如机床方位形式(立式/卧式),更多的钻孔循环定义、适用的冷却方式定义、原点位置、换刀位置以及对应的刀具系统,工作台或主轴系统等机床子系统相关参数配置。
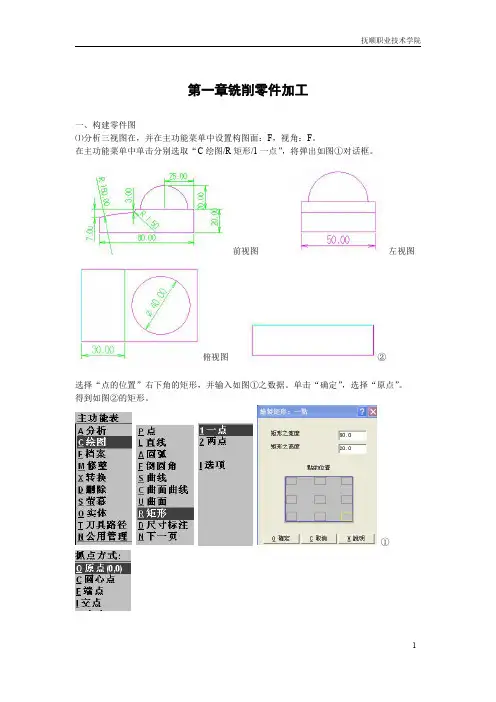
第一章铣削零件加工一、构建零件图⑴分析三视图在,并在主功能菜单中设置构图面:F,视角:F。
在主功能菜单中单击分别选取“C绘图/R矩形/1一点”,将弹出如图①对话框。
前视图左视图俯视图②选择“点的位置”右下角的矩形,并输入如图①之数据。
单击“确定”,选择“原点”。
得到如图②的矩形。
①在主功能表中选择“X转换/O单体补正”,在弹出的对话框中选择,并输入如图③中所示的数据。
之后单击“O确定”按钮。
在图②中用鼠标选择上部的水平线,并向下方点击鼠标左键。
结果如图④所示:③④同理:可将最上部水平线偏移距离为7,将左端铅垂线向右偏移距离30。
结果如下图:在主功能表中选择“C绘图/F倒圆角/R圆角半径”,在提示栏中输入半径1.5,回车后选择要倒圆角的两条直线。
对其修剪后如右上图所示。
返回主功能表选择“C绘图/A圆弧/E两点圆弧/E端点”,选择右上图两端点,并在提示栏中输入半径150。
用鼠标单击要保留的圆弧,结果如下图所示:(2)产生实体返回主功能表选择“O实体/E挤出/C串连”,选择上图图素后单击“D执行”、“D执行”。
输入指定延伸距离50,单击“O确定”将产生实体如右下图所示返回主功能表选择“O实体/N下一页/P基本实体/S圆球/R半径”,在提示栏中输入半径20,回车后选择“P基准点”,并输入坐标(-25,-25,20)回车后单击“D执行”。
产生如下实体。
返回主功能表选择“O实体/B布林运算/A结合/S实体主体Y”,选择两个实体后单击“D执行”。
在主功能菜单中单击分别选取“C绘图/R矩形/1一点”,将弹出如图⑥对话框。
选择“点的位置”右下角的矩形,并输入如图⑥之数据。
单击“确定”,输入坐标(-5,-5)。
回车后,结果如右下图⑤所示.⑤⑥二、产生刀具路径1、挖槽粗加工(1)在主功能菜单中设置构图面:T,视角:I(2)选择加工曲面在主功能菜单中单击“T刀具路径/U曲面加工/R粗加工/K挖槽粗加工/S实体”,出现实体菜单。
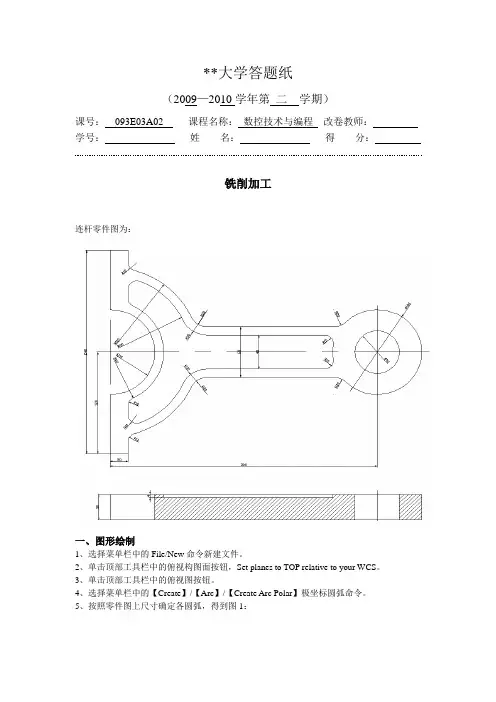
**大学答题纸(2009—2010学年第二学期)课号:093E03A02 课程名称:数控技术与编程改卷教师:学号:姓名:得分:铣削加工连杆零件图为:一、图形绘制1、选择菜单栏中的File/New命令新建文件。
2、单击顶部工具栏中的俯视构图面按钮,Set planes to TOP relative to your WCS。
3、单击顶部工具栏中的俯视图按钮。
4、选择菜单栏中的【Create】/【Arc】/【Create Arc Polar】极坐标圆弧命令。
5、按照零件图上尺寸确定各圆弧,得到图1:图16、选择菜单栏中的【Create】/【Line】/【Create Line Endpoint】两点绘线命令,并按照零件图上尺寸确定各直线,得到图2:图27、选择菜单栏中的【Edit】/【Trim/Break】/【Trim/Break】命令,对多余线进行打断。
8、选择菜单栏中的【Create】/【Fillet】/【Fillet Entities】倒圆角命令,按照零件尺寸设置各倒圆角半径,得到图3:图39、选择菜单栏中的【Xform】/【Xform Mirror】镜像命令,得到图4:图4二、规划挖槽加工刀具路径1、单击顶部工具栏中的俯视构图面按钮,Set planes to TOP relative to your WCS。
2、选择菜单栏中的【Toolpaths】/【Pocket Toolpath】挖槽加工命令。
3、系统提示选择串连外形,点击如图5所示箭头处,箭头产生,点击确定按钮,结束串连外形选择。
图54、刀具选择:从刀具库中选择φ10平铣刀,并设置如图6所示的刀具参数。
图65、选择如图7所示挖槽参数选项卡【Pocketing parameters】设置相关参数。
图76、单击深度分层按钮,设置如图8所示深度分层参数,单击确定按钮。
图87、选择如图9所示粗加工/精加工参数选项卡【Roughing/Finishing parameters】,设置相关参数。

Design of lampshade CAM tool path based on composite milling machining 作者: 陈峰
作者机构: 武汉职业技术学院,湖北武汉430073
出版物刊名: 商丘职业技术学院学报
页码: 70-71页
年卷期: 2014年 第5期
主题词: 车铣复合 回转件 CAM 刀路设计 编程验证
摘要:以回转零件车/铣复合数控加工为目标,结合企业生产实际,采用优化的数控加工工艺对零件进行数控编程,并采用自定义的后处理文件生成了相应数控系统的数控代码。
实验结果表明,该零件的加工质量达到了预期的加工要求,为回转零件车/铣复合数控加工提供了设计思路和方法,对其他类零件的数控加工方案具有重要的指导意义。
EdgeCAM车铣复合加工编程应用实例本文章结合EdgeCAM软件的特点和新功能,为广大读者提供一个学习的园地。
有兴趣的朋友可以在软件环境下跟随这里的讲解一步一步地进行实践操作,以便更加深刻地理解本文的内容。
关于车铣复合加工车铣复合设备不仅提高了工艺的有效性,由于零件在整个加工过程中只有一次装卡,加工的精度更容易获得保证,同时大大缩短了生产过程链。
而且只需把加工任务交给一个工作岗位,这样不仅使生产管理和计划调度简化,而且透明度明显提高,无需复杂的计划系统就能够迅速解决所发生的事情并使之优化。
工件越复杂,它相对传统工序分散的生产方法的优势就越明显。
此外,尽管完整加工机床的单台设备价格较高,但由于过程链的缩短和设备数量的减少,车间占地面积和设备维护费用也随之减少,从而降低了总体固定资产的投资、生产运作和管理的成本。
车铣复合机床的发展,也对CAM软件提出了更多的要求,复杂的车铣复合设备用传统的手工编程是很难实现的,并且效率很低。
很多传统的以铣削为发展方向的CAM 软件也是无法完成这种类型的编程。
而EdgeCAM软件顺应机床发展形势,支持这些多主轴、多刀塔的车铣复合设备。
以下就以一个带B轴的车铣复合的加工实例,向大家介绍EdgeCAM软件在车铣复合加工过程中如何利用B轴来加工型腔和孔。
EdgeCAM车铣复合B轴实体加工实例:本工件包含的普通 2 轴车削部分要加工,需要明确的是还有锥面上的四个型腔需要铣削。
因为篇幅原因,普通2轴车削以及C轴方向的孔加工比较简单,本文就不做介绍了,我们只关注EdgeCAM的B轴功能如何应用于此例。
EdgeCAM具有非常出色的实体读入能力,在直接读取相应的模型后,就可以通过创建毛坯、基本的2轴车、C轴孔加工等操作完成大部分的加工。
当需要加工锥面上的型腔和孔的时候,就需要使用B轴功能了。
首先在相应的特征上新建坐标系(CPL)。
坐标系(CPL)在EdgeCAM的B 轴加工中是必不可少的,数控机床相关点的计算是由 CPL 得来的。
基于Edgecam的车铣复合编程技术研究李铁钢【摘要】针对车铣复合数控机床的复杂程序编制问题,提出了基于Edgecam的解决方案。
首先,提出了基于Edgecam的程序编制流程,论述了CodeWizard 后置处理器定制技术,而后,研究了利用PCI技术的复杂功能程序生成的二次开发方法,最后通过实例证明了方法的有效性,为其他机床的后置处理提供了借鉴。
%In order to solve the problem of NC programming in Turn-milling machining centre,the method of programming was introduced based on Edgecam. Firstly,the flowchart for programming in Edgecam was pro-posed,and the key technology of customizing development with CodeWizard was studied. Then,the method of secondary development with PCI was studied. Finally, the Case study validates the proposed method, which would provide a reference for post processing in other machine tool.【期刊名称】《沈阳工程学院学报(自然科学版)》【年(卷),期】2015(000)004【总页数】4页(P374-377)【关键词】车铣复合编程;后置处理;Edgecam;定制开发;PCI【作者】李铁钢【作者单位】沈阳工程学院机械学院,辽宁沈阳110136【正文语种】中文【中图分类】TP391车铣复合加工是现代数控技术发展的一个主要方向,可以缩短产品制造工艺链,减少装夹次数,提高生产效率和加工精度,降低生产成本,具有常规单一加工无法比拟的优势。
基于MasterCAM的车铣复合加工技术
关键词:MasterCAM,车削中心
山西晋城职业技术学院
一引言
Mastercam是美国CNC Software公司开发的基于PC平台的CAD/CAM软件,硬件配置要求低,操作便捷,功能强大,具有从零件的造型,到刀路生成和后处理功能。
是学习数控的首选软件。
当今,加工零件趋向复杂,零件精度越来越高,数控加工轴数越来越多,手工编程已经不能满足现代加工的要求,采用CAM的软件编程,已成为现代数控加工提高编程效率和解决复杂零件加工的有效手段。
Mastercam的Lathe模块,在刀具路径中不仅有各种车削加工,并集成有C轴轮廓和曲面加工,C轴加工,解决了很多手工无法编写和宏程序也解决不了的加工程序问题。
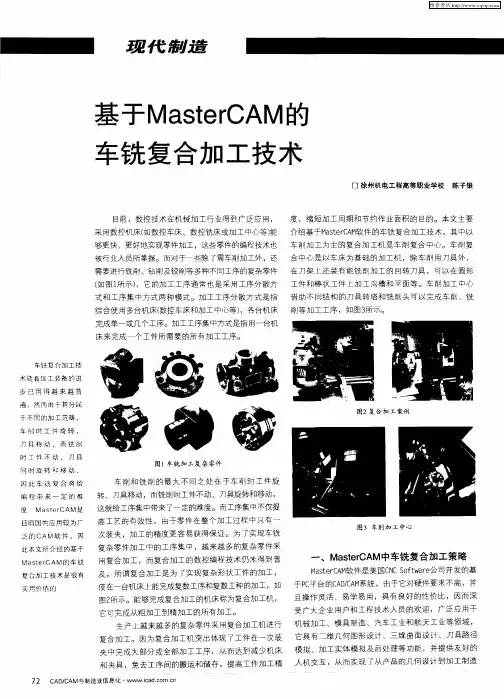
二车铣复合加工的实例
1 关于车铣复合加工
复合加工是加工方式发展的一个重要方向,最常见的是车铣复合加工,在理论上它可以节省很多的工艺准备时间和简化工艺流程,是提高产品质量和生产效率的有效手段。
下图是一个车铣复合加工的范例零件,传统工艺是车加工完成后,再转到铣床进行铣加工,如果在车铣复合设备上完成这个零件的加工,无论从效率还是质量上都是最佳的选择。
车削中心设备是在数控车床上基础上增加动力刀头,同时车床的主轴能转换成C 轴,以便通过车床的XZ轴和C轴联动插补完成铣削加工,传统工艺由于车铣工序
的重复装夹导致加工误差,车铣复合加工因为不需要转到铣床加工,这样大大缩短了生产过程,工件越复杂,它相对传统工序分散的生产方法的优势就越明显,由于零件在整个加工过程中只有一次装卡即可完成所有工序,零件加工精度更容易包证。
车铣复合机床的发展,也对CAM软件提出了更多的要求,复杂的车铣复合设备用传统的手工编程是很难实现的,并且效率很低。
因数控车床编程比较简单,本文重点介绍车铣复合加工中的铣加工编程,车削中心设备的铣加工编程和数控加工中心的编程有很多不同,首先介绍2个基本概念:端面曲线轮廓(Face contour)和柱面曲线轮廓(Cross contour)。
端面曲线轮廓(Face contour):即轴类零件端面的任意曲线轮廓(如下图所示)
柱面曲线轮廓(Cross contour):即轴类零件圆柱面上的任意曲线轮廓(如下图所示)
以下就以一个C轴车铣复合加工的实例,向大家介绍软件Mastercam的Lathe模块的车铣复合加工,图中轴的端面要加工“晋城职业技术学院”字体曲线,圆柱面要加工“大力发展职业教育,晋城职业技术学院”字体曲线。
2 先介绍如何加工端面的“晋城职业技术学院”字体曲线。
首先构图平面(Cplane)和刀具平面(Tplane)要选择Side,进入Side构图平面,画出环状“晋城职业技术学院”字体曲线,注意0度线的位置,加工的零件尺寸有角度位置要求的时,要特别注意C0的位置。
然后点击Toolpaths—Next menu—C-axis—点击Face ctr菜单,
上图是进入柱面曲线轮廓(Cross ctr)和端面曲线轮廓(Face ctr)加工菜单的点击顺序。
选择要加工的“晋城职业技术学院”字体曲线后,进入端面曲线轮廓(Face ctr)的加工参数设置界面,注意Rotary axis 要选择C axis,因为带C轴的车削中心设备最为普及。
产生的刀具路径如下图所示。
3 以下介绍如何加工圆柱面的字体曲线。
点击Toolpaths—Next menu—C-axis—点击Cross ctr菜单,选取要加工的“大力发展职业教育,晋城职业技术学院”字体曲线,进入圆柱面曲线轮廓(Cross ctr)的加工参数设置界面,注意Rotary axis 要选择C axis,产生的刀具路径如下图所示。
三结束语
通过以上实例,简单介绍了车铣复合加工中的铣加工编程的具体过程,通过实例可以看到该编程是非常易学易用的,它在回转类零件内外面的铣加工场合有广泛的应用前景。