淮海工学院
3.2 数控铣床常用G功能指令
60 40 20
8 66 100
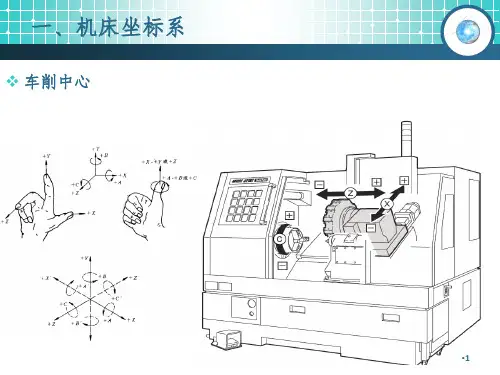
Y
O 20
80 100
Z
BY
E D
C A
X
O
X
图2-28d 刀具长度补偿
淮海工学院
3.2 数控铣床常用G功能指令
N005 M06 T02
换02号刀
N006 S1500 M03
主轴正转1500r/min
N007 G43 G01 H01 Z2 F400
例1 编制加工右图所示 的轮廓加工程序,工件 的厚度为5mm。设起刀 具点相对工件的坐标为 (-10, -10, 300)。
YY
D
C
28
8A 10 O工 8 16 O刀 10
BX 32 40 X
图4-13a
4.2 数控铣床常用G功能指令
N01 G90 G92 X-10 Y-10 Z300 设定起刀点的位置
2. 指令
G40是取消刀具半径补偿功能。 G41是刀具半径左补偿指令。即沿着刀具前 进方向,刀具始终位于工件的左侧。 G42是刀具半径右补偿指令。即沿着刀具前进 方向,刀具始终位于工件的右侧。
4.2 数控铣床常用G功能指令
图4-25a 刀具左补偿G41
4.2 数控铣床常用G功能指令
图4-25b 刀具右补偿G42
Y
Y
D O2 R10
30
⑤
20 10
O工
E
⑥ ①
O1 A
②B
③
④
C
R10
10
⑦ 10
30 40 X
O机 10
X
图4-24
4.2 数控铣床常用G功能指令