钢种对钢水纯净度的要求
- 格式:doc
- 大小:11.00 KB
- 文档页数:1
本钢采用转炉、精炼(LF+RH)、矩形坯连铸的工艺生产GCr15轴承钢。
在各炼钢工序阶段取样检测非金属夹杂物在数量、形态、成分上的变化,分析GCr15轴承钢的纯净度。
现在日本住友、德国TYSSEN和日本川崎制铁公司先后开发了应用铁水经转炉冶炼GCr15轴承钢的生产工艺,并配合LF钢包精练和RH真空处理工艺提高钢水的纯净度生产GCr15轴承钢。
本钢拥有优良的矿产资源,各种有害杂质都很低,为生产精品钢材提供了保证。
本钢在2005年在炼钢厂新建一台四流矩形坯连铸机,现已经成功试生产了GCr15轴承钢。
为了解GCr15轴承钢在冶炼的各个阶段的纯净度,分别在转炉、LF精炼后、RH真空处理后、中包、连铸坯取样,分析非金属夹杂物的状态。
1.GCr15轴承钢的冶炼工艺工艺路线:铁水预处理→转炉冶炼→LF钢包精练→RH真空循环脱气→矩形坯连铸。
2.GCr15轴承钢冶炼过程钢材纯净度分析2.1转炉冶炼后非金属夹杂物状态转炉冶炼后,在钢水中取样分析非金属夹杂物的状态:分布比较集中,存在较多的大尺寸簇群状非金属夹杂物,少数大尺寸块状非金属夹杂物。
簇群状成分是Al2O3-SiO2,块状夹杂物成分是CaO-Al2O3。
转炉冶炼采用全铁装入及单渣冶炼法,出钢过程中加入石灰、精炼渣对钢包顶渣进行改质处理。
通过夹杂物的检测,非金属夹杂物的尺寸都比较大,处理得不是十分完善。
2.2LF钢包精炼后非金属夹杂物状态LF钢包精炼后,在钢水中取样分析非金属夹杂物的状态:分散分布,少量簇群状非金属夹杂物,个别大尺寸球状非金属夹杂物。
簇群状成分是CaO-Al2O3,球状夹杂物成分是CaO-Al2O3-MgO,其中的Zr元素是从取样器中带来的。
根据定氧值应用造“白渣”工艺调节,精炼后夹杂物有变化,簇群状非金属夹杂物尺寸明显减小,但是由于脱氧产物和炉渣作用生成的复合非金属夹杂物尺寸较大。
精炼过程的夹杂物控制需要提高。
2.3RH真空循环脱气后非金属夹杂物状态RH真空循环脱气后,在钢水中取样分析非金属夹杂物的状态:分散分布,主要以小尺寸非金属夹杂物为主,极个别较大尺寸块状非金属夹杂物。
连铸结晶器铜管对钢水的要求1、连铸结晶器铜管对钢水质量提出了很严格的要求,所谓连铸钢水质量主要是指:1.1钢水温度:连铸钢水的要求是:低过热度、稳定、均匀。
1.2钢水纯净度:最大限度的降低有害杂质(如S、P)和夹杂物含量,以保证铸机的顺行和提高铸坯质量。
如钢水中S含量大于0.03%,容易产生铸坯纵裂纹,钢水中夹杂物含量高,容易造成弧形铸机铸坯中内弧夹杂物集聚,影响产品质量。
1.3钢水的成分:保证加入钢水中的合金元素能均匀分布,且成分控制在较窄的范围内,保证产品性能的稳定性。
1.4钢水的可浇性,要保持适宜的稳定的钢水温度和脱氧程度,以满足钢水的可浇性。
如铝脱氧,钢水中Al2O3夹杂含量高,流动性差,容易造成中间包水口堵塞而中断浇注。
因此要根据产品质量和连铸工艺要求,对连铸钢水温度、成分和纯净度进行准确和适度的控制,有节奏地、均衡地供给连铸机合格质量的钢水是连铸生产顺利的首要条件。
2、对连铸钢水浇注温度的要求:合理选择浇注温度是连铸的基本参数之一。
浇注温度偏低,会使钢水发粘,夹杂物不易上浮;结晶器表面钢水凝壳,导致铸坯表面缺陷;水口冻结,浇注中断。
浇注温度太高会使1)耐火材料严重冲蚀,钢中夹杂物增多;钢水从空气中吸氧和氮;出结晶器坯壳薄容易拉漏;会使铸坯柱状晶发达,中心偏析加重。
如果说不合适的浇注温度在模铸时还能勉强浇注,而连铸时就会造成麻烦(如拉漏、冻水口),因此对连铸钢水温度要比模铸严格得多。
对连铸钢水温度的要求是:(1)低过热度,在保证顺利浇注的前提下过热度尽量偏下限控制,小方坯一般控制在20~30℃。
(2)均匀,实际上钢包内钢水温度是上下偏低,而中间温度高,这样会造成中间包钢水温度也是两头低中间高,不利于浇注过程的控制,因此要求钢包内钢水温度上下均匀。
(3)稳定,连浇时供给的各炉钢水温度不要波动太大,保持在10℃范围内。
3、浇注温度的确定:连铸浇注温度是指中间包钢水温度。
钢水浇注温度包括两部分:一是钢水凝固温度(也叫液相线温度),因钢种不同而异。
7钢水、铸坯及钢锭的质量检验对钢水、铸坯及钢锭的质量检验就是借助仪器和通过观察、判断以及适当结合测量、试验对钢水、铸坯及钢锭的化学成分、纯净度、表面质量及内部质量所进行的符合性评价。
冶炼过程钢水化学成分的检验:是指对电弧炉、精炼炉、VD、VOD等工序冶炼过程钢水化学成份进行的检验。
铸坯熔炼成分的检验:是指对连铸中间包内钢水化学成份的符合性检验,此结果表示同一炉或同一钢包钢水的平均化学成分。
钢锭熔炼成分的检验:是指对浇注过程中钢水化学成份的符合性检验,此结果表示同一炉或同一钢包钢水的平均化学成分。
铸坯和钢锭表面的检验:通过观察、判断以及适当结合测量等方法对铸坯和钢锭表面及外观形状所进行的符合性检验。
铸坯纯净度和内部质量的检验:通过对连铸坯横截面进行酸浸低倍试验和硫印试验的方法,对连铸坯内部缺陷所进行的符合性检验。
7.1 钢水化学成分检验随着炼钢技术的不断进步,炼钢的品种越来越多,钢中元素含量控制范围越来越严格,需要借助更加精密的仪器对钢的各种元素进行精确分析。
我们主要采用了国际上先进的光电光谱仪和气体分析仪器等对钢水化学成分进行分析,满足了冶炼多元素的特殊钢种需求。
7.1.1 光谱分析仪原理及基本结构7.1.1.1 光电光谱分析的基本原理光谱定量分析主要是用被测试样中待测元素谱线强度来确定元素含量,通常元素的谱线强度和该元素在试样中浓度关系用罗曼金公式表示如下:I=ac b(7.1)式中:I—谱线强度;c—待测元素含量;a—常数;b—自吸收系数;当b=1时无自吸收。
1)光谱的定义、光谱的分析及光电光谱分析光谱:是按照波长(或波数,频率)顺序排列的电磁辐射,电磁辐射具有波动性和微粒性。
光谱的分析和光电光谱分析:光谱分析是根据物质的特征光谱来研究物质的化学组成成分,结构和存在状态的一类分析领域,按电磁波谱区域,光谱分析可分为吸收光谱,发射光谱,光电光谱分析是利用了光电转换组件,将光信号转化成电流信号,然后通过计算机计算出待测元素的含量。
浅析如何提高转炉钢水纯洁度转炉炼钢对原材料的要求〔10月份小结〕炼钢的基本任务是脱碳、脱磷、脱硫、脱氧,去除有害气体和非金属夹杂物,提高温度和调整成分。
归纳为:“四脱”〔碳、氧、磷和硫〕,“二去”〔去气和去夹杂〕,“二调整”〔成分和温度〕。
采用的主要技术手段为:供氧,造渣,升温,加脱氧剂和合金化操作。
针对提高转炉钢水的纯洁度,主要从炼钢用原材料、过程控制及钢水出炉等方面进行浅析。
首先,本小结铁水是炼钢的主要原材料,一般占装入量的70%~100%。
铁水的化学热与物理热是转炉炼钢的主要热源。
因此,对入炉铁水化学成分和温度必须有一定的要求。
一、铁水的化学成分氧气顶吹转炉炼钢要求铁水中各元素的含量适当并稳定,这样才能保证转炉冶炼操作稳定并获得良好的技术经济指标。
(1)硅(Si)。
硅是转炉炼钢过程中发热元素之一。
硅含量高,会增加转炉热源,能提高废钢比。
有关资料说明,铁水中ω[Si]每增加0.10%,废钢比可提高约1.3%~1.5%。
铁水硅含量高,渣量增加,有利于去除磷、硫。
但是硅含量过高将会使渣料和消耗增加,易引起喷溅,金属的收得率降低。
[Si]含量高使渣中Si02含量过高,也会加剧对炉衬的侵蚀,并影响石灰化渣速度,延长吹炼时间,降低钢水的纯洁度。
通常铁水ω[Si]=0.30%~0.60%为宜。
大中型转炉用铁水硅含量可以偏下限。
而我厂铁水ω[Si]含量及其不稳定,时低时高。
针对这种现状,要求高炉提供的铁水成分必须稳定。
ω[Si]含量控制在0.30%~0.50%为宜。
(2)锰(Mn)。
铁水锰含量高对冶炼有利,在吹炼初期形成MnO,能加速石灰的溶解,促进初期渣及早形成,改善熔渣流动性,利于脱硫和提高炉衬寿命。
铁水锰含量高,终点钢中余锰高,可以减少锰铁加入量,利于提高钢水纯洁度等。
转炉用铁水对ω[Mn]/ω[Si]比值的要求为0.5~0.8,目前我厂使用较多的为低锰铁水ω[Mn]=0.15%~0.30%。
(3)磷(P)。

转炉生产低合金钢的纯净度研究随着对钢材使用条件的要求越来越严格,在管线、桥梁、汽车、船舶和压力容器等行业的生产用钢中,对夹杂物的级别要求越来越低,对钢的纯净度要求越来越高。
纯净钢的生产是市场竞争的必然趋势,是我国由钢铁大国进入钢铁强国的必经之路。
钢的纯净化技术是生产高性能、高质量产品的基础,代表着钢铁行业技术装备水平的先进程度。
提高纯净度不仅提高了钢的力学性能,而且也提高了钢的耐磨和耐腐蚀性能。
低合金钢是济南钢铁公司(以下简称济钢)中厚板的主要品种,钢板因表面和内部缺陷造成的中厚板产品报废及改判现象时有发生,在缺陷中都不同程度地存在夹杂物。
笔者结合低合金钢的冶炼和轧制实际情况,用低倍、化学大样电解、金相和扫描电镜能谱仪等综合理化检测分析方法,对低合金钢的纯净度水平进行了系统分析,提出了减少和控制钢中夹杂物的措施,为纯净钢的生产提供依据。
1 研究方法试验具体工艺参数为:以20g、16MnR、SS400、AH36和JG590等低合金钢为研究对象,在25t氧气顶吹转炉中冶炼,采用双挡渣出钢、吹氩处理。
装备APC、AGC的3000t高精度四辊可逆式中板轧机或者最大7 000轧制力四辊粗轧+四辊精轧的中厚板生产。
在整个试验过程中,对低合金连铸坯、中厚板和拉仲性能不合格的材料进行取样,通过大样电解、硫印检验、金相分析和扫描电镜能谱仪等测试分析手段,进行系统取样及全面分析,对钢中的塑性夹杂物的形态和含量进行分析。
2 检测结果2.1 冶炼及连铸过程的钢水纯净度经钢包吹氩和中间包处理后,颗粒状夹杂物上浮去除,小颗粒夹杂物相互碰撞聚合长大,然后浮至渣顶被去除。
因此钢水中的大颗粒夹杂物含量有不同程度的下降,而且夹杂物还可以粘附于包衬内壁的耐火材料上后被去除。
通过化学大样电解分析,不同阶段夹杂物的具体变化状况如表1所示。
表1不同工艺阶段中夹杂物含量的变化吹氩前吹氩后中间包连铸坯719.7 307.7 64.6 67.8 夹杂物含量/(mg·10kg-1)利用扫描电镜和能谱仪对大样电解后的夹杂物颗粒观察分析发现:钢包和中间包内的球形和块状夹杂物为硅酸盐夹杂物。
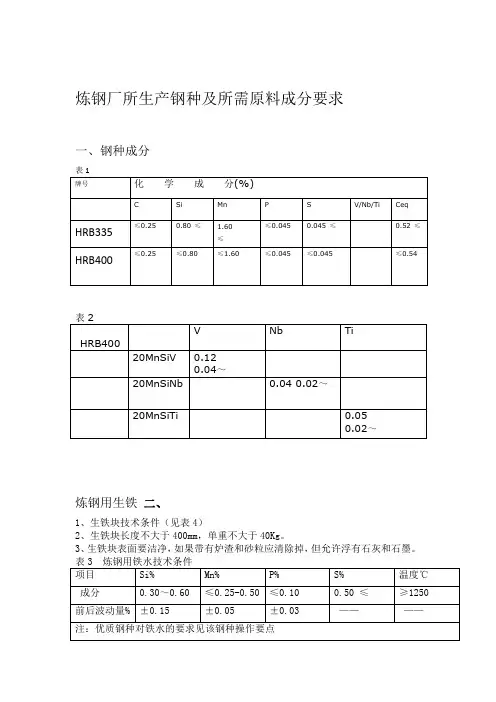
炼钢厂所生产钢种及所需原料成分要求
一、钢种成分
表1
炼钢用生铁二、
1、生铁块技术条件(见表4)
2、生铁块长度不大于400mm,单重不大于40Kg。
3、生铁块表面要洁净,如果带有炉渣和砂粒应清除掉,但允许浮有石灰和石墨。
三、炼钢用冶金石灰
1、石灰
(1)石灰技术条件(YB/T042-2004)(见表5)
(2)活性石灰的理化指标应符合表6的规定(HGY042-2006)。
(3)石灰粒度5-50mm,<3mm的不超过5%。
(4)石灰必须清洁干净、干燥,不得混有外来夹杂物、容瘤、焦碳等,杂质不大于0.5%。
(5)料仓内石灰存放时间不大于2天,雨季时不大于16小时。
表5 石灰技术条件
2、萤石成分:
3、白云石
四、水质要求
1、炼钢设备净环水质要求
2、连铸机水质要求
炼钢厂
日15月8年2012.。
X52MS管线钢纯净度的控制吾塔;李立民;张浩;卜志胜【摘要】文章介绍了采用铁水脱硫预处理、复吹转炉、LF和RH双联精炼、板坯连铸工艺试制开发X52MS管线钢的过程.LF使用CaO-Al2O3-CaF2-SiO2-MgO 渣系,平均渣量控制在10kg/t,平均脱硫率达到82.4%,最高脱硫率为89.6%,熔炼成品钢水终点硫质量分数小于15×10-6,[C]≤0.055%,[N]≤0.0040%,T[O]≤20×10-6,[H]≤1.5×10-6,提高钢水纯净度的同时缩短了LF精炼时间.【期刊名称】《新疆钢铁》【年(卷),期】2018(000)003【总页数】5页(P13-17)【关键词】超低硫钢;LF精炼;纯净度【作者】吾塔;李立民;张浩;卜志胜【作者单位】宝钢集团八钢公司制造管理部;新疆八一钢铁股份有限公司;新疆八一钢铁股份有限公司;新疆八一钢铁股份有限公司【正文语种】中文【中图分类】TF762+.81 前言硫化氢 (H2S)是石油和天然气中腐蚀能力最强的有害介质,抗硫化氢腐蚀管线钢主要用来制造输送酸性石油和天然气管道,主要是在原油和天然气未脱硫的情况下使用,该类管道多属于支线管道,通常采用X65以下牌号的管线钢制造。
抗硫化氢腐蚀管线钢是石油天然气用钢中技术要求最高、生产难度最大的一类管线钢。
对钢水纯净度、硫含量、连铸坯的中心偏析以及轧制中的控轧、控冷提出了极高的要求[1]。
根据对国家石油、天然气需求分析,八钢公司试验开发了X52MS管线钢,对管线钢生产中脱硫、脱磷、脱氮、脱氢、夹杂物等工艺控制进行了研究。
确定了工艺控制关键点,通过工艺优化控制提高X52MS管线钢的纯净度及板坯较低的中心偏析。
2X52MS管线钢生产工艺生产工艺:铁水脱硫预处理-顶底复吹转炉冶炼-LF精炼-RH真空处理-板坯连铸。
生产X52MS管线钢采用铁水深脱硫预处理、转炉冶炼,LF精炼和RH真空精炼双联生产工艺。
钢的纯净度估测及其控制<The Evaluation Methods and Control of Steel Cleanliness>1.引言随着社会发展和科技进步, 对钢质量, 尤其对它的纯净度(cleanliness)要求越来越高. 除了要降低钢中非金属氧化物夹杂物(non-metallic oxide inclusions)的含量, 控制其尺寸、形貌和成分外, 就洁净钢(clean steel)而言, 还要求控制其硫(S)、磷(P)、氢(H)、氮(N), 甚至碳(C), 并且要尽可能减少钢中金属杂质元素(metallic impurity elements), 诸如: 砷(AS)、锡(Sn) 、锑(Sb)、硒(Se)、铜(Cu)、锌(Zn)、铅(Pb)、镉(Cd)、碲(Te)、铋(Bi)等.不同钢种因其不同的应用场合和条件,对上述要求也各不相同。
例下表所示:表1 对不同钢种典型的纯净度要求(Typical steel cleanliness requirements for various steel grades)钢中的金属杂质元素(metallic impurity elements)通常被视为残余元素(trace elements).由于它们在炼钢和精炼过程很难去除,所以在钢中不断累积,成为废钢供应的一大问题。
鉴于钢中如存在超量的残余金属元素,会造成晶间偏析(intergranular segregation)、有害析出物和其它一些问题。
目前,在钢的生产过程中为了克服钢中残余元素造成的危害,尤其是电炉炼钢,通常采用严格控制废钢的种类和用量。
近年来世界各国普遍采用高炉铁水、直接还原铁、海绵铁、碳化铁或其它相对纯的铁来替代废钢,旨在降低钢中残余元素含量。
从钢中残余元素角度讨论钢纯净度问题近年来已有不少相关研究的报道和论文发表。
我们今天主要讨论钢厂普遍存在,大家又十分关注并想得到解决的问题:〈低碳铝镇静钢氧化物夹杂对其纯净度的影响〉。
轴承钢的纯净度和均匀度
轴承钢的纯净度和均匀度对其机械性能和寿命具有至关重要的影响。
纯净度是指钢中非金属杂质的含量,如氧化物、硫化物和氮化物等。
这些杂质会降低钢的韧性、疲劳强度和耐腐蚀性。
因此,提高轴承钢的纯净度是提高其机械性能和延长其使用寿命的重要途径。
为了获得高纯净度的轴承钢,需要采用先进的冶炼和轧制技术。
例如,电渣重熔技术和真空熔炼技术可以有效地去除钢中的非金属杂质。
同时,采用高精度轧制技术可以确保钢的晶粒大小和组织结构均匀,从而提高其机械性能。
除了纯净度外,轴承钢的均匀度也非常重要。
均匀度是指钢的化学成分、组织结构和机械性能在各个方向上的均匀分布。
为了获得高均匀度的轴承钢,需要采用先进的冶炼和轧制工艺,并严格控制钢的化学成分和显微组织。
总之,轴承钢的纯净度和均匀度对其机械性能和寿命具有重要影响。
为了获得高纯净度和高均匀度的轴承钢,需要采用先进的冶炼和轧制技术,并严格控制其化学成分和显微组织。
这将有助于提高轴承的性能和延长其使用寿命。
钢水纯净度控制要求纯净度是指钢中非金属夹杂物的数量,形态和分布。
要根据钢
种和产品质量,把钢中夹杂物降低到所要求的水平,应从以下几方面着手:
(1)尽可能降低钢中【0】含量;
(2)防止钢水与空气作用;
(3)减少钢水与耐材的相互作用;
(4)减少渣子卷入钢水内;
(5)改善流动促进钢水中夹杂物上浮。
钢水纯净度控制方法
从工艺操作上,应采取以下措施:
1•无渣出钢;
2•钢包精炼;
3•无氧化浇注;
4.中间包冶金;
中间包用大容量,加挡墙和坝等是促进夹杂物上浮的有效措施。
5•侵入式水口+保护渣;
保护渣能充分吸收夹杂物,侵入式水口材料,形状和插入深度
有利于夹杂物上浮分离。
纯净钢(clean steel) 含非金属夹杂物和气体很少的钢,或者说含氧、硫、磷、氢、氮5种有害元素很少的钢。
非金属夹杂物对钢质量有很大害处,含有夹杂物可说是钢不清洁,非金属夹杂物的大小和形态是评吹chuj价钢的洁净度的标志。
氧、硫、磷、氢、氮是钢中的杂质,含量多的钢被认为是不纯的。
研究证明,钢材中发现的非金属夹杂物大多是在钢液凝固时有害杂质元素偏析浓缩而与金属元素结合形成的。
当然有些有害元素除生成夹杂物之外还有其他危害作用。
但总的看来,非金属夹杂物的数量或5种有害元素的含量水平都可以代表钢的纯净度。
20世纪80年代初期,钢的纯净度水平在100t熔炼炉规模上已达到氧、硫、磷、氢、氮5元素的浓度总和为0.005%(5010-6),其中[H]≤0.710-6,[N]≤1510-6,[O]≤1010-6,[P]≤1510-6,[s]≤510-6。
对于低碳的软钢,碳含量可达到2010-6以下。
钢中非金属夹杂物的形态和尺寸分布比含量多少更为重要。
随着炼钢工艺过程使用废钢比例的增大,钢中混入的有色金属元素也增多起来,特别是铅、铋、砷、锑、锡5种痕量元素也成为生产纯净钢应该注意的问题。
由于它们含量都是10-6级,凝固后多偏聚在晶界上,往往对钢的性能有很大危害。
但分析这样微小浓度的仪器缺乏,在经常生产中很少去分析它们,还难以对它们的影响作出定量判断,因而也还没有一个纯净与不纯净的明确界限。
纯净钢是一个相对的概念,它的确切定义一直是变动的。
纯净与否往往取决于观察者的判断。
有些钢在50年代算纯净的,到了80年代就不算纯净了。
对于一般用途的钢,50μm大小的夹杂物可允许存在,而对于精密轴承就不允许了。
因此需根据对钢材性能的不同要求,订出钢的纯净度的合理指标,以便经济合理地生产和使用优质钢材。
纯净钢生产是通过各种设备和工艺手段不断净化、提纯优化的过程。
目前在大规模生产纯净钢的生产流程上采用了许多先进技术,包括铁水预处理、转炉炼钢、挡渣出钢、炉外精炼和连铸等工艺环节。
冶炼品种钢忌钢水裸露连铸过程保持钢水的纯净度是冶炼品种钢的关键环节,钢水二次氧化产生的夹杂物严重影响了钢水的纯净度。
我们一炼钢方坯车间主要通过大包长水口装氩封管,大包长水口套石棉碗,中包加入中包覆盖剂(碳化稻壳),结晶器内每炉进行挑渣操作,结晶器加入保护渣来进行浇保护注的。
任何一项保护浇注不到位,都有可能对钢水的纯净度产生很大的影响。
我们方坯车间在冶炼品种钢时,最忌讳的是大包敞开浇注,钢水裸露在空气中。
我的岗位是一炼钢方坯车间大包工,9月10日晚,在晚上夜班冶炼ML20MnTiB,第四炉大包水口不自开。
这时中包吨数35吨,低于25吨是不允许的,中包浇注过程不能停止,也就是说大约也就四五分钟的处理事故时间。
这时候我的心里七上八下,不知道该怎么处理,头脑一片空白,我连忙通知我们机长贾利军,贾师傅迅速来到生产现场,他示意我先将大包水口摘下开,以便进行大包烧眼,我赶紧照做。
贾师傅则熟练地将烧氧管套入氧气带子里,他将烧氧管深入大包下水口,我负责开关氧气阀门。
我俩熟练地配合,贾师傅将大包水口眼烧开,钢水下流,钢花四射,站在近处火星不断地乱飞。
这时候浇大包的李贵印师傅将大包往下降了一点(这样钢花四溅的范围会小很多,工人的安全越有保障),等中包钢水达到一定量的时候,李师傅将大包升了一点,然后贾师傅操作机械手将大包长水口移动到大包下水口旁边。
接着贾师傅让李师傅快速关闭大包水口,紧接着贾师傅将大包长水口套在大包下水口上。
然后让李师傅开浇,钢水顺着大包水口流入中包,事故处理完毕。
顿时我发现贾师傅脸上像开了花一样笑着,贾师傅对我说:“遇事不能慌,遇到紧急情况时安全最重要,头脑一定要清醒,知道该如何处理事故。
”钢水裸露在空气中,特别容易吸收氧和氮,产生夹杂物,而品种钢对夹杂物的含量有严格的要求,因此在冶炼品种钢时,应该做好保护浇注的工作,防止钢水二次氧化。
当出现大包水口不自开时,我们要保持头脑清醒,及时处理,尽可能将损失降到最低。