美国钢结构焊接规范宣贯
- 格式:ppt
- 大小:1.55 MB
- 文档页数:45

焊接断焊标准
焊接断焊标准通常是根据具体的应用和行业要求而定的。
以下是一些常见的焊接断焊标准:
1. AWS D1.1: 这是美国焊接学会(AWS)制定的钢结构焊接规范,涵盖了各种类型的钢结构焊接。
它规定了焊接工艺、接头设计、焊接质量要求以及检验方法等。
2. ASME BPVC: 美国机械工程师学会(ASME)制定的锅炉和压力容器规范,其中包括焊接部分。
它规定了焊接工艺、接头设计、焊接质量要求以及检验方法等,适用于锅炉、压力容器和其他相关设备的焊接。
3. ISO 5817: 国际标准化组织(ISO)制定的钢结构焊接质量要求标准。
它规定了焊接工艺、接头设计、焊接质量要求以及检验方法等,适用于各种类型的钢结构焊接。
4. AWS D1.6: 这是美国焊接学会(AWS)制定的不锈钢结构焊接规范,涵盖了各种类型的不锈钢结构焊接。
它规定了焊接工艺、接头设计、焊接质量要求以及检验方法等。
美标钢结构焊接工程钢材取样复验要求应勇跃杨政(浙江杭萧钢构股份有限公司)摘要在美标钢结构焊接工程中,按照美国焊接学会标准《钢结构焊接规范》AWSD 1.1/1.1M的规范及ASTM的材料要求进行检验,涉及到焊接母材钢厂材料的检验标准与国内钢材取样试样复验标准要求存在一定的差异,特予回顾总结,提供大家参考。
关键词钢材取样、钢材复验1、前言在美标钢结构焊接工程中,按照美国焊接学会标准《钢结构焊接规范》AWSD 1.1/1.1M的规范要求及美国材料与试验协会ASTM的材料检验要求进行检验复验,涉及到焊接母材原材料钢材检验标准要求与国内钢材标准和取样复验要求存在一定的差异,对照美标的标准要求检验复验并进行经验总结,供焊接材料检测的同仁参考。
2、钢材取样复验国内和国外的钢结构焊接工程,常规使用的是Q235B、Q345B或者是A36、A572G50的钢材牌号。
2.1 拉伸试验按照ASTM E8及ASTM A370的要求,根据被试验的金属材料产品的形状和尺寸,金属拉伸试样按横截面的形状一般可分为圆形、矩形和异形三类。
ASTM E8拉伸试验标准对拉伸试样的类型和尺寸进行了统一规定。
拉伸试验时应根据金属产品的特性、品种、规格尺寸和试验目的选定不同的试样类型和尺寸。
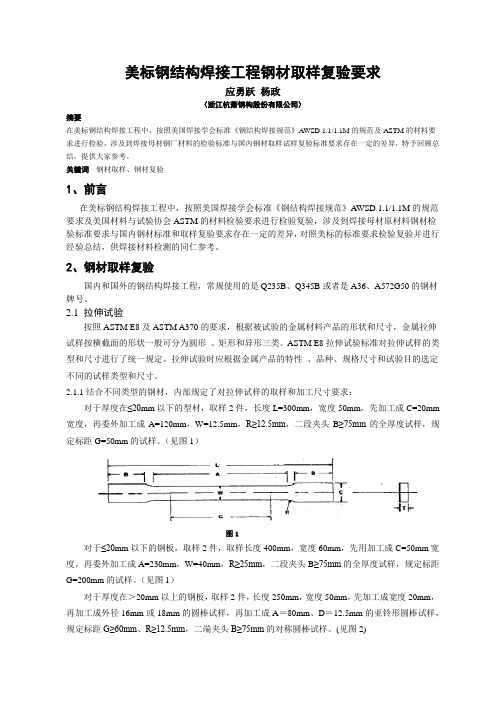
2.1.1结合不同类型的钢材,内部规定了对拉伸试样的取样和加工尺寸要求:对于厚度在≤20mm以下的型材,取样2件,长度L=300mm,宽度50mm,先加工成C=20mm 宽度,再委外加工成A=120mm,W=12.5mm,R≥12.5mm,二段夹头B≥75mm的全厚度试样,规定标距G=50mm的试样。
(见图1)图1对于≤20mm以下的钢板,取样2件,取样长度400mm,宽度60mm,先用加工成C=50mm宽度,再委外加工成A=230mm,W=40mm,R≥25mm,二段夹头B≥75mm的全厚度试样,规定标距G=200mm的试样。
(见图1)对于厚度在>20mm以上的钢板,取样2件,长度250mm,宽度50mm,先加工成宽度20mm,再加工成外径16mm或18mm的圆棒试样,再加工成A=80mm、D=12.5mm的亚铃形圆棒试样,规定标距G≥60mm、R≥12.5mm,二端夹头B≥75mm的对称圆棒试样。


引言概述:钢结构是一种广泛应用于工业和民用建筑的结构形式,其焊接技术的质量直接影响整个结构的安全性和可靠性。
因此,钢结构焊接规范是确保焊接质量的重要标准。
本文将深入研究钢结构焊接规范的主要内容和要求,包括材料准备、设备选择、工艺参数、质量控制等方面。
正文内容:1.材料准备1.1标准材料选择:根据设计和使用要求,选择符合相关国家或行业标准的钢材作为焊接材料。
1.2材料检查:在焊接前,对使用的钢材进行外观检查、理化性能测试和成分分析,确保质量符合要求。
1.3准备表面:清理焊接材料的表面,去除油污、锈蚀等杂质,以提高焊接质量。
2.设备选择2.1焊接机选择:根据焊接材料的种类和工艺要求,选择适合的焊接机型号和类型,如手工电弧焊、气体保护焊等。
2.2辅助设备:选用适当的焊接辅助设备,如焊接电源、焊接电缆、焊接头盔等,确保焊接操作的安全性和便利性。
2.3设备维护:定期检查和维护焊接设备,保证设备的正常运行和高效工作。
3.工艺参数3.1焊接方法选择:根据焊接材料的种类、焊接位置和要求,选择合适的焊接方法,如手工电弧焊、埋弧焊等。
3.2焊接电流和电压:根据焊接材料的厚度和规格,确定正确的焊接电流和电压参数,以保证焊缝质量。
3.3焊接速度控制:控制焊接速度,使焊接过程中的热影响区尽可能小,避免焊接变形和应力集中。
4.质量控制4.1焊接工艺评定:对每个焊接工艺进行评定和记录,以确保符合相关的标准要求。
4.2焊接操作控制:按照焊接工艺卡进行焊接操作,控制好焊接时间、温度和速度等参数。
4.3焊缝质量检查:通过可视检查、尺寸测量、非破坏性检测等手段,对焊缝质量进行全面检查和评估。
5.健康、安全和环境保护5.1安全措施:在焊接操作过程中,采取必要的安全措施,如佩戴防护眼镜、手套等,防止因意外事故造成伤害。
5.2环境保护:合理选择焊接材料和工艺,减少对环境的污染和损害。
5.3职业健康:对焊接工人进行必要的职业健康教育和培训,防止因工作环境对身体造成伤害。

美国2005钢结构规范介绍二焊缝连接钢结构中所使用的焊缝除AISC2005给出规定的内容外应符合美国焊接学会AWSAmerican Welding society《结构焊接规范》D1.1节Structural welding Codesteel的规定。
焊缝分为对接焊缝或称坡口焊缝groove welds、角焊缝fillet welds塞焊缝plug welds和槽焊缝solt welds。
1 焊缝连接承载力计算的基本方法焊缝的承载力设计值φnR为基材的承载力和焊缝材料承载力的较小者依据拉坏、剪坏或屈服极限状态计算。
对于基材nRBMBMFA 对于焊缝金属nRwwFA 这里BMF为基材强度标准值wF为焊缝金属强度标准值BMA为基材横截面积wA为焊缝有效面积φ为抗力系数随焊缝类型和受力情况不同而异。
1.1对接焊缝对全熔透CJPcomplete-joint-penetration对接焊缝其承载力决定于基材金属而无需对焊缝计算。
对于局部熔透PJPpartial-joint-penetration对接焊缝AISC2005规范中列有有效焊喉厚度的计算表格对焊缝金属强度标准值亦列有表格。
因局部熔透对接焊缝实际工程中应用不广这里不做介绍。
1.2角焊缝对于角焊缝抗力系数φ取0.75wF 按照焊缝金属抗拉强度的0.6倍取用角焊缝的有效面积为有效长度乘以有效焊喉有效焊喉为焊根至表面的最短距离若有试验能够证明熔透超过焊缝根部有效焊喉允许增加。
若角焊缝在孔或槽内有效长度为中心线长度该中心线沿焊喉中心。
对于搭接角焊缝其有效面积不应超过搭接表面平面内孔或槽的横截面积。
焊缝的有效长度或者说计算长度我国GB50017规范规定为几何长度减去两端的焊接缺陷起弧、落弧各fh而美国AISC规范认为此缺陷只对焊缝很短时才有影响故不考虑此缺陷有效长度取为几何长度。
尽管有试验表明焊缝垂直于荷载时我国习惯称作端焊缝侧焊缝的承载力较平行于荷载我国习惯称作侧焊缝时高大约1/3我国规范也一直规定在承受静态荷载时端焊缝强度的提高系数为1.22但美国规范ASD89、LRFD99和现在的AISC2005均取二者强度相等不考虑前者强度的提高。

美国钢结构规范范文Steel StructuresThe AISC standard covers various types of steel structures, including bridges, buildings, warehouses, and other structures. The standard provides technical specifications for the material properties and design requirements for each type of structure. It also outlines the inspection and testing procedures that must be followed when constructing steel structures, as well as guidelines for installing and maintaining them.The AISC standard is the result of many years of work by experts in the steel industry, and it is used to ensure the safety and reliability of steel structures in the United States. It is regularly updated to reflect the latest advances in steel construction technology. The standard also outlines the design process for each type of structure, and it provides guidance on how to select the right materials for each application.Overall, the AISC standard is an essential resource for steel structure designers and builders in the United States. It helps to ensure the safety, reliability, and energy efficiency of steel structures, and it is regularly updated to reflect the latest advances in steel construction technology. By following the guidelines in the AISC standard, designers can ensure that their projects are designed and constructed to the highest standards of safety and performance.。
美规钢结构设计手册《美规钢结构设计手册》(AISC Steel Construction Manual)是由美国钢结构协会(American Institute of Steel Construction,简称AISC)编制的权威技术规范,旨在为工程师、设计师和建筑专业人员提供有关钢结构设计和建造的详尽指导。
该手册对于美国境内的钢结构工程具有广泛适用性,并且在国际上也有一定的影响力。
以下是该手册的主要内容和特点的简要概述:1. 结构设计基本原则:介绍了结构设计的基本原则,包括荷载计算、结构体系选择、弹性和稳定性分析等方面,为读者提供了结构设计的理论基础。
2. 钢材性能和规格:对各类结构用钢材的性能进行详细介绍,包括弹性模量、屈服点、抗拉强度等力学性质,以及各类构件的尺寸和形状规格。
3. 结构连接设计:针对结构中的各种连接,提供了详细的设计原则和规范,包括螺栓连接、焊接、螺纹连接等。
强调连接在整个结构中的重要性。
4. 结构构件设计:涵盖了梁、柱、框架、横梁、斜撑等常见的结构构件的设计原则和规范,包括截面尺寸的选取、受力性能的分析等。
5. 钢结构施工:对钢结构的制造和施工过程进行了详细的描述,包括焊接工艺、螺栓预紧力的控制、构件的运输和安装等。
6. 结构稳定性设计:针对不同类型的结构,提供了稳定性设计的相关准则和计算方法,确保结构在各种荷载作用下的稳定性。
7. 规范更新和最新技术:由于结构设计领域的不断发展,该手册定期进行更新,吸纳最新的研究成果和技术进展,以确保设计符合最新的标准和规范。
美规钢结构设计手册以其权威性、系统性和实用性受到广泛认可,被视为美国及其他地区从事钢结构设计的从业人员和相关专业机构的重要参考文献。
在使用该手册时,设计者应当根据具体项目的要求和适用标准进行综合分析,确保设计方案符合相关法规和技术规范。
钢结构焊接规范1. 引言本文档旨在提供钢结构焊接的规范,以确保焊接过程安全可靠,达到预期设计要求。
钢结构焊接的质量对于结构的强度和耐久性至关重要。
2. 焊接资格钢结构焊接工作必须由持有相关资格认证的焊接工人执行。
焊接工人应具备相关的技能和经验,以确保焊接工作的质量。
3. 设备和材料使用的焊接设备和材料必须符合相关的标准和规范。
应定期检查和维护焊接设备,确保其正常运行和安全使用。
4. 焊接工艺选择合适的焊接工艺对于确保焊缝质量至关重要。
应根据钢结构的要求和焊接材料的特性,选择适当的焊接方法和参数。
5. 检测与验收焊接完成后,应进行焊缝的检测和验收。
常用的检测方法包括目视检查、超声波检测和磁粉检测等。
焊缝的质量必须符合相关标准和规范的要求。
6. 安全措施在进行钢结构焊接工作时,必须采取必要的安全措施,确保焊接过程不会对人员和设备造成伤害。
焊接区域应设置防护措施,焊接工人必须佩戴合适的防护装备。
7. 文档记录焊接工作的相关信息和记录应及时记录和保存。
包括焊接工艺规程、焊接操作步骤、焊接设备维护记录等。
8. 质量控制钢结构焊接的质量控制非常重要。
应建立严格的质量控制程序和流程,确保焊接工作符合质量要求,并进行必要的检测和检验。
9. 训练和认证为了提高焊接工人的技能水平,应进行必要的培训和认证。
焊接工人必须接受相关知识和技能的培训,并通过相应的认证考试。
10. 法律法规在进行钢结构焊接时,必须遵守相关的法律法规和安全标准。
焊接工作应符合国家和地方的法律要求,确保工作的合法性和安全性。
以上是钢结构焊接的规范要求,如有任何疑问,请及时与负责人联系。
美国钢结构焊接规范塞焊和槽焊技术要求解析
吴崇志
【期刊名称】《焊接》
【年(卷),期】2013(000)005
【摘要】概述了美国AWSD1.1∶2000《钢结构焊接规范》和AWS D1.6∶1999《不锈钢结构焊接规范》中关于塞焊和槽焊的技术要求,对接头设计、操作特点、工艺评定和焊工资质评定等进行了归纳概述,并对其在AP1000核电模块施工中的应用进行了列举.
【总页数】3页(P58-60)
【作者】吴崇志
【作者单位】国核工程有限公司上海市 200233
【正文语种】中文
【中图分类】TG457.11
【相关文献】
1.CO2气体保护焊陶瓷衬垫单面焊双面成型工艺在槽罐体上的应用 [J], 刘桂章
2.直缝焊管埋弧自动焊内焊多丝焊接规范设置探讨 [J], 马骏;李君佐
3.钢结构焊前准备及焊缝主要缺陷解析 [J], 傅枞春;杨开怀
4.拉锻式摩擦塞焊的热力耦合解析模型和试验验证 [J], 陈永亮;杨子超;林恒利;崔雷;宋建岭;王东坡
5.中国钢结构协会冷弯型钢分会成立20周年庆典大会2005中国国际冷弯型钢、焊管技术设备研讨会2005中国国际冷弯型钢、焊管及钢结构展览会会议通知 [J],
因版权原因,仅展示原文概要,查看原文内容请购买。
美国焊接标准 Prepared on 22 November 2020
A S M E标准2010中文版A S M E规范I卷2010中文版动力锅炉建造规则A S M E规范I I卷A篇2010中文版铁基材料A S M E规范I I卷B篇2010中文版非铁基材料A S M E规范I I卷C篇2010中文版焊条、焊丝及填充金属A S M E规范I I卷D篇2010中文版材料性能A S M E规范I V卷2010中文版建造规则A S M E规范V卷2010中文版无损检测A S M E规范V I I I卷12010中文版建造规则A S M E规范V I I I卷22010中文版建造另一规则A S M E规范V I I I卷32010中文版高压容器建造规则ASME规范IX卷 2010中文版焊接和钎接工艺,焊工、钎接工、焊接和钎接操作工评定标准A S M E规范X I I卷2010中文版运输罐的建造和延续使用规则C O D E C A S E S2010中文版规范案例A S M E2009中文版管道法兰和(09版) A S M E2010中文版动力管道(10版) A S M E2010中文版工艺管道(10版) A S M E2004中文版焊接无缝轧制钢管(04版)。