滚动轴承套圈的成型加工
- 格式:docx
- 大小:14.22 KB
- 文档页数:2
滚动轴承加工工艺设计摘要:滚动轴承是现代机器中广泛应用的部件之一,具有摩擦阻力小,功率消耗少,起动容易等优点。
本文对滚动轴承的加工工艺进行了研究和设计。
主要内容包括滚动轴承的类型、性能与特点,滚动轴承的工作情况,滚动轴承尺寸的选择,轴承零件的加工工艺特点,轴承加工的工艺过程及轴承装置的设计。
通过了解滚动轴承的主要类型、性能与特点,结合实际需要中的产品要求,选择合适的轴承及所对应的加工工艺流程。
关键词:滚动轴承;性能;工艺设计Rolling bearing processing technology design Abstract:Rolling bearing is one of the components are widely used in modern machinery, the advantages of small frictional resistance, less power consumption, easy starting, etc.This paper studied the processing technology of the rolling bearing and design.Main contents including the types, performance and characteristics of the rolling bearing and rolling bearing working condition, the choice of rolling bearing size, machining process characteristics of bearing parts, bearing machining process and the design of the bearing assembly.Through understanding the main types of rolling bearing, the performance and characteristics, combined with the actual needs of the product requirements, select the appropriate bearing and the corresponding processing technological process.Key words:Rolling bearing; Performance; Process design目录1摘要 (1)2 滚动轴承的主要类型及其代号 (2)2.1 滚动轴承的主要类型、性能与特点 (4)2.2 滚动轴承零件结构的常用术语 (5)2.3 滚动轴承的代号 (6)3 滚动轴承类型的选择 (8)3.1 选择轴承时的考虑因素 (8)3.2 具体选择 (10)4 滚动轴承产品的性能要求 (11)5 滚动轴承零件的加工工艺特点 (11)5.1 滚动轴承零件的生产特点 (11)5.2 滚动轴承零件工艺过程的特殊性 (12)6 滚动轴承生产的一般工艺过程 (13)7 滚动轴承套圈车削加工 (14)7.1 车削加工的内容和方法分类 (14)7.2 套圈车削的位置精度和定位基准选择 (15)7.3 车削套圈的尺寸公差及余量的确定 (17)7.4 套圈车削加工的切削用量 (20)7.5 套圈车削加工所用的夹具 (21)8 套圈的热处理工序 (21)9 套圈的磨削 (22)9.1 6203轴承套圈的磨削过程 (22)9.2 套圈磨削用夹具 (24)10 钢球加工 (25)10.1 钢球加工的基本工艺路线 (25)10.2 钢球加工余量的确定 (26)11 保持架加工 (27)12 轴承的装配 (28)12.1 装配的基本工艺路线 (28)12.2 轴承零件的组装方法 (28)参考文献 (30)致谢 (31)2滚动轴承的主要类型及其代号2.1滚动轴承的主要类型、性能与特点滚动轴承是现代机器中广泛应用的部件之一,它是依靠主要元件间的滚动接触来支承转动零件的。
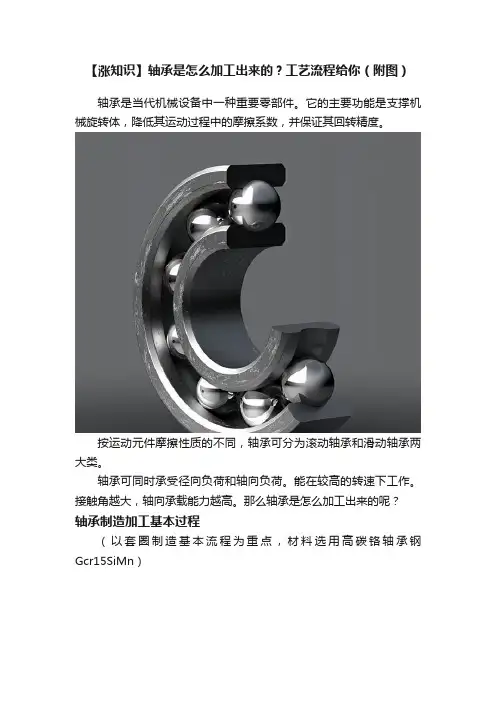
【涨知识】轴承是怎么加工出来的?工艺流程给你(附图)轴承是当代机械设备中一种重要零部件。
它的主要功能是支撑机械旋转体,降低其运动过程中的摩擦系数,并保证其回转精度。
按运动元件摩擦性质的不同,轴承可分为滚动轴承和滑动轴承两大类。
轴承可同时承受径向负荷和轴向负荷。
能在较高的转速下工作。
接触角越大,轴向承载能力越高。
那么轴承是怎么加工出来的呢?轴承制造加工基本过程(以套圈制造基本流程为重点,材料选用高碳铬轴承钢Gcr15SiMn)1、滚动体(钢球)制造基本流程:原材料——冷镦——光磨——热处理——硬磨——初研——外观——精研2、保持架(钢板)制造基本流程:原材料——剪料——裁环——光整——成形——整形——冲铆钉孔3、套圈(内圈、外圈)制造基本流程:原材料——锻造——退火——车削——淬火——回火——磨削——装配(1) 锻造加工:锻造加工是轴承套圈加工中的初加工,也称毛坯加工。
套圈锻造加工的主要目的是:(a) 获得与产品形状相似的毛坯,从而提高金属材料利用率,节约原材料,减少机械加工量,降低成本。
(b) 消除金属内在缺陷,改善金属组织,使金属流线分布合理,金属紧密度好,从而提高轴承的使用寿命。
锻造方式:一般是在感应加热炉、压力机、扩孔机和整形机组成连线的设备体进行流水作业(2)退火:套圈退火的主要目的是:高碳铬轴承钢的球化退火是为了获得铁素体基体上均匀分布着细、小、匀、圆的碳化物颗粒的组织,为以后的冷加工及最终的淬回火作组织准备。
Gcr15SiMn退火基本工序:在790—810℃保温2-6h, 以10—30℃/h,冷至600℃以下,出炉空冷(3)车削加工:车削加工是轴承套圈的半成品加工,也可以说是成型加工。
车削加工的主要目的是:(a)使加工后的套圈与最终产品形状完全相同。
(b)为后面的磨削加工创造有利条件。
车削加工的方法:集中工序法:在一台设备上完成所有车削工序的小批量生产。
分散工序法:在一台设备上完成某一种车削工序的大批量生产。
轴承滚珠的制造流程轴承滚珠是机械设备中重要的零件之一,用于为重载和高速操作提供支持。
轴承滚珠具有耐磨、高强度和耐腐蚀等优点,如何制造这个重要的机械部件呢?本文将介绍轴承滚珠的制造流程。
1. 材料选择最常用的材料是铬钢(Chrome Steel),由于其高强度、高耐磨性和抗腐蚀性能,在高速应用中表现良好。
其他材料包括不锈钢、陶瓷等,不过铬钢仍是主流材料。
2. 热处理首先,钢材板材要进行正火、精炼和淬火,以保证材料的硬度和强度。
热处理可以改变钢的性质,增加强度和耐磨性,提高轴承滚珠的使用寿命。
3. 弯曲和成型钢热处理完后,接下来需要把钢丝弯曲成一个圆环,以便后面的加工。
机器通常使用精密加工、热处理和控制系统,生产出更加均匀和高质量的滚珠。
4. 钢球生产轴承滚珠的制造过程主要是生产钢球。
钢球是通过机器冷或者热冲压生产出来的,大多数机器冷冲生产,因为效率高,成本低。
冷冲压机器使用类似于模具的工具,将将不锈钢片冲压并弯折合适的大小,形成球体。
5. 精密加工钢球已经生产,这时需要对其进行精密加工,以确保其尺寸、质量和形状达到满足规格要求。
加工包括外圆形特征、端面特征和轴心特征等等。
6. 清洗和涂层钢球加工后,还需进行清洗和涂层等处理。
清洗过程可以去除表面处理和精密加工过程中产生的污垢和碎片,涂层可以提高钢球的防腐蚀性能,延长使用寿命。
7. 装配作业最后一步就是轴承滚珠的装配作业。
轴承滚珠通常是与其他机械部件一起装配,作为依靠其支持性能的机械部件之一。
总结:以上是关于轴承滚珠的制造流程,从材料选择到装配作业,完成了整个过程的详细介绍。
轴承滚珠的制造是一个复杂而精湛的过程,需要高精度的机械设备和严格的制造标准。
只有这样才能生产出更加高品质的轴承滚珠,为机械设备的高效运转提供了重要的保障。
调心滚子轴承滚子加工工艺流程下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!并且,本店铺为大家提供各种各样类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by theeditor. I hope that after you download them,they can help yousolve practical problems. The document can be customized andmodified after downloading,please adjust and use it according toactual needs, thank you!In addition, our shop provides you with various types ofpractical materials,such as educational essays, diaryappreciation,sentence excerpts,ancient poems,classic articles,topic composition,work summary,word parsing,copy excerpts,other materials and so on,want to know different data formats andwriting methods,please pay attention!调心滚子轴承滚子加工工艺流程调心滚子轴承滚子是机械行业中常见的零件,其制造工艺流程如下:一、材料准备阶段1. 选材:根据客户要求或设计要求,选择合适的材料进行生产加工。

滚动轴承(深沟球轴承)套圈的热处理工艺一.选择零件二.三.零件的服役条件及性能要求滚动轴承的机械及工作环境千差万别,套圈要在拉伸、冲击、压缩、剪切、弯曲等交变复杂应力状态下长期工作。
一般情况下,套圈的主要破坏形式是在交变应力作用下的疲劳剥落以及摩擦磨损,裂纹压痕锈蚀。
所以,这就要求套圈具有高的抗塑性变形的能力,较少的摩擦磨损,良好的尺寸精度及稳定性和较长的接触疲劳寿命。
综上所诉,要求套圈要有1)高的接触疲劳强度2)高的耐磨性3)高的弹性极限4)适宜的硬度5)一定的韧性6)良好的尺寸稳定性7)良好的防锈能力8)良好的工艺性能四.材料选择套圈的材料选择一般有6种GCr4,GCr15,GCr15SiMn,GCr15SiMo,GCr18Mo在这里我们选用的是GCr15,因为我们此次制造的是小尺寸套圈,GCr15SiMn和℃℃GCr15SiMo一般是用来制造壁厚的大轴承的套圈。
GCr15SiMn一般用来制造壁厚在15mm~35mm的轴承的套圈。
GCr15SiMo一般用来制造壁厚大于35mm的大型和特大型轴承的套圈。
GCr4是限制淬透性轴承钢,各方面性能较好。
GCr18Mo的淬透性比较高五.,性能优越,但价格较高。
GCr15是高碳铬轴承钢的代表钢种,综合性能良好,淬火和回火后具有高而均匀的硬度,良好的耐磨性能和高的接触疲劳寿命,热加工变形性能和削切加工性能均良好,但焊接性差,对白点形成较敏感,有回火脆性倾向,价格相对便宜。
六.加工工艺1.棒料→锻制→正火→球化退火→车削加工→去应力退火→淬火→冷处理→低温回火→粗磨→补加回火→精磨→成品2.正火正火的目的(1)消除网状碳化物及线条状组织(2)返修退火的不合格品(3)为满足特殊性能的需要为退火做组织准备加热温度正火加热温度主要依据正火目的和正火前组织状态来决定。
此处正火主要是为了消除或减少粗大网状碳化物,所以正火温度选在930~950℃之间。
如果一次正火不能消除粗大网状碳化物,可以以相同温度二次正火。
轴承套圈生产工艺轴承套圈是用于支撑轴承内部机械装置的关键零部件,生产工艺的优劣直接影响到轴承套圈的质量和使用寿命。
下面将介绍一种常见的轴承套圈生产工艺。
该生产工艺包括以下几个步骤:1. 原材料准备:选取合格的轴承套圈材料,通常采用高硬度、高强度的金属材料,如碳钢或不锈钢。
原材料经过检验合格后,按照规定的尺寸和重量进行切割,准备用于下一步的冲压。
2. 冲压成型:使用冲床将切割好的原材料进行冲压成型,根据轴承套圈的外形和尺寸要求,通过冲模将金属材料冲压成圆形或其他形状。
冲床具有较大的压力,能够使原材料迅速变形,得到所需的形状。
3. 精密加工:冲压成型后的轴承套圈仍然存在一些不规则形状或粗糙表面,需要进行进一步的精密加工。
通常使用车床、铣床等机床进行切削、磨削等加工工艺,使轴承套圈表面光滑、尺寸精确。
4. 热处理:为了提高轴承套圈的机械性能,通常会进行热处理。
热处理包括淬火和回火两个步骤。
淬火可以增加轴承套圈的硬度和强度,回火可以减少内部应力,提高韧性和耐磨性。
5. 表面处理:轴承套圈的表面一般需要进行镀铬或镀锌等处理,以提高其耐腐蚀性能和光洁度。
镀铬或镀锌可以形成一层保护膜,防止轴承套圈与外界环境接触,延长其使用寿命。
6. 检验和包装:经过上述工艺后,轴承套圈需要进行质量检验。
检验包括尺寸、外观、硬度等方面的测试,只有合格的轴承套圈才能被包装和出厂销售。
检验合格的轴承套圈装入合适的包装箱中,以防止在运输过程中损坏。
上述工艺是一种常见的轴承套圈生产工艺,不同厂家和不同轴承套圈类型可能会有一些差异。
通过严格控制每个生产步骤的质量和工艺参数,可以保证轴承套圈的质量和性能,满足用户需求。
轴承制造工艺
轴承是一种圆柱形的旋转零件,又称"滚动体"。
它的结构与
滚动轴承的内外圈、滚动体和保持架组成。
在轴承内、外圈之间、滚动体与保持架之间,或保持架与外壳孔之间,都装有滚动体。
由于各零件的形状,尺寸和性能不同,它们的加工方法也不同。
轴承的制造方法主要有铸造法和锻打法。
1.铸造法
铸造法是将毛坯放入金属模中,在压力和温度作用下使毛坯熔化而形成轴承零件的方法。
由于轴承零件形状复杂,因此用这种方法生产的轴承零件数量不多,但精度高。
如滚动轴承中的深沟球轴承,除薄壁外,一般都是用铸造法制造。
2.锻打法
锻打法是用锻压机械把材料加热到一定温度,然后在压力作用下进行塑性变形和淬火处理而获得零件的方法。
这种方法生产的产品精度较低,但精度高、形状复杂、制造工艺简单,适用于批量生产。
如深沟球轴承、球面滚子轴承、圆柱滚子轴承等都是用锻打法生产的。
— 1 —。
浅析滚动轴承的加工工艺摘要:滚动轴承广泛应用于各类旋转机械,作为回转部件的轴端支撑件,其运行状态直接影响到滚动轴承本身甚至整机的运行。
基于此,本文首先提出了加强滚动轴承加工工艺研究的意义,然后分析了滚动体的加工工艺,最后分析了轴承外圈加工工艺及装配。
以期能为滚动轴承的加工和制造提供一定的参考,进一步保证滚动轴承的使用寿命能够达到设计寿命。
关键词:滚动轴承;加工工艺;滚动体;内圈;外圈;装配一、加强滚动轴承加工工艺研究的意义滚动轴承因其具有摩擦系数小、回转精度高等特点而被广泛用于各类工程机械,但由于恶劣的使用工况和承担较大径向力的原因,使其也是较为容易受损的部件。
据统计,在所有的机械故障中,由轴承直接或间接引发的故障所占的比重最高为64%,次之是齿轮引起的故障占25%。
旋转机械的各类故障中有30%的故障与轴承损伤有关,仅有10%~20%的滚动轴承可以达到设计寿命。
而滚动轴承一般用于支撑轴类等旋转零部件,支撑件的工作状态直接关系到整个动力传动系统的工作效率,从而其在设备动力传递中起到至关重要的作用。
一旦滚动轴承发生故障或失效,将会直接影响设备的正常工作,甚至给企业带来巨大的经济损失及人员伤。
从而研究滚动轴承的加工工艺,针对其中的关键工序提出相应的质量控制方法,以保质、保量地完成滚动轴承的加工,对于提高滚动轴承本身乃至整机的寿命和可靠性都具有十分重要的意义。
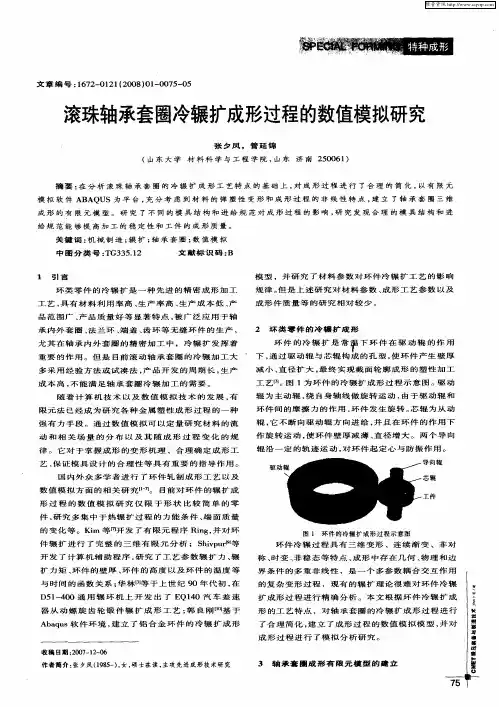
二、滚动体加工工艺滚动体作为滚动轴承的关键零件,与内外圈有点接触和线接触在轴承中起承载和传递载荷与运动的作用,滚动体的运动比较复杂。
随着轴承在工业应用领域的广泛使用,轴承的性能向着高效化、精密化、长寿命、节能化等方向飞速发展,对轴承应用性能的要求也越来越高,具体主要体现在:(1)滚动体是内外圈传递力的环节,是轴承整体寿命的关键;(2)降低噪声是工业领域改革的方向,轴承也不例外,滚子轴承由于其结构和工作特点、即便有润滑,其噪声还是存在;(3)对于滚动体全寿命周期质量提出了更高的要求。
毕业论文滚动轴承的加工工艺设计集团标准化工作小组 [Q8QX9QT-X8QQB8Q8-NQ8QJ8-M8QMN]滚动轴承加工工艺设计摘要:滚动轴承是现代机器中广泛应用的部件之一,具有摩擦阻力小,功率消耗少,起动容易等优点。
本文对滚动轴承的加工工艺进行了研究和设计。
主要内容包括滚动轴承的类型、性能与特点,滚动轴承的工作情况,滚动轴承尺寸的选择,轴承零件的加工工艺特点,轴承加工的工艺过程及轴承装置的设计。
通过了解滚动轴承的主要类型、性能与特点,结合实际需要中的产品要求,选择合适的轴承及所对应的加工工艺流程。
关键词:滚动轴承;性能;工艺设计Rolling bearing processing technology designAbstract:Rolling bearing is one of the components are widely used in modern machinery, the advantages of small frictional resistance, less power consumption, easy starting, etc.This paper studied the processing technology of the rolling bearing and design.Main contents including the types, performance and characteristics of the rolling bearing and rolling bearing working condition, the choice of rolling bearing size, machining process characteristics of bearing parts, bearing machining process and the design of the bearing assembly.Through understanding the main types of rolling bearing, the performance and characteristics, combined with the actual needs of the product requirements, select theappropriate bearing and the corresponding processing technological process.Key words:Rolling bearing; Performance; Process design目录1摘要 (1)2 滚动轴承的主要类型及其代号 (2)滚动轴承的主要类型、性能与特点 (4)滚动轴承零件结构的常用术语 (5)滚动轴承的代号 (6)3 滚动轴承类型的选择 (8)选择轴承时的考虑因素 (8)具体选择 (10)4 滚动轴承产品的性能要求 (11)5 滚动轴承零件的加工工艺特点 (11)滚动轴承零件的生产特点 (11)滚动轴承零件工艺过程的特殊性 (12)6 滚动轴承生产的一般工艺过程 (13)7 滚动轴承套圈车削加工 (14)车削加工的内容和方法分类 (14)套圈车削的位置精度和定位基准选择 (15)车削套圈的尺寸公差及余量的确定 (17)套圈车削加工的切削用量 (20)套圈车削加工所用的夹具 (21)8 套圈的热处理工序 (21)9 套圈的磨削 (22)6203轴承套圈的磨削过程 (22)套圈磨削用夹具 (24)10 钢球加工 (25)钢球加工的基本工艺路线 (25)钢球加工余量的确定 (26)11 保持架加工 (27)12 轴承的装配 (28)装配的基本工艺路线 (28)轴承零件的组装方法 (28)参考文献 (30)致谢 (31)2 滚动轴承的主要类型及其代号滚动轴承的主要类型、性能与特点滚动轴承是现代机器中广泛应用的部件之一,它是依靠主要元件间的滚动接触来支承转动零件的。
轴承套圈加⼯⼯艺介绍点击上⽅“⼩丸⼦⾮标机械设计”关注我们,每天学习⼀个机械设计相关知识点轴承是当代机械设备中⼀种重要零部件,它的主要功能是⽀撑机械旋转体,降低其运动过程中的摩擦系数,并保证其回转精度。
滚动轴承⼀般由外圈、内圈、滚动体和保持架四部分组成。
按滚动体的形状,滚动轴承分为球轴承和滚⼦轴承两⼤类。
虽然滚动轴承类型众多,其结构型式、公差等级、材料选⽤、加⼯⽅法存在差异,但其基本制造过程类似,下⾯⼩丸⼦简单介绍下轴承零件的加⼯⼯艺:轴承制造⼯艺顺序(1)轴承零件制造-轴承零件检查-轴承零件退磁、清洗、防锈—轴承装配-轴承成品检查—轴承成品退磁、清洗-轴承成品涂油包装⽃成品⼊库。
(2)套圈是滚动轴承的重要零件,由于滚动轴承的品种繁多,使得不同类型轴承的套圈尺⼨、结构、制造使⽤的设备、⼯艺⽅法等各不相同。
⼜由于套圈加⼯⼯序多、⼯艺复杂、加⼯精度要求⾼,因此套圈的加⼯质量对轴承的精度、使⽤寿命和性能有着重要的影响。
轴承套圈⼯艺顺序套圈制造的原材料为圆柱形棒料或管料,⽬前根据成型⼯艺不同,滚动轴承套圈⼀般有以下⼏种制造过程。
(1)棒料:下料-锻造-退⽕(或正⽕)-车削(冷压成型)-热处理淬、回⽕-磨削-零件检查-退磁、清洗-提交装配。
(2)棒料、管料:下料-冷辗成型-热处理淬、回⽕-磨削-零件检查-退磁、清洗-提交装配。
(3)管料:下料-车削成型-热处理淬、回⽕-磨削-零件检查-退磁、清洗-提交装配(4)棒料:下料-冷(温)挤压成型-车削-热处理淬、回⽕-磨削-零件检查-退磁、清洗-提交装配套圈成型⽅法⽬前在套圈加⼯中成型⽅法主要有以下⼏种:锻造成型、车削成型、冷辗扩成型和冷(温)挤压成型。
(1)锻造成型通过锻造加⼯可以消除⾦属内在缺陷,改善⾦属组织使⾦属流线分布合理,⾦属紧密度好。
锻造成型加⼯⼯艺⼴泛应⽤于轴承成型加⼯中,常见的锻造成型⽅法有:热锻加⼯、冷锻加⼯、温锻加⼯。
(2)冲压成型⼯艺是⼀种能提⾼材料利⽤率,提⾼⾦属组织致密性,保持⾦属流线性的先进⼯艺⽅法,它是⼀种⽆屑加⼯⽅法。
滚动轴承(深沟球轴承)套圈的热处理工艺一.选择零件二.零件的服役条件及性能要求滚动轴承的机械及工作环境千差万别,套圈要在拉伸、冲击、压缩、剪切、弯曲等交变复杂应力状态下长期工作。
一般情况下,套圈的主要破坏形式是在交变应力作用下的疲劳剥落以及摩擦磨损,裂纹压痕锈蚀。
所以,这就要求套圈具有高的抗塑性变形的能力,较少的摩擦磨损,良好的尺寸精度及稳定性和较长的接触疲劳寿命。
综上所诉,要求套圈要有1)高的接触疲劳强度2)高的耐磨性3)高的弹性极限4)适宜的硬度5)一定的韧性6)良好的尺寸稳定性7)良好的防锈能力8)良好的工艺性能三.材料选择套圈的材料选择一般有6种GCr4 ,GCr15 ,GCr15SiMn ,GCr15SiMo ,GCr18Mo在这里我们选用的是GCr15,因为我们此次制造的是小尺寸套圈,GCr15SiMn和℃℃GCr15SiMo一般是用来制造壁厚的大轴承的套圈。
GCr15SiMn一般用来制造壁厚在15mm~35mm的轴承的套圈。
GCr15SiMo 一般用来制造壁厚大于35mm的大型和特大型轴承的套圈。
GCr4是限制淬透性轴承钢,各方面性能较好。
GCr18Mo的淬透性比较高,性能优越,但价格较高。
GCr15是高碳铬轴承钢的代表钢种,综合性能良好,淬火和回火后具有高而均匀的硬度,良好的耐磨性能和高的接触疲劳寿命,热加工变形性能和削切加工性能均良好,但焊接性差,对白点形成较敏感,有回火脆性倾向,价格相对便宜。
四.加工工艺棒料→锻制→正火→球化退火→车削加工→去应力退火→淬火→冷处理→低温回火→粗磨→补加回火→精磨→成品1.正火正火的目的(1)消除网状碳化物及线条状组织(2)返修退火的不合格品(3)为满足特殊性能的需要(4)为退火做组织准备加热温度正火加热温度主要依据正火目的和正火前组织状态来决定。
此处正火主要是为了消除或减少粗大网状碳化物,所以正火温度选在930~950℃之间。
如果一次正火不能消除粗大网状碳化物,可以以相同温度二次正火。
汽车轴承加工工艺流程滚动轴承主要零件的加工过程一、各种进口轴承主要零件的加工过程:1.套圈的加工过程: 轴承内圈和外圈的加工依原材料或毛坯形式的不同而有所不同,其中车加工前的工序可分为下述三种,整个加工过程为:棒料或管料 有的棒 料需经锻造和退火、正火)----车加工----热处理----磨加工----精研或抛光----零件终检----防锈----入库----(待合套装配〉2.钢球的加工过程, 钢球的加工同样依原材料的状态不同而有所不同,其中挫削或光球前的工序,可分为下述三种,热处理前的工序,又可分为下述二种,整个加工 过程为:棒料或线材冷冲 有的棒料冷冲后还需冲环带和退火)----挫削、粗磨、软磨或光球----热处理----硬磨----精磨----精研或研磨----终检分组----防锈、包装----入库 待合套装配〉。
3.滚子的加工过程 滚子的加工依原材料的不同而有所不同,其中热处理前的工序可分为下述两种,整个加工过程为: 棒料车加工或线材冷镦后串环带及软磨----热处理----串软点----粗磨外径----粗磨端面----终磨端面----细磨外径----终磨外径----终检分组----防锈、包装----入库 待合套装配〉。
4.保持架的加工过程 保持架的加工过程依设计结构及原材料的不同,可分为下述两类:1)板料→剪切→冲裁→冲压成形→整形及精加工→酸洗或喷丸或串光→终检→防锈、包装→入库(待合套装配) 2)实体保持架的加工过程: 实体保持架的加工,依原材料或毛坏的不同而有所不同,其中车加工前可分为下述四种毛坯型式,整个加工过程为: 棒料、管料、锻件、铸件----车内径、外径、端面、倒角----钻孔 或拉孔、镗孔)----酸洗----终检----防锈、包装----入库 待合套装配〉。
二、滚动SKF轴承的装配过程:滚动INA轴承零件如内圈、外圈、滚动体和保持架等,经检验合格后,进入装配车间进行装配,其过程如下:零件退磁、清洗→内、外滚 沟〉道尺寸分组选别→合套→检查游隙→铆合保持架→终检→退磁、清洗→防锈、包装→入成品库(装箱、发运〉。
引言滚动轴承是重要的机械基础部件,由于轴承的基本结构是由内圈、外圈、滚动体、保持架四种零件组成,因此,对于轴承行业外的人,大多认为轴承是“四小件”,对于轴承行业内的人,则普遍号称轴承是“四大件”。
因为轴承的加工工艺是十分复杂的。
轴承是一种包含了复杂技术、综合技术甚至尖端技术的重要工业产品。
滚动轴承的应用范围涉及整个国民经济和国防领域。
我国轴承的销售额占世界轴承总销售额的9%,是一个制造大国,但在轴承的生产制造及质量方面与先进的工业大国相比还存在着相当的差距,如今我国的滚动轴承行业正面临很大的挑战。
1滚动轴承的基础知识在我入厂实训后,我的第一节课上的就是滚动轴承的基本知识,让我对滚动轴承有了初步的了解。
滚动轴承是一种重要的机械基础部件,其构造虽然只有四部分组成,但仅仅就是这小小的四个部件,其加工却是一个极其复杂的过程。
在后来的实习中我也亲眼目睹了滚动轴承加工的一道道工序,每道工序都是十分有讲究的。
滚动轴承运用于生活和军用上的许多场合,例如我们生活中小到小滑轮,大到电脑,都有着轴承的存在。
在军用上,滚动轴承在航天宇宙飞船这些设备上起着必不可少的作用。
可以说需要旋转的地方就一定有轴承的存在。
我所实习的恩斯克轴承有限公司是一家轴承生产厂家,生产许多不同种类的滚动轴承。
每种轴承都有着不同的用途。
1.1滚动轴承的概述旋转轴的支承称为轴承,轴承按照其工作时摩擦性质的不同,可分为滚动轴承和滑动轴承两大类。
滚动轴承的类型、结构型式、尺寸以及画法等均已标准化,因此,它是一种标准部件。
1.2 滚动轴承的组成及各零件的作用滚动轴承都是由外圈、内圈、滚动体和保持架四个部分组成。
其构造如图1-1(见附录)通常,滚动轴承的外圈安装在机座孔中固定不动,内圈则装在轴上与轴一起转动,而滚动体则在内、外圈的滚道之间滚动,形成滚动摩擦。
1.2.1 外圈外圈通常与轴承座或机械壳体孔形成过渡配合,起支撑作用。
1.2.2 内圈内圈通常与轴紧密配合,并与轴一起运转。
轴承加工工艺流程(附图)轴承就是当代机械设备中一种重要零部件。
它得主要功能就是支撑机械旋转体,降低其运动过程中得摩擦系数,并保证其回转精度.按运动元件摩擦性质得不同,轴承可分为滚动轴承与滑动轴承两大类.轴承可同时承受径向负荷与轴向负荷。
能在较高得转速下工作。
接触角越大,轴向承载能力越高。
那么轴承就是怎么加工出来得呢?轴承制造加工基本过程(以套圈制造基本流程为重点,材料选用高碳铬轴承钢Gcr15SiMn)〈1>滚动体(钢球)制造基本流程:原材料——冷镦—-光磨——热处理—-硬磨——初研——外观—-精研<2〉保持架(钢板)制造基本流程:原材料——剪料——裁环-—光整——成形——整形-—冲铆钉孔〈3>套圈(内圈、外圈)制造基本流程:原材料——锻造——退火——车削——淬火--回火——磨削--装配汇普轴承加工流程图(1)锻造加工:锻造加工就是轴承套圈加工中得初加工,也称毛坯加工。
套圈锻造加工得主要目得就是:(a)获得与产品形状相似得毛坯,从而提高金属材料利用率,节约原材料,减少机械加工量,降低成本。
(b)消除金属内在缺陷,改善金属组织,使金属流线分布合理,金属紧密度好,从而提高轴承得使用寿命。
锻造方式:一般就是在感应加热炉、压力机、扩孔机与整形机组成连线得设备体进行流水作业(2)退火:套圈退火得主要目得就是:高碳铬轴承钢得球化退火就是为了获得铁素体基体上均匀分布着细、小、匀、圆得碳化物颗粒得组织,为以后得冷加工及最终得淬回火作组织准备.Gcr15SiMn退火基本工序:在790—810℃保温2—6h,以10—30℃/h,冷至600℃以下,出炉空冷(3)车削加工:车削加工就是轴承套圈得半成品加工,也可以说就是成型加工.车削加工得主要目得就是:(a)使加工后得套圈与最终产品形状完全相同。
(b)为后面得磨削加工创造有利条件。
车削加工得方法:集中工序法:在一台设备上完成所有车削工序得小批量生产。
分散工序法:在一台设备上完成某一种车削工序得大批量生产。
滚动轴承套圈的成型加工
虽然滚动轴承类型众多,其结构型式、公差等级、材料选用、加工方法存在差异,但其基本制造过程均包含以下内容:
1、轴承零件制造-轴承零件检查-轴承零件退磁、清洗、防锈—轴承装配-
轴承成品检查—轴承成品退磁、清洗-轴承成品涂油包装斗成品入库。
2、套圈是滚动轴承的重要零件,由于滚动轴承的品种繁多,使得不同类型轴承的套圈尺寸、结构、制造使用的设备、工艺方法等各不相同。
又由于套圈加工工序多、工艺复杂、加工精度要求高,因此,套圈的加工质量对轴承的精度、使用寿命和性能有着重要的影响。
3、套圈制造的原材料为圆柱形棒料或管料,目前根据成型工艺不同,滚动轴承套圈一般有以下几种制造过程。
1)(棒料)下料-锻造-退火(或正火-车削(冷辗成型)-热处理淬、回火-磨削-零件检查-退磁、清洗-提交装配。
2)(棒料、管料)下料-冷辗成型-热处理淬、回火-磨削-零件检查-退磁、清洗-提交装配。
3)(管料)下料-车削成型-热处理淬、回火-磨削-零件检查-退磁、清洗-提交装配4)(棒料)下料-冷(温)挤压成型-车削-热处理淬、回火-磨削-零件检查-退磁、清洗-提交装配套圈成型方法:
目前在套圈加工中,成型方法主要有以下几种:锻造成型、车削成型、冷辗扩成型和冷(温)挤压成型。
在以上成型方法中,锻造成型加工应用最为广泛,占总生产量的80%左右,对于一些小型通用类产品可以采用棒(管)料直接车削成型。
20世纪80年代以来,我国一些中小型企业在中小型套圈的生产中采用了冷辗扩和冷(温)挤压成型工艺。
1)锻造成型通过锻造加工可以消除金属内在缺陷,改善金属组织,使金属流线分布合理,金属紧密度好。
锻造成型加工工艺广泛应用于轴承成型加工中,可以完成从内径~20mm的小型产品到外径5000mm的特大型产品的加工。
常见的锻
造成型方法有:热锻加工、冷锻加工、温锻加工,我国以热锻为主。
热锻加工因其成型加工设备不同又分为:自由锻造加工工艺、压力机锻造工
艺、平锻机锻造工艺和高速镦锻机锻造工艺。
2)冷辗成型冷辗扩工艺是一种能提高材料利用率,提高金属组织致密性,保持金属流线性的先进工艺方法,它是一种无屑加工方法。
从理论上说,冷辗成型的产品不需进行车削可直接进行热处理及磨削加工。
目前,冷辗扩工艺主要应用于中、小型深沟球轴承,其主要工艺过程为:
锻造毛坯(环形)-车削(除沟道)-辗扩(沟及倒角)整径-软磨两端面。
采用冷辗扩工艺和锻造成型工艺时,产品的精度除了受设备精度影响外,还要受成型模具精度的影响。
3)车削成型:
在轴承行业,传统的车削成型技术是使用专用车床,采用集中工序法完成成型加工。
但由于该方法所用设备调整难度大、机床精度低、材料利用率低,因此该工艺方法正在被淘汰。
随着科学技术的发展,数控车削机床迅速发展并日益完善。
目前,一些外形复杂、精度要求高的产品正越来越多地采用数控车削成型技术。
综上所述,套圈成型加工的方向应该是向着金属材料利用率高、生产效率高、成型精度高的方向发展。
因此,高速镦锻技术、冷辗扩技术、数控车削成型技术将会得到越来越多的应用。