桥梁缆索用热镀锌铝合金钢丝技术研究
- 格式:ppt
- 大小:14.72 MB
- 文档页数:73
简议江阴长江大桥吊索防腐涂装技术摘要:通过对江阴长江公路大桥吊索系统现状的分析,结合结合笔者的多年工作实践经验,就江阴长江公路大桥吊索防腐技术进行了阐述,仅供同行参阅关键词:渗水;防腐方案;施工技术中图分类号:k928.78 文献标识号:a 文章编号:2306-1499(2013)03-(页码)-页数1.概述江阴长江公路大桥是中国首座跨径超千米的特大型钢箱梁悬索桥梁,是国家公路主骨架中同江至三亚国道主干线以及北京至上海国道主干线的跨江“咽喉”工程,是江苏省境内跨越长江南北的第二座大桥。
全长3071m,主桥跨径1385m。
江阴大桥主缆吊索系统由吊索、索夹,减震器等结构组成。
采用的是当时比较先进的钢丝热镀锌加pe护套防护体系,上游和下游每侧共设置85对吊索,吊索之间距为16m,每队吊索结构、长度均相同。
其中长度大于10m 的为长吊索,编号为1-33号及54-85,采用带聚乙烯(pe)护套的平行钢丝索股,索股有109根φ5.0mm镀锌高强度钢丝构成,长度小于10m的为短吊索,位于桥的中间部门编者为34-53号,采用φ80iwrc缠绕钢丝绳加pe护套。
2.吊索渗水原因分析吊索是悬索桥的关键承重构件,一般设计寿命为30到50年。
自江阴长江大桥通车至今,在养护检查发现全桥基本上85%的吊索都存在渗水现象。
原因正是由于pe护套这种防护体系本身的缺陷所引起的,主要有一下几个方面:1.由于pe受自重影响,挤塑成型时护套厚度产生局部不均匀和偏心现象,另如果成型扭绞设备不同步,则会产生索股变形,这样钢丝之间就会存在一定间隙。
2.环境和荷载导致的pe护套老化和龟裂,例如拉伸应力和紫外线等。
3.吊索成盘包装,运输,吊装及挂索施工过程中也会造成一定损伤。
4.pe护套和锚具之间很难结合成一体,在吊索长期的震动下,护套和锚具之间产生微小缝隙。
导致雨水很容易渗漏进去,在吊索内部出现水膜,造成腐蚀,对大桥的使用构成严重威胁。
3.防腐方案选择吊索索体采用钢丝绳直径较小,在恶劣的环境下,容易生锈、腐蚀、直至断裂。
价值工程0引言随着桥梁的设计、施工技术的提高与完善,桥梁领域迅速发展,桥梁结构工作环境日益复杂,为满足百年以上使用年限的特殊重要工程需要及提高在恶劣环境下钢筋使用寿命,各类耐腐蚀钢筋相继出现。
上世纪80年代以来,我国经过试点,采用环氧树脂涂层钢筋技术取得积极进展后,大面积推广采用该种新型技术。
但该种涂层硬度高、脆性大、易局部破损,同时表面光滑特性也导致其与混凝土的粘结强度下降13%。
因此一些特大型工程不得不加长25%的钢筋锚固长度,造成生产成本的极大提高。
热喷稀土合金涂层钢筋,采用热喷涂技术将稀土铝镁合金作为防腐材料喷涂在钢筋表面,配合水性聚氨酯封闭涂层及面漆涂层共同组成的复合涂层防护体系,不仅能达到良好耐候防腐性的效果,同时也能小幅度提升钢筋与混凝土的粘结强度,且不影响钢筋的现场加工性能。
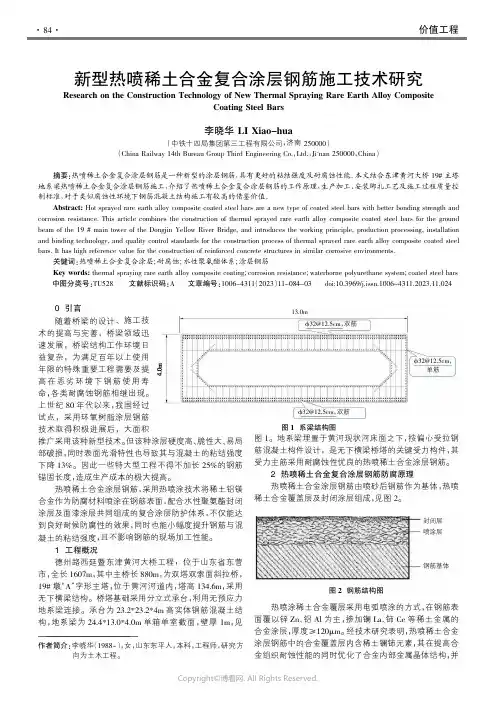
1工程概况德州路西延暨东津黄河大桥工程,位于山东省东营市,全长1607m ,其中主桥长880m ,为双塔双索面斜拉桥,19#墩“A ”字形主塔,位于黄河河道内,塔高134.6m ,采用无下横梁结构。
桥塔基础采用分立式承台,利用无预应力地系梁连接。
承台为23.2*23.2*4m 高实体钢筋混凝土结构,地系梁为24.4*13.0*4.0m 单箱单室截面,壁厚1m ,见图1。
地系梁埋置于黄河现状河床面之下,按偏心受拉钢筋混凝土构件设计,是无下横梁桥塔的关键受力构件,其受力主筋采用耐腐蚀性优良的热喷稀土合金涂层钢筋。
2热喷稀土合金复合涂层钢筋防腐原理热喷稀土合金涂层钢筋由喷砂后钢筋作为基体,热喷稀土合金覆盖层及封闭涂层组成,见图2。
热喷涂稀土合金覆层采用电弧喷涂的方式,在钢筋表面覆以锌Zn 、铝Al 为主,掺加镧La 、铈Ce 等稀土金属的合金涂层,厚度≥120μm 。
经技术研究表明,热喷稀土合金涂层钢筋中的合金覆盖层内含稀土镧铈元素,其在提高合金组织耐蚀性能的同时优化了合金内部金属晶体结构,并———————————————————————作者简介:李晓华(1988-),女,山东东平人,本科,工程师,研究方向为土木工程。
连续热镀A L-Z n-S i机组生产工艺要点及技术诀窍随着国内镀锌行业的发展,近年来,继镀锌机组建设高潮后,又掀起一轮镀铝-锌-硅机组的建设高潮;一、热镀铝锌硅产品的优点之所以出现AL-Zn-Si机组的建设高潮,是因为热镀铝-锌-硅钢板是在热镀铝和热镀锌钢板基础上开发成功的,它具备了镀铝钢板优良的耐大气腐蚀、耐热氧化性,又具备了镀锌钢板优良的电化学保护性,使切口及划痕处腐蚀;其优点如下:(1)表面光洁度好具有优良的耐大气腐蚀能力,他的寿命比热镀锌钢板高2-6倍;(2)具有良好的耐热抗氧化性,在315℃下长期不变色,500-600℃左右可长期使用,具有良好的耐水、耐土壤腐蚀能力,其耐水腐蚀能力优于热镀锌板和热镀铝板,耐土壤腐蚀能力优于热镀锌板,是制作汽车排气管、消音器、粮食烘干机、热水器等耐热器件的理想材料;另外,产品的热反射率高于75%,是镀锌板的2倍;(3)具有良好的涂装性和良好的加工性能;对有机材料的结合力强,是彩色有机涂层钢板的最佳选择;其加工性和焊接性与热镀锌板相似,可进行冷弯、冲压等加工;并有良好的外观;(4)由于金属铝比金属锌的比重小,铝锌合金的比重仅为dm3,而锌的比重为dm3,因此相同的镀层厚度铝锌合金的比重小,铝的价格比锌的价格低30%,这大大节约了成本;二、连续热镀铝-锌机组与连续热镀锌机组生产工艺相同点连续热镀铝-锌是在连续热镀锌基础上发展而来的,连续热镀铝-锌与连续热镀锌生产工艺具有很多的相同之处,同时又有显着区别的地方;要想了解、掌握、操作、管理热镀铝-锌机组生产工艺必须首先对镀锌机组的生产工艺有较深入得了解,才能更好的操作、管理好镀铝-锌机组;1、机组工艺流程是相同的,都具有如下工艺流程:开卷—焊接—脱脂立式、卧式—脱脂烘干—入口活套——热浸镀—镀后冷却—水淬—光整—拉矫—钝化—耐指纹—钝化或耐指纹后烘干—出口活套—卷取2、传动控制系统是相同的,都是为了实现机组的连续运行;3、前处理和镀后表面处理的目是相同的,都是为了原料钢带表面清洁干净和产品板型好,防氧化;4、产品的用途也是基本相同的:民用、彩涂基板等镀铝-锌产品用途要广泛一些5、原料钢卷标准是相同的;6、产品的检验标准是相同的;7、机组设备的操作和实现的功能是相同的三、连续热镀铝-锌机组与连续热镀锌机组生产工艺不同点不同点集中体现在以下几个方面:1、脱脂工艺1)对脱脂的要求更严格一些,要求板面洗的更干净,钢带上油污、铁粉附着更少一些;在锌锅工艺有更详细的阐述;2)脱脂工艺流程如下:碱浸洗槽—碱刷洗槽—电解脱脂槽——水刷洗槽—水喷洗槽—清水漂洗槽;3)脱脂对镀铝-锌工艺的重要性2、退火炉工艺1)热镀锌带钢入锌锅温度根据带钢厚度,一般要高于锌锅温度465℃-540℃;与热镀锌不同的是,热镀铝-锌带钢入锅温度低于锌锅温度30-40℃;原因在锌锅工艺在做阐述;2)锌锅温度一般控制在595℃-610℃,那么带钢入锅温度应该控制在570℃-590℃;为了满足这一要求,退火炉必须在冷却段后增加均衡段,均衡段的的作用是:1经过冷却段冷却后的带钢板面和板内部、边部和中部温度不均匀,也有可能总体温度较低,必须进行补偿加热,经过均衡段使带钢温度均匀,平衡带钢温度满足入锌锅要求;2改善带钢的退火机械性能;3启动生产时均衡段与加热段提前升温起到烘炉的作用,同时提高带钢温度,减少废次品产出量;均衡段一般采用电加热方式立式炉采用电辐射管、卧式炉采用上电辐射管和下电阻带;增加均衡段对立式炉尤其必要;生产过程中均衡段温度设置在570-600℃,根据入锅带温灵活设定,启动生产时适当高一些,只有温度低于设定温度时,电加热才开始工作;3)带钢经过热张紧辊室后也会降温,必须在热张紧辊室增设电辐射管加热装置;是带钢入锅温度的最后保障,也起到启动生产时的烘炉作用;温度设定和均衡段一样,控制原则也一样;4)退火炉第一次烘炉要求要高一些,退火炉检漏要求也要严格一些;烘炉合格的标准是:热张紧辊室露点-35℃以下;加热前段露点<-15℃;氧含量<2ppm;5)生产过程中,热张紧辊室露点-35℃以下;加热前段露点<-15℃;氧含量<2ppm;保护气体氢含量25-30%;炉压控制在100-120Pa;下斜槽、退火炉入口密封氮气流量各30-40m3/h;炉辊密封氮气10-20m3/h;6)做好每次炉子穿带后的密封、检漏工作,尤其是热张紧辊室和下斜槽;3、锌锅工艺1)锌锅成分控制,铝-锌-硅合金液成分指标:AL55%±;%±;%±;% 饱和浓度.(1)铝-锌-硅合金锭成分:AL55%±;%±;%±;杂质成分Fe≤%;Cd<%;Cu<%;Pb<%;合金锭重量:850±50Kg;(2)调整用合金锭:AL-Si锭,含Si3%,其余为AL,8Kg/块;0纯锌锭,25Kg/块; (3)每天化验一次合金液成分,主要检测项目为:AL、Zn、Si、Fe;加调整用合金锭进行调整,总结规律,每天加合金锭多少;以后可一周化验一次;铝、硅消耗大一些,平时主要加AL-Si锭,锌锭消耗少一些,一般较少加0锌锭;(4)AL含量不要偏离标准成分过多,AL高的过多,合金液流动性变坏,同样情况下,镀层量会提高;AL高的过多时,要及时加入0锌锭进行调配;要改变镀锌时的思路;(5)Fe的饱和浓度是%,Fe的浓度超过%,就会结晶析出渣子下沉形成底渣;表渣很少,就是一些铝的氧化层;铁和铝、锌反映形成的铝-铁合金FeAL13、Fe2AL5、锌-铁合金FeZn7都比合金液的比重大;合金液的比重为m3,锌的比重为m3;从以上的铝铁合金、锌铁合金的分子式可以看到,一份的铁可以消耗13份的铝,7份的锌,铁的危害性很大;铁的来源一是沉没件,二是钢带与合金液反应,三是钢带清洗不干净残留的铁粉;所以,前面讲过要在普通镀锌基础上进一步提高脱脂效果,加强脱脂能力;锌锅内上部铝含量高一些,下部铁含量高一些,中部成分较均匀,取样时应从中部取样;2)锌锅的温度控制锌锅温度一般控制在600-610℃,锅温低于595℃时,合金液就会出现“凝固”现象,因为合金液多元合金,凝固温度不是一个温度点,而是一个温度区间,595℃时其中的铝因为熔点高所以首先出现结晶析出,即“凝固”,使合金液中的铝含量降低;“凝固”现象一般在锌锅温度较低的地方发生,例如:锌锅的四壁、四个角等处,因为这些地方的温度最低;3)带钢入锅温度低于锌锅温度30-40℃,即560-590℃,这与普通镀锌相反;之所以这样,是有重要考虑的;前面说过,镀铝-锌-硅锌锅产生渣子较多,生产过程中会沉积在感应体喉口和熔沟内;其次,铝的比重较轻,铝、锌、硅三组分不是充分固溶,有分离现象,锅内成分不均匀;所以,要求感应体频繁或持续高功率工作,以对感应体熔沟进行冲刷,防止堵塞熔沟或使熔沟截面变小直至感应体损坏,同时使锌锅温度均匀、成分均匀;带钢入锅温度低于锌锅温度,带走热量,为了维持锌锅工艺温度感应体必须高功率工作,实现上述目的;4)镀铝-锌-硅的锌锅配置感应体功率较大,根据设计产量或锌锅容量而定;15-20万吨机组,锌锅容量70-90吨,感应体功率为340-400KW×4,四个感应体在锌锅的四个侧面布置,目的是感应体工作使锌锅内温度、成分更均匀;那么高的功率配置是因为锌锅温度较高,需要的热量大;镀铝-锌-硅锌锅容量不宜太大,小一些有利于通过磁力搅拌使温度、成分更加均匀;热量散失也少,有利于节能;5)镀铝-锌-硅锌锅的内部形状也与普通镀锌锌锅不同,四个角均为R600的园弧,便于锅内锌液的流动、温度传导,不形成死角,因温度低而凝结;有利于温度、成分均匀;6)镀铝-锌-硅机组,一般都配置有预熔锌锅,预熔锅的形式有多种;一种是熔炼金属用的中频感应炉10吨,带液压翻转机构,可以把合金液全部倒出或部分倒出,也可以通过加合金锭后溢流出来,通过一个带电加热装置的耐火材料砌筑的流槽流入镀锌主锅;一种是容积较小的10吨工频陶瓷感应加热预熔锅,带有两个感应体功率为300KW×2,和普通镀锌锌锅一样;一种是联体预熔锅,和主锅隔一道耐火材料砌筑的墙,墙的上沿留有溢流口,通过加合金锭合金液流入主锅,左右两侧各配置一个感应体,功率为300KW×2;前两种形式的预熔锅布置在主锅的传动侧后下角;7)加锌作业(1)镀铝-锌-硅机组,一般都配置有预熔锌锅,国内厂家为节约电费很多都不使用,而是把合金锭直接加入锌锅;使用预熔锅当然好,对稳定锌锅温度,均匀锌锅成分很有好处,避免局部、某时段温度降低造成的锌渣不均匀沉降,有利于改善三辊的粘渣,延长换辊周期,提高作业率;原因是:向锅内加锌锭时,锌锅温度会在局部降低,进而影响其他区域,Fe在合金液中的溶解度与温度有着直接的关系,温度降低溶解度降低,合金液由不饱和变成饱和,由饱和变成过饱和析出,形成渣子下沉至锅底,有的附着在沉没辊、稳定辊上形成粘渣;加锌锭的部位的底渣厚一些,锅壁凝结也严重一些;(2)向预熔锅中加锌锭时要从两个部位交替加入,不要一次将锌锭浸入合金液太多,分多次浸入,间隔时间稍长一些,待液面以下的锌锭完全熔化一定时间后,再进行下一次加入;同时,要保持锌锅液面高度相对稳定,不能忽高忽低;由于合金液的腐蚀能力很强,尽管下斜槽下部的浸入管是耐腐蚀的合金材料316L,时间长了也会腐蚀穿;一般机组投产前期液面控制低一些,几个月以后根据腐蚀情况再提高液面,可延长浸入管的使用寿命;当浸入管较短时,切记液面不能接近更不能浸过浸入管,以免合金液腐蚀碳钢材料的下斜槽,那样会很快腐蚀穿,造成危险;8)捞渣作业镀铝-锌-硅机组锌锅底渣较多,要定期捞渣,不能因赶产量而长时间不捞渣,要形成制度,生产组织、生产计划、检修计划安排要考虑这一重要因素,这是该类机组的规律,不能违背,否则就要吃亏;(1)捞渣的原因;前面讲过镀铝-锌-硅机组锌锅底渣较多,长时间不捞渣,底渣在锅底沉积很厚,甚至渣子接近沉没辊,沉没辊粘渣会很严重,使用周期很短,产品质量下降;同时,合金液中铁含量很高,锌液流动性变坏,镀层重量增加会提高,镀层缺陷会增加;其次,底渣沉积很厚,渣子会进入感应提喉口和熔沟内沉积,使熔沟截面变小,工作效率下降,严重时感应体工作产生的热量不能通过熔沟合金液传出,熔沟热膨胀,导致熔沟破裂漏锌,感应体报废;(2)捞渣工具和捞渣方法;a)用专用捞渣器捞渣——气动开合震动抓斗式捞渣器;b)捞渣前适当降低锌锅温度590℃,铁过饱和,使铁与AL 、Zn的合金以渣子的形式析出下沉,降低合金液中的铁含量;c)按从前到后的顺序捞渣,最后捞不到时,用钢板、钢管、链条焊接的工具把下斜槽后面、锌锅四周、四个角落的底渣聚拢到便于捞取的地方;d)捞渣器用锅面吊车吊着,捞渣器第一次下锅时要慢下,进行预热,抓斗开合数次,开合灵活后,打开抓斗落入锅底;打开震动器震动片刻后,合拢抓斗,把捞渣器慢慢提起,出液面后停留一段时间,把锌液充分淋干后移出锅面打开抓斗倒入锌渣槽;e)每次捞渣后,用铁铲子清理锌锅四壁凝结的渣子,并清理每个感应体的喉口结渣,用铁耙子扒出喉口内沉积的渣子,再用铁棒分别插入每个感应体的熔沟中搅拌,感应体设置高功率冲刷,把熔沟内的渣子冲刷出来;如果熔沟内渣子沉积比较严重,可以用瓶装氩气接一长钢管插入熔沟,打开气阀吹扫;f)捞渣结束后,向锌锅中加入锌锭,使液面升至规定液位,重新设置锌锅温度600℃,待液位、锌锅温度满足工艺要求时,按正常操作程序下沉没辊、锌锅穿带准备生产; (3)捞渣周期a)一般连续生产10-15天捞一次底渣,或生产5000-7000吨捞一次底渣,捞渣安排要和换辊、检修结合起来考虑,不能绝对;捞渣太勤也不是好事,捞渣会造成合金液浪费; b)根据经验每次捞渣可捞出4-5吨底渣;9)锌锅穿带作业铝-锌-硅合金液对铁的腐蚀是很快的,的钢带在合金液中20多分钟就可以腐蚀断,在合金液中浸泡20分钟的钢带即使不断也会因机组加张而断掉;1 锌锅穿带前准备要充分,焊接工具、材料、人员要全部到位后再进行穿带;2 穿带料厚度不小于;活套内要有足够的套量供带钢点动;3 焊接过程较长时,停止焊接把带钢从锌锅中拉出5-6米,然后继续焊接;焊接方法采用钢捆带对折把带钢的头尾夹在中间,用焊机点焊,如此不少于三道;焊好后立即拉紧,再点动出一段带钢后,减小工艺段张力设置,机组加张间断运行;10分钟点动一次;4 最好采取先把三辊六臂和前后气刀安装就位,然后进行锌锅穿带;这样可以节约很多时间,减少带钢在锌锅的时间和点动次数;10锌锅内辊子的粘渣控制1 因为镀铝-锌-硅锌锅产生的渣子比普通镀锌多,沉没辊、稳定辊粘渣是很正常的现象;所不同的是辊子上粘渣很快、很厚,沉没辊使用5-6天后,带钢经过的区域厚度达到20-25mm,很致密,辊子两端带钢不经过的区域厚度较厚度达到30-35mm,较疏松;带钢稍微左右跑偏时边部会出现浪边,所以,换新辊子时要先安排生产宽规格1250-1200mm的产品,生产3-4天后再安排生产窄规格1000mm的产品,这样可以延长辊子的使用时间,延长换辊周期,提高作业率;2 后稳定辊易粘渣,前稳定辊轻一些,后稳定辊粘渣的特点是,带钢经过的辊子区域中间厚,两边薄,辊子呈腰鼓形;稳定辊两端部没有带钢经过,粘渣又很厚,端部辊面带排气孔时更严重,排气孔会全部被堵死,厚度达30-35mm;3 新沉没辊、稳定辊表面要光滑,进行磨床加工;与普通镀锌沉没辊不同的是辊面没有沟槽,为光辊;辊子越粗糙越容易粘渣;4 处理事故掉出前稳定辊时要把辊面清理干净,否则板面会有鼓包;5 后稳定辊呈腰鼓形后,出锅后带钢板面中间瓢区,气刀靠不上,镀层厚,板面锌花不一致,色差大,观感不好,这时就要换辊了;如果换辊不具备条件,原料板型较好,可以退出前稳定辊,出锅带钢板形比投入稳定辊还好一些;6 生产中要加大刮沉没辊、后稳定辊的次数,每2小时刮一次;改善后稳定辊粘渣的方法是,适当加大锅区张力,稳定辊压入深度加大;锌锅温度要稳定,不要低于600℃;11 镀层重量的控制1 AL-Zn-Si合金的比重,Zn的比重,小近一倍,同样的镀层厚度镀层重量减小近一倍;目前,镀锌企业镀锌量控制较低,一般控制在60-70g/m2,对应的镀AL-Zn-Si镀层应为30-35g/m2;但目前AL-Zn-Si镀层厂家均控制在25- 30g/m2,有的厂家甚至控制在20g/m2左右;2 镀层控制方法与普通镀锌基本一样;不一样的是,在辊子粘渣不严重的情况下,的气刀风压就可以获得25g/m2的镀层量,太高的风压会造成严重的飞溅,因为AL-Zn-Si合金的比重小很多;3 在其他条件不变的情况下,获得低镀层量关键要控制出锅板形;但是有一种非常规、不太可取的方法是:适当降低锌锅温度590-595℃,其他情况不变,可以有效的降低镀层量,试验证明是有效的;原因是:锌锅温度降低,Fe的溶解度降低,Fe会变成锌渣析出,AL也会因进入凝固温度区域而结晶析出,AL含量降低,两者均有改善锌液流动性的作用,流动性提高同样的气刀参数情况下,镀层量就会降低;这种方法会带来很大的问题,长期这样,AL在锅壁结晶析出,Fe形成底渣沉于锅底,底渣增多,辊子粘渣严重,感应体高功率工作的时间减少,感应体喉口、熔沟沉积渣子并堵塞的危险性增大;12 三辊六臂更换后的处理1 三辊六臂吊出后,要趁热用锤头和钢钎敲击辊面,可以大块去除较厚的粘渣层,外层凝固不要紧,内层与辊面接触的还不会凝固,一般出锅后40-50分钟内很好剥离,一旦内层也凝固后就不容易清理了;支臂上的粘渣更容易清理;沉没辊内壁也可以用较长的钢钎清理;2 趁热把轴瓦、轴套处粘的渣子清理干净;固定轴瓦的合金棒趁热取出;稳定辊的排气孔用钢钎冲开,把稳定辊内的合金液流出;3 拆下三辊六臂,放在酸槽内酸洗,这样很快就可以洗干净;如果不趁热清理干净,辊子很难拆下来,并且在酸洗槽中泡4-5天还洗不干净;辊子洗干净后, 要先在车床上少量车削,检查辊子是否弯曲、变形、偏心、跳动,否则要重新校正,然后上磨床修磨;弯曲变形严重就要报废,否则辊子下锅后不转;所以新辊子下锅前一定要预热;13 三辊六臂的组装与预热1 为了防止辊子左右串动造成在一端卡死不转,在辊子两端的支臂上焊有防串装置,组装时要留出辊子膨胀间隙10-12mm;2镀AL-Zn-Si锌锅温度较高,与室温辊子的温差较大,此类机组一定要配备三辊六臂烘箱,下锅前一定要预热,预热温度为500-550℃;换辊前4-5小时提前加热,逐渐升高设定温度,保温1-2小时;烘箱最好是可移动式,避免吊出烘箱后长时间吊运降温较多;14 锌锅下斜槽1 由于镀AL-Zn-Si锌锅温度较高为600℃,Zn的熔点为419℃,在锌锅下斜槽内的合金液面上,生产中会有锌被汽化成为锌“蒸汽”,锌“蒸汽”随气流向上,在较低的环境温度下,在下斜槽、热张紧辊室凝结成“锌灰”沉积;经验表明,连续生产一个月后下斜槽内和液面上沉积的“锌灰”量有几十公斤;2 镀AL-Zn-Si下斜槽与普通镀锌不同,在两侧面液面以上各留有一个可以开闭的清灰孔;必须每月清理一次下斜槽和液面上“锌灰”,可以安排在捞渣时清理;3 为了减少“锌灰”进入炉内,镀AL-Zn-Si下斜槽上部设置一对上、下翻板,翻板可以打开和关闭,生产中一对翻板关闭,可以防止锌“蒸汽”上行进入炉内附着在钢带上影响镀层的附着性能;穿带时打开翻板,使钢球落入锌锅;在一些机组上还在下斜槽内布置电加热辐射管,防止锌“蒸汽”凝结;“锌灰”中有一部分是氧化锌;下斜槽中通入精氮,不要通入掺有氢的保护气体,因为氢会使液相和固相界面的表面张力增大,影响合金液对钢板的浸润性,合金液对钢板的浸润性是热镀的先决条件和必要条件;5、镀后冷却与锌花控制1镀层组成:富铝的树枝晶、富铝树枝晶间铝-锌共晶相、针状富硅相、合金层四个部分组成;2富铝树枝状晶是镀层结构的主体,占镀层体积的80% 左右;其次是树枝晶间隙的铝-锌球团状共晶,占20%;再次,是树枝晶中间的针状富硅相;然后,就是镀层与钢基结合部位的合金层;3冷却速度镀铝-锌-硅带钢出锅后,要求快速冷却,冷却速度30-40℃/min,目的是控制富铝树枝状晶体长大锌花长大,较大的富铝树枝状晶体破坏了镀层优良的耐腐蚀性能,必须快速冷却,控制锌花长大;所以,镀铝-锌-硅带钢出锅后的气刀上方,设置一套可移动的垂直变频调速快冷风机箱;生产时像行车一样开进带钢运行线,断带、停机、停产、换辊、捞渣时开出带钢运行线;4希望锌花大一点,可以减小变频器频率减小风量、减小冷却速度;反之,可以增大变频器频率增大风量、减小冷却速度;5带钢出新锅温度600℃,出快冷风机温度为420-380℃,带钢到冷却塔第一个转向辊低于300℃,带钢进水淬温度150-180℃,出水淬带钢温度低于40℃;6、光整光整机有三种作用:一是改善表面光洁度;二是镀AL-Zn-Si对炉内气氛、脱脂质量要求很严格,经常会出现针空漏镀现象,通过光整对镀层压延弥合针空;三是一定程度地消除屈服平台,改善机械性能;光整机是镀AL-Zn-Si机组必备的工艺设备,不象普通镀锌机组的光整机的作用;三、铝-锌-硅合金液的浸蚀机理、镀层结构分析、底渣的物相分析参考文献1、实验条件镀液成分:AL55% ,% ,%1)钢板:普通低碳钢C: %冷轧退火钢板2)试样:801103)浸镀温度:600℃4)浸镀时间:分别为2、10、20、30、40、50min5)设备:锌埚电阻炉2、实验过程1试样前处理、干燥称重、碱洗除油、、酸洗除锈、涂覆助镀液并烘干;2热镀过程中需对镀液进行搅拌,以增加浸蚀效果;3实验结束后,用盐酸洗去试片上的铝锌硅镀层,干燥后称重;4利用电子扫描显微镜对铝锌硅镀层全貌及截面处微观结构进行观察;5通过能谱附件对镀层微观组织中不同相进行了微区成析;6利用X射线衍射,对热镀过程产生的底渣进行了物相分析;3、实验结果与分析1铝锌硅镀层对钢板的浸蚀试样平均减薄速度与浸镀时间之间大致呈线性关系;2分钟时试样没有减薄反而增加了,2分钟后开始减薄;大致7μm/min;这说明2分钟内和2分钟外的腐蚀机理不一样;(1)Fe、AL首先反应生成液相合金层;(2)富铁合金层被冲刷走,离开试样达到平衡;(3)AL,Si与进入镀液的Fe反应生成底渣;(4)浸蚀后板面凸凹不平,30分钟的试样出现了穿孔,边部参差不齐;结论:点蚀与均匀腐蚀共存,点蚀的危害更大,生产中停机时应避免断带;2镀层微观结构与微区成分1 镀铝-锌-硅钢板表面很平坦,没有镀锌一样的锌花和由结晶产生的不平,没有捷径形成的结晶学表面,已而反射率高;2截面微观结构a)镀层组成:富铝的树枝晶、富铝树枝晶间铝-锌共晶相、针状富硅相、合金层四个部分组成;b)富铝树枝晶是镀层结构的主体,占镀层体积的80% 左右;其次是树枝晶间隙的铝-锌球团状共晶,占20%;再次,是树枝晶中间的针状富硅相;然后,就是镀层与钢基结合部位的合金层;3底渣的X射线衍射物相分析(1)底渣中的重要成分是AL、Fe、Si;(2)控制底渣量关键要控制镀液中的铁含量;(3)减少浸镀时间,保证表面清洁,清洗干净;四、热镀过程的物理化学机理和热力学原理热镀的过程就是液相和固相间浸润和液相在固相表面上漫流的过程;合金液对钢带的浸润性与固液两相间的表面张力有关,固相钢带的清洁度和表面化学附着物如氧化膜、硅酸盐膜等,使固液两相间的表面张力增大;还与合金液的流动性有较密切的关系,流动性又与合金液的温度存在着密切的关系,合金液温度越高流动性越好,表面张力减小,也就是说合金液温度越高,液相与固相间的表面张力越小,浸润性越好;液相在固相表面的漫流是固相金属原子溶解与固液两相金属原子相互扩散的过程;液相在固相表面的漫流速度与固液两相间金属原子溶解、扩散反应速度有关,固液两相间金属原子溶解、扩散反应速度又与反应产生的合金相和热动力决定的,也就是说固液两相间金属原子溶解、扩散反应的动力是固液两相的温度;固液两相温度越高金属原子的扩散反应越快,但是固相金属原子的溶解反应也越快,即铁溶解于合金液的越快,这是与我们的愿望相反的;。
【热浸镀】混凝土中热浸镀锌钢筋的研究及应用汪燃原,孔纲,卢锦堂*(华南理工大学材料科学与工程学院,广东广州 510640)摘 要:概述了近年来热镀锌钢筋的研究及实际应用结果,分析了热镀锌钢筋的耐腐蚀机理,介绍了热镀锌钢筋的工艺性能、力学性能,及其与混凝土基体的结合性能等,指出了今后的研究方向。
关键词:热镀锌钢筋;混凝土;耐蚀性;耐久性;使用性中图分类号:TU392.2; TQ153.15 文献标志码:A文章编号:1004 – 227X (2009) 10 – 0022 – 04Study and application of hot-dip galvanized rebar in concrete // WANG Ran-yuan, KONG Gang, LU Jin-tang* Abstract: The results of the research and application on hot- dip galvanized rebar in concrete in recent years were summarized. The corrosion resistance mechanism of hot-dip galvanized rebar was analyzed. The process properties and mechanical properties of hot-dip galvanized rebar and its binding properties with concrete were introduced. The research direction of hot-dip galvanized rebar was pointed out.Keywords: hot-dip galvanized rebar; concrete; corrosion resistance; durability; application performanceFirst-author’s address: School of Materials Science and Engineering, South China University of Technology, Guangzhou 510640, China1 前言复合材料钢筋混凝土是广泛应用于各种结构工程建设中的重要材料,但在使用过程中需考虑2个重要指标:一是耐久性,指的是钢筋混凝土抵抗微观结构和特性变化的能力;二是使用性,指的是钢筋混凝土在寿命期内承受载荷和发挥作用的能力,其与钢筋混凝土构件整体的结构有关。
《高强度大桥缆索钢丝用热轧盘条》行业标准编制说明一、任务来源《高强度大桥缆索钢丝用盘条国产化攻关》课题,为国家科技部科技支持项目《高强度大桥缆索的研究及国产化》项目中的子课题之一,其中《桥梁缆索高强度钢丝用热轧盘条》行业标准,是《高强度大桥缆索钢丝用盘条国产化攻关》项目的研究内容之一,通过该课题的研究成果及产业化,制定一项桥梁缆索用高强度度钢丝盘条的行业标准,通过制定该项标准,填补我国没有大桥缆索高强度钢丝用盘条的国家标准的空白,使国内钢铁行业有一个统一的生产和验收的技术依据,同时提高我国高强度钢丝用热轧盘条的生产技术水平及产业化的规模,扩大中国大桥缆索的生产技术,进而扩大中国制造的大桥缆索在世界各国桥梁建设中的市场占有率。
根据工业和信息化部工信厅[2009]104号文《关于印发2009年第一批工业行业标准制修订计划的通知》、SAC/TC183 全国钢标委 [2009]15号文《关于下达全国钢标委2009年第一批行业标准制修订项目计划的通知》的要求,由江阴兴澄特种钢铁有限公司、冶金工业信息标准研究院负责制订《高强度大桥缆索钢丝用热轧盘条》行业标准。
二、国内外桥梁缆索用盘条技术发展现状目前国内外桥梁缆索技术发展具几个发展趋势:随着桥梁跨经的增大,桥梁缆索材料向高强度和超高强度发展;桥梁缆索的使用寿命要求提高;桥梁缆索的抗风雨振性能要求提高桥梁使用安全性和可靠性要求更高。
桥梁缆索用镀锌钢丝是大桥的主要受力构件,其技术性能指标要求很高,过去一直以高价从国外进口,1994年以后,江阴华新钢缆、上海申佳、江西九江等企业相继投产,广东虎门大桥悬索用普通松驰镀锌钢丝,被江阴华新钢缆与德国联合中标,由此填补了此类产品国内生产的空白,结束了我国长期依赖进口的局面。
抗拉强度是主缆钢丝的重要指标,湖北宜昌大桥、江苏江阴大桥的主缆钢丝的抗拉强度都是1600Mpa, 随着大桥跨经的增加,为减少主缆索重量,国际上以提高钢丝的抗拉强度为发展趋势,明石海峡大桥主缆钢丝的抗拉强度提高到1760Mpa,重庆鹅公岩大桥、江苏润杨大桥的主缆钢丝的强度为1670Mpa,广西柳州红光大桥、浙江舟山西堠门大桥主缆索钢丝强度提高到1770Mpa,目前已经建成的苏通大桥主跨度达到1088米,主缆索钢丝强度要求达到1770Mpa以上。
高强度镀锌钢丝表面硬度与扭转性能关系研究乔亚楠;刘新宽;刘平;陈小红;高加强;王军艺【摘要】对高强度镀锌钢丝的扭转性能和拉拔钢丝的力学性能及微观组织进行研究.力学性能分析表明:扭转性能好的拉拔钢丝的强度和塑性相比扭转性能差的拉拔钢丝无较大差别,然而扭转性能好的拉拔钢丝表面显微硬度比扭转性能差的拉拔钢丝低,波动相对也较平稳.微观组织研究表明:扭转性能差的拉拔钢丝表层组织无半脱碳是其表面硬度较高的主要原因.%In this paper, the torsion properties of high strength galvanized steel wire and the mechanical properties and microstructure of the drawing steel wire were studied.The mechanical properties analysis shows that there is no difference in both of strength and ductility between drawing steel wire with good or poor torsion performance.However, the surface hardness value of drawing steel wire with good torsion performance is lower than that of drawing steel wire with poor torsion performance, and the volatility are also relatively more stable.Microstructure research shows that the microstructure of surface layer without semi-decarburization or non-uniform semi-decarburization of the drawing wire with poor torsion performance is the main reason for the high surface hardness.【期刊名称】《功能材料》【年(卷),期】2017(048)008【总页数】5页(P53-57)【关键词】镀锌钢丝;拉拔钢丝;表面硬度;脱碳;扭转【作者】乔亚楠;刘新宽;刘平;陈小红;高加强;王军艺【作者单位】上海理工大学材料科学与工程学院,上海 200093;上海理工大学材料科学与工程学院,上海 200093;上海理工大学材料科学与工程学院,上海 200093;上海理工大学材料科学与工程学院,上海 200093;宝山钢铁股份有限公司,上海201900;宝山钢铁股份有限公司,上海 201900【正文语种】中文【中图分类】TG142.1桥梁缆索用热镀锌钢丝是大跨度桥梁的主要承重结构材料,在斜拉桥、悬索桥以及吊杆拱桥中被广泛应用[1-2]。
Zn-Ni-Al合金热浸镀件组织和耐蚀性能的研究蒙洁丽;祝金明;李光丰;崔雪鸿;梁建烈;蒙盛勇【期刊名称】《广西大学学报(自然科学版)》【年(卷),期】2017(042)006【摘要】为探索不同成分的Zn-Ni-Al合金热浸镀件组织和耐腐蚀性能关系,了解微量铝对不同镀层组织、厚度和耐腐蚀性的综合影响规律,设计了4组Zn-0.10%Ni-xAl(x=0,0.08,0.12,0.15 wt.%)熔池合金对Q235钢进行热镀锌,利用光学显微镜、扫描电镜及能谱分析等技术对4种镀件镀层微观组织和合金成分进行观察和分析,并通过精密型盐雾试验机对其腐蚀速率进行测定和比较.实验结果表明,当锌液成分中含有0.08~0.15 wt.%Al时,镀层表面光亮美观,生成由δ(FeZn9)过渡层和η(Zn)锌层组成的致密镀层组织.Al含量在0.00~0.08 wt.%时,过渡层厚度呈现快速增大规律,Al含量在0.08~0.12 wt.%时,过渡层厚度出现减小趋势,而Al含量在0.12~0.15 wt.%时,过渡层厚度缓慢上升,而η(Zn)锌层厚度则表现为与过渡层厚度相反的变化规律.过渡层厚度越大,镀件的腐蚀速率越小,厚而致密的δ(FeZn9)过渡层对钢材的防护更有效.%Micro structure and corrosion resistance of the hot-dip galvanized Zn-Ni-Al alloy coatings have been studied to determine the optimal aluminum content and thus achieve hot-dip galvanized products with comprehensive performance. Four groups of molten pool alloys of Zn-0. 10%Ni-Al (x= 0, 0. 08, 0. 12, 0. 15 wt.%) have been formulated. The Micro structure and phase identification of hot-dip galvanized alloy coating have been characterized by optical microscope, scanning electron microscope with energy dispersal spectroscopy. Thecorrosion rate has been investigated by salt spray test. The results show that the bright hot-dip galvanized coating consists ofδ( FeZn9 ) transition layer andη( zinc) layer when 0. 08~0. 15 wt.% of aluminum has been added to the zinc-nickel bath. The hot-dip Zn-Ni-Al alloy coatings show not only compact Micro structure, but also good anti-corrosion properties. The average thickness of the δ( FeZn9 ) transit ion layer increases as Al varies from 0. 00 to 0. 08 wt.% at first, then decreases as Al increases from 0. 08 to 0. 12 wt.%, and slightly increases as Al varies from 0. 12 to 0. 15 wt.% at last. The variation ofη( zinc) layer thickness is contrary to that of δ( FeZn9 ) transition layer. The corrosion rate becomes smaller as the δ( FeZn9 ) transition layer become thicker. The improved corrosion resistance should be attributed to the increased thickness of δ( FeZn9 ) transition layer.【总页数】7页(P2106-2112)【作者】蒙洁丽;祝金明;李光丰;崔雪鸿;梁建烈;蒙盛勇【作者单位】广西民族大学理学院,广西南宁 530006;广西民族大学理学院,广西南宁 530006;广西民族大学理学院,广西南宁 530006;广西民族大学理学院,广西南宁 530006;广西民族大学理学院,广西南宁 530006;广西民族大学理学院,广西南宁 530006【正文语种】中文【中图分类】TG115.2【相关文献】1.热浸镀锌和热浸镀铝钢铁件的耐蚀性能比较及应用 [J], 孙捷;万明攀2.热浸镀Zn-Al合金钝化工艺及耐蚀性能研究 [J], 王建;周婉秋;施耀萍;康艳红;盛莉;王波3.热浸镀Mg-Zn合金镀层耐蚀性能及耐蚀机理研究 [J], 靳道广4.热浸镀新型Zn-Al-Mg合金镀层耐蚀性能研究 [J], 许红;冀英杰5.桥梁缆索钢丝热浸镀Zn-Al-Mg镀层的组织与耐蚀性能研究 [J], 胡璠;徐巍;王林烽;罗国强;方峰;蒋建清因版权原因,仅展示原文概要,查看原文内容请购买。