软体家具--钉架作业指导书
- 格式:doc
- 大小:27.12 KB
- 文档页数:1

第1篇第一章总则第一条为确保钉木头设备操作人员的人身安全和设备的安全运行,防止事故发生,特制定本规程。
第二条本规程适用于所有使用钉木头设备的操作人员及管理人员。
第三条钉木头设备操作人员必须遵守本规程,严格执行各项安全操作规程。
第二章设备及环境要求第四条钉木头设备应处于良好的工作状态,定期进行保养和维护。
第五条操作场所应保持整洁、明亮、通风良好,确保操作人员视线清晰。
第六条设备周围应设有明显的安全警示标志,禁止无关人员进入操作区域。
第七条设备应配备必要的防护设施,如防护罩、防护网等,确保操作人员安全。
第三章操作人员要求第八条操作人员必须经过专业培训,取得相关资格证书后方可上岗操作。
第九条操作人员应熟悉钉木头设备的结构、性能、操作规程和安全注意事项。
第十条操作人员应穿戴好个人防护用品,如安全帽、工作服、防护手套、防护眼镜等。
第十一条操作人员应保持良好的工作状态,不得酒后操作设备。
第四章安全操作规程第十二条操作前的准备1. 检查设备是否处于良好状态,包括电气、机械、液压等系统。
2. 确认设备周围环境安全,无障碍物。
3. 确认防护设施齐全有效。
第十三条设备启动1. 按照设备启动顺序,依次启动各系统。
2. 观察设备运转是否正常,如有异常立即停止操作。
3. 确认设备运行稳定后,方可进行下一步操作。
第十四条设备操作1. 根据加工要求,调整设备参数,如压力、速度等。
2. 按照操作规程,将工件放置在指定位置。
3. 启动设备,观察工件加工过程,确保加工质量。
4. 加工过程中,严禁触摸设备运行部位,避免发生事故。
第十五条设备停止1. 加工完成后,关闭设备电源,停止设备运行。
2. 清理加工现场,确保设备周围无杂物。
3. 检查设备运行情况,如有异常,及时处理。
第十六条设备维护保养1. 定期对设备进行清洁、润滑、检查和更换易损件。
2. 按照设备维护保养计划,定期对设备进行全面保养。
3. 设备保养过程中,严格遵守安全操作规程。
家具作业指导书一、概述本指导书旨在为家具作业提供详细的指导和操作流程,以确保作业顺利进行。
大家在进行家具作业时,请务必认真阅读本指导书,并按照指导书中的要求进行操作。
二、工具准备在开始家具组装作业前,请确保以下工具齐全:1. 榫头锤:用于敲击榫条和榫孔,确保它们紧密结合。
2. 扳手:用于拧紧螺丝和螺母,保证家具的稳固。
3. 电钻:如果需要钻孔,可使用电钻来完成。
4. 卸力工具:用于拆卸家具时,可使用卸力工具将家具拆解。
三、安全须知1. 请佩戴防护手套和护目镜,以避免受伤。
2. 在使用电钻时,请确保插头接地,避免触电。
3. 注意家具零件的尖锐边角,以免划伤皮肤。
四、操作流程1. 确认家具零件完整性:在开始组装之前,请检查家具的零件是否完整,如有缺损或损坏,请及时联系相关人员。
2. 小心阅读说明书:请仔细阅读家具附带的说明书,了解组装流程和注意事项。
3. 组装家具框架:a. 根据说明书中的图示,将框架的零件放置在工作台上,确保零件位置正确。
b. 使用榫头锤将榫条插入相应的榫孔中,轻轻敲击使其紧密结合。
c. 使用扳手拧紧螺丝和螺母,确保框架稳固。
4. 安装家具面板:a. 依照说明书的示意图,将家具面板放置在框架上。
b. 使用螺丝和扳手将家具面板固定在框架上,注意螺丝的位置和数量。
5. 检查家具稳固性:在完成组装后,用手轻轻摇晃家具,确保其稳固牢固。
如有松动现象,请拧紧螺丝和螺母。
五、注意事项1. 请保持工作区域整洁,避免杂物妨碍作业和引起安全隐患。
2. 在组装过程中,如遇到困难或不明确的地方,请及时寻求帮助,避免错误操作。
3. 如果需要使用电钻钻孔,请确保选用适当的钻头,并在操作前调整电钻转速和位置。
4. 组装过程中,注意避免家具表面刮伤或者损坏,可以使用软布垫在工作台上进行组装。
5. 请按照说明书的要求进行组装,不要随意更换零件或忽略安全须知。
六、故障排除1. 如果在组装过程中发现家具零件缺失或损坏,请及时联系供应商或相关人员。
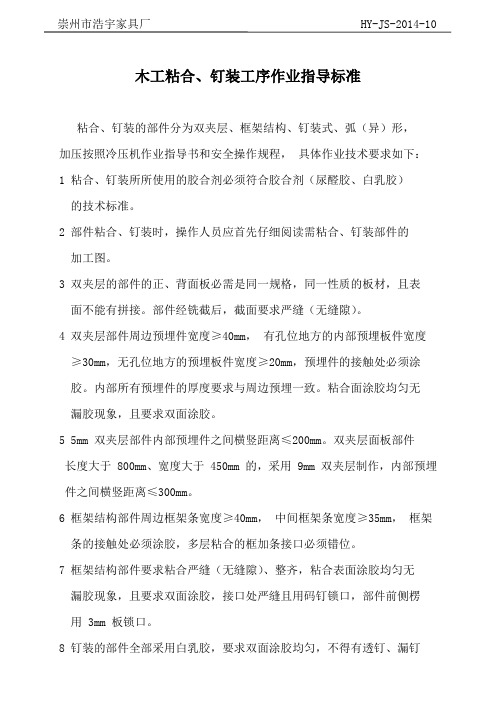
崇州市浩宇家具厂 HY-JS-2014-10 木工粘合、钉装工序作业指导标准粘合、钉装的部件分为双夹层、框架结构、钉装式、弧(异)形,加压按照冷压机作业指导书和安全操作规程,具体作业技术要求如下:1 粘合、钉装所所使用的胶合剂必须符合胶合剂(尿醛胶、白乳胶)的技术标准。
2 部件粘合、钉装时,操作人员应首先仔细阅读需粘合、钉装部件的加工图。
3 双夹层的部件的正、背面板必需是同一规格,同一性质的板材,且表面不能有拼接。
部件经铣截后,截面要求严缝(无缝隙)。
4 双夹层部件周边预埋件宽度≥40mm,有孔位地方的内部预埋板件宽度≥30mm,无孔位地方的预埋板件宽度≥20mm,预埋件的接触处必须涂胶。
内部所有预埋件的厚度要求与周边预埋一致。
粘合面涂胶均匀无漏胶现象,且要求双面涂胶。
5 5mm 双夹层部件内部预埋件之间横竖距离≤200mm。
双夹层面板部件长度大于 800mm、宽度大于 450mm 的,采用 9mm 双夹层制作,内部预埋件之间横竖距离≤300mm。
6 框架结构部件周边框架条宽度≥40mm,中间框架条宽度≥35mm,框架条的接触处必须涂胶,多层粘合的框加条接口必须错位。
7 框架结构部件要求粘合严缝(无缝隙)、整齐,粘合表面涂胶均匀无漏胶现象,且要求双面涂胶,接口处严缝且用码钉锁口,部件前侧楞用 3mm 板锁口。
8 钉装的部件全部采用白乳胶,要求双面涂胶均匀,不得有透钉、漏钉现象,枪钉不能冒出板件(枪钉头必须打进板件且不得低于 2mm)。
能够加压的钉装部件必须加压。
打钉位置应注意和钻孔、铣形、裁料部位配合。
打钉的距离以钉牢为宜,不宜过多。
钉装的接缝处要求严缝(无缝隙)。
9 弧(异)形粘合部件严格按照图纸要求配料,中间需要用余料的预埋板件厚度公差为±0.15mm,宽度不得大于 20mm。
所粘合的板件涂胶—定要求均匀,粘合部位要求双面涂胶,预埋之间接触处涂胶要求溢出为宜。
部件经铣截后,截面要求严缝(无缝隙)。
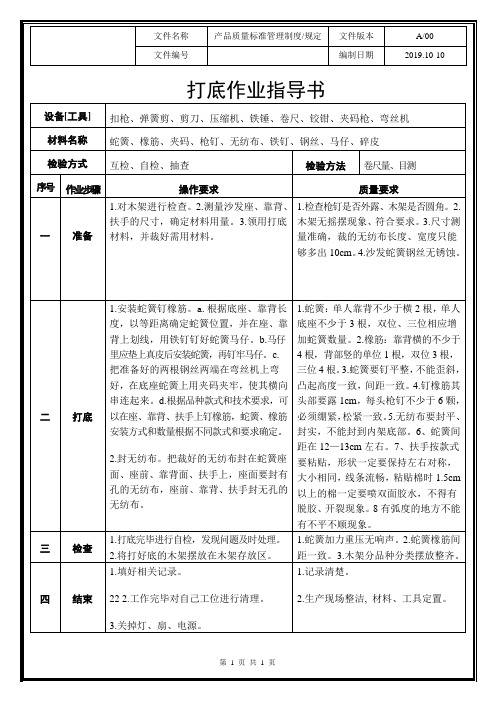
软体家具沙发钉架工序作业指导书
一、目的
为保证沙发钉架工序的质量,规范作业要求。
二、适用范围
适用于沙发钉架工序作业。
三、操作要点:
1.审单,按生产计划单上的交货日期的先后,安排生产。
2.检查木料是否合格,不合格的整理好,调换和退回。
3.按照生产计划单上的要求钉架,定制产品按开发部提供图纸尺寸钉架。
4.钉架是不多钉漏钉,木架结实牢固,垂直通角90
度。
5.按规定要求打磨平整,。
6.后背布崩紧,松紧带和弹簧排列均匀,松紧适当。
7.作业完成后,堆放整齐,并作好标识。
经质检员确认合格,方可流入下道工序。
8.下班后,关闭电源,气源,清洁场地,收好工具。
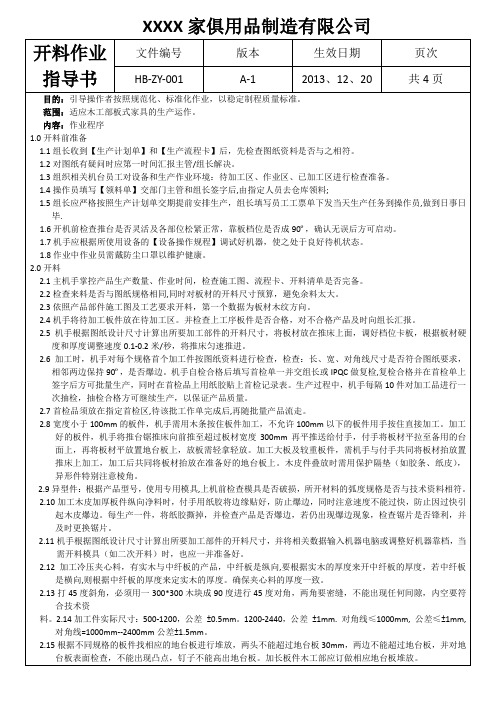
家具有限公司作业指导书汇编(OLO/JS—01)版本:A一、1、2、3、a缺货申购单。
b、先拿一块废板试机看大小锯片是否一致,调试后所开起来的板材必需与切面平整,无小锯片、无崩边。
c、批量开料第一块板件必需测量,尺寸及对角线一定要达到质量标准。
d、每开四到五块板件副手必需把板件反过来检查,看是否有崩边、小锯片、检查时必需每块都仔细检查,是否有裂纹、污点。
开好的板件放回托盘上必须整齐垂直,每纵向一托,板与板之间必需留有80—100mm的间隙,每托盘摆放板高度不能超过1、7m。
e、开好的板件必需将流程表夹在该板件的最上一块板件下面。
表头向外,使别人一眼就能看清楚该板件的数量及加工情况,而且要认真填写流程表的加工时间及数量。
f、批量家具里的台面需切角的必须一次性锯好,批量柜体吊柜背板必须打好缺口再流向下工序。
g、开好的板件用压车拉向下工序必需与下工序交接并签字认可。
而且按规定摆放。
h、需再加工板件必须参照图纸加工,(如安娜系列抽屉必须以一整块板件为一组,做好相对应记号。
安娜系列床靠背再加工时一定要看清钻孔做的记号,以记号为标准,靠一边而且要abcd(如补完e、原材料缺货申购单a、开料主操作手如缺材料先向组长通报,由组长填写原材料缺货申购单,填写申购单时,必须注明订单号和材料名称,并在备注一栏标明客户名称和交货日期,批量缺材料与王超交流,小批量缺材料与所加工最后工序班组长交流后报交计划部屠义祥。
4、切割时,板料必须靠紧机台,推锯时不可移动板件,并根据上板料厚度调节好进料速度和锯片高度,接料时保持平衡,板料开出200mm时方可用手接料;送料时小于70mm,不可直接用手推送,应借助助推器推送。
二、质量/公差要求1、对角线长度≥1.4m时对角线尺寸公差±1.4mm,对角线长度≤1.4m而≥700mm时对角线尺寸公差±1.2mm,对角线和长度<700mm时对角线尺寸公差±0.8mm2、单独桌面尺寸公差-10mm3、门板尺寸公差+0.5mm4、背板心寸公差±0.5mm5、活6、抽7、抽8、抽9、侧10、11、12、13、14、15、16、17、18、1、板2、门板,抽面,桌面及其它的板件正视面不得有麻点,划伤,非正视面着情而定。
工序操作要点质量 / 公差要求检查工具1 .先将上工序交来的产品检查一遍,是否1.表面光滑平磨平,补色是否到位,有无砂痕,槽位是整,喷涂均匀丰目视面油否平直,有无爆纸脱边等不良现象,确认满。
无误后再作业。
2 .不得有流挂、2 .保持油房室内外洁净、无尘。
皱皮、气泡、缩手摸3 .调油比例按供应商提供的技术资料调孔、脱层、雾光配。
若发生温差变化时,要作适当调整,发白、漏喷。
加适当的固化剂和天那水,大概比例为 1 : 3 .无积油、划色板0.5 :0.8 。
伤、烂纸、破边、4 .入油房前先检查工件是否合格,并作彻污迹和尘点。
底的除尘处理。
4.边沿漆线需5 .喷涂前再次用风枪和干布对工件表面整齐,手感平顺,进行清洁处理方可作业。
分色处须干净分6 .将调好的油用 400 目的滤布过滤一次。
明。
7 .将喷枪用洗涤水洗干净,调到合适的位5.光哑度符合置,喷枪弧度不能过宽,气压不能过大(要要求。
求在 0.8kg/cm 3 左右);油量适中,最佳的喷涂距离是距工件 20 —26cm 。
8 .观察板件的正反面,按先做正面再作背面的喷涂方式作业(有些板面背面是腊面纸,不需作业)。
9 .喷涂中注意不要流油、针孔、气泡等不良现象,当喷完一件板后需跟踪到面油晾干房检查自己所做的产品是否符合要求。
10 .喷涂时注意漆腊厚度,不能太厚,避免有反白现象,在倒油漆前彻底将油漆搅拌均匀,否则所喷之产品有哑度不一致及色差。
11 .喷涂后的工件要轻拿轻放,自然干燥时间为 5 —6 小时以上,经质检员检查已硬化方可叠放,叠放时须隔垫泡沫或珍珠棉。
依据文件工序操作要点质量/公差要求/ 检验方法1 .作业前必须对上工序交过来的工件检1.选择的模板查确认,根据工件质量等级,分清工件主必须正确无误。
图纸锣机次面。
2.部件加工后2 .按图纸设计要求选择模板,并确认模板与图纸模板相符的正确性。
合。
卷尺3 .按图纸找到所需模板和加工该部件的3.加工后的部刀具,安装刀具时必须拧紧螺帽,以免刀件表面平滑、曲具松动。
软体沙发生产通用作业指导书1.目的确保沙发车间工艺操作符合规定要求2.范围适用于沙发车间员工沙发工艺制作3.内容3.1.领用材料的自检3.1.1.木架A.木头、夹板无腐烂、开裂、无残留白蚁和昆虫尚在侵蚀的现象;B.木架钻孔位置准确,左右对称;组装牢固平稳,无松动感和响声。
C.木头与木头及夹板间交接处结合紧密牢固,且有加固铁钉。
D.锯口、切口处应打磨,无棱角、弧度圆顺、手感匀滑。
E.出木应检查颜色无差异,无碰伤、无砂粘、刮花现象。
F.底部(四角及中部和有明线处)按规定挖槽,确保包制后底部平整。
3.1.2.沙发套A.根据流程卡检查皮/布套用料正确,无缝套引起的不良现象、缝线拉布正确等。
B.真皮应无条疤、洞眼、厚薄不均、皮青损伤。
C.真仿皮应颜色相同,无污脏、喷漆不均。
皮纹粗细相近。
D.面布料表面不起毛,无油渍和脏处、疵布,布纹方向一致。
E.沙发套套上毛坯后应检查外观,缝线是否平直和圆顺。
3.1.3.沙发毛坯A.根据流程卡检查毛坯是否正确,所用海绵型号及木架用料是否正确;B.检查坐垫、扶手、靠背相交处海绵粘合的牢固紧密情况。
C.表层海绵的接口更应紧密、吻合、牢固,其中表层须留0.5cmc以防止表面出现硬梗。
拐角处或边死角应用绒丝填充饱满、自然圆顺、对称平整。
D.底部海绵留边符合规定要求:一般为1cm,特殊型号(底部露出木类产品)为1.5cm。
3.1.4.沙发脚:检查沙发脚用规定的材质做成规定的形状、尺寸,其外观油漆不能有挂伤或异常情况。
3.1.5.其他的配件:检查配件应符合产品工艺或性能要求,特殊要求符合客户的要求。
3.2.包喷胶棉3.2.1.把喷胶棉平铺在需包棉部位,不许有皱折或折叠。
3.2.2.坐垫、扶手、靠背海绵包喷胶棉时,特别注意拐角转弯处皱折大小,密集均匀。
3.2.3.裁海绵轻度不平部位应适当用绒丝填充,喷胶棉之间或与海绵相粘接处要粘牢,但不能胶水太多,以防出现硬梗。
3.3.套胶3.3.1.套胶要均匀,严防布料、皮料损伤或污脏。