2020年全国大学生数学建模竞赛题目及附件全
- 格式:pdf
- 大小:2.34 MB
- 文档页数:15

2020年数学模型赛是一个具有挑战性和创新性的比赛,而e题附件则是其中一个备受关注的主题。
在本文中,我们将深入探讨2020年数学模型赛e题附件的内容和意义,以及它对数学建模领域的影响。
一、e题附件的基本信息1.1 e题附件的来源和重要性e题附件是2020年数学模型赛的一个重要组成部分,它包含了大量的数据和信息,对参赛者解决赛题提供了重要支持。
在比赛中,参赛者需要对e题附件中的数据进行分析和处理,从而获得有益的结论和展现出色的数学建模能力。
1.2 e题附件的内容和特点e题附件是一个复杂而全面的数据集合,包括了各种各样的数学模型和问题。
其中可能涉及到统计分析、概率推断、多元线性回归、时间序列分析等多个领域,需要参赛者具备综合性的数学建模能力。
二、e题附件的解读和分析2.1 数据分析与挖掘在e题附件中,参赛者可以利用各种统计方法和数学模型对数据进行分析和挖掘,例如利用回归分析来预测未来趋势,或者利用时间序列分析来揭示数据的周期性规律。
这对于提高参赛者的数学建模水平具有重要意义。
2.2 问题解决与结论得出通过对e题附件的深入研究和分析,参赛者可以得出一系列的问题解决方案和结论。
这些结论有可能对实际问题具有一定的指导意义,对于促进数学建模在实际应用中的推广和发展具有积极影响。
三、对e题附件的个人观点和理解e题附件作为2020年数学模型赛的一个重要组成部分,对于提高参赛者的数学建模能力和促进数学建模的发展具有重要意义。
它不仅能够帮助参赛者将理论知识与实际问题相结合,还可以培养参赛者的分析和解决问题的能力。
我认为e题附件是一个非常有价值的资源,值得我们重视和深入研究。
总结回顾在本文中,我们围绕2020年数学模型赛的e题附件展开了深入的讨论和分析。
通过对e题附件的解读和分析,我们深刻理解了其在数学建模领域的重要性和意义,并共享了自己的个人观点和理解。
希望本文能够对读者有所启发,促进数学建模能力的提升和数学建模领域的发展。

2020年国赛数学建模e题摘要:一、2020 年国赛数学建模e 题的背景和概述1.数学建模国赛简介2.2020 年国赛数学建模e 题的题目和背景二、2020 年国赛数学建模e 题的解题思路及方法1.题目分析2.解题思路和方法三、2020 年国赛数学建模e 题的模型建立1.模型的构建2.模型的求解四、2020 年国赛数学建模e 题的结论和应用1.结论的得出2.模型的应用和推广五、2020 年国赛数学建模e 题的优缺点分析1.优点的总结2.缺点的反思正文:一、2020 年国赛数学建模e 题的背景和概述全国大学生数学建模竞赛是中国工业与应用数学学会主办的面向全国大学生的群众性科技活动,旨在激励学生学习数学的积极性,提高学生建立数学模型和运用计算机技术解决实际问题的综合能力,鼓励广大学生踊跃参加课外科技活动,开拓知识面,培养创造精神及合作意识,推动大学数学教学体系、教学内容和方法的改革。
2020 年国赛数学建模e 题是该竞赛的一个题目,具有相当的难度和挑战性。
二、2020 年国赛数学建模e 题的解题思路及方法2020 年国赛数学建模e 题的题目具有一定的复杂性,需要参赛者具备较强的数学功底和建模能力。
在解题过程中,首先需要对题目进行深入的理解和分析,明确题目的要求,然后根据题目的特点,选择合适的建模方法和求解策略。
具体的解题思路和方法需要参赛者在实际操作中进行探索和总结。
三、2020 年国赛数学建模e 题的模型建立在解题过程中,根据题目的要求,需要构建一个数学模型,用于描述题目中的问题。
模型的构建需要充分考虑题目的特点和实际背景,力求简洁、准确。
模型的求解需要运用合适的数学方法和计算工具,得出模型的解,并对解进行分析和讨论。
四、2020 年国赛数学建模e 题的结论和应用通过对题目的求解,可以得出一定的结论。
这些结论可以用来解释题目中的现象,也可以为实际问题提供一定的参考和指导。
同时,根据模型的特点和求解结果,可以对模型的应用和推广进行讨论,为类似问题的解决提供借鉴。
A题炉温曲线在集成电路板等电子产品生产中,需要将安装有各种电子元件的印刷电路板放置在回焊炉中,通过加热,将电子元件自动焊接到电路板上。
在这个生产过程中,让回焊炉的各部分保持工艺要求的温度,对产品质量至关重要。
目前,这方面的许多工作是通过实验测试来进行控制和调整的。
本题旨在通过机理模型来进行分析研究。
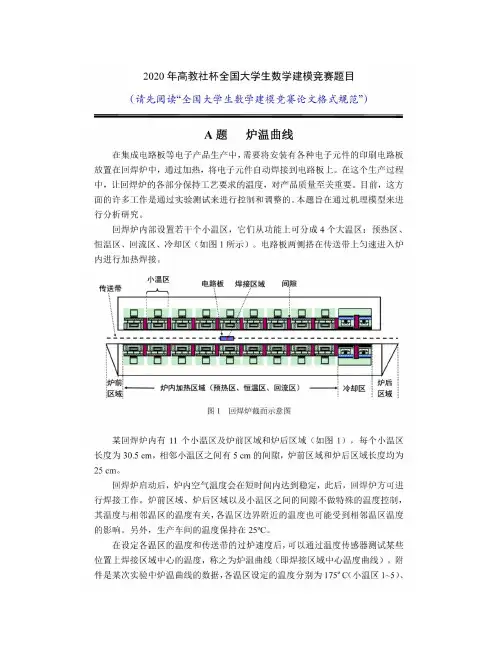
回焊炉内部设置若干个小温区,它们从功能上可分成4个大温区:预热区、恒温区、回流区、冷却区(如图1所示)。
电路板两侧搭在传送带上匀速进入炉内进行加热焊接。
图1 回焊炉截面示意图某回焊炉内有11个小温区及炉前区域和炉后区域(如图1),每个小温区长度为30.5 cm,相邻小温区之间有5 cm的间隙,炉前区域和炉后区域长度均为25 cm。
回焊炉启动后,炉内空气温度会在短时间内达到稳定,此后,回焊炉方可进行焊接工作。
炉前区域、炉后区域以及小温区之间的间隙不做特殊的温度控制,其温度与相邻温区的温度有关,各温区边界附近的温度也可能受到相邻温区温度的影响。
另外,生产车间的温度保持在25ºC。
在设定各温区的温度和传送带的过炉速度后,可以通过温度传感器测试某些位置上焊接区域中心的温度,称之为炉温曲线(即焊接区域中心温度曲线)。
附件是某次实验中炉温曲线的数据,各温区设定的温度分别为175ºC(小温区1~5)、195ºC(小温区6)、235ºC(小温区7)、255ºC(小温区8~9)及25ºC(小温区10~11);传送带的过炉速度为70 cm/min;焊接区域的厚度为0.15 mm。
温度传感器在焊接区域中心的温度达到30ºC时开始工作,电路板进入回焊炉开始计时。
实际生产时可以通过调节各温区的设定温度和传送带的过炉速度来控制产品质量。
在上述实验设定温度的基础上,各小温区设定温度可以进行ºC范围内的调整。
调整时要求小温区1~5中的温度保持一致,小温区8~9中的温度保持一致,小温区10~11中的温度保持25ºC。
