热轧带钢层流冷却控制技术的创新
- 格式:pdf
- 大小:686.09 KB
- 文档页数:4
合金钢热轧薄宽钢带的冷却方式优化策略在热轧冷却过程中,合金钢热轧薄宽钢带的冷却方式对于产品质量和性能有着关键性的影响。
为了获得理想的冷却效果,需要设计适合的冷却策略。
本文将探讨合金钢热轧薄宽钢带冷却方式的优化策略。
首先,我们需要了解合金钢热轧薄宽钢带的特性。
合金钢具有良好的强度和韧性,但也存在一定的变形硬化倾向,因此在冷却过程中需要合理控制冷却速度,以避免产生过多的残余应力和不均匀的组织结构。
针对合金钢热轧薄宽钢带的冷却过程,有以下几种常用的冷却方式:1. 自然冷却自然冷却是指将热轧薄宽钢带暴露在自然空气中,通过传导和对流来进行冷却。
这种方式简单易行,但冷却速度较慢,容易产生屈曲和变形,不适用于合金钢等强度较高的材料。
2. 水雾冷却水雾冷却是通过喷洒水雾来降低热轧薄宽钢带的温度。
水雾冷却具有快速冷却的优势,可以有效控制钢带的温度和冷却速度,避免过度变形。
然而,水雾冷却也存在一定的局限性,如需要大量的冷却水和较高的成本投入。
3. 压缩空气冷却压缩空气冷却是通过气流对热轧薄宽钢带进行冷却。
这种方式具有均匀冷却、节能环保的优点,对于合金钢等高强度材料有良好的冷却效果。
但相比水雾冷却,压缩空气冷却的冷却速度较慢。
4. 液雾冷却液雾冷却是将液体雾化成微小的水珠,并喷洒到热轧薄宽钢带表面进行冷却。
液雾冷却具有快速均匀的冷却速度,可以有效控制钢带的温度和变形。
然而,这种方式也需要较高的设备投入和维护成本。
针对合金钢热轧薄宽钢带的冷却方式优化策略,我们可以考虑以下几点:1. 综合考虑冷却效果和成本因素,选择合适的冷却方式。
对于要求速度较快的产品,可以采用水雾冷却或液雾冷却;对于要求均匀冷却的产品,可以选择压缩空气冷却。
在具体应用中,可以根据产品特性和工艺要求,选择最佳的冷却方式。
2. 优化冷却参数和工艺。
通过调整冷却水量、喷雾压力、喷雾角度等参数,可以改变冷却方式的效果,实现最佳的冷却效果。
在工艺上,可以考虑采用多段冷却和交替冷却的方式,以进一步提高冷却效果和产品质量。
热轧层流冷却的类型全文共四篇示例,供读者参考第一篇示例:热轧层流冷却是热轧生产中的一项重要工艺,其作用是通过强制冷却,使热轧板材迅速降温,以调整组织结构和性能。
在热轧层流冷却中,采用不同的冷却介质和方式,可以实现不同的冷却效果。
下面将介绍一些常见的热轧层流冷却的类型。
1. 水冷却水冷却是最常见的一种热轧层流冷却方式。
在热轧过程中,热轧板材通过水泄槽或水喷淋系统,与冷却水接触,迅速降温。
水冷却的优点是冷却速度快,降温效果好,能有效控制板材的结构和性能。
但是水冷却也存在一些缺点,例如水的冷却效果易受环境温度和水质的影响,需要定期清洁维护。
2. 空气冷却空气冷却是一种较为简单和经济的热轧层流冷却方式。
在热轧过程中,热轧板材通过空气冷却设备,利用空气的自然对流或强制通风,迅速降温。
空气冷却的优点是无需水资源,操作成本低,对环境友好。
但是空气冷却的冷却速度相对较慢,降温效果不及水冷却。
热轧层流冷却的类型多样,可以根据生产要求和设备条件选择适合的冷却方式。
随着技术的不断进步和发展,热轧层流冷却技术也在不断创新和优化,为热轧生产提供更多选择和可能性。
希望本文对大家了解热轧层流冷却的类型和特点有所帮助。
第二篇示例:热轧层流冷却是热轧生产过程中非常重要的一个环节,它可以有效地控制产品的温度和结构,保证产品的质量和性能。
在热轧层流冷却中,不同的冷却类型会对产品的性能产生不同的影响。
本文将对热轧层流冷却的几种常见类型进行介绍。
1. 均匀冷却均匀冷却是一种常见的热轧层流冷却类型,它可以有效地控制产品表面和内部的温度分布,避免产生过热、过冷等问题。
在均匀冷却中,冷却介质通常是水或者空气,通过调节介质的流速和温度,可以实现对产品的均匀冷却效果。
2. 喷淋冷却喷淋冷却是一种使用喷头将冷却介质喷洒在产品表面进行冷却的方式。
喷淋冷却可以实现对产品表面的快速冷却,有效地控制产品的温度和结构,提高产品的硬度和强度。
喷淋冷却还可以减小产品的热残余应力,提高产品的整体性能。
内蒙古科技大学过程控制课程设计论文题目:热轧带钢层流冷却控制系统设计学生姓名:***学号:**********专业:测控技术与仪器班级:2008-1指导教师:李刚老师2011年 08月31日层流冷却作为控制轧制和控制冷却技术的一个组成部分,直接影响带钢的组织和性能,所以层流冷却过程成为热轧厂生产过程中非常重要的环节。
卷取温度控制精度是保证板带质量和板型良好的关键因素。
从具体实现过程可以看出层流冷却控制过程是一个以预设定计算和前馈修正计算为主,反馈控制为辅的复杂控制系统。
层流温度控制是根据精轧出口的速度, 厚度和精轧终轧温度以及要求的卷取温度对热输出辊道上下的层流冷却装置开启集管段进行设定和控制, 以保证带钢进入卷取机前的实际温度在要求卷取温度及其精度的范围内。
为保证获得具有良好综合机械性能的热轧带钢,必须使其迅速冷却到所需要的卷取温度。
带钢冷却具有变形强化和相变强化的综合作用,既能提高带钢强度,又能改善带钢的韧性和塑性。
热轧带钢的温度控制,一方面为了改善钢材的组织状态,提高带钢综合力学性能;另一方面可防止因不均匀变形造成的带钢扭曲和弯曲变形,还可以减少带钢表面氧化铁皮的生成。
关键词:前馈;反馈;自适应;层流冷却;卷取温度;热轧带钢摘要........................................................... - 1 - 第一章引言........................................ 错误!未定义书签。
第二章热轧带钢层流冷却系统的控制目标和任务..................... - 4 -2.1 热轧带钢层流冷却系统的控制目标.......................... - 4 -2.2 层流冷却系统的控制原理.................................. - 4 -2.2.1 层流的概念......................................... - 4 -2.2.2 对层流的数学描述................................... - 5 -2.2.3层流冷却的基本原理................................. - 5 -2.2.4 层流冷却现场结构模型............................... - 5 -2.3 层流冷却的控制难点:.................................... - 6 - 第三章层流冷却控制系统结构........................ 错误!未定义书签。
首钢1580热轧层流冷却区功能说明轧制技术及连轧自动化国家重点实验室(东北大学)目录1 层流冷却区概述 (4)2 层流冷却系统设计工艺技术参数 (7)3 层流冷却区域设备组成与技术参数 (9)3.1 层流冷却集管装置 (9)3.1.1 层流冷却集管装置的功能 (9)3.1.2 层流冷却集管装置的技术参数 (9)3.1.3 层流冷却集管装置的开闭控制 (11)3.1.4 层流冷却区域带钢微跟踪控制 (14)3.1.5 层流冷却区域出口温度反馈控制 (15)3.1.6 层流冷却区域精轧机抛钢后的冷却水前馈控制 (20)3.1.7 层流冷却集管装置的操作 (22)3.1.8 层流冷却集管装置的状态显示 (24)3.2 层流冷却侧喷装置 (25)3.2.1 层流冷却侧喷装置的功能 (25)3.2.2 层流冷却侧喷装置的技术参数 (25)3.2.3 层流冷却侧喷装置的开闭控制 (25)3.2.4 层流冷却侧喷装置的操作 (26)3.2.5 层流冷却侧喷装置的状态显示 (26)3.3 层流冷却压缩空气吹扫装置 (26)3.3.1 层流冷却压缩空气吹扫装置的功能 (26)3.3.2 层流冷却压缩空气吹扫装置的技术参数 (26)3.3.3 层流冷却压缩空气吹扫装置的开闭控制 (27)3.3.4 层流冷却压缩空气吹扫装置的操作 (27)3.3.5 层流冷却压缩空气吹扫装置的状态显示 (27)3.4 层流冷却上集管倾翻装置 (27)3.4.1 层流冷却上集管倾翻装置的功能 (27)3.4.2 层流冷却上集管倾翻装置的技术参数 (27)3.4.3 层流冷却上集管倾翻装置的控制 (27)3.4.4 层流冷却上集管倾翻装置的操作 (28)3.5 层流冷却边部遮蔽装置 (28)3.5.1 层流冷却边部遮蔽装置的功能 (28)3.5.2 层流冷却边部遮蔽装置的技术参数 (29)3.5.3 层流冷却边部遮蔽装置的控制 (29)3.5.4 层流冷却边部遮蔽装置的操作 (29)3.5.5 层流冷却边部遮蔽装置的状态显示 (29)3.6 热输入辊道冷却装置 (29)3.6.1 热输入辊道冷却装置的功能 (29)3.6.2 热输入辊道冷却装置的技术参数 (29)3.6.3 热输入辊道冷却装置的开闭控制 (30)3.6.4 热输入辊道冷却装置的操作 (30)3.7 层流冷却区域仿真功能 (30)3.8 层流冷却过程计算机控制 (30)3.8.1 层流冷却过程计算机控制功能 (30)3.8.2 层流冷却过程计算机控制设定参数 (31)3.8.3 层流冷却过程计算机控制投入方法 (31)3.8.4 层流冷却过程计算机控制的操作 (31)3.8.5 层流冷却过程计算机控制的状态显示 (31)1层流冷却区概述层流冷却设备安装在精轧机F7机架出口至1号地下卷取机之间,主要由层流冷却集管装置(包括层流冷却精冷上集管装置、层流冷却精冷下集管装置、层流冷却微冷上集管装置及层流冷却微冷下集管装置)、层流冷却侧喷装置、层流冷却压缩空气吹扫装置、层流冷却上集管倾翻装置、层流冷却边部遮蔽装置及热输入辊道冷却装置组成。
层流冷却是热轧车间不可或缺的重要设备之一,在轧钢过程中它能把带钢的温度从终轧温度冷却到卷取温度。
如果对层流冷却的控制失败,会造成财产安全等重大事故。
所以说对层流冷却的自动化控制必须做到精确、及时、安全可靠。
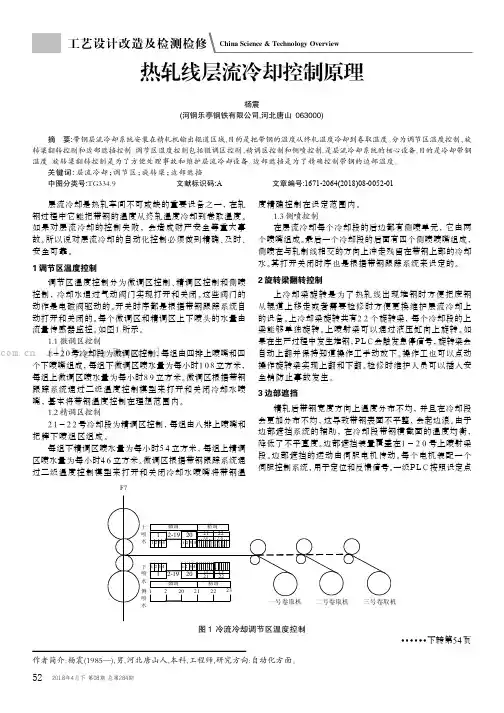
1 调节区温度控制调节区温度控制分为微调区控制、精调区控制和侧喷控制,冷却水通过气动阀门实现打开和关闭。
这些阀门的动作是电磁阀驱动的。
开关时序都是根据带钢跟踪系统自动打开和关闭的。
每个微调区和精调区上下喷头的水量由流量传感器监控。
如图1所示。
1.1 微调区控制1-20号冷却段为微调区控制,每组由四排上喷嘴和四个下喷嘴组成,每组下微调区喷水量为每小时108立方米,每组上微调区喷水量为每小时89立方米。
微调区根据带钢跟踪系统通过二级温度控制模型来打开和关闭冷却水喷嘴,基本将带钢温度控制在理想范围内。
1.2 精调区控制21-22号冷却段为精调区控制,每组由八排上喷嘴和把牌下喷组区组成。
每组下精调区喷水量为每小时54立方米,每组上精调区喷水量为每小时46立方米。
微调区根据带钢跟踪系统通过二级温度控制模型来打开和关闭冷却水喷嘴将带钢温度精确控制在设定范围内。
1.3 侧喷控制在层流冷却每个冷却段的后边都有侧喷单元,它由两个喷嘴组成。
最后一个冷却段的后面有四个侧喷喷嘴组成,侧喷在与轧制线相交的方向上冲走残留在带钢上部的冷却水。
其打开关闭时序也是根据带钢跟踪系统来设定的。
2 旋转梁翻转控制上冷却梁旋转是为了热轧线出现堆钢时方便把废钢从辊道上移走或者需要检修时方便更换维护层流冷却上的设备。
上冷却梁旋转共有22个旋转梁,每个冷却段的上梁能够单独旋转。
上喷射梁可以通过液压缸向上旋转。
如果在生产过程中发生堆钢,PL C 会触发急停信号,旋转梁会自动上翻并保持知道操作工手动放下。
操作工也可以点动操作旋转梁实现上翻和下翻。
检修时维护人员可以插入安全销防止事故发生。
3 边部遮挡精轧后带钢宽度方向上温度分布不均,并且在冷却段会更加分布不均,这导致带钢表面不平整,会起边浪。
热轧带钢层流冷却水处理系统设计改进热轧带钢厂水处理系统中,根据层流冷却的用水特点,均将其作为一个单独的系统进行处理。
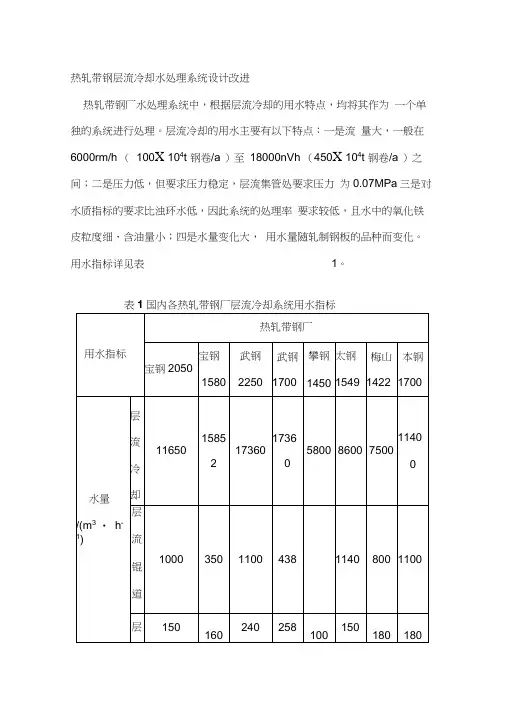
层流冷却的用水主要有以下特点:一是流量大,一般在6000rm/h (100X 104t 钢卷/a )至18000nVh (450X 104t 钢卷/a )之间;二是压力低,但要求压力稳定,层流集管处要求压力为0.07MPa三是对水质指标的要求比浊环水低,因此系统的处理率要求较低,且水中的氧化铁皮粒度细、含油量小;四是水量变化大,用水量随轧制钢板的品种而变化。
用水指标详见表1。
表1国内各热轧带钢厂层流冷却系统用水指标本文拟就层流冷却系统的水量平衡和水质稳定以及节能措施两个方面对水处理层流冷却系统的工艺流程设计进行探讨。
1层流冷却系统的水量平衡和水质稳定热轧带钢热输出辊道有3种不同压力的用水,即:层流冷却(0.07MP8、层流辊道冷却(0.3MPa)、层流侧喷(1.2MPa)。
其中辊道冷却和侧喷水的水质、水温、水压与浊循环系统的用水差不多,因此许多厂的层流冷却系统中层流辊道冷却和层流侧喷就是直接使用的浊循环系统的辊道冷却水(0.3MP a和轧辊冷却水(1.2MPa见图1)。
厂而厂—j fitititJl r-B ] 传缆层瀛舞却瀛酬1.1两个系统的水混用方式的缺点①层流冷却用水经各厂运行实践证明,因其含油量很少,悬浮物去除率要求不高,故该系统不必设除油、除渣设施。
但浊环水中含有一定的油(w 5mg/L),因此,若浊环水长期进入层流系统,会因层流系统未设除油设施而造成该系统水中油含量增加,甚至使水质恶化。
②层流系统因用了浊环系统的水,必须将等量的水返回浊环系统,但这在水量上较难以准确控制,易造成两个系统间水量不平衡③层流冷却系统用水的温度及悬浮物较浊环水系统高,因此层流的回返水不能返回至浊环储水池直接给用户用,而必须返回至浊环系统的平流沉淀池经过滤、冷却之后才能满足浊环水的水质要求,这样就增加了浊环水系统的处理负荷,造成投资与运行费用的增加。
控制轧制及控制冷却技术在型钢生产中的应用一、导言在当今工业领域中,钢铁工业一直扮演着不可或缺的角色。
而型钢作为钢铁产品中的重要一员,其质量和性能的提升一直是企业和行业追求的目标。
控制轧制及控制冷却技术作为一种重要的生产工艺,对型钢的生产和性能提升具有重要意义。
本文将从控制轧制和控制冷却技术在型钢生产中的基本原理、关键技术和应用实例等方面展开探讨,旨在深入了解这一主题的重要性和具体应用。
二、控制轧制技术控制轧制技术是指钢铁生产中利用先进的控制系统和设备,对轧制过程中的参数进行精确控制,以获得高质量、高性能的型钢产品的一种技术。
这项技术最早应用于薄板生产领域,后来逐步在型钢生产中得到推广和应用。
1. 温度控制:在轧制过程中,控制轧制技术可以通过对钢坯的温度进行精确调控,以保证轧制过程中的塑性变形性能,从而得到均匀、细腻的晶粒结构。
2. 形状控制:利用控制轧制技术可以对轧制过程中的轧辊、模具等设备进行精确控制,获得符合设计要求的型钢截面形状和尺寸精度。
3. 轧制力控制:控制轧制技术可以实现对轧制力的实时监测和调节,避免轧制过程中的过度变形,并保证产品的尺寸和形状精度。
三、控制冷却技术控制冷却技术是指在型钢生产过程中,通过对冷却过程的控制,使钢材在冷却过程中获得理想的组织和性能。
这项技术的应用可以有效提高型钢的强度、韧性和耐磨性等性能,同时降低产品的变形和裂纹率。
1. 冷却介质控制:通过选择不同的冷却介质和控制冷却速度,可以使型钢获得不同的组织和性能,如马氏体组织、贝氏体组织等,从而满足不同领域对型钢性能的要求。
2. 温度控制:在控制冷却技术中,对冷却过程中的温度进行精确控制,可以有效控制组织相变,并获得理想的力学性能,如强度、韧性等。
3. 冷却速度控制:通过对型钢冷却速度进行控制,可以获得不同的组织和性能,如快速冷却可以获得细小的组织和高强度,而缓慢冷却则可以得到较好的塑性和韧性。
四、控制轧制及控制冷却技术在型钢生产中的应用实例1. 控制轧制技术在型钢生产中的应用:某钢铁企业引进了先进的控制轧制系统和设备,通过对轧制过程中的温度、形状和轧制力等参数进行精确控制,生产出了高精度、高强度的型钢产品,受到了市场的广泛认可。

·36· 钢 铁 技 术 2008年第3期
热轧带钢层流冷却控制技术的创新 张志勇 (中冶赛迪公司自动化事业部, 重庆 400013)
[摘 要]剖析了传统热轧带钢冷却系统存在的冷却效果差、卷取温度不可控等问题。以国内最近投运的两条热轧线的实际经验为前提,阐述了一些新的控制技术。 [关键词]热轧带钢 层流冷却 冷却策略 温度前馈 组态跟踪
0 引言 在热轧带钢生产过程中,卷取温度的控制直接影响到轧制成品最终的组织形态。卷取温度对热轧带钢奥氏体晶粒的尺寸、析出物的数量和形态所产生的影响,将导致金属的微观组织发生巨大变化,所以带钢冷却效果的优劣是决定成品加工性能、力学性能和物理性能的重要环节。层流冷却控制技术(CTC)是控制带钢卷取温度,获得理想成品组织和性能的一种必不可少的有效方法,在目前热轧带钢的生产中得到广泛应用。新钢种的开发以及新技术的应用,都需要创新的冷却设备和冷却策略的支持,这就凸显出了在CTC控制技
术上进行突破的重要性。 1 层流冷却系统工艺的创新 热轧带钢冷却技术的发展分为两个方面,一方面是工艺技术的发展,主要体现在各种冷却装置和冷却工艺的进步;另一方面是控制技术的发展,主要体现在控制策略、控制系统的进步。工艺布置上,最近两年投产的层流冷却装置均为低压虹吸管式,采用机旁高位水箱供水方式。创新点在于粗调段和精调段之间设置空冷中间段,在粗调区和精调区之间设置高温计,用于检测带钢粗冷区后的温度。工艺布置如图1。
图1 1750 mm热轧带钢层流冷却工艺布置图 2008年第3期 钢 铁 技 术 ·37· 冷却中的热交换过程是非常复杂的非线性过程,在冷却中带钢将发生组织转变,存在相变潜热的释放。控制方式上不仅要考虑带钢与周围介质的热交换,还要考虑带钢内部的热传导,控制中的实测温度则是带钢的表面温度。在冷却过程中,当带钢温度沿厚度方向达到均匀之前,表面温度总低于平均温度,这就造成实际值与测量值之间的偏差,需要在模型计算中对此加以修正。而按照上图这样的设计,由于中间段的存在, 能在空冷区尽可能地减小这种偏差, 使精调段的控制更为精确。 2 控制技术创新点 笔者经历的国内最近投产的两个热轧项目在层流冷却控制技术上也有许多新的突破,实践证明也取得了非常满意的控制效果。 2.1冷却策略的扩充 根据所轧带钢钢种和厚度的不同,常规的冷却仅采用前段冷却和后段冷却两种方式。前段冷却即为带钢的冷却从冷却区始端开始,并沿着轧制方向加减集管;后段冷却则是从冷却区的末端开始,逆带钢行进方向加减集管。这样的控制策略非此即彼,十分单一。 由于没有进一步细分, 所以针对性不强, 模型自学习收敛性较差, 需要的周期特别长, 控制效果往往不理想。最新的控制技术在层冷策略上进行了细分,采用了9种冷却策略(4种前段冷却模式、4种后段冷却模式、1种空冷模式)。
表1 热轧带钢层流冷却策略表 前段冷却模式 后段冷却模式 空冷模式 SP 1 SP 2 SP 3 SP 4 SP 5 SP 6 SP 7 SP 8 SP 9 1111 1110 1010 1000 1111 1110 1010 1000 0000 1111 1011 1010 0010 1111 1011 1010 0010 0000
对于适合前段冷却的钢种: 如延展性较好的硬质材或者无间隙原子钢,我们就可以根据对奥氏体的组织状态、对奥氏体晶粒的抑制程度、对形变而引起的位错或降低相变温度的相关要求,有针对性地采用相应的前部冷却策略。同样,对于适合后段冷却的钢种: 如用于深加工的软质材、冷轧产品,我们也可以根据对铁素体、轧后二相粒子析出的相关要求, 有针对性地采用相应的后部冷却策略。程序的设计上也有相当好的延伸性, 对于轧制多相钢、C—Mn钢和相变诱导塑性钢等其它钢种, 都有在策略实现上的可能。这样完善的冷却策略很好地满足了不同规格、不同钢种和不同性能要求的产品冷却的要求。 2.2全新的双调节段温度前馈控制方式 国内大部分钢铁企业在层流冷却控制上采取的是温度前馈加温度反馈的控制方式。前馈控制即精轧机末机架抛钢后, 在带钢进入冷却区域前, 系统根据实测的带钢终轧出口温度、速度、厚度和冷却速率等边界条件计算出所需的冷却水分布, 当该段穿过热输出辊道时,动态地控制阀门的开关,以便得到其在前馈控制计算的所需冷却状
态。为了提高控制精度,常规控制系统的设计中引入反馈控制,以弥补前馈控制的不足。在带钢段到达卷取区高温计处时,根据实际落到带钢上的水量来计算温度变化,利用测量的卷取温度和预报的卷取温度的差别确认和修正参数,这就是系统的反馈补偿。这样的做法始终解决不了反馈的“时滞性”, 在施加反馈控制时,此段及其后相当长的带钢控制已经过了冷却区域。并且带来精调区集管的开或关误动作,使得实测的卷取温度在目标卷取温度附近振荡发散,保证不了同板温差处于目标范围内。 为了克服这个问题, 新的控制理念引入了双调节段的温度前馈控制新方式。 在粗调段和精调段中间,设置高温计PRY07, 整个控制对象也就完全地跟随工艺的区域设置, 一分为二。 用精轧出口高温计PRY06的测量值来控制粗调段的冷却, 使带钢在经过中间段前就已经消化掉了终轧出口温度、速度、厚度波动带来的影响, 得到一个较为稳定的目标中间温度; 用中间段高温计PRY07的测量值来控制精调段的冷却, 由于是在一个比较稳定的温度基础上进行微量调整, 而且相对于·38· 钢 铁 技 术 2008年第3期
粗调段, 是个较短的工艺流程,控制结果就非常理想了。这种双调节段的温度前馈控制新方式彻底规避了反馈控制的“时滞性”和超调。 从质量数据报表分析得出, 这种双调节段的温度前馈辅以速度反馈的控制方式, 效果十分显著, 是一种值得推广的控制方式。
2.3精确的冷却喷水组态跟踪 前馈控制虽然计算出了样本所需要的喷水组态,即带钢层流冷却温度控制的静态模型,但要实现运动带钢的温度控制必须引入组态跟踪控制。 ·建立了基于Time Window校验下可靠的带钢头尾跟踪。
GetIf valves are GetGetIf VIf valves are GetFlag_offk (actualSwitchpoint)
notyetallopenk+1 andxk+1m=k-nonkPyrobvxPoshlτ⋅+−−=+1offFlagonFlag__⋅offFlagonFlag__⋅Tiin Striptemperaturebufferwheredi-1 < l < diSetpointcalculation(1):k+1shouldbeopen, Flag_on= 1Flag_on= 0Flag_off= 0notyetallclosed
Getxk
m=k-n
offkPyrobvxPoshlτ⋅+−−=
Tiin Striptemperaturebufferwheredi-1 < l < di
Setpointcalculation(2):If Vkshouldbeclosed, = 1
k = k + 1k = k -1k = k k = k offFlagonFlag__⋅offFlagonFlag__⋅
Every100 ms
图2 双调节段温度修正示意图 2008年第3期 钢 铁 技 术 ·39· ·选择了相对于定长模式更为稳定的定时分段模式, 对带钢进行微段控制; 建立由带钢头尾位置和加权温度组成的Temperature Buffer, 方便了前馈控制下相应目标段温度的指针式查找。 ·在层流冷却的喷水延时间的构成合理分析基础上, 对目标阀门作了位置修正。样本跟踪的长度分析, 也保证了升速轧制和降速轧制下微段跟踪的准确性。 2.4短期长期相结合的自学习模式 控制上作了带钢内部参数的自适应,以及相似规格、厚度、尺寸和冷却策略的卷对卷的自适应。对应于不同批次以及系统的长期偏差趋势,产品规格参数也相应进行适应。基于被测量的带钢温度,长期和短期适应结果的调整,使之自动跟踪过程状态的变化,从而减少了过程状态变化所带来的误差。 ·基于统计意义上的阀门敏感系数的修正,规避了目标阀门开闭的盲目性。 ·温度斜率、速度斜率的动态更新使温度的偏差计算更为精确。 ·模型自身偏差的补偿、无张力下的温度修正,有效抑制了带钢头尾温度的振荡。 3 应用效果 两条新的热连轧层流冷却控制系统投用一年多来,设备运行可靠、冷却效果稳定。 1)通过对产品最终相组成、铁素体晶粒大小 和力学性能进行的抽样表明,较好地抑制奥氏体晶粒的再结晶和晶粒长大,控制好了相变后的微观组织及形态,具有较好的力学性能。 2)对2.0~15.0 mm之间各种规格带钢的卷取温度统计分析显示:厚2.0~7.5 mm的带钢,全长的97%可达到目标温度的±12℃ 之内;厚8.0~15.0 mm的带钢,全长的96.8%可达到目标温度的±20℃ 之内。 3)对品种规格范围适应面广,变规格后系统自学习效果理想,收敛性很好。 4)温度前馈、分段控制效果明显,对厚度、终轧温度及速度等边界条件的改变响应及时准确。
参考文献 1 王笑波,王仲初, 柴天佑.中厚板轧后控制冷却技术的发展及现状[J].轧钢, 2000.17(3):44~4 2 Tundermann J.H.Development of In783 Alloy,A Low ThermalExpansion,Crack Growth Resistant Superalloy[J].ActaMetallurgicaSinical,1996,(12):503~507 3 彭良贵, 于 明,王昭东等 .热轧带钢层流冷却数学模型评述[J].轧钢,2003,(12) 4 王笑波 .板带层流冷却过程控制方法[J].中南工业大学学报, 2003,34(4):390~393
(收稿日期:2007-11-22)
~·~·~·~·~·~·~·~·~·~·~·~·~·~·~·~·~·~·~·~·~·~·~ (接第35页) 炉系统的改造中,每次改造都给该厂带来新的变化,自动化水平越来越高。在结束该厂加热炉所有改造设计之时,谨以此文对设计作一个总结,
愿本钢加热炉改造全面完成时,她的面貌更好,生产管理水平更先进!
(收稿日期:2008-01-25)