控制冷却技术在中厚板生产中的应用
- 格式:pdf
- 大小:280.70 KB
- 文档页数:2
中厚板轧制中间冷却过程控制模型研究与应用的开题报告1. 研究背景中厚板是一种重要的钢材产品,在船舶、桥梁、建筑等领域得到广泛应用。
中厚板的轧制过程中,中间冷却过程对最终的产品性能有重要影响。
因此,对中厚板轧制中间冷却过程进行控制,能够有效提高产品的质量和产量,降低生产成本。
2. 研究目的本文旨在研究中厚板轧制中间冷却过程控制模型,通过建立数学模型和开展仿真分析,探索中间冷却过程中的温度、应力、变形等因素对产品质量的影响规律,为工业生产提供参考和指导。
3. 研究内容(1)中厚板轧制中间冷却过程控制现状及存在问题的分析;(2)中厚板轧制中间冷却过程数学模型的建立;(3)模型参数的确定和优化;(4)数值模拟及实验验证;(5)模型应用于工业生产并实现控制。
4. 研究方法(1)参考国内外文献资料并进行文献综述;(2)根据已有研究成果,建立控制模型;(3)利用实验数据进行模型的参数优化;(4)采用数值仿真方法,验证模型的准确性和有效性;(5)将模型应用于工业生产,并对实际效果进行评估。
5. 研究意义(1)为中厚板轧制中间冷却过程控制提供一种新的方法;(2)为工业制造提高质量、产量、降低成本提供技术支持;(3)丰富相关学科领域的研究内容;(4)为相关企业提供技术支持和指导,增强其在市场竞争中的竞争力。
6. 预期成果(1)建立中厚板轧制中间冷却过程控制数学模型;(2)确定模型参数;(3)通过数值模拟验证模型的有效性;(4)将模型应用于工业生产,并实现控制。
7. 研究进展目前,对中厚板轧制中间冷却过程控制模型的研究还处于初级阶段,国内外尚未有较为系统和成熟的研究成果。
我们将在充分文献综述的基础上,利用实验数据和数值仿真进行模型的建立和验证,并预计在六个月内完成中期报告,一年内完成论文的撰写和答辩。
中厚板控制冷却技术研究作者:刘辉来源:《商品与质量·学术观察》2014年第01期摘要:控制冷却是提高中厚板产品性能和附加值的重要手段。
它能简化生产工艺并提高生产效率,节约能源及昂贵合金元素,并有很大的经济效益。
本文就控制冷却技术的现状、控制冷却的作用、影响冷却质量的主要因素以及控制冷却技术在应用中需解决的几个问题四方面进行阐述。
关键词:中厚板控制冷却因素1、控制冷却技术的现状中厚钢板大约有 200 年的生产历史,它是国家工业化进程和发展中不可缺少的钢铁品种,被广泛用于大直径输送管、压力容器、锅炉、桥梁、海洋平台、各类舰艇、坦克装甲、车辆、建筑构件、机器结构等领域。
世界钢铁工业的发展历程表明,中厚板的生产水平及材料所具有的水平也是国家钢铁工业及钢铁材料水平的一个重要标志。
随着我国经济的快速增长,中厚板的市场需求将越来越大,同时市场竞争也将越来越激烈。
各中厚板厂家为了提高产品竞争力,纷纷采用新的设备或者新的控轧控冷工艺来提高中厚板的综合性能。
控制轧制和控制冷却工艺(CRC)是现代钢铁工业最大的技术成就之一。
对于一些钢材,控轧控冷后不必实施常规轧制的轧后热处理工艺,从而简化了生产工艺,提高了生产效率,并且可以节约能源,省去昂贵的合金元素,具有很大的社会效益和经济效益。
随着用户对中厚板质量和性能的要求越来越高,控制轧制和控制冷却新工艺逐渐应用于中厚板生产领域。
控制冷却是中厚板生产中提高产品质量、开发高附加值产品的最重要的手段。
但是我国有些钢厂的控制冷却装置使用效果并不理想,有的甚至基本不用,成为一种摆设。
不少厂家采用的是简易喷淋冷却装置及用控温轧制来替代控制轧制。
而控轧控冷技术在日本应用率达 70%以上。
国内许多中厚板厂只是引进国外的控轧控冷设备,对国外工艺技术消化不彻底,没有充分发挥出控轧控冷技术的潜力。
近几年,各中厚板厂在残酷的市场竞争中充分认识到控制冷却的优越性,相继安装了控制冷却设备,同时积极开发冷却控制系统。
单机架轧机控轧控冷生产中厚板的节能工艺摘要:轧机控轧主要的目的就是在热轧的条件下生产出一些比较好的钢材,韧性不仅仅要好,强度也要高。
对轧机控轧的方法主要就是有两种。
轧机控轧的主要作用就是要细化铁素的晶粒,提高钢材的硬度和韧性,对其不良的地方要不断的改善。
若是想要单机架的后板提高就一定要对轧机控轧进行控制,因为轧机控轧会对后板轧机的产量有很大的影响,并且对双机架也有一定的影响。
为了提高轧机控轧的产量,主要就是采用交叉轧制,能够缩短中间的冷却的时间和控制冷却等等措施,另外还有综合加热等等方面控制节能。
由此可见对钢板建设最有用的措施控轧控冷的工艺。
本文主要就针对单机架轧机控轧控冷生产中厚板的节能工艺进行了探讨,以供参考。
关键词:单机架轧机控轧控冷生产节能工艺由于人们对控制轧制和控制冷却的机理认识在不断的深化,并且经济的水平也在不断的提高,现代化的生产水平和检验手段越来越高超,使其控制轧制和控制冷却的技术也被要求不断在完善。
主要就是被应用于钢材的生产中,特别是在中厚板的生产中是最为普遍的。
在日常的生产中就会发现,轧机控轧对轧机的产量影响是比较大的,在目前很多的国家中,在对中厚板的生产过程中都是去开发比较适合自己家生产的轧制方案,在轧制的过程中最好在配合上冷却的装置,更加完美,使得产品能够更加的强韧,并且并没有比较高的成本损耗,又提高竞争的能力。
控轧控冷在不断的被完善和发展,另外在加上一些现代化的技术和手段不仅仅能够生产出低碳的钢,并且还能够生产出含有合金元素的高强度的钢。
并且这些设备配合使用,还能够生产出高碳钢和合金钢。
这些钢能够广泛的应用于板材和带材的生产,还能够用于棒材和型材等等型号材料的生产。
还能够用于生产铁素体珠光体钢,还能够生产低碳贝氏体钢。
1 控轧控冷的相关作用控轧控冷的技术首先就是要在后板的生产中得到广泛的应用,控轧控冷的技术生产的中厚板,也能够用来制造石油、天然气输送关心和采油的平台等等,还有一些桥梁、船舶和具有压力的容器等等一些大型工程的设备。
控轧控冷技术在钢材生产中的应用马明珍(辽宁科技大学,材料成型及控制工程)[摘要]:钢材生产的控制轧制、控制冷却及其相结合的TMCP 技术是改善组织和力学性能的重要手段。
控制轧制用于控制奥氏体晶粒大小和形态,控制冷却用于控制相变组织类型,促进了细化晶粒和相变强化。
本文简述了控制轧制和控制冷却在管线材成产、中厚板生产、棒线材生产中的应用。
分析了目前国内TMCP的现状以及发展前景及趋势。
[关键词]:控制轧制;控制冷却;组织;管线材;中厚板;棒线材Application of controlled rolling and controlled cooling in steel production(Institute of equipment manufacturing of Liaoning Technology School,Yingkou,1233010109)Abstract:Medium plate production of controlled rolling and controlled cooling and TMCP of combining technology is important means to improve organization and mechanical properties. Control is used to control the austenite grain size and shape of rolling, controlled cooling is used to control the phase transition of tissue types, promoted the refine the grain size and phase transformation strengthening. This article has summarized the controlled rolling and controlled cooling in the plate to produce, the application of the wire rod, tube, wire production. Analysis of the current domestic status quo and the development prospect and trend of TMCP.Key Words:Controlled rolling; Controlled cooling; Organization; The thick plate; Tube wire; Rod wire1.引言:21世纪80年代以来,高速线材的轧制速度己突破100m/s,由于轧制速度的提高,导致轧件的温升增加,使终轧温度高于1000℃,线材成品表面的氧化铁皮增多、晶粒粗大、钢材的显微组织和机械性能极不均匀。

目前在中厚钢板的生产中控轧控冷(TMCP)工艺已普遍应用,并在管线钢、高强度结构钢、海洋平台用钢、造船板等的生产中发扬了积极作用,大大提高了钢板的综合性能,节约了贵重的合金元素。
然而,TMCP处理的钢板性能离散度较大,而且一些钢种要求特别苛刻的临界轧制。
因此,关于生产厚规格、高性能钢板,尤其是要求性能均匀性比立高的锅炉压力容器钢板、桥梁钢板、高层建筑钢板、Z向钢板等,传统的离线热处理方式仍然是难以替代的。
因此一个定位于生产高性能品种钢为主的中厚板厂,建设一条现代化的中厚板热处理生产线,是在设计之初就必须考虑的咨询题。
建设热处理工序应统筹考虑的咨询题1对炼钢、轧钢工序设备的要求中厚板轧后热处理炉是生产高技术含量、高附加值产品不可缺少的要紧设备,因此应定位在生产“双高〞产品,要求钢质纯洁、有害元素和夹杂物含量低,板坯厚度要满足一定的压缩比,配备有控轧控冷设施等。
这就要求前面的炼钢和轧钢工序具备生产“双高〞产品的条件,如炼钢工序要配备有铁水预处理设施、大吨位的顶底复吹转炉或高功率电炉、LF/VD/RH等炉外精炼设施、直弧形大板坯连铸机等,轧钢工序要配备有高刚度强力轧机、ACC(DQ)、强力矫直机等。
2对轧钢厂的场地要求在建设中厚板厂时,要考虑精整的能力足够大,也确实是根基后面剪切、冷床等的能力要大于前面轧钢能力,以便于充分发扬轧机的潜能。
同样要是一个中厚板厂定位于生产高技术含量、高附加值产品时,就要考虑厂房后部工序要留有充分的火焰切割、探伤、热处理生产线的场地。
因为关于需要热处理的钢板来讲,一般40mm以上的厚规格钢板受剪切能力限制,需要火焰切割,而且热处理的钢种许多要求逐张探伤。
因此,在厂房设计时要留有足够的场地,否那么将严重制约生产能力的发扬。
探伤一般可安排在热处理之前,如此探伤不合可直截了当改判以节约热处理费用,但正火通过再结晶细化均匀组织,关于某些微小的探伤缺陷有改善作用,尤其是合金含量较高的钢种。
中厚钢板的生产中控轧控冷工艺引言中厚钢板是一种常用的钢材产品,广泛应用于建筑、制造业等领域。
在中厚钢板的生产过程中,控制轧控冷工艺对于产品质量至关重要。
本文将介绍中厚钢板的生产中控轧控冷工艺,并详细说明其中的关键步骤和注意事项。
轧制工艺中厚钢板的轧制工艺包括粗轧和精轧两个阶段。
粗轧粗轧是将原始钢坯进行初步塑性变形的阶段。
粗轧的目标是将钢坯变形成中间产物,称为中间轧件。
在粗轧过程中,通常采用辊道传动和液压装置来实现钢坯的塑性变形。
粗轧的主要参数包括轧制温度、轧制速度和轧制压力。
在中厚钢板的粗轧过程中,通常采用温度控制的方式来保证轧制温度在适宜的范围内。
轧制温度过高会导致钢板变形过快和质量下降,而轧制温度过低则会增加轧制能力和能耗。
因此,在粗轧过程中,需要根据具体情况控制轧制温度。
粗轧的轧制速度和轧制压力也是影响产品质量的重要因素。
过高的轧制速度会导致轧件表面质量下降,过低的轧制速度则会降低生产效率。
轧制压力的大小会直接影响轧制力和轧制间隙,从而影响钢坯的变形能力和成形质量。
因此,在粗轧阶段,需要合理控制轧制速度和轧制压力。
精轧精轧是将中间轧件进行细致加工的阶段。
在精轧过程中,主要采用辊道传动和液压装置来实现钢板的塑性变形。
精轧的主要参数包括轧制温度、轧制速度、轧制压力和轧制间隙。
与粗轧类似,精轧的轧制温度需要控制在适宜的范围内。
轧制速度和轧制压力的控制也是影响产品质量的关键因素。
在精轧过程中,需要根据具体产品的要求和实际情况,合理调整轧制速度和轧制压力,以保证产品的成形质量和表面质量。
冷工艺冷工艺是中厚钢板生产过程中的关键环节。
冷工艺主要包括冷卷和退火两个阶段。
冷卷冷卷是将轧制后的钢板进行冷加工的过程。
冷卷的目标是提高钢板的强度和硬度,并改善其机械性能。
在冷卷过程中,通常采用冷卷机进行操作,通过调整卷取张力和卷取速度来实现钢板的冷加工。
冷卷的主要参数包括冷卷张力、冷卷速度和冷卷厚度。
冷卷张力的大小对钢板的机械性能和表面质量有着重要影响。
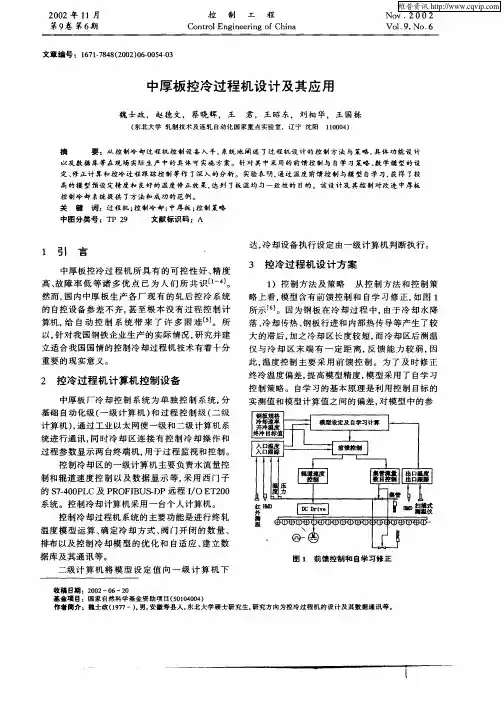
控制冷却技术在中厚板生产中的应用发表时间:2019-07-17T16:20:35.447Z 来源:《基层建设》2019年第12期作者:吕斌[导读] 摘要:中厚板生产的控制轧制、控制冷却及其相结合的TMCP技术是改善组织和力学性能的重要手段。
新疆八一钢铁股份有限公司摘要:中厚板生产的控制轧制、控制冷却及其相结合的TMCP技术是改善组织和力学性能的重要手段。
控制轧制用于控制奥氏体晶粒大小和形态,新发展了中间冷却(IC)、驰豫-析出控制(RPC)和高温终轧(HTP)等奥氏体晶粒控制方法;控制冷却用于控制相变组织类型,促进了细化晶粒和相变强化,先后开发了直接淬火(DQ)、间断直接淬火(IDQ)、在线热处理(HOP)和直接淬火-分配(DQP)等新技术。
介绍了其基本原理、特点和对钢板组织和力学性能的控制效果。
分析了各种TMCP新技术的发展路径,以及通过TMCP降低生产成本、提高企业经济效率中的优势及存在的问题。
关键词:中厚板;控制轧制;控制冷却;组织;力学性能;成本1、前言近儿年来,由于国内中厚板生产能力的不断扩大,受国际金融危机和后金融危机影响导致钢材消费市场滞涨,原料成本不断增加,中厚板生产厂的利润空问不断被压缩。
冶金企业如何在这一轮经济调整中,实现产品转型、技术升级和成本控制成了决定企业经营效益的关键。
2、控制轧制技术经过多年的建设,国内很多中厚板生产厂具备了一定技术装备优势、产品和技术的研发能力,根据市场需求和技术装备特点,确立白己的产品战略定位。
但是,由于技术和产品的趋同日益明显,现在已经很难找到大批量的、独家生产的短线、高附加值的产品。
中厚板生产企业开始在不断挖掘成本潜力、精细化生产上投入力量,力求提高效益,摆脱目前企业的困境。
这种经营思维的转变是从粗放管理向精细化管理迈出的重要步伐。
本文就控制轧制和控制冷却技术的发展轨迹做出简单的阐述,认识新材料、新工艺、新装备在提高产品性能、降低生产成本中的作用,给国内中厚板技术开发进步提供参考。
研究表明:在奥氏体再结晶温度区问,增加变形量可以细化再结晶奥氏体晶粒,过渡增加变形量,再结晶奥氏体晶粒细化趋势减弱,如图1所示[fll。
微合金元素对再结晶温度的影响规律在没有被发现之前,碳钢或碳一锰钢控制轧制的基本手段是“低温大压下”,即是在接近奥氏体向铁素体相变温度上进行变形,主要原因是没有微合金元素的影响,钢的奥氏体再结晶温度和相变温度接近,低温大变形可以保证奥氏体的再结晶细小,阻止奥氏体晶粒的长大。
如果实现未再结晶控轧和两相区控轧,就需要更低的温度。
而在未再结晶区变形不需要“低温大压下”,通过多道次的累积变形可以达到同样的效果,同样可以增加奥氏体内部储存的变形能,提高奥氏体“硬化”程度。
微合金元素(如Ti,Nb,Al,Zr、V)可以提高奥氏体的再结晶温度,使奥氏体在比较高的温度仍处于未再结晶区,因而可以实现在奥氏体未再结晶区的多道次的累积大变形量。
添加更多Nb实现控制轧制的HTP工艺,就是利用高Nb对未再结晶区温度的进一步提高,达到提高终轧温度,降低轧制负荷的控轧工艺。
当然,HTP工艺中添加的高Nb,其高温析出对未再结晶控轧产生影响的只占添加量的极少部分,大部分Nb是起到固溶强化作用。
另外,微合金元素的析出物还可以阻止再结晶奥氏体晶粒的长大,加强控制轧制细化晶粒的效果如图2所示。
中厚板的控制轧制技术除了HTP技术以外,新技术还包括:中问坯冷却技术(IC[#]和驰豫一析出一控制技术(RPC)技术,为奥氏体组织控制、析出控制、冷却相变组织创造了条件。
3、控制冷却技术板带钢轧后冷却技术的发展经历了不断的技术更新。
从控制冷却技术的发展来看,主要集中在提高冷却速度(冷却效率)、温度均匀性、设备可靠性、提高组织均匀性、控冷板形平直度等儿个方面做出努力,如图3所示。
按照冷却技术特点可以将板带的冷却技术划分为3代第1代1980's:以喷淋冷却为代表的冷却技术,冷却水流密度小(小于300 L/(mimmz)喷水压力在0.20^-0.50 MPa为主,倾斜喷射或垂直喷射。
第2代(1980's}:以1980's年代以后出现的层流喷射(Laminar jet)冷却技术,如日本住友金属DAC(Dynamic Accelerated Cooling)采用水幕冷却,日本JFE的OLAC(On-LineAccelerated Cooling)采用柱状层流。
其冷却水流密度在380-700 L/(mimmz),冷却水压力不高,但是动量较大,可以击破钢板表面残水膜,获得较强的冷却效果。
1990's年代后,以改进型层流喷射(Modified laminar jet)冷却技术为主。
气一水混合冷却(气雾冷却)也是这一时代的产物,如CLECIM公司的ADCO C Adjustable DynamicCooling)技术。
第3代(2000's}:白2000's年代以来,强化冷却(Intensive Cooling)技术逐步得到开发与应用。
代表性的是欧洲开发的UFC C Ultra FastCooling、V AI的MULPIC技术,JFE公司的Super-OLAC} NSC开发的IC(Intensive Cooling)技术,POSCO开发的HDC C High DensityCooling。
特征是:提高供水压力、流速、水流密度来,抑制冷却过程中的过渡沸腾和膜沸腾,尽可能实现核沸腾,提高换热效率,水流密度多在1800-3400 L/(mimmz)。
这种冷却方式多用在加速冷却装置的前部(或称DQ段),很少单独使用。
对照国内外儿种DQ设备,发现冷却速度相近,接近冷却速度物理极限。
钢板的冷却效率可以通过上述多种方法实现,但是理论研究表明:中厚板的冷却速率不完全取决于外界的冷却条件,更重要的是材料的导热特性一导热系数决定,如图5 Cb)所示。
因此,应根据产品的厚度规格来在选择采用何种冷却方4 TMCP技术及其发展TMCP技术是在控制轧制技术或热机械处理工艺(TMP-Thermo-Mechanical Processing)技术基础上开发出来的。
1977年在美国举行的“微合金化”大会上,日本的研究者Kozasu提出了TMCP理论至1988年陆续得以完善。
TMCP就是将控制轧制和轧后加速冷却技术结合的工艺,也是日本的专利技术。
这种工艺极把奥氏体晶粒细化、加工硬化和相变结合,极大加强细化晶粒的效果,并把铁素体一珠光体相变扩展到铁素体一贝氏体相变,提高钢材的性能。
1979年川崎制钢公司开发出在中厚板线加速冷却工艺(On-line accelerated cooling process)作为TMCP技术标志性的应用。
日本和欧洲的钢铁企业在同期也纷纷开发了不同形式的冷却装置,用TMCP生产晶粒细化钢板,以降低生产成本、降低钢的碳含量、改善钢的焊接性能。
新的冷却装置由于冷却速度很高,使直接淬火(DQ)成为可能,DQ工艺将TMCP进一步延仲因此,因此TMCP工艺也包括了DQ工艺。
近年来,有学者提出以超快速冷却为核心的新一代TMCP技术(NG-TMCP或UFC-TMCP技术),其要点是:在现代的高温轧制提供加工硬化奥氏体的基础上,以超快速冷却为核心,对轧后硬化奥氏体进行超快速冷却,并在动态相变点终止冷却,随后进行冷却路径控制。
TMCP白提出之初,其控制冷却已经包含了冷却路径的控制,满足不同组织的控制需要。
早在20年前带钢控制策略中,冷却路径控制思想就在热轧DP钢、硅钢、汽车用钢中得到应用。
冷却路径控制是根据钢种的性能和组织要求,在冷却过程中根据钢的相变特性和设备能力状况所做出的冷却方式选择。
钢材的不同性能与组织要求、不同的成分设计,其冷却路径各异。
在中厚板生产中,通过冷却速度和终冷温度控制来实现的路径控制。
因此,要求冷却设备具备生产钢种所需的冷却速度调节范围。
例如:铁素体一珠光体(F+P)钢采用IAC工艺,冷却速度较低,终冷温度多在600℃以上,典型钢种如低合金钢、EH36以下船用钢板、X60以下管线钢;而针状铁素体AF铁素体贝氏体FB)或贝氏体钢CB),采用IDQ工艺,冷却速度较低,终冷温度多在320-600℃之问、冷却速度较高,典型钢种如X65-X120管线钢、Q460-Q785级别高强度工程机械用钢、高强度容器板等;对于马氏体(M)或回火马氏体钢C M'采用DQ工艺,以最高的冷却速度冷却到畴温度以下,典型的如耐磨钢、Q785级以上高强/超高强度钢等。
TMCP生产时可以高温终轧降低轧制能耗、提高生产效率,其优点十分突出。
但是,在再结晶区高温终轧,其“硬化”是不可能被快速冷却“冻结”,因为再结晶早已消除了加工硬化,再结晶的奥氏体晶粒度也只有8级左右;而未再结晶区轧制过程中,奥氏体晶粒被压扁,在厚度尺4、结束语控制轧制与控制冷却技术及其结合形成的TMCP工艺在控制高温奥氏体组织和低温相变组织中的作用突出,是改善中厚板力学性能的重要手段。
采用TMCP基础上开发出来的DQ,IDQ,HOP,DQP等在线热处理新技术,在生产高强度钢时可以部分替代离线QT技术,缩短流程、降低能耗,提升经济效益。
参考文献:[1]陈小林. 超快冷条件下中厚板温度均匀性的研究及应用[D].东北大学,2014.[2]王根矶. 节约型中厚板减量化轧制工艺与成材率研究[D].东北大学,2012.[3]霍文丰. LP板冷却特点及控制策略研究与应用[D].东北大学,2012.[4]余伟,唐荻,蔡庆伍,刘涛,何春雨.控轧控冷技术发展及在中厚板生产中的应用[J].钢铁研究学报,2011,23(S1):82-90.[5]余伟. 控轧控冷技术发展及在中厚板生产中的应用[A]. 中国金属学会轧钢分会中厚板学术委员会.2011年全国中厚板生产技术交流会论文集[C].中国金属学会轧钢分会中厚板学术委员会:中国金属学会,2011:9.[6]赵小龙. 中厚板层流冷却系统分析及数学模型的优化[D].西安建筑科技大学,2011.。