独山子石化乙烯厂走上低碳循环发展新路
- 格式:pdf
- 大小:66.90 KB
- 文档页数:1

聚烯烃国产化开拓,独⼭⼦⽯化茂⾦属聚⼄烯领跑国内!中国⽯油在役⼄烯装置共12套,合计年产能591万吨。
独⼭⼦⽯化是中⽯油旗下唯⼀百万吨⼄烯装置,新区⼄烯燃动能耗495.15千克标油/吨,保持全国第⼀。
近两年,独⼭⼦⽯化⼤⼒推⾏“低成本、差别化、树品牌、⾼端化”的化⼯产品竞争策略,其PE装置技术采⽤美国Univation公司Unipol技术,为全密度装置,企业已经具备HPR、EZP两个系列4种茂⾦属膜产品⽣产能⼒,其中EZP系列填补国内空⽩,领跑国内发展。
2015年11⽉12⽇,独⼭⼦⽯化公司成功⽣产⾼标号茂⾦属聚⼄烯EZP2010HA产品,⽬前已先后⽣产1.5万吨。
2017年7⽉,公司⼜成功试产出HPR1018HA、HPR3518CB、EZP2005HH三种新产品,具备37吨/⼩时⽣产能⼒。
7⽉20⽇,HPR3518CB产品在华南⽚区已经完成缠绕膜加⼯应⽤试验,⽤户认为薄膜制品晶点、拉伸强度和产品加⼯性能与埃克森产品相当。
另,重包膜HPR1018HA具有较⼤的市场需求。
(图为:独⼭⼦⽯化HPR1018HA)茂⾦属线型低密度聚⼄烯(m-LLDPE)特点有:窄分⼦量分布、组分的均⼀性和⾮常低的催化剂残留和可抽提物,相⽐常规LLDPE具有更好的⼒学和光学性能,如韧性、拉伸强度、冲击强度和耐刺穿性等⽅⾯都有很⼤提⾼。
与普通的聚⼄烯相⽐,茂⾦属聚⼄烯具有很好的透明性、很⾼的光泽度、雾度会降低、更好的质感、延展性。
在产品性能上,⾼强度茂⾦属聚⼄烯拉伸断裂强度、拉伸屈服强度等⽐传统LLDPE⾼80%以上。
随着催化剂及⼯艺技术的进步,茂⾦属中密度、⾼密度聚⼄烯在中空、滚塑、注塑和管道领域的应⽤近年出现逐步上升的趋势。
⽬前,国内PE-mLLD市场主要由国外公司⼏家⼤型化⼯企业供应。
主要包括ExxonMobile公司、Dow化学、⽇本三井公司、Borealis公司、Chevron Phillips公司、Total⽯化公司等,其中埃克森美孚和陶⽒是最⼤的供应商。
★ 石油化工安全环保技术 ★中国石油独山子石化分公司乙烯厂储运联合车间下辖原料装置、销售装置、常全压装置、液体储运装置和固体包装装置,装置特点是化工原料和各类化工产品的收付和中转,确保生产车间原料和溶剂的稳定供应并对上、下游装置的产能偏差进行缓冲调控,确保全厂生产运行的大平衡运转。
根据《石油化工储运系统罐区设计规范》(SH/T 3007—2014)[1]中4.2.5的规定:储存沸点≥45 ℃或在37.8 ℃时饱和蒸汽压不大于88 kPa (G )的甲B 、乙A 类液体,应选用浮顶储罐或内浮顶储罐;其他甲B 、乙A 类液体化工品有特殊储存需要时,可以选用固定顶储罐、低压储罐和容量≤100 m 3的卧式储罐。
但应采取下列措施之一:1)设置氮气或其他惰性气体密封保护系统,密封收集处理罐内排出的气体;2)设置氮气或其他惰性气体密封保护系统,控制储存温度低于液体闪点5 ℃及以下。
同时根据《石油化学工业污染物排放标准》(GB 31571—2015)[2]中5.2.3的规定:储存真实蒸汽压≥5.2~27.6 kPa (G )的设计容积≥150 m 3的挥发性有机液体储罐,以及储存真实蒸汽压≥27.6~76.6 kPa 的设计容积≥75 m 3的挥发性有机液体储罐应符合下列规定之一:1)采用内浮顶罐,内浮顶罐的浮盘与罐壁之间应采用液体镶嵌式、机械式鞋形、双封式等高效密封形式;2)采用外浮顶罐,外浮顶罐的浮盘与罐壁之间应采用双封式密封,且初级密封采用液体镶嵌式、机械式鞋形等高效密封方式;3)采用固定顶罐,应安装密闭排气系统至有机废气回收或处理装置,装置周界需控制VOCs ≤4 mg/m 3。
针对以上规范要求,乙烯厂储运联合车间对原料装置、销售装置、常全压装置、液体储运装置的内浮顶储罐的呼吸阀、紧急泄压人孔、泡沫玻璃等安全附件进行更新并定期检测;储罐外壁粉刷防晒涂料、罐内温度降低5℃左右,有效降低运行过程中的大、小呼吸量和挂壁损失;经过全厂物料平衡,停用部分不达标的储罐;运行储罐采用抽吸、焚烧的方式,已减缓储罐有机气体在中午高温时段从呼吸阀排出或逸散的流量,确保VOCs 和异味双达标,以符合新疆执行大气污染物特别排放限值的相关规范要求。
石油化工行业低碳发展研究石油化工行业是世界经济最重要的基础产业之一,它具有举足轻重的地位。
然而,石油化工行业由于过度依赖化石能源,导致大气污染和全球变暖问题,呈现出高碳排放的特征,其对环境的负面影响越来越明显。
同时,随着全球气候危机的日益加剧和社会各界绿色发展的呼声不断高涨,石油化工企业必须积极应对,探索低碳发展的新路径。
一、低碳发展的现状在全球范围内,石油化工企业正加紧推进低碳发展。
如雪佛龙等企业采用可再生能源,构建低碳的生产发展模式。
同时,一些企业在改善生产能源结构的同时,采取措施优化生产过程,降低GHG 排放。
我国石油化工企业早在“十二五”规划时期就明确提出了低碳发展的战略。
这一过程的核心是提高能源资源利用效率,降低单位GDP 能耗和单位产品能耗,不断挖掘生产节能潜力。
2013 年,国家能源战略研究所发布了《中国石油和化学产业碳排放与减排研究报告》,对中国石油化工行业碳排放量进行了全面测算和分析,提出了针对性的减排措施和建议。
二、低碳发展的挑战石油化工行业低碳发展的路径任重道远。
首先,石油化工企业生产过程中使用的主要是煤和石油等化石能源,这类能源产生的碳排放量较高,因此企业必须寻找一些新的、更环保、更经济的能源,如生物质能源和太阳能等,以便实现低碳发展目标。
其次,石油化工企业需要重视工艺创新和技术改进。
技术是企业实现低碳发展的关键因素之一,高效、环保的生产技术可以帮助企业降低 GHG 排放,提高资源利用效率,实现生产可持续发展。
石油化工行业仍需要开发更先进、更环保、更节能的生产技术,优化生产流程,精简生产环节,实现生产过程的绿色化。
最后,石油化工企业也需要加强与环境保护部门、社区和消费者的沟通和合作。
只有加强沟通与合作,才能真正意义上走向低碳发展。
三、低碳发展的前景低碳发展已经成为推动石油化工企业可持续发展的核心动力。
目前,随着社会经济环境的不断变化和人们对环境的重视程度越来越高,石油化工企业必须适应时代的变革,加快转型升级,积极探索低碳经济的新模式,建立可持续的绿色生产体系,实现绿色化、智能化、矩阵化的发展。
0.25Mt/a乙烯裂解装置工艺摘要乙烯裂解炉是乙烯生产中的关键设备,其平稳、安全、高效运行对乙烯生产过程具有举足轻重的作用,因此对乙烯裂解炉装置实施工艺条件选择、操作优化具有重要的理论和实际意义。
本设计主要是设计年产25万吨的乙烯装置工艺。
烯烃裂解技术是将较高级烯烃转化为乙烯、丙烯等较低级烯烃的烯烃转换技术。
其工艺以烯烃的热力学平衡为基础,采用一种合适的催化剂(如改性的ZSM-5或其它类型的沸石),把C4和C5等高碳烯烃转换为低碳烯烃(主要为乙烯、丙烯和丁烯)。
低碳烯烃具体组成与原料烯烃的碳数无关,由反应条件和催化剂决定。
通常使用的原料为蒸汽裂解装置的C4和C5馏分、FCC装置的C4馏分和汽油中的C5馏分。
由于原料中的二烯烃易产生结焦,因此应预先将其选择性加氢转化成烯烃。
首先介绍了国内外乙烯工业现状及发展趋势,以及乙烯技术进展。
然后介绍了生产乙烯的各种方法,乙烯工艺流程的简述,尤其是裂解部分,压缩和分离部分进行了详细的叙述。
本设计采用的是管式裂解炉,因此对管式裂解炉进行了详细的叙述。
最后对设备的物料及能量进行了计算,并讨论了本设计的不足。
关键词:发展状况,生产技术,工艺流程,裂解炉1.概述1.1国内外乙烯发展的状况1.1.1世界乙烯产需概况及展望1.1.1.1世界乙烯工业现状2004年世界乙烯生产能力11290万吨,产量10387 万吨,主要集中在欧美发达国家。
乙烯工业随着全球经济形势呈现周期性变化。
1988~1995年乙烯工业处于快速发展时期。
世纪之交,受亚洲金融危机等一系列政治、经济事件的持续影响,乙烯工业增速放缓。
2003年下半年以来,全球经济逐步复苏、中国等发展中国家经济增势强劲,乙烯工业呈现产能趋紧,价格回升,效益上扬的势头。
乙烯工业日趋走向成熟。
欧美等发达国家已进入产业成熟期。
发展中国家正处于集约化经营的产业升级换代时期。
中东等地产油国逐步成为产业发展新兴力量。
乙烯工业规模化、集约化经营日趋明显。
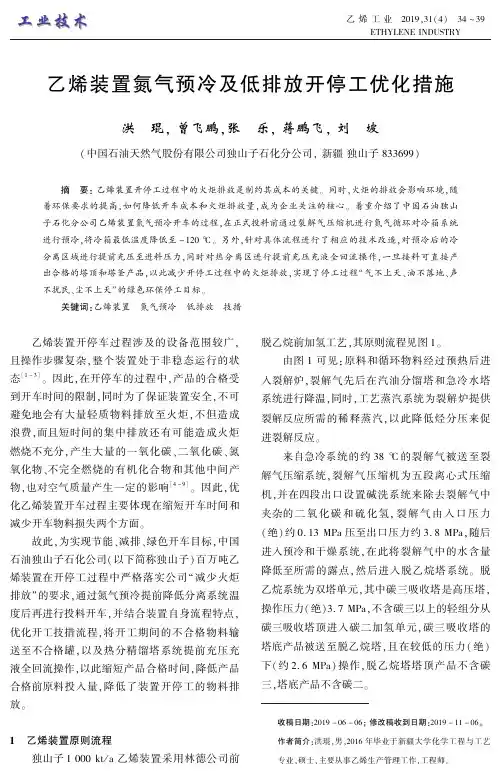
182研究与探索Research and Exploration ·探讨与创新中国设备工程 2018.09 (上)某石化公司乙烯装置在裂解制乙烯的过程中,由于裂解原料中硫含量通常都超过设计值,且裂解炉必须注入二甲基二硫防焦抑制剂,因此从裂解炉出来的裂解气中含有大量的硫化氢和二氧化碳等酸性气体。
乙烯装置配套有碱洗系统,以脱除裂解气的硫化氢和二氧化碳等酸性气体,防止下游催化剂中毒和污染乙烯。
但裂解气在碱洗过程中会产生聚合物,这些聚合物为液体,与空气接触易形成黄色粘稠态,通常被称为黄油,不仅影响碱洗塔的正常运行和碱洗效果,并消耗大量的碱液,大量黄油形成后,还易聚合结垢堵塞塔内分布器及填料,造成堵塔现象,使碱洗塔的运行周期缩短。
另外,含有大量黄油的废碱外排,给下游处理设施的操作带来困难。
1 碱水洗塔及废碱预处理系统的工艺流程来自裂解气压缩机(K-201)三段出口的裂解气,经裂解气压缩机三段出口冷却器(E-205A/B)后进入裂解气压缩机三段排出罐(V-204),经气液分离后,液体返回裂解气压缩机三段吸入罐(V-203),气相经裂解气加热器(E-266)进入碱洗塔(C-203),经碱洗、水洗,脱除硫化氢和二氧化碳等酸性气体,产生的废碱液和黄油将送至废碱预处理和废碱氧化单元做进一步处理,来自碱洗塔的脱酸气体被送至裂解气压缩机四段吸入罐(V-205)进一步压缩。
来自碱洗塔的油状聚合物与废碱分别在液位控制(LIC--12007)和界面液位控制(LIC -12008)下排出,然后合并送至废碱混合器10-L-802,与来自油冷塔回流泵(10-P-105)的洗油混合。
在废碱絮结器(10-V-801)中,洗油与含有碳酸钠、硫化钠及少量为反应的氢氧化钠的废碱分离。
分离出的废碱液送到废碱贮罐51-T-101,经进一步除油后送往大乙烯,分离出其中的烃。
分离出的洗油与工艺水气提塔底来的洗涤水混合,然后进入废汽油絮结器(10-V-802),进行废汽油与洗涤水的分离,分离出的废汽油返回急冷塔(10-C-105),废汽油絮结器中的洗涤水在液位控制下,与碱洗塔的过量洗涤水送至废碱氧化,使用水洗涤废汽油的目的是脱除其中夹带的碱液,以免引起急冷塔的PH 值偏高。
独山子聚乙烯厂
独山子聚乙烯厂位于中国西部的新疆维吾尔自治区,是该地区最大的聚乙烯生产基地之一。
该工厂占地面积广阔,拥有先进的生产设备和技术,以其高质量的产品在市场上享有良好的声誉。
作为独山子地区的重要工业企业,独山子聚乙烯厂对当地经济发展起着积极的推动作用。
工厂在建设过程中注重环保和可持续发展,努力降低生产过程中对环境的影响,同时还积极参与当地社会公益事业,为当地居民提供就业机会,促进当地经济繁荣。
在生产方面,独山子聚乙烯厂采用先进的生产工艺,保证产品的质量稳定可靠。
这里生产的聚乙烯产品被广泛应用于各个领域,包括塑料制品、包装材料、工业管道等。
其产品不仅满足了国内市场的需求,还出口到国际市场,为中国塑料工业的发展做出了重要贡献。
除了生产业务,独山子聚乙烯厂还注重科研创新。
工厂拥有一支专业的研发团队,不断开展技术改进和创新,提升产品质量和生产效率。
同时,工厂还与多家科研机构合作,开展产学研合作项目,推动科技成果转化,助力企业可持续发展。
在未来,独山子聚乙烯厂将继续秉承“质量第一,客户至上”的宗旨,不断提升自身竞争力,努力开拓新的市场领域,推动企业持续健康发展。
同时,工厂将继续加大环保投入,积极履行社会责任,为当地经济繁荣和可持续发展贡献力量。
独山子聚乙烯厂作为新疆地区的龙头企业,将继续发挥引领作用,促进当地工业结构优化升级,为地方经济社会发展注入新动力。
该工厂将继续坚持科技创新和可持续发展的发展理念,不断提升核心竞争力,实现稳步发展,为地区经济发展注入新的活力。
1。
向“绿”前行 为经济社会发展全面绿色转型赋能添彩--石油和化工行业典型企业推进绿色低碳发展观察第一篇范文向“绿”前行 为经济社会发展全面绿色转型赋能添彩——石油和化工行业典型企业推进绿色低碳发展观察随着全球气候变化问题日益严峻,我国政府高度重视绿色发展,提出“绿水青山就是金山银山”的发展理念,推动经济社会发展全面绿色转型。
石油和化工行业作为我国国民经济的重要支柱,正面临着巨大的挑战和机遇。
本文将通过对一些典型企业的观察,探讨石油和化工行业在推进绿色低碳发展方面的实践与探索。
一、典型企业绿色转型实践1. 技术创新推动产业升级石油和化工企业在绿色转型过程中,纷纷加大研发投入,推动技术创新。
例如,中国石油天然气集团公司(简称“中国石油”)在页岩气开发技术上取得重大突破,实现了我国页岩气的商业化开发。
页岩气的开发不仅提高了能源利用效率,还减少了煤炭等传统能源的使用,有利于降低温室气体排放。
2. 清洁生产降低环境污染化工企业通过改进生产工艺,实施清洁生产,降低环境污染。
例如,中国化工集团公司(简称“中国化工”)推进了“零排放”工程,通过对废水、废气、固体废弃物的处理和回收利用,实现了生产过程中的环境友好。
3. 绿色能源替代减少碳排放石油和化工企业还加大绿色能源替代力度,减少碳排放。
例如,中国石油化工集团公司(简称“中国石化”)大力发展太阳能、风能等可再生能源,并在企业内部推广电动汽车,减少化石能源消费。
二、绿色转型面临的挑战与对策1. 投资成本较高绿色转型需要大量资金投入,对于企业来说是一个不小的负担。
然而,随着技术的进步和政策的支持,绿色转型的成本正在逐步降低。
企业应抓住政策机遇,加大绿色投资,实现可持续发展。
2. 技术创新不足虽然我国石油和化工企业在绿色转型方面取得了一定成果,但与发达国家相比,仍存在较大差距。
企业应加强与国际先进企业的技术交流与合作,引进、消化、吸收和创新先进技术,提升自身技术创新能力。

绿色低碳发展下的石油化工行业转型分析在全球气候变化的大背景下,绿色低碳发展已成为当今世界经济发展的重要趋势。
作为能源消耗和碳排放大户的石油化工行业,面临着前所未有的转型压力。
如何在保障能源供应的同时,实现绿色低碳发展,成为了石油化工行业亟待解决的重要问题。
石油化工行业在国民经济中占据着重要地位,其产品广泛应用于工业、农业、交通、国防等各个领域。
然而,石油化工行业也是能源消耗和温室气体排放的重点领域。
传统的石油化工生产过程中,大量的化石能源被消耗,同时排放出大量的二氧化碳、二氧化硫、氮氧化物等污染物,对环境造成了严重的影响。
为了实现绿色低碳发展,石油化工行业需要在多个方面进行转型。
首先,技术创新是关键。
石油化工企业应加大在研发方面的投入,开发和应用更加清洁、高效的生产技术。
例如,通过改进炼油工艺,提高原油的利用率,减少能源消耗和废弃物排放;发展新型的催化技术,提高化学反应的选择性和转化率,降低副产物的生成;研发和推广二氧化碳捕集、利用与封存(CCUS)技术,将生产过程中产生的二氧化碳进行捕集和封存,或者转化为有用的化学品和燃料。
其次,优化能源结构也是重要的举措。
逐步减少对传统化石能源的依赖,增加可再生能源的使用比例。
例如,利用太阳能、风能等可再生能源为工厂提供电力和热能;开展生物质能源的研发和应用,将生物质转化为化工原料或燃料。
再者,加强产业结构调整是推动转型的重要途径。
淘汰落后产能,限制高能耗、高污染的项目上马;鼓励发展高端化工产品和精细化工产品,提高产品附加值,降低单位产值的能耗和排放。
在转型过程中,石油化工企业还需要注重管理创新。
建立完善的能源管理体系和环境管理体系,加强对能源消耗和污染物排放的监测和控制;推行绿色供应链管理,要求供应商也遵循绿色低碳的原则,共同打造绿色产业链。
同时,政策的引导和支持对于石油化工行业的转型至关重要。
政府应制定严格的环保标准和碳排放限制政策,倒逼企业进行转型;出台相关的财政政策和税收政策,对积极进行绿色低碳转型的企业给予补贴和税收优惠,鼓励企业加大投入。
独山子石化分公司“9.12”事故设计存在严重错误操作人员无辜遇难一、事故经过独山子石化分公司乙烯装置自2002年9月12日开工以来,裂解火炬时有波动。
车间多处排查,判断10-K-201四段出口放火炬仪表调节控制阀(PV12004)可能有内漏。
2002年10月2日下午16时30分至17时15分,经裂解、仪表车间相关技术人员现场检查,认为PV12004确有内漏。
下午17时40分左右,乙烯调度安排调试。
调度中心值班主任、乙烯车间副值班班长、仪表车间2名仪表工,到压缩机房外平台调试PV12004仪表调节阀。
值班主任和副值班班长关闭消音器后手阀,以防裂解气向火炬大量排放,造成分离区进料中断停工。
值班主任调试阀杆行程达到50%后,通知仪表工处理阀杆,10L203消音器突然发生爆裂,喷出的物料随之着火。
车间人员迅速用现场消防设施灭火,石化公司、乙烯厂两级调度随即启动全厂应急系统及公司一级应急预案,消防队17时49分到达现场,18时32分控制住火势,20时5分将火扑灭。
事故造成调度中心值班主任、乙烯车间副值班班长当场死亡,两名仪表工在压缩机房外平台PV12004仪表调节阀南侧被火烧伤,裂解车间操作工在压缩机房外平台北面巡检时,被火灼伤。
事发后,对PV12004仪表调节阀解体检查发现,阀内有电焊条、焊渣等施工残留物。
二、事故原因1.直接原因:(1)设计单位违反设计规范。
事故调查组查阅设计单位——中国成达化学工程公司设计的PID图,乙烯装置PV12004调节阀及前手阀压力设计是 4.03兆帕,阀后压力设计是 1.74兆帕。
查设计单线图,PV12004调节阀及前手阀为4.03兆帕,阀后及后手阀为1.74兆帕,消音器未标注。
根据设计单位的设计,依据《化工装置工艺系统工程设计规定》(HG 20559—94)第3.0.2.1的规定:“当控制阀后的压力降低时,控制阀后的切断阀和旁路阀的材料等级应取与控制阀材料等级相等,均采用上游管道的材料等级”。
石油化工企业实施低碳经济的策略
1. 提高能源利用效率:石油化工企业应该通过投资研发和技术创新,提高能源利用效率,降低能源消耗,减少二氧化碳的排放。
引入先进的驱动技术和能源管理系统,优化生产过程中的能源利用,提高产品生产效率。
2. 发展清洁能源:石油化工企业应该加大对清洁能源的研发和利用。
可以通过建设和投资可再生能源项目,如风力发电、太阳能、生物质能源等,降低对传统石油能源的依赖,减少碳排放。
3. 推动循环经济:石油化工企业应该发展循环经济模式,实现资源的最大化利用和循环利用。
可以通过废弃物利用、固废资源化、能源回收等方式来减少废弃物的排放,减少环境污染,同时降低生产成本。
4. 加强环境管理和监测:石油化工企业应该加强环境管理和监测,建立完善的环境保护制度和管理体系。
可以通过建设废气处理设施、污水处理设施等,限制大气污染和水污染的发生,保护生态环境。
5. 引入碳排放交易机制:石油化工企业可以积极参与碳排放交易市场,通过购买和出售碳排放配额,在碳排放总量控制的基础上,逐步降低自身碳排放水平,同时获取碳市场的经济回报。
6. 加强合作和信息共享:石油化工企业应该加强与政府、行业协会、科研机构等的合作,共同研究低碳经济技术和政策,分享先进经验和技术,促进低碳经济的发展。
石油化工企业实施低碳经济的策略需要从能源利用效率、清洁能源发展、循环经济、环境管理、碳排放交易以及合作共享等多个方面入手,采取一系列的措施来降低碳排放,减少对环境的负面影响,促进可持续发展。
“双碳”目标下大庆油气产业绿色转型发展研究马钰卓,李媛媛,孙鹏,田锦(大庆师范学院经济管理学院,黑龙江大庆163712)[摘要]“双碳”目标已成为我国经济社会发展的一项长期、顶层的硬约束,油气产业作为国民经济的重要基础和主要碳排放领域,必将面临新的机遇与挑战。
作为油气产业的先驱,现阶段大庆油气产业在响应双碳政策方面已取得显著成效,但其绿色转型发展之路仍然任重而道远。
有鉴于此,通过从大庆油气产业绿色转型支持基础入手,找出现阶段大庆油气产业绿色转型存在的问题,通过“双碳”目标下国内外典型油气企业应对措施得出经验借鉴,最后从持续优化用能结构、逐步调整产业结构、积极培育负碳产业、努力提高用能效率四个方面提出“双碳”目标下大庆油气产业绿色转型发展的化解途径。
[关键词]“双碳”;大庆油气产业;绿色发展[中图分类号]F420[文献标识码]A[文章编号]1009-6043(2023)07-0065-03[作者简介]李媛媛(1982—),女,黑龙江勃利人,副教授,研究方向:财税政策、财务管理。
[基金项目]黑龙江省大学生创新创业训练计划项目:“聚焦双碳,绿色发展”—助力大庆油气行业绿色转型(S202210235031)。
第2023年第7期(总第563期)商业经济No.7,2023Total No.5632021年,我国提出“双碳”目标,即争取2030年实现“碳达峰”,2060年实现“碳中和”。
而油气产业作为国民经济的重要基础和主要碳排放领域,实现绿色低碳发展是新时期油气产业发展的主题。
大庆作为我国石油产业的先驱,如何在“双碳”目标下实现油气产业绿色转型发展具有十分重要的意义。
一、大庆油气产业绿色转型支持基础(一)油气产业历史积淀而成的产业优势作为国家重要的石油和化工生产基地,大庆油气产业具备天然的产业优势。
大庆油气产业具备开发建设时间早、油气生产速度快等优点。
同时,三元复合驱等技术在全世界领跑,使大庆成为全球最大的三次采油基地,居国内外同类油田之首。
中国石油新能源发展路径探索与创新实践
孔令峰;岳小文
【期刊名称】《石油科技论坛》
【年(卷),期】2024(43)1
【摘要】大力发展新能源是实现碳达峰碳中和目标、践行应对气候变化自主贡献承诺的重要举措。
国家碳达峰碳中和“1+N”系列政策和能源领域相关发展规划与政策,要求油气企业统筹好油气供应安全和绿色低碳协调发展。
中国石油将绿色低碳纳入公司发展战略,在新能源领域具备资源、市场、技术、消纳场景等比较优势,有条件依托油气产业链综合优势大力推进油气与新能源的融合发展。
在发展路径上,中国石油通过大力实施清洁替代解决自身低碳生产问题、规模化发展新能源提升综合能源供应能力、加快推动CCS/CCUS产业化发展支持“双碳”目标实现等,实现新能源的高质量规模化发展。
在近几年发展实践中,中国石油形成了上下游协同低碳发展、老油田转型发展、油区低碳示范区建设等新模式。
【总页数】6页(P25-30)
【作者】孔令峰;岳小文
【作者单位】中国石油天然气集团有限公司发展计划部;中国石油规划总院
【正文语种】中文
【中图分类】F426.22;TE09
【相关文献】
1.探索混合所有制院校办学新路径——襄阳职业技术学院创新发展三年行动计划2018年重点招标课题《混合所有制二级学院建设的实践与探索》成果介绍
2.高水平行业特色型大学"双一流"科技创新特色发展路径探索——以中国石油大学(北京)为例
3.电网企业服务新能源产业发展的创新探索——基于江苏南通的实践
4.新形势下我国炼油化工行业转型发展路径与中国石油技术创新实践
5.石油公司油气与新能源融合发展路径与实践探索
因版权原因,仅展示原文概要,查看原文内容请购买。
石油化工自动化技术发展趋势摘要:近年来,我国石油化工行业一系列“世界级”规模旳炼化一体化项目相继建成投产运行,如上海赛科乙烯项目、广东惠州乙烯项目、扬巴一体化乙烯项目、茂名石化乙烯项目(扩建)、海南实华炼油项目、青岛炼油项目、福建炼化一体化项目、独山子炼化万体化项目、惠州炼油项目、天津炼化一体化项目、镇海乙烯项目等。
作为一位见证了中国石油化工行业40数年发展旳石油化工自动化领域资深专家,黄步余在本次采访中,为我们详尽评述了近年来石油化工自动化技术旳几大发展趋势。
趋势一:集成自动化系统水平不停提高世界级规模旳工厂需要集成自动化旳系统。
对于目前旳大型炼化一体化企业来说,为应对全球竞争,对于企业信息化系统旳建设高度重视,这就规定DCS系统打破以往只是单装置控制形成一种个“信息孤岛”旳状况,通过系统集成实现真正旳全厂集中控制、操作和管理。
与此同步,目前新建旳大型石化企业,生产装置规模大且同步建设,控制系统规模多达几万点,波及分散控制系统砚场总线控制系统(DCS/FCS)、安全仪表系统(SIS)、火灾和气体检测系统(FGS)、压缩机控制系统(CCS)、转动设备监视系统(MMS)、设备包控制系统(PECS)、分析数据采集系统(ADAS)、罐区数据采集系统(TDAS)、储运自动化系统(MAS)、设备管理系统(AMS)、操作数据管理系统(ODs)、先进控制(APC)、实时优化(RT-OPT)、操作培训仿真系统(OTS)等多种自动化控制系统,要实现全厂控制系统之间旳集成,对于自动化系统旳集成水平就提出了更高旳规定。
刚刚建成投入商业运行旳天津炼化一体化项目,包括10套炼油装置,9套化工装置、公用工程及辅助设施,厂外工程。
自动化系统集成规模达DCS I/O约143900点,SIS I/O约44300点。
伴随计算机网络技术在自动化系统中旳深入应用,动控制系统仅做为“信息孤岛”旳时代改正去,大型化、集成化旳自动化系统是历史发展旳必然趋势!趋势二:MAV成为一种新旳模式MAV方略,即以主自动化系统供货商(MainAutomationVendor)旳模式实行全厂仪表与控制系统一体化方略,是近年来在石油化工行业新兴旳一种自动化系统建设模式。