6061铝合金钎焊 文档
- 格式:wps
- 大小:773.50 KB
- 文档页数:8
6061铝合金MIG焊接头组织性能分析6061铝合金是一种常见的铝合金材料,具有优良的机械性能和耐腐蚀性能,常用于航空航天、汽车制造、建筑和电子等领域。
在实际工程中,常常需要对6061铝合金进行MIG焊接来实现零部件的连接和修复。
焊接接头的组织性能对焊缝的性能和使用寿命至关重要,在焊接过程中需要严格控制焊接参数和工艺条件,以获得较好的焊接接头质量。
6061铝合金的MIG焊接接头主要包括母材区、热影响区和焊缝区。
母材区是未受热影响的铝合金基体,其组织主要由等轴晶粒和析出相组成,具有较好的强度和塑性。
热影响区是焊接接头中受到焊接热源影响的区域,其组织通常会发生变化,出现晶粒长大、析出相消耗和固溶元素富集等现象。
焊缝区是焊接过程中熔化的铝合金,其组织取决于焊接参数和工艺条件,主要由铝基固溶体和析出相组成。
6061铝合金的MIG焊接接头组织性能受到很多因素的影响,包括焊接参数、焊接材料、气体保护和焊接工艺等。
在选择焊接参数时,需要考虑焊接电流、焊接电压、焊接速度和气体流量等因素,以保证焊接接头的质量和性能。
焊接材料的选择也很重要,一般选用与母材相似的铝合金焊丝或焊条,以确保焊接接头的相容性和成形性。
气体保护是保证焊接接头质量的关键,常用的保护气体包括纯氩气和氩氧混合气体,能够有效防止氧化和氮化等缺陷的产生。
在实际焊接过程中,需要对焊接接头的组织性能进行详细分析和评价,通过金相显微镜观察接头的金相组织,测量晶粒大小、析出相尺寸和相分布等参数。
通过扫描电镜、X射线衍射分析和硬度测试等手段,进一步研究接头的微观结构和力学性能,评估焊接接头的质量和可靠性。
总的来说,6061铝合金的MIG焊接接头组织性能分析是实现高质量焊接的关键一步,需要对焊接参数、焊接材料、气体保护和焊接工艺等因素进行全面评估,保证焊接接头的组织均匀、强度高、硬度适中,以满足工程要求和使用环境的需求。
通过不断的实验研究和工程实践,不断优化焊接工艺,提高焊接接头的质量和性能,推动6061铝合金材料在各个领域的应用和发展。
精 密 成 形 工 程第10卷 第2期114JOURNAL OF NETSHAPE FORMING ENGINEERING 2018年3月收稿日期:2017-01-30基金项目:节能汽车产业共性关键技术创新主题专项(cstc2015zdcy-ztzx60010)作者简介:高鹏宇(1991—),男,硕士研究生,主要研究方向为难焊材料特种连接技术。
通讯作者:许惠斌(1971—),男,博士,教授,主要研究方向为难焊材料特种连接技术。
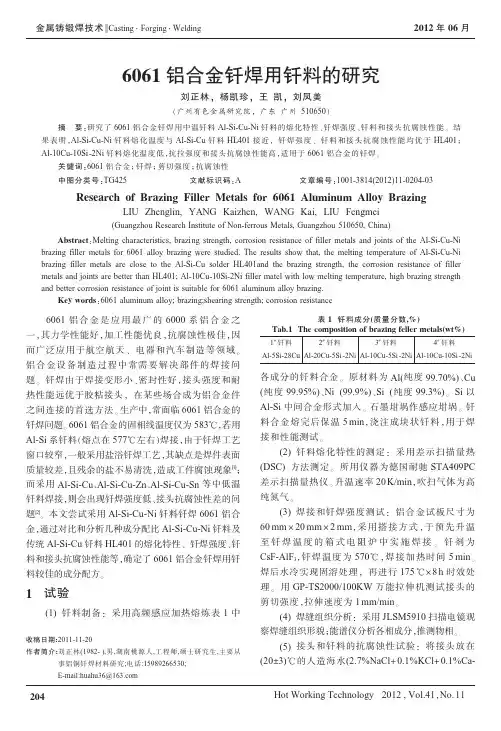
镀锌钢板与6061铝合金搭接搅拌摩擦钎焊高鹏宇,许惠斌,李添翼,李小飞,胡盛情,周天涛,黄宏(重庆理工大学,重庆 400054)摘要:目的 分析Q235镀锌钢与6061铝合金搅拌摩擦钎焊接头在不同旋转速度下的组织性能。
方法 使用0.3 mm 的Zn 作为中间层,通过搅拌摩擦钎焊,焊接6061铝合金与Q235镀锌钢,观察测试其接头组织和力学性能。
结果 转速从660 r/min 增加到1750 r/min 时,随着进入到6061铝合金近缝区Zn 元素的增加,铝合金搅拌区孔洞变小。
界面Zn 过渡层变薄。
在适中的转速下,界面结合良好。
接头最大平均拉剪力先增加后降低,界面显微硬度升高,硬度梯度增加。
结论 搅拌头在1320 r/min 转速下,测得搅拌摩擦钎焊接头平均拉剪力为2.33 kN 。
关键词:中间层;界面;搅拌摩擦钎焊;塑性流动DOI :10.3969/j.issn.1674-6457.2018.02.020中图分类号:TG456.9 文献标识码:A 文章编号:1674-6457(2018)02-0114-04Lap Friction Stir Brazing of Galvanized Steel Sheet and 6061 Aluminum AlloyGAO Peng-yu , XU Hui-bin , LI Tian-yi , LI Xiao-fei , HU Sheng-qing , ZHOU Tian-tao , HUANG Hong(Chongqing University of Technology, Chongqing 400054, China)ABSTRACT: The paper aims to analyze structure property of Q235 galvanized steel and 6061 aluminum alloy friction stir brazing joint at different rotational speed. The 6061 aluminum alloy and Q235 galvanized steel was welded by friction stir braz-ing with 0.3 mm of Zn as intermediate layer to observe and test microstructure and mechanical properties of the joint with the increase of rotational speed from 660 r/min to 1750 r/mi, the voids in aluminum adjacent to the weld decreased gradually, the Zn layer at interface became thinner. Well joint was obtained at proper speed. The maximum average tensile shear force of joint in-creased first and then decreased. The microhardness of the interface and the hardness gradient increased. When the rotational speed is 1320 r/min, the maximum average tensile shear force of the joint is 2.33 kN. KEY WORDS: intermediate layer; interface; friction stir brazing; plastic-flow钢与铝两种合金的复合结构对于现代制造业有降低重量、节约能源、降低生产成本等优点,在汽车、建筑、航空等领域得到了广泛的关注[1—4],但是,铝与钢之间由于存在很大的性能差异,焊后有巨大的残余应力产生。

5A06与6061铝合金焊接工艺实验与研究第一篇:5A06与6061铝合金焊接工艺实验与研究5A06铝合金是一种铝镁系防锈铝,6061铝合金是一种铝镁硅系锻铝,两者的特点是:中等强度,良好的塑性、焊接性和抗蚀性,广泛应用于汽车、船舶、铁道车辆结构件。
因生产工艺要求对5A06与6061铝合金材料进行焊接,为了保证焊接质量,提高生产效率,本实验采用手工TIG焊和半自动MIG焊,对厚度为8mm的5A06与6061铝合金材料进行焊接工艺实验和研究。
母材为8mm厚的5A06与6061铝合金板材,其力学性能见表1。
分别采用手工钨极氩弧焊(TIG焊)和半自动熔化极氩弧焊(MIG焊)两种方法进行焊接,焊丝选用ER5356,其熔敷金属的屈服强度为135MPa,抗拉强度为275MP。
手工交流TIG焊的焊接参数见表2。
环境温度24℃,钨极伸出长度5~6mm,喷嘴距焊接试件8~12mm,焊件焊前预热至200~250℃。
层间清理用不锈钢丝打磨,层间温度不低于200℃。
半自动MIG焊的焊接参数见表3。
采用直流反接,环境温度24℃,喷嘴距焊接试件12~22mm,焊件焊前不预热。
层间清理用不锈钢丝打磨,层间温度不低于200℃。
表1 铝合金材料力学性能合金牌号σs/MPa σb/MPa δ(%)6061 276 310 125A06 160 315 16表2 TIG焊接参数焊接电流焊接速度/ 钨极直径焊丝直径气体流量喷嘴直径焊层数/A /mm /mm(mm·min-1)/(L·mm-1)/mm5 16 250~280 100~150 5~6.4 10~14表3 MIG焊接参数焊接电流焊接电压焊接速度焊丝直径气体流量焊层数/A /V /mm /(mm·min-1)/(L·mm-1)5 220~280 21~24 20~25 12~18 试件焊前采用机械加工方法加工出60°的V形坡口;清除坡口及其附近区域的污染物后,用丙酮擦洗,再用清水冲净;用不锈钢丝或刮刀等工具清理氧化膜,清理后3~4h内施焊。
6061铝合金低功率电阻点焊工艺优化【摘要】本文旨在探讨6061铝合金低功率电阻点焊工艺优化的相关问题。
在首先介绍了背景知识,指出6061铝合金在工业生产中的重要性,随后阐述了研究意义,即通过优化电阻点焊工艺参数,提高焊接质量和效率。
在重点分析了6061铝合金电阻点焊工艺参数的优化、影响因素的分析、优化方法的探讨以及试验设计与结果分析等内容。
在总结了文章的研究成果,展望了未来研究方向,指出进一步优化工艺将有助于提升焊接品质和效率。
通过本文的研究,可以为相关领域的工程技术人员提供一定的参考和指导,促进6061铝合金低功率电阻点焊工艺的进一步发展和提升。
【关键词】6061铝合金、低功率电阻点焊、工艺优化、影响因素、优化方法、试验设计、结果分析、优化效果评估、结论总结、未来研究方向1. 引言1.1 背景介绍6061铝合金是一种常用的铝合金材料,具有优良的机械性能和耐腐蚀性能。
在工业生产中,6061铝合金常常用于制造航空航天器件、汽车零部件、船舶结构等领域。
而电阻点焊是一种常见的连接技术,用于将金属部件焊接在一起。
由于6061铝合金的导热性较好,导致在电阻点焊过程中很容易出现热变形、焊接裂纹等质量问题。
对6061铝合金低功率电阻点焊工艺进行优化研究,对于提高焊接质量、降低成本具有重要意义。
通过优化工艺参数,合理控制焊接过程中的温度分布和热影响区,可以有效减少焊接变形和裂纹的发生。
优化工艺还可以提高工件的焊接强度和耐磨性,延长其使用寿命。
本文旨在通过对6061铝合金低功率电阻点焊工艺进行优化研究,探讨影响因素及优化方法,设计试验方案并分析结果,评估工艺优化效果,为进一步提高焊接质量和效率提供参考依据。
希望通过本文的研究,能够为相关行业的工程技术人员提供有益的参考和借鉴。
1.2 研究意义6061铝合金是一种常用的工业材料,在许多领域都有广泛的应用。
而在电子制造领域,6061铝合金低功率电阻点焊工艺的优化对于提高焊接质量、降低生产成本具有重要意义。
(19)中华人民共和国国家知识产权局 (12)发明专利申请 (10)申请公布号 CN110756939A (43)申请公布日 2020.02.07
(21)申请号 CN201910930560.X (22)申请日 2019.09.29 (71)申请人 无锡凯美锡科技有限公司 地址 214000 江苏省无锡市梅园徐巷999号 (72)发明人 胡琼 (74)专利代理机构 北京劲创知识产权代理事务所(普通合伙) 代理人 陆滢炎 (51)Int.CI 权利要求说明书 说明书 幅图 (54)发明名称 6061铝合金真空钎焊加工工艺
(57)摘要 本发明公开了一种6061铝合金真空钎焊加工工艺。将4004铝合金钎焊料放置在6061铝合金工件钎焊面上,将工件放入钎焊炉内,钎焊炉点火,将炉内温度加热至400℃,然后在400℃温度下保温0.5h,保温处理后再将炉内温度加热至565℃,然后在565℃温度下保温0.5h,保温处理后再将炉内温度加热至590℃,然后在590℃温度下保温1h,钎焊完成后,工件在炉内自然冷却至室温;将钎焊后的工件加热2h至 525±5℃,在此温度下保温1.5h,然后将工件取出放入35℃‑40℃的清水中冷却至室温,然后将工件放入恒温试验箱进行人工时效,工件加热至170℃并保温8h,然后在空气中自然冷却。工件抗拉强度高,能满足航空电子设备机箱的强度使用要求。
法律状态 法律状态公告日 法律状态信息 法律状态 2020-02-07 公开 公开 2020-02-07 公开 公开 2020-03-03 实质审查的生效 实质审查的生效 权利要求说明书 6061铝合金真空钎焊加工工艺的权利要求说明书内容是....请下载后查看 说明书
6061铝合金真空钎焊加工工艺的说明书内容是....请下载后查看
1C over Report封面报道6061铝合金材料焊接变形与控制技术孙文刚(吉林工业职业技术学院,吉林 吉林 132021)摘 要:为解决6061铝合金材料焊接过程中存在的变形严重,影响焊接质量问题,开展6061铝合金材料焊接变形与控制技术研究。
通过对6061铝合金材料焊接变形参数分析,并提出一种通过在焊接前利用超声波清洗焊件、调整装配与焊接顺序的控制技术。
将该技术应用到实际生产项目当中进一步验证,新的控制技术下焊接结构的变形量均在可允许范围内,实现对焊接变形的有效控制,确保焊接质量达到加工质量标准。
关键词:6061铝合金材料;焊接;变形;控制技术中图分类号:TG454 文献标识码:A 文章编号:11-5004(2021)12-0001-2收稿日期:2021-06作者简介:孙文刚,男,生于1978年,汉族,吉林人,专科,高级技师,研究方向:高效焊接方法及过程智能控制。
为了有效地解决能源短缺和环境污染的问题,在汽车制造生产领域当中,采用铝合金轻量化已经成为汽车行业未来发展的重要趋势。
在当前汽车行业发展的过程中,经济成本、铝合金材料的焊接形变量大等问题,都是严重制约铝合金材料汽车发展的主要影响因素。
6061铝合金材料可广泛应用于汽车的车体加工和制造,与传统钢材料相比,6061铝合金材料无论是热传导率、线性膨胀系数,还是焊接后容易出现软化的问题,都对其焊接技术提出了更高的要求[1]。
因此,当前该领域研究人员将对6061铝合金材料焊接工艺的优化联合创新作为重点研究问题。
6061铝合金材料是铝—镁—硅系列铝合金材料当中的一种,是一种能够进行热处理强化的铝合金材料,利用该材料当中的镁元素、硅元素等在固溶体当中能够获取到更高强度的弥散分布结构[2]。
通常情况下,将该材料应用到实际生产工艺当中时,由于会在材料当中添加少量的镍元素、钛元素等,以此提高材料的机械性能和细化晶粒,但在进行固溶处理后,焊接时又会产生材料的软化现象,影响材料本身的力学性能,最终导致产品的质量下降。
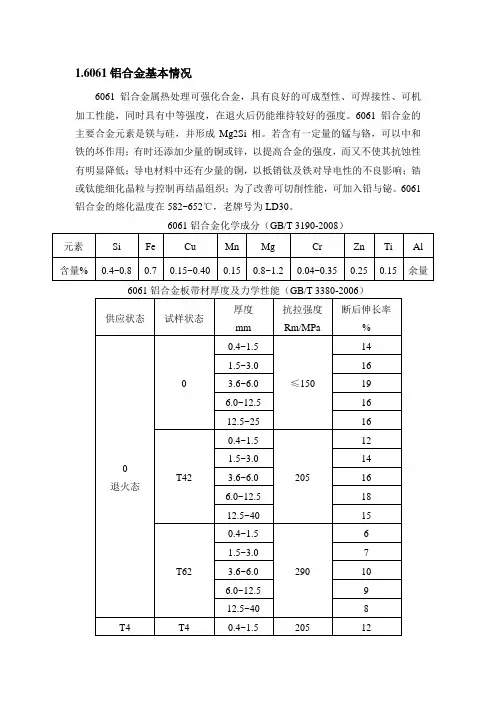
1.6061铝合金基本情况6061铝合金属热处理可强化合金,具有良好的可成型性、可焊接性、可机加工性能,同时具有中等强度,在退火后仍能维持较好的强度。
6061铝合金的主要合金元素是镁与硅,并形成Mg2Si相。
若含有一定量的锰与铬,可以中和铁的坏作用;有时还添加少量的铜或锌,以提高合金的强度,而又不使其抗蚀性有明显降低;导电材料中还有少量的铜,以抵销钛及铁对导电性的不良影响;锆或钛能细化晶粒与控制再结晶组织;为了改善可切削性能,可加入铅与铋。
6061铝合金的熔化温度在582~652℃,老牌号为LD30。
2.典型用途一、板带的应用广泛应用于装饰、包装、建筑、运输、电子、航空、航天、兵器等各行各业。
二、航空航天用铝材用于制作飞机蒙皮、机身框架、大梁、旋翼、螺旋桨、油箱、壁板和起落架支柱,以及火箭锻环、宇宙飞船壁板等。
三、交通运输用铝材用于汽车、地铁车辆、铁路客车、高速客车的车体结构件材料,车门窗、货架、汽车发动机零件、空调器、散热器、车身板、轮毂及舰艇用材。
四、包装用铝材全铝易拉罐制罐料主要以薄板与箔材的形式作为金属包装材料,制成罐、盖、瓶、桶、包装箔。
广泛用于饮料、食品、化妆品、药品、香烟、工业产品等包装。
五、印刷用铝材主要用于制作PS版,铝基PS版是印刷业的一种新型材料,用于自动化制版和印刷。
六、建筑装饰用铝材铝合金因其良好的抗蚀性、足够的强度、优良的工艺性能和焊接性能,主要广泛用于建筑物构架、门窗、吊顶、装饰面等。
如各种建筑门窗、幕墙用铝型材、铝幕墙板、压型板、花纹板、彩色涂层铝板等。
七、电子家电用铝材主要用于各种母线、架线、导体、电气元件、冰箱、空调、电缆等领域。
3.热处理工艺1)快速退火:加热温度350~410℃,随材料有效厚度的不同,保温时间在30~120min之间,空气或水冷。
2)高温退火:加热温度350~500℃,成品厚度≥6mm时,保温时间为10~30min、<6mm时,热透为止,空气冷。
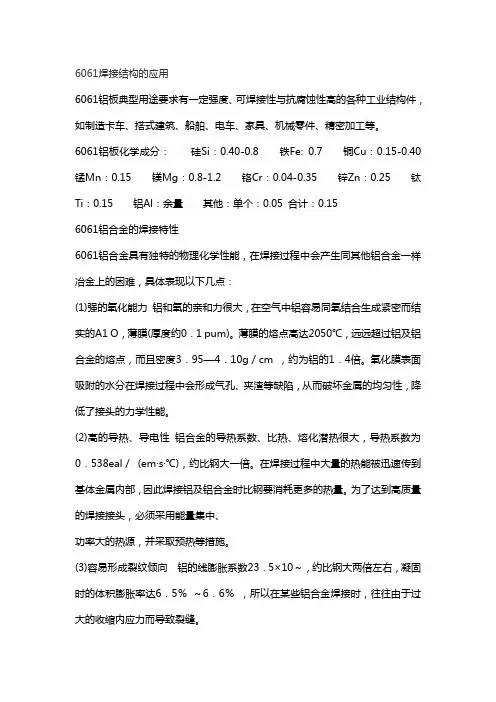
6061焊接结构的应用6061铝板典型用途要求有一定强度、可焊接性与抗腐蚀性高的各种工业结构件,如制造卡车、搭式建筑、船舶、电车、家具、机械零件、精密加工等。
6061铝板化学成分:硅Si:0.40-0.8 铁Fe: 0.7 铜Cu:0.15-0.40 锰Mn:0.15 镁Mg:0.8-1.2 铬Cr:0.04-0.35 锌Zn:0.25 钛Ti:0.15 铝Al:余量其他:单个:0.05 合计:0.156061铝合金的焊接特性6061铝合金具有独特的物理化学性能,在焊接过程中会产生同其他铝合金一样冶金上的困难,具体表现以下几点:(1)强的氧化能力铝和氧的亲和力很大,在空气中铝容易同氧结合生成紧密而结实的A1 O,薄膜(厚度约0.1 pum)。
薄膜的熔点高达2050℃,远远超过铝及铝合金的熔点,而且密度3.95—4.10g/cm ,约为铝的1.4倍。
氧化膜表面吸附的水分在焊接过程中会形成气孔、夹渣等缺陷,从而破坏金属的均匀性,降低了接头的力学性能。
(2)高的导热、导电性铝合金的导热系数、比热、熔化潜热很大,导热系数为0.538eal/(em·s·℃),约比钢大一倍。
在焊接过程中大量的热能被迅速传到基体金属内部,因此焊接铝及铝合金时比钢要消耗更多的热量。
为了达到高质量的焊接接头,必须采用能量集中、功率大的热源,并采取预热等措施。
(3)容易形成裂纹倾向铝的线膨胀系数23.5×10~,约比钢大两倍左右,凝固时的体积膨胀率达6.5%~6.6%,所以在某些铝合金焊接时,往往由于过大的收缩内应力而导致裂缝。
(4)容易形成气孔的倾向铝合金的液体熔池很容易吸收气体,在高温下熔人的大量氢气,在焊后的冷却凝固过程中来不及析出而聚集在焊缝中形成气孔。
(5)高温下的强度和塑性低在高温下铝的强度和塑性很低,以致支撑住液体金属而引起焊缝成形的恶化,甚至形成塌陷(或烧穿)缺陷。
因此在某些场合下需要用夹具和垫板。
0 引言铝合金材料的物理及化学性质稳定,不仅强度高、导热能力良好,而且耐腐蚀能力强,目前主要应用在机械、化工、航空航天、船舰、车辆等行业[1]。
不过,铝合金的型号不同,适宜的使用范围和实际的应用价值有所区别。
其中,核电工程专用铝合金6061与国标材料6061的元素比例存在一定差异。
铝合金材料在焊接性能上的特殊性主要体现在以下几个方面:(1)铝合金材料容易在潮湿的空气中发生氧化反应,生成的氧化铝(Al 2O 3)熔点高(2050℃)、非常稳定,即铝合金材料吸潮不易去除。
(2)铝及铝合金的导热性强,由于氧化膜密度与铝合金密度接近,容易成为焊缝金属中的夹杂物;同时氧化膜可以吸收较多的水分(焊接气孔的重要来源),容易造成气孔、夹杂、未熔合、未焊透等缺陷。
(3)铝及铝合金的线膨胀系数大,导热性强,焊接时的焊接变形大,需要控制焊接变形。
(4)核级铝合金材料6061,其化学成分与国标材料6061的元素成分比例不同,铝元素的含量高,给焊接材料的选择和试验过程增加了一定难度。
核电铝合金的焊接性能研究赵建武1 杨彩会2 何宇宏1(1 中核霞浦核电有限公司 福建 宁德 355100;2 四川华都核设备制造有限公司 四川 成都 611800)摘要:铝合金材料具有对热中子的吸收截面小、辐照感应放射性衰减快及测量精确度高等特异性能。
在核级材料铝6061的焊接结构中,本文针对接头位置进行焊接质量测试,探究优质焊接结构的基本性能。
研究表明,采用钨极氩弧焊焊接核级材料6061,能保证焊接位置严丝合缝,真正将焊材连接成一个整体结构;还能保证接缝表面的平整度达标,提升焊材的使用性能,为保证堆外核测量系统石墨-铅屏蔽装置中电离室通道管与屏蔽腔室的上下铝板的焊接质量奠定了基础。
关键词:核电材料;铝6061;焊接;焊接性能为了得到核级材料铝6061优异的焊接质量,需要调整铝合金6061部分元素比例,细化合金晶粒,提高铝合金的强度和抗腐蚀能力;精选焊接材料,调整焊接参数并优化焊接过程控制。
山东机械引言为解决能源短缺、环境污染等问题,在汽车制造中采用铝合金轻量化已成为世界汽车工业的发展趋势。
在国内,经济成本、铝合金的焊接变形大等因素制约了汽车的铝合金化发展。
6061强化铝可广泛应用于汽车车体,与钢材相比较,6061强化铝合金热传导率、线性膨胀系数大,焊后易于软化,焊接变形大,给铝合金薄板的焊接变形数值分析带来一些难点。
因此应进一步铝合金的焊接工艺及变形模拟的研究工作。
当前焊接变形数值模拟的方法主要有热弹塑性法及固有应变法,在热弹塑性方法模拟时,6061铝合金特殊的焊后软化特点会给模型的准确建立带来很大的困难。
本文采用了热弹塑性方法对6061铝合金的焊接变形进行分析。
关于热弹塑性分析和6061的软化现象已经有文献报道,但是迄今尚无把6061的软化现象引入到有限元分析之中的报道。
本文用简化的模型在有限元分析中考虑了6061铝合金的软化现象,提高了数值分析的精度。
16061铝的软化现象6061属于Al-Mg-Si系列铝合金,是一种可热处理强化的铝合金,依靠合金元素(如Mg、Mn、Si、Cu及Zn等)在a固溶体中形成的强化相在基体中的弥散分布来获得较高的强度,有时在合金系中添加少量的Cr、Ni、Ti等元素以获提高机械性能和细化晶粒,焊前一般为固溶处理加人工时效处理状态,焊后必然会产生软化现象,故焊后在试板上6061铝合金焊接变形的数值分析王宗茂1王建平1吴飞2(1.济南锅炉集团有限公司;2.上海交通大学)摘要:本课题是上海汽车工业基金汽车轻量化研究工作的一部分。
汽车轻量化对于节省能源、保护环境、提高安全都有着重要的现实意义,而铝合金材料的应用则是解决该问题的有效途径之一。
目前,国内在这一方面尚与先进国家存在较大差距,主要是由于铝合金结构在焊接工艺上存在较大问题。
国内外相关文献主要集中在焊后组织及性能的模拟,本课题旨在对铝合金结构的焊接变形进行数值分析,为制定和优化焊接工艺提供必要的参考。
关键词:6061铝合金焊接变形焊后软化热弹塑性方法固有应变法NumericalAnalysisonWeldingDeformationof6061AluminumAlloyWangZongmao1WangJianping1WuFei2(1.JinanBoilerGroupCo.,Ltd.2.ShanghaiJiaoTongUniversity):Aluminumalloysareidealmaterialstomaketheautomobilelightenedinordertosavetheenergyandimprovethesafety.ButsomefactorspreventAluminumalloysfrombeingusedmorewildlyintheautomobileanditisanimportantonethatthesuitableweldingtechniqueisdifficulttofind.Thealuminumalloy’srigidityissmallerthanthesteel’s,anditwillbesoftenedinthewelding.Somorefactorsshouldbeconsideredandsomeconstraintsshouldbemodifiedinthesimulationofthealuminumalloywelding.:6061AluminumalloyWeldingdeformationWeldedsofteningHeatelastic-plasticInherentstrainSHEJIYUZHIZAO36--NO.6,2004NO.6,2004山东机械YXb300焊缝硬度压痕HAZ截取试件,按图1所示在硬度计上从焊缝中心开始向母材侧逐点测试硬度,测试结果如图2所示。
用Al-Si-20Cu作为基体钎焊6061-T6铝合金【摘要】本次实验研究用Al-12Si, Al-9.6Si-20Cu, and Al-7Si-20Cu-2Sn作为焊料在低于550摄氏度的较低温度下钎焊6061-T6铝合金时的接头强度。
然后把这些钎焊街头经过拉伸实验之后放在扫描电子显微镜下进行观察。
用Al-7Si-20Cu-2Sn 作为焊料的钎焊接头在504到526摄氏度之间比传统的Al-12Si焊料有更好的完整性。
结果表明经过T6处理的6061铝合金作为母材并且用这种新的钎焊钎料在550℃钎焊并保温60分他的接头强度大约为121MPa。
【关键词】6061铝合金,Al-12Si,Al-Si-20Cu ,钎焊,焊料1 介绍由于铝及铝合金的这些特点,例如高强度、低成本和优越的耐腐蚀,因此铝及铝合金被广泛的应用在航空、汽车、建设等行业。
同时,由于他们的导热性能好,他们往往被用做热交换器。
钎焊已被视为最重要的一个加入铝组件生产的方法。
铝钎焊中可用填充金属通常是基于一个周围成分为Al-12Si共晶成分的铝合金系。
然而,为了实现高强度连接,用铝硅填充金属钎焊时在590℃-610℃温度范围内执行非常见效,这个温度是接近甚至高于大多数铝合金的熔点。
因此,铝工件钎焊后将全部或部分熔融,或者它的力学性能会大大下降。
显然,大部分铝合金钎焊还需要开发新的熔点较低的填充金属。
为了这个目的,在未来十年里还需要做很多努力。
Humpston et al. 和 Jacobson et al.报道一种Al-5Si-20Cu-2Ni填充金属的融化温度在518℃到538℃之内。
当用这种填充金属钎焊3001铝合金时可以获得剪切强度超过75MPa的焊件。
早些时候,Suzuki et al.已经引进一种熔点为535℃的Al-4.2Si-40Zn共晶填充金属,但是这种填充金属的劣势在于锌非常容易吸收蒸汽后被氧化,这可能成为一个钎焊过程中的障碍。
在这项研究中,铝合金钎焊发展一种新的Al-7Si-20Cu-2Sn填充金属。
这种填充金属钎焊6061铝合金时比用Al-12Si 和游离锌 Al-9.6Si-20Cu 这两种填充金属好。
2 实验氧化铝陶瓷坩埚中制备的Al-Si-20Cu基填充金属放入一个空气炉中。
首先,Al-12Si铝合金在700℃时被融化,然后升温到1000℃。
往熔融的Al-Si-20Cu 合金中加入约占总重量20%的铜。
其次,最终的Al-7Si-20Cu-2Sn成分被扔进一个不锈钢模具。
在以前的作者的文章中说到,通过差热分析得基于Al-Si-20Cu 的Al-9.6Si-Cu 和Al-7Si-20Cu-2Sn这两种填充金属的熔点范围分别是524℃-543℃和504℃-526℃。
对这两种填充金属的焊接性进行分析,所用的6061-T6铝合金圆柱式样直径22mm长50mm。
准备粘结,试样表面用400的碳化硅砂纸打磨;然后,用蒸馏水清洗式样后迅速放入丙酮中浸泡5分钟。
表1显示了化学成分、斜线和液相线和6061-T6组织的抗拉强度极限。
将0.2mm厚的填充金属夹在两个6061-T6铝合金棒中间。
新的铝合金钎焊在一个真空炉中,其炉中温度为550℃、压力为 5×10∧25 torr,而用传统的Al-12Si填充金属钎焊时温度为600℃。
钎焊后,有些式样在T6回火环境下焊后热处理,这固溶体在520℃下保持1.5小时,取出后水淬,然后继续在175℃下持续8小时。
观察焊后接头的显微结构用光学显微镜和扫描电子显微镜(SEM)。
用10 vol.% H3PO4 在 50℃下浸蚀60 s 。
为了评估连结的强度室温下的平均拉应力极限在拉伸速率为10∧-3每秒下决定并取这3个试件的平均值。
图1显示了拉伸试件的实验规模。
注:对接(butt joint)G:标准长度50.00±0.06mmD:直径10.00±0.02mmR:圆角半径,分4mmA:减少部分长度,分60mm图一拉伸试样接头尺寸图二(a)在600℃钎焊并保温30分钟后Al-12Si/6061-T6接头在扫描电镜显微镜下的拉伸断裂表面图片,(b)为(a)扩大后的细节图片表1 6061 - T6合金的化学组成、斜杠(Ts)和液相线(T L),极限抗拉强度(σUTS)化学成分(%)合金Mn Mg Si Cu Cr Al Ts(℃) T L(℃)(σUTS)(MP) 6061-T6 0.01 1.10 0.61 0.25 0.12 其余592 654 3313 结果和讨论传统的Al-12Si填充金属有一个共晶点大约是577℃;因此,钎焊过程不会在550℃不会被应用。
用这种填充金属钎焊温度升高到600℃时6061-T6铝合金才可以结合。
然而,结合强度大约保持在60MPa。
显然,在这种条件下钎焊6061-T6铝合金会造成质量很差的接头。
图2表明在600℃下保温30分钟Al-12Si/6061-T6钎焊接头的拉伸断裂表面的照片上可以看到其包含着许多黑暗的区域。
当钎焊温度仅稍高于Al-12Si焊料的液相线温度时,Al-12Si焊料的润湿性相比于6061-T6焊料是差的,这导致了在钎焊区域形成空隙并具有较低的强度。
然而,当钎焊温度远超过600℃是并不适用和不切实际的,因为这将使6061铝合金工件在工业炉中存在部分熔融的风险。
图3 (a) 在550℃钎焊并保温30分钟后Al-9.6Si- 20Cu/6061-T6接头在扫描电镜显微镜下的拉伸断裂表面图片,(b)为(a)扩大后的细节图片表2 钎焊条件和6061-T6铝合金钎焊试件接头强度接头强度(MPa)填充金属钎焊条件钎焊后热力学处理Al-12Si 550℃,30min 失败Al-12Si 550℃,60min 失败Al-9.6Si-20Cu 550℃,30min 41±15Al-9.6Si-20Cu 550℃,60min T6 56±11Al-7Si--20Cu-2Sn 550℃,30min 62±11Al-7Si--20Cu-2Sn 550℃,60min T6 121±9(a)T6回火条件:解决方案是放置在520℃中1.5小时、水淬,然后置于175℃中8小时图3 显示了6061-T6铝合金用Al-9.6Si-20Cu填充金属在550℃环境中持续30分钟钎焊后的断口组织的显微观察。
由于钎焊温度仅仅比这种填充金属的熔点(543℃)高7℃,表面的某些区域是离开的无粘接的并且覆盖有填充金属中的凝固沙粒,显示在图3中。
在这种情况下,表格2中显示了结合强度,是相当低。
把钎焊时间从30分钟增加到60分钟,你将发现焊后热处理的T6铝板的粘结强度从41MPa提升到56MPa。
端口处显示表面的某些区域仍然没有被连接。
在这种情况下(图4)一些区域许多不易发现的断裂将会出现,这意味着在这些地方将形成好的钎焊接头。
在使用Al-9.6Si-20Cu作为焊料的情况下,只有钎焊温度提升到570℃才能获得一个令人满意的钎焊接头。
当Al-7Si-20Cu作为焊料在550℃焊接6061-T6铝合金焊接时间为30分钟时,结合强度将提高到62MPa。
图5显示在用Al-7Si-20Cu-2Sn作为焊料时浅凹断裂将有小幅度的提高。
然而,当钎焊时间延长到60分钟并且经过一个后热处理,这接头强度提高到121MPa,和Jacobson获得的数据相比这是一个非常高的数据。
当他们用Al-5Si-20Cu-2Ni填充金属去钎焊3001铝合金时,与其比较这种情况的断口组织的显微观察在图2中显示。
从2到5,更多的浅凹断裂地区出现在这些式样的表面(图6).同时也发现在钎焊6061-T6铝合金方面用Al-7Si-20Cu-2Sn填充金属具有良好的润湿性。
它显示了在550℃低温条件下钎焊6061-T6铝合金时用Al-7Si-20Cu-2Sn填充金属会产生一个合理的接头。
图7显示了用Al-12Si, Al-9.6Si-20Cu,和Al-7Si-20Cu-2Sn三种不同的填充金属时钎焊的6061-T6铝合金钎焊接头的微观结构。
从这些显微组织显示说明,在这样的情况下,Al-12Si钎焊试件准备在600℃时持续30分钟,其钎焊区大约在600微米。
然而,在用Al-9.6Si-20Cu 和Al-7Si20Cu-2Sn填充金属的地方并且钎焊进行在550℃的低温环境下,其钎焊区比较狭窄,仅仅400微米,由此为接头强度产生了一个实质性的改进。
在钎焊的时候,熔融的填充金属与经验定的铝基金属反应压低熔化温度导致元素浓度的减少,比如Si,Cu,和Sn。
当凝固阶段放置时,a-Al固溶颗粒核在液体/固体界处产生面并且向接头中心扩展。
由于这些元素在a-Al固溶体中的溶解性较低,它们被拒绝进入晶粒间的残余液体区。
最后,当凝固时根据其晶粒间的特征残余液体相会躺在外面,接头的形态特征会在图7中说明。
在Al-7Si-20Cu-2Sn/6061-T6钎焊中形成合理的接头归因于Al-7Si-20Cu-2Sn填充金属和钎焊温度比较有非常低的熔点,这解释了这个研究样本良好的润湿性和在间隙中的流动性。
4 结论在Al-12Si合金中加入20 wt.% Cu减少了熔化范围大约在50℃。
进一步加入在Al-Si-Cu合金中加入2 wt.%2 Sn降低它的熔化温度范围从504℃到526℃甚至更远。
作为6061-T6铝合金与所有这些填充金属在550℃低温中的钎焊性的评估,这研究得出结论 Al-7Si-20Cu-2Sn填充金属拥有一个良好的润湿性和相对高的结合强度大约121MPa.图4(a) 在550℃钎焊并保温30分钟后Al-9.6Si-20Cu/6061-T6接头热处理后在扫描电镜显微镜下的拉伸断裂表面图片,(b)为(a)扩大后的细节图片图5(a) 在550℃钎焊并保温30分钟后Al-7Si-20Cu-2Sn/6061-T6接头在扫描电镜显微镜下的拉伸断裂表面图片,(b)为(a)扩大后的细节图片图6(a) 在550℃钎焊并保温30分钟后Al-7Si-20Cu-2Sn/6061-T6接头热处理后在扫描电镜显微镜下的拉伸断裂表面图片,(b)为(a)扩大后的细节图片图7 (a)用Al-12Si填充金属钎焊的6061-T6铝合金接头的显微结构(b) 用Al-9.6Si-20Cu填充金属钎焊的6061-T6铝合金接头的显微结构(c) 用Al-7Si-20Cu-2Sn填充金属钎焊的6061-T6铝合金接头的显微结构。