关于扭力扳手生产过程中漏序报告 - 副本
- 格式:doc
- 大小:15.50 KB
- 文档页数:2
本文部分内容来自网络整理,本司不为其真实性负责,如有异议或侵权请及时联系,本司将立即删除!== 本文为word格式,下载后可方便编辑和修改! ==扭力实验报告模板篇一:试验报告模板国脉信息学院(程序设计类课程)课程名称:姓名:系:专业:年级:学号:指导教师:职称:实验报告算法与数据结构张三计算机科学与技术李小林副教授 201X年11月日实验项目列表福建农林大学计算机与信息学院实验报告系:计算机科学与技术专业:年级:姓名:张三学号: 091150002实验室号___ _ 计算机号93 实验时间: 201X.6.1指导教师签字:成绩:实验七检索一、实验目的和要求 1) 2)掌握检索的不同方法,并能用高级语言实现检索算法。
熟练掌握顺序表和有序表的检索方法,以及静态检索树的构造方法和检索算法,理解静态检索树的折半检索方法。
3) 4)熟练掌握二叉排序树的构造和检索方法。
熟悉各种存储结构的特征以及如何应用树结构解决具体问题。
二、实验内容和原理实验内容:1) 编程实现在二叉检索树中删除一个结点的算法。
2) 编程实现Fibonacci检索算法。
实验原理:1)构造排序树,每输入一个数就进行排序,选择插入的结点,删除结点,没删除一个节点就返回到构造排序树的方法。
2)Fibonacci数的定义为f0=0,f1=1,fi=f(i-1)+f(i-2)(i≥2)。
由此得Fibonacci数列为0,1,1,2,3,5,8,13,21,34,55,89,144,……设数组F中元素按关键字值从小到大顺序排列,并假定元素个数n比某个Fibonacci 树fi小1,即n=fi-1。
第一次用待查关键字k与F[f(i-1)],Key比较,其算法描述如下:① 若k=F[f(i-1)],Key,则检索成功,F[f(i-1)]为k所在记录。
② 若k<F[f(i-1)],Key,则下一次的检索范围为下标1到f(i-1),序列长度为f(i-1)。

攻牙断首件无拉扭力检验改善报告一、引言攻牙断首件是一种常用的紧固件,广泛应用于机械设备和汽车等领域。
在使用过程中,攻牙断首件的拉扭力是一个关键指标,直接关系到连接的可靠性和安全性。
因此,对攻牙断首件的拉扭力进行检验和改善是非常重要的。
二、现状分析目前对攻牙断首件的拉扭力检验存在一些问题。
首先,检验方法不够科学,主要依靠经验和感觉进行判断,缺乏客观性和准确性。
其次,检验设备陈旧,无法满足实际需求,导致检验结果不可靠。
此外,检验过程繁琐,耗时耗力,影响生产效率。
三、改善方案针对以上问题,我们提出以下改善方案:1.引入先进的检验方法:可以采用电子测力仪、扭矩扳手等先进设备,对攻牙断首件的拉扭力进行精确测量。
通过科学的数据分析,减少主观因素的干扰,提高检验的准确性和可靠性。
2.更新检验设备:及时更新检验设备,选择品质可靠、精度高的仪器,确保检验结果的准确性。
同时,提供培训和指导,使操作人员熟练掌握设备的使用方法,提高工作效率。
3.优化检验流程:对现有的检验流程进行优化,精简操作步骤,减少不必要的环节,提高检验效率。
同时,建立完善的检验记录和档案管理制度,方便追溯和分析。
4.加强质量意识教育:通过开展培训和宣传活动,提高员工的质量意识和技能水平。
加强对攻牙断首件拉扭力检验的重要性的宣传,使每个员工都能够认识到自己的责任和义务。
四、实施计划为了确保改善方案的有效实施,我们制定了以下实施计划:1.确定改善方案的具体内容和目标,并制定详细的工作计划。
2.购买先进的检验设备,并进行设备调试和操作培训。
3.组织相关人员进行质量意识教育和技能培训,提高员工的综合素质和工作能力。
4.逐步推行新的检验方法和流程,进行试点工作,并及时收集反馈意见和改进建议。
5.根据试点效果和反馈意见,对改善方案进行调整和完善,形成可持续改进的机制。
五、预期效果通过以上的改善措施,我们预期可以达到以下效果:1.提高攻牙断首件拉扭力检验的准确性和可靠性,降低质量风险。

不分机型装配钳工类理论题7-8级题库选择判断题一、选择题1、螺母拧紧后,螺栓、螺钉头部应露出螺母端面()个螺距 [单选题] *A、0B 1—2(正确答案)C 3—5D 越长越好2、对于零部件的某一内孔尺寸Φ20+0.033 0应选用用下列哪种量具测量:() [单选题] *A、米尺;B、卡尺;C、外径千分尺;D、内径百分表(正确答案)3、电瓶正、负极线束装配顺序() [单选题] *A.先装负极再装正极B. 先装正极再装负极(正确答案)C.一起装配D.无所谓4、控制带的张紧度时,可以用带张紧仪测量带的() [单选题] *A 振动频率B 下垂量C 张紧力(正确答案)D 中心距5、装配螺栓时,装配时应该() [单选题] *A、手拧进1个螺距B、手拧进5-6个螺距C、手拧进2~3个螺距(正确答案)D、气扳机直接打入6、下列叙述()项是不对的。
[单选题] *A、涂螺纹锁固胶,要求胶液长度不少于3个螺距,且充满牙底,涂胶时胶嘴不得碰到金属。
B、当连接工件均为光孔时,将螺栓穿过连接工件,在与螺母啮合部位涂胶。
C、当机体为螺纹孔且为通孔时,滴3~5滴锁固胶到螺纹孔底,再在螺栓头部涂胶。
(正确答案)D、残留在螺纹外部的胶液不会固化,装配后可用棉纱擦净。
7、常使用()控制螺栓的拧紧力矩。
[单选题] *A 开口扳手B 内角扳手C扭矩扳手(正确答案)D梅花扳手8、每班保养()次,每次加注气扳机专用润滑油3-4滴,润滑油注入后进行空转磨合。
[单选题] *A、2-3(正确答案)B、ф4-5C、1D、09、下列哪种做法是正确的()。
[单选题] *A 拒绝接收不合格零件。
(正确答案)B 为节约成本,将拆卸后的自锁螺母可以再次使用。
C 质量是质检人员的事,我不管合格与否只要装上就行了。
D 为了赶生产进度,没有M14的螺栓可以用M12的代替10、发动机连续启动时不得超过()秒,两次启动需间隔2分钟以上,三次启动不成功时,应查明原因在启动; [单选题] *A、5B、10C、15(正确答案)D、2011、弹性圆柱销装配时,销开口方向要与工件受力方向要()。
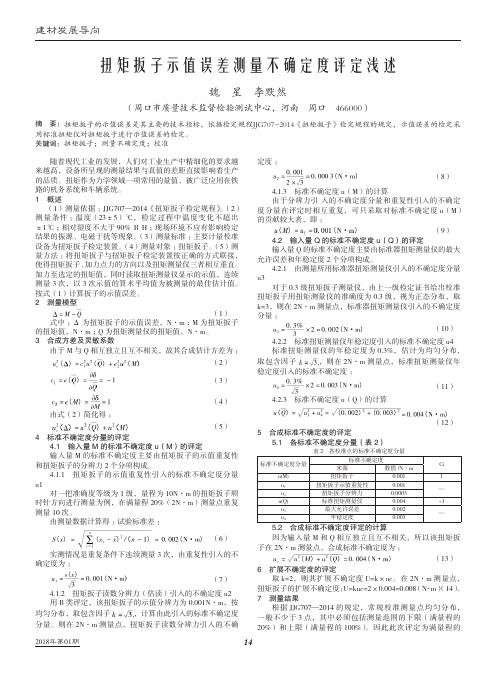
建材发展导向2018年第01期14随着现代工业的发展,人们对工业生产中精细化的要求越来越高,设备所呈现的测量结果与真值的差距直接影响着生产的品质。
扭矩作为力学领域一项常用的量值,被广泛应用在铁路的机务系统和车辆系统。
1 概述(1)测量依据:JJG707—2014《扭矩扳子检定规程》。
(2)测量条件:温度(23±5)℃,检定过程中温度变化不超出±1℃;相对湿度不大于90%RH ;现场环境不应有影响检定结果的振源、电磁干扰等现象。
(3)测量标准:主要计量校准设备为扭矩扳子检定装置。
(4)测量对象:扭矩扳子。
(5)测量方法:将扭矩扳子与扭矩扳子检定装置按正确的方式联接,使得扭矩扳子、加力点力的方向以及扭矩测量仪三者相互垂直。
加力至选定的扭矩值,同时读取扭矩测量仪显示的示值,连续测量3次,以3次示值的算术平均值为被测量的最佳估计值。
按式(1)计算扳子的示值误差。
2 测量模型(1)式中:Δ为扭矩扳子的示值误差,N·m ;M 为扭矩扳子的扭矩值,N·m ;Q 为扭矩测量仪的扭矩值,N·m。
3 合成方差及灵敏系数由于M 与Q 相互独立且互不相关,故其合成估计方差为:(2)(3)(4)由式(2)简化得:(5)4 标准不确定度分量的评定4.1 输入量M 的标准不确定度u(M)的评定输入量M 的标准不确定度主要由扭矩扳子的示值重复性和扭矩扳子的分辨力2个分项构成。
4.1.1 扭矩扳子的示值重复性引入的标准不确定度分量u1对一把准确度等级为1级,量程为10N·m 的扭矩扳子顺时针方向进行测量为例,在满量程20%(2N·m)测量点重复测量10次。
由测量数据计算得:试验标准差:(6)实测情况是重复条件下连续测量3次,由重复性引入的不确定度为:(7)4.1.2 扭矩扳子读数分辨力(估读)引入的不确定度u2用B 类评定,该扭矩扳子的示值分辨力为0.001N·m,按均匀分布,取包含因子,计算由此引入的标准不确定度分量。
实际切割时,可以参考上面的结论。
在线锯的张紧力、切割段线锯跨距长短、导轮旋转线速度、导轮的直径之间找到最佳契合关系,得到良好的线锯动态性能,从而提高金刚石线锯切割的加工质量。
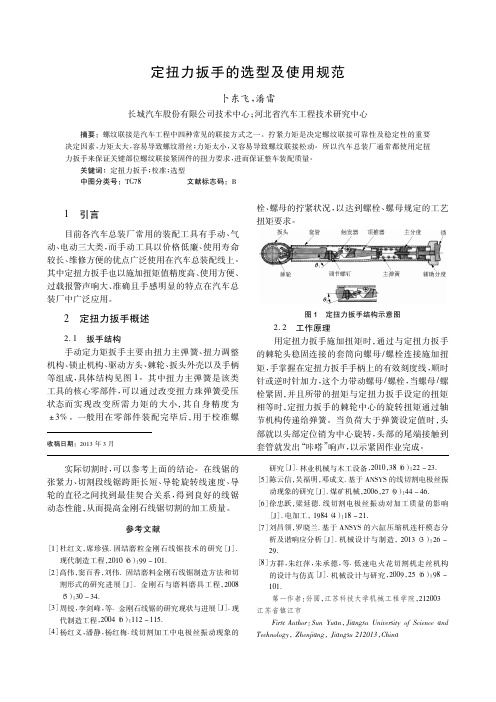
参考文献[1]杜红文,席珍强.固结磨粒金刚石线锯技术的研究[J].现代制造工程,2010(6):99-101.[2]高伟,窦百香,刘伟.固结磨料金刚石线锯制造方法和切割形式的研究进展[J].金刚石与磨料磨具工程,2008(5):30-34.[3]周锐,李剑峰,等.金刚石线锯的研究现状与进展[J].现代制造工程,2004(6):112-115.[4]杨红义,潘静,杨红梅.线切割加工中电极丝振动现象的研究[J].林业机械与木工设备,2010,38(6):22-23.[5]陈云信,吴福明,邓成文.基于ANSYS的线切割电极丝振动现象的研究[J].煤矿机械,2006,27(9):44-46.[6]徐忠跃,梁延德.线切割电极丝振动对加工质量的影响[J].电加工,1984(4):18-21.[7]刘昌领,罗晓兰.基于ANSYS的六缸压缩机连杆模态分析及谐响应分析[J].机械设计与制造,2013(3):26-29.[8]方群,朱红萍,朱承德,等.低速电火花切割机走丝机构的设计与仿真[J].机械设计与研究,2009,25(6):98-101.第一作者:孙圆,江苏科技大学机械工程学院,212003江苏省镇江市First Author:Sun Yuan,Jiangsu University of Science and Technology,Zhenjiang,Jiangsu212013,China收稿日期:2013年3月定扭力扳手的选型及使用规范卜东飞,潘雷长城汽车股份有限公司技术中心;河北省汽车工程技术研究中心摘要:螺纹联接是汽车工程中四种常见的联接方式之一。
拧紧力矩是决定螺纹联接可靠性及稳定性的重要决定因素,力矩太大,容易导致螺纹滑丝;力矩太小,又容易导致螺纹联接松动。
扭力测试仪的校准与实在操作及操作规程扭力测试仪的校准与实在操作扭力测试仪紧要数显扭力测试仪是一种高精度小型便携式拉力、压力测试仪器。
由于扭力扳手在生活中运用得越来越广泛,而使用一段时间后需要扭力测试仪来进行校准,来保持扭力扳手测量精度精准。
那扭力测试仪如何校准呢?很多用户都不是很清楚,下面我就给大家认真介绍一下。
数显扭力校准方法:1、先将被校准的扭力测试仪置于图三板上。
2、图三挂板与挂板用快速螺丝连接稳妥。
3、将校准专用砝码置于托板上4、压动千斤顶,使其上升,通过用于钢丝绳制成环将扭力测试仪与砝码相连。
5、读取相应的数据6、降下千斤顶,此时被校准的扭力测试仪处于悬空状态。
7、重复步骤3~6,加载相应质量的砝码进行不同测试点校准,直接校准结束。
扭力测测试仪校准气动扭矩扳手的操作过程:首先依照扳手的额定值正确选择合适的扭力测试仪检定装置的量程,开机预热后,将外观检查正常的扳手在扭力测试仪检定装置上按额定值预扭三次;取下扳子,调整好检定装置的零位并选用其峰值保持功能,手动设置扭力扳手的预置值为检定点,将扳子正确安装在扭力测试仪检定装置上预扭三次,依照选定的扭力测试仪检定点平稳施加扭矩到发出听觉或其它指示信号后立刻停止加载、卸除载荷使扳子恢复常态,读出和记录各点的指示值,至少三次反复该过程完成该点的检定,重新设置下一个检定点重复以上过程直到完成全部检定。
其中,在扭力测试仪检定指针式扭力扳手的过程中,应首先保证双眼平视会聚于指针的转动而更改体位,确保对指针与刻度盘刻线重合位置的判读正确;其次,保证对零操作的位置正确,也就是保证使用位置与检定位置与零位置三者一致;同时,确保对零到位;再就是适时读数确保记录的检定之余,扳子指针的位置对应正确。
为保证这一点,应使用具有稳定慢速加载功能的检定加载机构。
检定次序从小扭矩值至大扭矩值,每点每次需间隔5s以上,在扭力测试仪检定完每点每次的数值,需将气力完全释放,再做下一次(需注意每点扭矩值之重复性不可误差太大)。
扭力扳手生产过程质量整改报告
工序名称: 组装车间扭力扳手焊接工序。
2017年5月31日13点50分左右,焊接员工李军、史永平焊接
电容、电池电路板、手柄电路板、拨动开关共7台报检,经检验编号
11521扭力扳手插装电容后有一端未焊接,造成不良品流转。
经生产记录和生产员工编号追溯,焊接工序员工李军负责电容、
电池电路板焊接;焊接工序员工史永平负责手柄电路板、调速开关焊
接。初步分析:焊接人员自检不到位,下工序互检没有认真互检,造
成不良品流转。
电容、电池电路板、手柄电路板、拨动开关焊接作业指导书中没
有对焊接顺序提出要求,实际操作中也存在同步焊接的情况,容易造
成不良品流转。结合这次工艺调整和漏序质量不良情况,为了改善生
产作业秩序,提高产品质量,整改措施如下;
1. 对不良品进行焊接测试。(5月31日完成)
2. 对现场在制品进行复检测试,对焊接不良现象进行整改。(5月31
日完成)
3. 对焊接顺序提出要求:焊接电容 焊接电池电路板 自检
互检 焊接手柄电路板 焊接调速开关 自检测试报
检。(6月1日完成)
4. 依据作业指导书进行工艺培训。(6月1日完成)
5. 设置产品生产流转卡,通过产品流转卡对生产顺序监管。(6月15
日试行)
发生漏序或漏装现象给产品质量带来不良影响,是我们在生产质
量监控方面做的不够好,为了提高生产质量意识,增强产品意识;我
们将对生产过程实时监控,质量关键控制点由我和王俊峰先检查再报
检,发现质量问题第一时间整改。
处理意见:
1. 制定整改措施,监控措施实施情况。
2. 对操作者李军记警告一次,操作者史永平批评一次,车间通报。
3. 车间经理制定实施整改措施并书面检查。
车间将严格执行整改措施,对今后的生产活动监控,验证整改运
行情况,对提出的质量问题第一时间改善。
生产部:吕连成
2017年6月1日星期四