铸造浇注系统设计资料
- 格式:ppt
- 大小:5.32 MB
- 文档页数:176

消失模铸造浇注系统设计1.选择浇注位置1)重要的加工平面应朝下或垂直放置;2)模样的大平面应垂直或倾斜放置;3)尽量将气化模截面积F与周长n之比最小的面朝上安放;4)尽量将气化模上具有开口部分(如空穴及凹槽等)朝上安放,便于填砂紧实;5)便于开设浇、冒系统和除渣排气通道;6)利于造型材料的填充,避免形成死角区;7)凝固原则,就是使截面的横截面积自下而上逐渐增大;8)浇注位置还应有利于多层铸件的排列,在涂料和干砂充填紧实的过程方便支撑和搬运,使模样某些部位加固,防止变形;9)模样在砂箱中的位置应有利于干砂充填,尽量避免水平面和水平向下的盲孔。
2.确定模样吃砂量原则:在保证铸型强度能承受住金属液冲刷和压挤力作用的前提下,吃砂量尽可能小。
表1 砂箱底部和侧面吃砂量的经验数据一箱浇注多件时,两气化模样之间的距离也可采用上述数据。
顶注的吃砂量应大些,控制在150~300mm之间。
3.选择浇注系统的形式a)顶注、 b)上注、 c)下1/3处浇注、d)阶梯浇注、 e)底注、 f)下雨淋浇注f)e)d)c)b)a)图1 浇注系统的形式对内在质量要求严格的中小件宜采用顶注,对结构复杂的大而薄的铸件宜采用底注, 下1/3处侧注及阶梯浇注系统是适用性最广、应用最多的浇注方式。
选用浇注系统时的依据: 1) 各种形式浇注系统的优缺点2) 合金本身的铸造工艺特性如流动性、易氧化性及收缩性等 3) 铸件的大小和壁厚4. 确定一箱多铸的铸件数量及模组的布置形式5. 内浇道设计(确定内浇口的截面总面积、位置和数量、内浇道的形状和尺寸)1) 内浇口截面总面积(1) 经验法 按传统砂型铸造内浇口设计,然后适当调整,一般增大15%~20%。
(2) 公式计算∑=PH t GF 31.0μ内式中:G —流经内浇道的液态金属重量(kg )(包括铸件重和浇注系统重量); μ—流量系数(可参考传统工艺查表)一般取0.3~0.4之间; P H —压头高度,根据模样在砂箱中位置确定;t —浇注时间,消失模采用快速浇注的方法,可按下式计算:对于中小型铸铁件:()G G K t t+=3对大型铸铁件:3G K t t =, t K 是修正值,一般取0.85左右。
铸造工艺学浇注系统设计一、引言铸造是制造业中非常重要的一种工艺。
在铸造的过程中,浇注系统设计是一个至关重要的环节。
浇注系统设计的好坏直接影响到铸件的质量和成本。
因此,本文将探讨铸造工艺学浇注系统设计的相关内容。
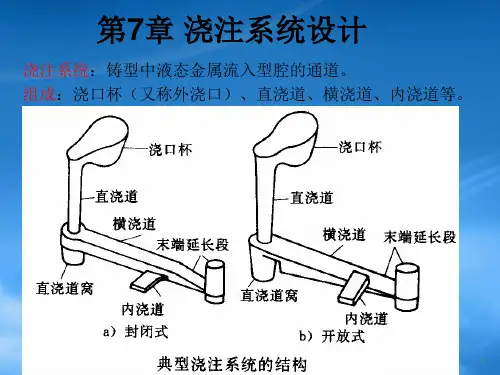
二、浇注系统的基本组成浇注系统是将熔化的金属倒入铸型中的设备。
一个完整的浇注系统通常由浇口、流道、浇道和进气系统组成。
下面将分别对这些组成部分进行介绍。
1. 浇口浇口是铸件与浇杆相连的部分。
浇口的设计要考虑到金属的流动性和气体的排出。
一般来说,浇口的形状应当为圆形或方形,尽量避免使用锥形或不规则形状的浇口。
2. 流道流道是将熔化金属从浇口引导到铸型中的管道。
流道的设计要保证金属可以顺利地流动,不产生气体团聚和金属氧化。
流道的截面积要逐渐增大,以确保金属流动的顺畅。
3. 浇道浇道是将熔化金属从炉中引导到浇口的管道。
浇道的设计要考虑金属流速和温度的均匀性。
一般来说,浇道的截面积要比流道大,以减少金属的回流和氧化。
4. 进气系统进气系统是将熔化金属中的气体排出的装置。
进气系统的设计要考虑金属的温度和粘度,保证气体可以顺利地排出,避免气泡和气孔的产生。
三、浇注系统设计要点1. 浇口位置浇口的位置要尽量选在铸件最厚部位的上方,保证金属可以顺利地充填整个铸型,并避免气体团聚。
此外,浇口的位置也要尽量避免对铸件表面造成损伤。
2. 流道和浇道设计流道和浇道的设计要满足金属流动的需要,保证金属可以顺利地流动并充填整个铸型。
流道和浇道的截面积要合理选择,使金属流速均匀,避免金属氧化和渣夹杂。
3. 进气系统设计进气系统的设计要保证气体可以顺利地排出,避免气泡和气孔的产生。
进气系统的位置要选择在最容易产生气孔的位置,如铸件表面和浇注系统连接处。
四、浇注系统设计实例分析以某种铸造工艺为例,介绍浇注系统设计的具体步骤和方法。
通过实例分析,展示浇口、流道、浇道和进气系统的设计原理和关键点。
五、结论本文从浇注系统的基本组成、设计要点以及实例分析等方面,探讨了铸造工艺学浇注系统设计的相关内容。