DK7732数控高速走丝电火花线切割机及控制系统设计
- 格式:doc
- 大小:1.27 MB
- 文档页数:71
引言本次毕业设计从2005年2月28号开始到本年的六月中旬结束,长达四个月。
毕业设计是一名在校大学生最后的一次也是最重要的一次设计,说其重要主要是因为它将检验你在大学生活中所学知识的扎实程度,期间你必须复习所学过的一些课程,学习一些要用到的新的知识,它还将练习你的动手能力,思考能力,创新能力,是你在大学学习生活的一次升华,是一个提升阶段,更是走向工作岗位的一次练兵,因此我们都对此极为重视,更是投入了极大的热情与努力来更好的完成它。
本次设计在颜竞成教授的悉心指导下分四个阶段按部就班的有条不紊的进行。
第一阶段是搜集整理阶段。
在本阶段主要是搜集足够的资料信息并对设计题目进行分析和实地调查,做到心中清楚。
本设计其实从2004年元旦就开始了,截止到2004年3月份第一张外观图绘制成功为止。
第二阶段是机械部分设计阶段,本阶段主要应用大学里面所学到的饿专业知识来进行运丝机构设计和坐标工作台的横向和纵向进给机构设计。
另外还要进行储丝筒的三维零件设计。
本阶段主要是从三月份到五月份。
五月份到六月份则是第三阶段:控制系统设计阶段。
主要进行电器电路设计,包括步进电机驱动设计和脉冲功率放大电路设计。
本阶段也是一个学习的阶段,对自己不太熟悉的领域的一次学习。
六月份开始就是最后一个阶段:整理复习阶段,主要从事前几个阶段的整理温习,写说明书。
以及毕业答辩前的各项具体细节的准备。
所以说每个阶段都是十分紧张而有难度的,有些问题是由于设计的难度,有些还是因为自己知识上的欠缺和基础不扎实造成的。
可以说这次毕业设计是个查缺补漏的机会。
尤其是在同学的协助下,特别是在颜教授的指导下,遇到困难不逃避,主动请教,主动学习,独立思考提出新方案,困难一个个的解决,才有了本次设计的成功。
这次毕业设计锻炼了我团体协作精神和独立作业的能力。
专业设计基础,对自己将来都是一次具有深远影响的事情。
一、总体方案设计(一)总体方案的拟定1.电火花线切割机床具有定位、纵向和横向的直线插补功能;还能要求暂停,进行循环加工等。
目录引言 (1)一总体方案设计 (2)(一)总体方案的拟定 (2)(二)主要技术参数的确定 (2)二储丝走丝部件结构设计 (3)(一)储丝走丝部件运动设计 (3)1.对高速走丝机构的要求 (3)2.高速走丝机构的结构及特点 (4)(二)储丝走丝部件主要零件强度计算 (10)1.齿轮传动比的确定 (10)2.齿轮齿数的确定 (10)3.传动件的估算 (12)4.齿轮模数估算 (13)5. 齿轮模数的验算 (14)(三)储丝走丝部件主要零件强度验算 (16)1.齿轮强度的验算 (16)2.主轴的验算 (19)(四)主轴组件结构设计 (21)1.轴承配置形式 (21)2.主轴组件的调整和预紧 (22)三进给传动设计 (22)(一)进给传动运动设计 (22)1.脉冲当量和传动比的确定 (22)(二)滚珠丝杆螺母副的型号选择和滚珠丝杆的选型和校核 (23)1.滚珠丝杆螺母副的型号选择 (23)2.滚珠丝杆的选型和校核 (25)(三)步进电机的选择 (28)1.根据脉冲当量和最大静转矩初选电机型号 (28)2.启动矩频特性校核 (30)(四)进给机构支承设计 (31)1.螺杆的支承形式 (31)2.螺杆的支承方式 (31)四数控系统设计 (32)(一)高频脉冲电源 (32)(二)数字控制系统设计...............................................................(33)(三)控系统硬件的电路设计 (34)1.单片机设计 (34)2.系统扩展 (38)3. I/O 口的扩展 (42)4.显示器的接口设计 (48)5.步进电机控制电路设计 (50)6.光电隔离电路设计 (57)7.部分控制程序 (58)8.其他接口电路设计 (70)参考文献…………………………………………………………………………()谢辞………………………………………………………………………………()引言本次毕业设计从2005年2月28号开始到本年的六月中旬结束,长达四个月。
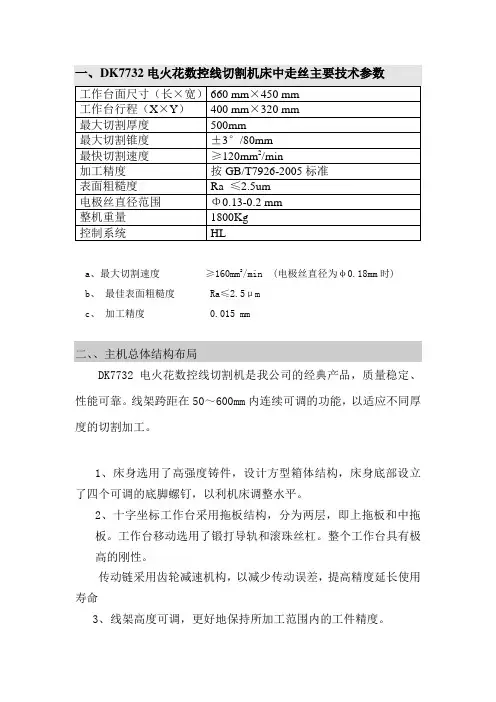
a、最大切割速度≥160mm2/min (电极丝直径为φ0.18mm时)b、最佳表面粗糙度 Ra≤2.5μmc、加工精度 0.015 mm二、、主机总体结构布局DK7732电火花数控线切割机是我公司的经典产品,质量稳定、性能可靠。
线架跨距在50~600mm内连续可调的功能,以适应不同厚度的切割加工。
1、床身选用了高强度铸件,设计方型箱体结构,床身底部设立了四个可调的底脚螺钉,以利机床调整水平。
2、十字坐标工作台采用拖板结构,分为两层,即上拖板和中拖板。
工作台移动选用了锻打导轨和滚珠丝杠。
整个工作台具有极高的刚性。
传动链采用齿轮减速机构,以减少传动误差,提高精度延长使用寿命3、线架高度可调,更好地保持所加工范围内的工件精度。
4、运丝机构采用尼龙齿轮传动,使用了独特的运丝筒变频器变速换向,使得换向迅速,降低噪音,寿命将延长。
三、控制系统HL系统是目前国内最广受欢迎的线切割机床控制系统之一,它的强大功能、高可靠性和高稳定性已得到行内广泛认同。
HL-PCI版本将原HL卡的ISA接口改进为更先进的PCI接口,因为PCI接口的先进特性,使得HL-PCI卡的总线部分与机床控制部分能更好的分离,从而进一步提高HL系统的抗干扰性能力和稳定性。
而且安装界限更加简单、明了,维修方便。
HL-PCI卡对电脑配置的要求不高,而且兼容性比ISA更好。
不许硬盘、软盘也能启动运行。
主要功能有:1.一控多功能,可在一部电脑上同时控制多达四部机床切割不同的工件,并可一边加工编程。
2.锥度加工采用四轴/五轴联动控制技术。
上下异形和简单输入角度两种锥度加工方式,是锥度加工变得快捷、容易。
可作变锥及等圆弧加工。
3.模拟加工,可快速显示加工轨迹特别是锥度及上下异形工件的上下面加工轨迹,并显示终点坐标结果。
4.实时显示加工图形进程,通过切换画面,可同时监视四台机床的加工状态,并显示相对坐标X、Y、J和绝对坐标X、Y、U、V等数值。
5.断电保护,入加工过程中突然断电,复电后,自动恢复各台机床的加工状态。
1.床身是采用高强度铸铁(HT250)成型的基座,为机床的承重部件。
一体式结构,铸件体都采用树脂砂铸造技术铸造(慢走丝铸件就采用此技术),两次高温退火处理,在同类型机床中自重也大,确保机械精度的恒久不变。
2.线架为二悬臂对称结构,钼丝张力均匀。
3.采用BMXP智能型中走丝线切割编控一体化软件,操作平台windowsxp,这是目前行业中唯一一款真正WindowsXP下开发的线切割专业软件。
4. 采用PCI总线,配备高端工业控制计算机。
5.强大的网络功能,实现远程控制。
6.可嵌入式的控制系统,实现与多种设计软件无缝连接。
7.具有机械原点找寻功能从而实现了对各段螺距误差进行补偿,伺服控制下效果尤为显著8.高频电源控制卡和软件控制卡合二为一,避免多卡控制的准确性差异和故障点多的弊端;9.高效细分的数字化专业脉冲电源,具有单方向放电功能,具有分组脉冲辅助功能,有效控制工件表面切割线纹,进一步满足高端客户的精细要求。
10.具有智能化数据库,通过大量试验和优化组合,供用户针对不同工件切割需求进行选择,也可由客户自行编辑加工参数加以存盘,并且查询调用简便。
11.特别选用新式三层过滤式水箱,延长了工作液的使用寿命,提高了工作液的洁净度,排渣性能增强,最终促使加工工件光洁度的提高,配合采用宝玛最新型的冷却液—BM系列水基工作液,对操作工及环境无害,符合环保要求。
12.可配备闭环伺服控制系统,采用日本安川伺服系统或日本三菱伺服系统。
1、BMXP智能编控系统软件的基本功能: (1)坐标系:绝对坐标、增量坐标(相对坐标); (2)图形坐标变换、缩放、旋转功能,图形跟踪显示功能; (3)直线、圆弧插补功能; (4)斜度加工功能; (5)上下异面加工功能; (6)短路、断丝处理功能; (7)停电记忆功能,加工结束自动停机功能; (8)自动对端面、对中心功能; (9)具有丰富的拐角功能,自动加过渡圆弧功能(任意拐角); (10)反向加工功能; (11)菜单技术、自动编程功能; (12)与ATUOCAD等多种设计软件无缝连接。
DK7732数控高速走丝电火花线切割机床及控制系统设计毕业论文一、总体方案设计(一)总体方案的拟定(1)电火花线切割机床具有定位,纵向和横向的直线插补功能;还能要求暂停,进行循环加工等,因此,数控系统选取连续控制系统。
(2)电火花线切割机床属于经济型数控机床,在保证一定加工精度的前提下,应简化结构,降低成本。
因此,进给伺服系统应采用步进电机开环控制系统。
(3)根据电火花线切割机床最大的加工尺寸,加工精度,控制速度和经济性要求,一般采用8位微机。
在8位微机中,MCS-51系列单片机具有集成度高,可靠性好,功能强,速度快,抗干扰能力强,具有很高的性能价格比。
因此,可选择MCS-51系列单片机扩展系统。
(4)根据系统的功能要求,微机控制系统中除了CPU外,还包括扩展程序存储器,扩展数据存储器,I/O接口电路;包括能输入加工程序和控制命令的键盘,能显示加工数据和机床状态信息的显示器;包括光电隔离电路和步进电机驱动电路。
此外,系统中还应该包括脉冲发生电路和其他辅助电路。
(5)纵向和横向进给是两套独立的传动链,它们由步进电机、齿轮副、丝杠螺母副组成,起传动比应满足机床所要求的。
(6)为了保证进给伺服系统的传动精度和平稳性,选用摩擦小、传动效率高的滚珠丝杠螺母副,并应有预紧机构,以提高传动刚度和消除间隙。
齿轮副也应有消除齿侧间隙的机构。
(7)采用滚动导轨可以减少导轨间的摩擦阻力,便于工作台实现精确和微量移动,且润滑方法简单。
在上述方案的基础上,有条件的还可以进一步实现钼丝的角度调节,使加工过程更加细致。
(伺服系统总体方案框图如图1.1)(二)主要技术参数的确定技术参数主要包括运动参数,尺寸参数和动力参数。
DK7732电火花线切割机床的主要技术参数如下:工作台行程/mm 500x320最大切割厚度/mm 30(可调)加工表面粗糙度Ra/μm 2.5加工精度/mm 0.015切割速度/mm2/min 100切割工件最大厚度120mm加工锥度3°~60°电极丝移动速度 11m/s电极丝最大直径φ0.1~φ0.2mm图1.1 伺服系统总体方案框图二、储丝走丝部件结构设计(一)储丝走丝部件运动设计运丝机构的运动是由丝筒电机正反转得到的。
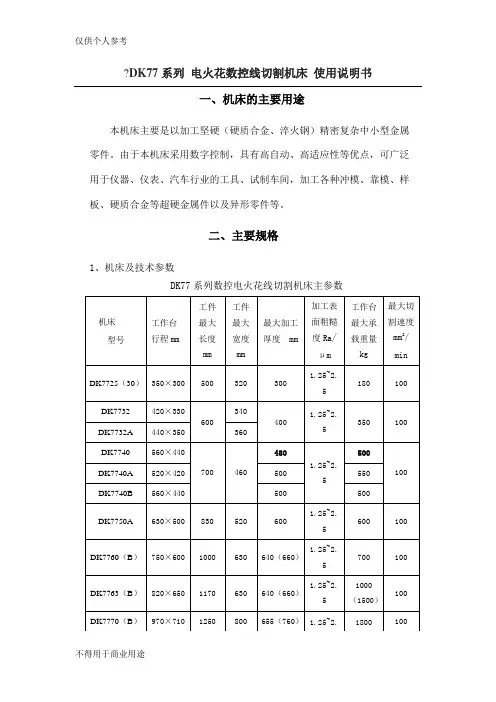
?DK77系列电火花数控线切割机床使用说明书一、机床的主要用途本机床主要是以加工坚硬(硬质合金、淬火钢)精密复杂中小型金属零件。
由于本机床采用数字控制,具有高自动、高适应性等优点,可广泛用于仪器、仪表、汽车行业的工具、试制车间,加工各种冲模、靠模、样板、硬质合金等超硬金属件以及异形零件等。
二、主要规格1、机床及技术参数DK77系列数控电火花线切割机床主参数?注:1.工作台行程实际超程,超程尺寸可咨询厂方。
2.小锥度加工0~10°,大锥度加工0~40°。
3.机床最大切割厚度不计精度,不包括硬质合金。
2、加工精度切割28×40八角形纵剖面上尺寸差 0.015mm横剖面上尺寸差 0.020mm3、工作台手轮移动量手轮转一周工作台移动量为4mm,手轮每格工作台移动量为0.01mm。
4、贮丝筒贮丝筒拖板最大移动量150mm贮丝筒尺寸(直径×长度)Φ156×184电极丝选用直径 0.12~0.22mm最大贮丝长度 270m电极丝速度 11m/s5、脉冲当量工作台 0.001mm6、步进电机??7、机床总功率贮丝筒电机 A02-7124 370W 1400r/min 三相工作液泵电机 DB-25 120W 25L/min8、外形尺寸控制柜(长×宽×高)600×500×670mm ??9、重量三、机床吊运见示意图1 吊装时,先要卸掉机床拖板及贮丝筒拖板的罩壳。
?四、机床安装1、先检查机床有无空脚,再将机床放稳,将框式水平仪放置在X、Y向拖板上,利用床身底部的调整螺钉,调整机床的安装水平,在纵横方向均不得超过0.04/1000mm。
五、机床概述本机床由数字程序控制来加工直线和圆弧组成的各种复杂的金属冲模与零件,加工最高生产率达80mm2/min,加工表面粗糙度(生产效率>20mm2/min)Ra≤2.5μm。
机床由主机、高频电源和控制器三大部分组成。
数控线切割DK7732机床设计说明书杨加俊刘贺贺祁繁徐州工程学院要图纸的请加QQ:287579959,附加说明要图纸,有全部的零件图,用solidworks打开。
目录一、简介 (1)二、线切割机床的加工原理 (1)三、主要技术参数 (1)四、机床传动系统 (2)五、创新设计 (4)六、机床电气系统 (4)七、设计过程分析与计算 (6)1.最大动载荷 (6)2.丝杠的选择 (6)3.滚珠丝杠副 (6)(1)特点 (6)(2)滚珠丝杠副的载荷计算 (7)a.工作载荷F (7)b、滚珠丝杠副主要技术参数的确定 (8)①导程Ph (8)②螺母选择 (8)Ⅰ滚珠的工作圈数i和列数j (8)Ⅱ法兰形状 (8)Ⅲ丝杠螺纹长度l (9)Ⅳ校核计算 (9)Ⅴ导轨的选择 (10)八、补充知识 (10)<1>导轨主要性能指标 (10)<2>直线导轨的选择 (11)九、数控系统的选择 (12)十、机床操作步骤和规程 (13)步骤 (13)规程 (13)十一、主要外购件 (13)十二、参考文献 (14)一、简介数控电火花线切割机床,简称线切割机床,是以运动的金属丝为工具电极,在控制系统的控制下,按预先设定的轨迹对工件进行加工。
线切割机床适合加工各种模具,切割微细精密及形状复杂的零件、样板,切割钨片、硅片等。
广泛应用在机械、电子电气等领域。
二、线切割机床的加工原理(1)线切割——数控电火花线切割加工的简称。
(2)工作原理:利用移动的金属丝作工具电极,并在金属丝和工件间通以脉冲电流,利用脉冲放电的腐蚀作用对工件进行切割加工的。
(3)由于它利用的是丝电极,因此,只能作轮廓切割加工。
(4)工作原理如图所示。
图1.线切割机床的加工原理1--数控装置 2--储丝简 3--导轮 4--电极丝 5--工件 6--喷嘴 7--绝缘板 8--脉冲发生器 9--液压泵 10--水箱 11--控制步进电动机(5)当工件与线电极间的间隙足以被脉冲电压击穿时,两者之间即产生火花放电而切割工件。
目录引言 (1)一总体方案设计 (2)(一)总体方案的拟定 (2)(二)主要技术参数的确定 (2)二储丝走丝部件结构设计 (3)(一)储丝走丝部件运动设计 (3)1.对高速走丝机构的要求 (3)2.高速走丝机构的结构及特点 (4)(二)储丝走丝部件主要零件强度计算 (10)1.齿轮传动比的确定 (10)2.齿轮齿数的确定 (10)3.传动件的估算 (12)4.齿轮模数估算 (13)5. 齿轮模数的验算 (14)(三)储丝走丝部件主要零件强度验算 (16)1.齿轮强度的验算 (16)2.主轴的验算 (19)(四)主轴组件结构设计 (21)1.轴承配置形式 (21)2.主轴组件的调整和预紧 (22)三进给传动设计 (22)(一)进给传动运动设计 (22)1.脉冲当量和传动比的确定 (22)(二)滚珠丝杆螺母副的型号选择和滚珠丝杆的选型和校核 (23)1.滚珠丝杆螺母副的型号选择 (23)2.滚珠丝杆的选型和校核 (25)(三)步进电机的选择 (28)1.根据脉冲当量和最大静转矩初选电机型号 (28)2.启动矩频特性校核 (30)(四)进给机构支承设计 (31)1.螺杆的支承形式 (31)2.螺杆的支承方式 (31)四数控系统设计 (32)(一)高频脉冲电源 (32)(二)数字控制系统设计 (33)(三)控系统硬件的电路设计 (34)1.单片机设计 (34)2.系统扩展 (38)3. I/O 口的扩展 (42)4.显示器的接口设计 (48)5.步进电机控制电路设计 (50)6.光电隔离电路设计 (57)7.部分控制程序 (58)8.其他接口电路设计 (70)参考文献…………………………………………………………………………()谢辞………………………………………………………………………………()前言毕业设计可谓是大学四年对所学知识综合的一次大的考验也是在走向工作岗位的一次练兵,更进一步锻炼了自己的动手能力和团队的合作能力,真正做到了理论联系实际教与学的一次有理结合。
数控高速走丝电火花线切割机及控制系统开题报告新一、设计(论文)依据及研究意义:数控高速走丝电火花线切割加工是一种直接利用电能进行加工的新工艺。
这一技术已广泛应用于加工淬火钢,不锈钢、硬质合金等难加工材料;已成为切削加工的重要补充和发展。
我们的设计的数控高速走丝电火花线切加工机床是一个改进设计,我们设计的横向纵向进给系统是用步进电机控制的,提高生产效率。
我们这次毕业设计是对大学四年专业知识的综合运用。
通过这次设计,更好的掌握了专业知识,对其也有更深入的理解,这对我们将来的工作、学习都是一个莫大的帮助,我们受益匪浅二、设计(论文)主要研究的内容、预期目标:(技术方案、路线)1、调查研究电火花线切割机的加工特点,确定新设计电火花线切割机的主要技术参数。
2、进行数控电火花线切割机总体方案及控制系统总体方案设计。
3、完成电火花线切割机的机械结构设计。
4、完成控制系统硬件和软件设计。
三、设计(论文)的研究重点及难点:在这次设计中,数控高速走丝电火花线切割加工机床的控制系统部分是重点,也是难点。
由于可参考的资料非常少,所学的单片机的知识有限,这也加大了我们的设计难度。
步进电机驱动电路是数控高速走丝电火花线切割加工机床的一个重点,它是通过8031芯片的扩展,经过光电耦合电路,功率放大电路驱动步进电机。
脉冲电源电路又是一个重点,也是难点。
我采用的是高低压复式脉冲电源,它是由晶体管和分立元件组成的电路,输出高低压复式脉冲,可以同时供给两个放电间隙加工,提高加工生产率。
由于时间仓促,对这部分设计还不够完善,下步工作可深入研究。
四、设计(论文)研究方法及步骤(进度安排):研究方法:1:参考各种设计手册2:通过网络,查阅各种相关资料3:在设计过程中遇到问题向指导老师请教,直到解决问题研究步骤:1:查阅资料,选择相关书籍,写开题报告。
2:根据技术要求,确定原始参数。
3:根据原始参数,通过计算,确定大致尺寸。
4:校核计算结果,开始总体结构设计。
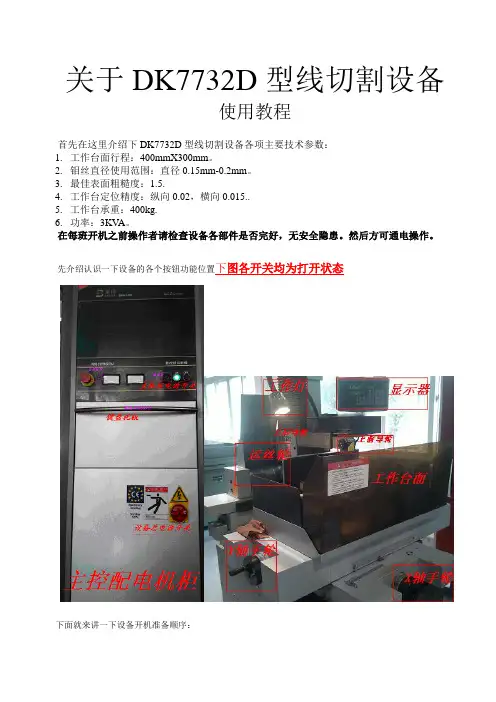
关于DK7732D型线切割设备使用教程首先在这里介绍下DK7732D型线切割设备各项主要技术参数:1.工作台面行程:400mmX300mm。
2.钼丝直径使用范围:直径0.15mm-0.2mm。
3.最佳表面粗糙度:1.5.4.工作台定位精度:纵向0.02,横向0.015..5.工作台承重:400kg.6.功率:3KV A。
在每班开机之前操作者请检查设备各部件是否完好,无安全隐患。
然后方可通电操作。
先介绍认识一下设备的各个按钮功能位置下图各开关均为打开状态下面就来讲一下设备开机准备顺序:第一步,将如图所示的设备总电源开关由OFF位置向右顺时针旋转到ON位置给设备供电。
此时工作台灯亮。
第二步,打开配电柜电源,按下上图所示的主机柜电源开关(ON)。
此时该按钮的指示灯会随之亮起。
第三步,打开电脑。
先握住键盘托板把手向前向下拉出打开键盘托板。
放好键盘鼠标。
插入钥匙打开前挡板。
按下电脑主机电源按钮。
此时电源指示灯正常亮起。
如图关上前挡板当电脑启动进入windows桌面之后我们就可以开始操作加工了。
首先打开电脑桌面的AutoCAD软件根据所要加工产品的图纸要求画出我们所要加工的产品轮廓尺寸。
如下图然后用鼠标左键单击标题栏最右边的BMXP按钮,在弹出的下拉菜单中选择生成加工轨迹。
弹出加工轨迹参数选项窗口。
设置合适的参数并单击确定。
在工件附近合适位置作为穿丝点坐标单击鼠标左键然后单击工件轮廓开始加工的起刀点,如下图。
根据加工的路径在合适的箭头方向前面单击鼠标,等路径闭合,加工轨迹生成完毕。
如下图:再次单击标题栏最右边的BMXP按钮,在弹出的下拉菜单中选择发送加工轨迹。
如下图:这时鼠标指针会变成一个小方框,先用鼠标左键单击刚刚生成的加工轨迹然后再用鼠标右键单击刚刚生成的加工轨迹(就是图中刚刚生成的那根红色的线)。
在弹出的对话框中用鼠标左键单击一号卡。
接下来会弹出线切割一号卡操作界面,如图:现在就应该将待加工件放在工作台面上装夹妥当。
DK7732电火花线切割机床操作规程一、班前准备工作:1.机床常规检查:★启动电源开头,让机床空载运行,观察其工作状态是否正常。
★控制机必须正常工作十分钟以上。
★机床各部件运动应正常工作。
★脉冲电源和机床电器应工作正常无误。
★各行程开关触点应动作灵敏。
★工作液各个进出管路,阀门畅通无阻,压力正常,扬程符合要求。
2.添加工作液或更换工作液。
★一般以一个星期更换一次为宜。
3.决定是否调换电极丝。
4.调整线架★用角尺或电极丝垂直校正器将电极丝校正与和工作台台面垂直。
5.检查工作台★按下控制机键盘控制步进电机的键,手摇工作台的纵横向手轮,检查步进电机是否吸住。
输入一定的位移刻度盘正反转各一次,检查刻度盘是否回‘0’位。
6.工件装夹★将夹具固定在工作台上,★将工件装夹在夹具上,使其与工作台的纵横向平行。
★检查工件位置是否在工作台的加工的有效范围内。
★工件和夹具在切割过程中不能碰到线架的任何部位。
★工件在装夹完成后,要清除干净工作台上的一切杂物。
7.导轮的调整★导轮调整时,既要保持导轮转动灵活,又要无轴向窜动。
更换导轮时,轴承内要加高速润滑脂。
二、机床的操作步骤:1.开机★按下电源开头,接通电源。
2.把加工程序输入控制机。
3.开动运丝机构★按下运丝开关,让电极丝空运转,检查电极丝的抖动情况和松紧程度,若电极丝过松,则应充分且用力均匀地紧丝。
4.开水泵,调整喷水量★开水泵时,先把调节阀调至关闭状态,然后逐渐开启,调节至上下喷水柱包容电极丝,水柱射向切割区即可,水量不必太大。
上线架底面前部有一排水孔,经常保持畅通,避免上线架内积水渗入机床电器箱内。
5.开脉冲电源,选择电参数★使用时应根据对切割效率、精度、表面粗糙度的要求,选择最佳的电参数。
电极丝切入工件时,把电脉冲间隔拉开,待切入后,稳定时再调节脉冲间隔,使加工电流满足要求。
6.开启控制机,进入加工状态★开启控制机,进入加工状态,观察电流表在切割时指针是否稳定,精心调节,切忌短路。
机电系毕业设计论文参考题目300×400数控激光切割机XY工作台部件及单片机控制设计CA6140车床主轴箱的设计DTⅡ型固定式带式输送机的设计FXS80双出风口笼形转子选粉机;JL Y3809机立窑(加料及窑罩部件)设计JL Y3809机立窑(窑体及卸料部件)JL Y3809机立窑(总体及传动部件)设计MR141剥绒机锯筒部、工作箱部和总体设计PF455S插秧机及其侧离合器手柄的探讨和改善设计PLC在高楼供水系统中的应用Q3110滚筒式抛丸清理机的设计(总装、弹丸循环及分离装置、集尘器设计) Q3110滚筒式抛丸清理机的设计(总装、滚筒及传动机构设计)SF500100打散分级机回转部分及传动设计X700涡旋式选粉机YQP36预加水盘式成球机设计Z30130X31型钻床控制系统的PLC改造Φ3×11M水泥磨总体设计及传动部件设计Φ1200熟料圆锥式破碎机半精镗及精镗气缸盖导管孔组合机床设计(夹具设计)半精镗及精镗气缸盖导管孔组合机床设计(镗削头设计)柴油机齿轮室盖钻镗专机总体及夹具设计柴油机齿轮室盖钻镗专机总体及主轴箱设计柴油机气缸体顶底面粗铣组合机床总体及夹具设计车床变速箱中拔叉及专用夹具设计乘客电梯的PLC控制出租车计价器系统设计电动自行车调速系统的设计多用途气动机器人结构设计工艺-WH212减速机壳体加工工艺及夹具设计管套压装专机结构设计机油冷却器自动装备线压紧工位装备设计基于AT89C2051单片机的温度控制系统的设计基于普通机床的后托架及夹具设计开发金属粉末成型液压机PLC设计可调速钢筋弯曲机的设计空气压缩机V带校核和噪声处理螺旋管状面筋机总体及坯片导出装置设计模具-Φ146.6药瓶注塑模设计模具-冰箱调温按钮塑模设计模具-电机炭刷架冷冲压模具设计模具-水泥瓦模具设计与制造工艺分析膜片式离合器的设计内循环式烘干机总体及卸料装置设计全自动洗衣机控制系统的设计设计-CG2-150型仿型切割机设计-ZL15型轮式装载机设计-插秧机系统设计设计-工程钻机的设计设计机床-S195柴油机机体三面精镗组合机床总体设计及夹具设计设计机床-车床主轴箱箱体右侧10-M8螺纹底孔组合钻床设计设计-搅拌器的设计设计-精密播种机生产线上运输升降机的自动化设计实验用减速器的设计双铰接剪叉式液压升降台的设计四层楼电梯自动控制系统的设计万能外圆磨床液压传动系统设计卧式钢筋切断机的设计锡林右轴承座组件工艺及夹具设计新KS型单级单吸离心泵的设计新型组合式选粉机总体及分级部分设计压燃式发动机油管残留测量装置设计知识竞赛抢答器PLC设计自动洗衣机行星齿轮减速器的设计组合机床主轴箱及夹具设计毕业设计带式运输机用的二级圆柱齿轮减速器课程设计总泵缸体夹具设计课程设计CA6140车床后托架的夹具毕业设计拨叉C加工工艺及夹具设计毕业设计拨叉A加工工艺及夹具设计毕业设计CA6140杠杆加工工艺及夹具设计毕业设计(论文)箱体顶盖零件工艺规程及工装设计课程设计“CA6140车床拨叉,型号861002”零件的机械加工工艺及工艺设备课程设计扬声器模具设计课程设计防尘盖冲压模具设计毕业论文支撑掩护式液压支架的设计课程设计“法兰盘”零件的机械加工工艺规程及工艺装备设计毕业设计机器人自动火焰切割H型钢的设计毕业设计数控龙门三枪H型钢自动火焰切割机毕业设计高速压力机设计毕业设计无摩擦球阀设计毕业设计QTZ25型塔式起重机变幅机构毕业设计卡座的冲压成形方案及模具设计——级进模设计课程设计二级展开式圆柱齿轮减速器课程设计矩形花键拉刀及矩形花键铣刀设计毕业设计CD盒注塑模设计毕业设计高层建筑外墙清洗机---升降机部分的设计课程设计设计”CA6140车床拨叉”零件的机械加工工艺规则及工艺装备课程设计设计“CA6140车床”拨叉零件的机械加工工艺规程及工艺装备(中批量生产)课程设计设计“CA6140车床”拨叉零件的机械加工工艺规程及工艺装备(中批量生产)毕业设计5号电池充电器外壳的塑件注射模毕业设计抽屉注塑模具设计毕业设计冲3孔冲压件设计毕业设计液压支架设计毕业论文塑料包装机构主传动机构设计——二级展开式圆柱圆锥齿轮减速器毕业设计多功能齿轮实验台设计与CAD毕业设计钮锁冷冲模的设计毕业设计砂带分条机设计毕业设计传动盖冲压工艺制定及冲孔模具设计毕业设计冲孔压力机毕业设计高楼外墙清洗机毕业设计交流变频调压调速乘客电梯设计毕业设计PE10自行车无级变速器设计毕业设计XK5040数控立式铣床进给系统设计毕业设计YC1040载货汽车底盘总体及制动器设计毕业设计DTⅡ型皮带运输机设计毕业设计Q3110滚筒式抛丸机总装、弹丸分离装置及除尘器设计毕业设计基于Pro/E的装载机工作装置的实体建模及运动仿真毕业设计垃圾车车厢和排出机构液压系统设计毕业设计木工用异型槽龙门铣床液压系统改进及除尘设计毕业设计经济型数控系统研究与设计毕业设计汽车大梁生产线全液压铆接机液压系统设计毕业设计BM—4010PD万达载货汽车后驱动桥的设计毕业设计隔水管横焊缝自动对中装置的设计(机械电气部分)毕业设计拖拉机拨叉铣专机(卧式)毕业设计低速载货汽车车架及悬架系统设计毕业设计YD5141SYZ后压缩式垃圾车的上装箱体设计毕业设计在高速端铣切削中切屑形成的调查毕业设计PLC控制直列式加工自动线设计毕业设计YD9160TCL轿运车箱体设计毕业设计YD9160TCL轿运车前后桥设计毕业设计大型管材相贯线切割机设计毕业设计CK-Ⅱ型车床主轴箱加工6~Ф17孔两面卧式组合钻床毕业设计硫化机卸胎装置及其微机控制系统毕业设计拖拉机拨叉铣专机(立式)毕业设计立卧三面镗床液压系统设计毕业设计双模轮胎硫化机机械手控制系统设计毕业设计钻加工CK—Ⅱ型数控车床主轴箱6-ф17孔两面卧式组合钻床毕业设计DTⅡ型皮带运输机设计毕业设计弧面蜗杆加工专用数控机床设计毕业设计车载机械自动调平机械系统设计与开发毕业设计组合机床设计毕业设计四柱万能液压机系统设计毕业设计自动弯管机装置及其电器设计毕业设计硫化机主传动微机控制系统毕业设计机械手的设计毕业设计圆柱坐标型工业机器人设计毕业设计皮带输送机设计(无角度)课程设计脱水斗式提升机设计课程设计单级圆柱齿轮减速器毕业设计高压水射流喷丸机床毕业设计刮板输送机毕业设计离心式渣浆泵结构设计毕业设计螺旋离心泵结构设计毕业设计泵轴球窝的加工毕业设计仿指按摩器按摩杆注射成型模具设计毕业设计三轴工业机器人的结构设计毕业设计落料冲孔翻边复合模具设计课程设计设计“花键传动轴”零件的机械加工工艺及夹具毕业设计柴油机连杆工艺工装设计毕业设计调节盘的数控车床编程与模拟仿真毕业设计配合零件加工工艺、程序编制及仿真毕业设计凸凹模具数控加工工艺及编程毕业设计高速枪管绞孔机毕业设计CG2-150型仿型切割机测绘说明书一级圆柱斜齿轮减速器毕业设计单筒冷却机传动装置设计毕业设计短臂冲压成形工艺分析及模具设计毕业设计汽油机连杆组合机床及工艺装备毕业设计叉杆零件工艺设计与工装设计毕业设计传动齿轮工艺设计毕业设计分离爪工艺规程和工艺装备设计毕业设计阀门零件机械加工工艺规程和工艺装备的设计毕业设计机座工艺设计与工装设计毕业设计减速箱体工艺设计与工装设计毕业设计连杆零件加工工艺及专用钻床夹具的设计毕业设计十字接头零件分析毕业设计输出轴工艺与工装设计毕业设计惰轮轴工艺设计和工装设计毕业设计斜联结管数控加工和工艺毕业设计支架零件图设计毕业设计液压升降舞台的设计毕业设计6shz-60直联式双吸离心泵的设计毕业论文液压式测力装置毕业设计自由度并联机构的平行机设计毕业设计配合零件加工工艺、程序编制及仿真毕业设计CM6132型精密车床主传动系统数控改造设计毕业设计手机充电器外壳的成形模具设计课程设计连杆弹簧复位自动调偏装置毕业设计“包装机对切部件”设计毕业设计C6163型车床的经济型数控改造设计毕业设计《喷雾咀》注塑模具设计课程设计CA10B解放牌汽车中间轴轴承支架毕业设计半自动液压专用铣床液压系统的设计毕业设计数控机床45#刀柄拉刀机构设计毕业设计车刀角度测量装置设计毕业设计雪碧瓶盖注塑模设计毕业设计带式输送机传动装置中的一级圆柱齿轮减速器毕业设计CD盒模具设计毕业设计闹钟后盖模具设计毕业设计渐开线涡轮数控工艺及加工毕业设计典型壳体的模具数控加工毕业设计人关节防脱位臼衬的模具的数控加工毕业设计大排量斜盘式轴向柱塞泵毕业设计玻璃升降器复合拉伸模的设计毕业设计TOP-HOUSING注塑模设计毕业设计把手封条注塑模的设计毕业设计掩护式液压支架设计毕业设计带式输送机传动滚筒的设计毕业设计YTP26气腿式凿岩机机体工艺、夹具设计毕业设计新型免胀套、免键联接等强度滚筒设计毕业设计电器开关网芯零件冲压工艺及模具设计毕业设计酒瓶内盖塑料模具设计毕业设计管架注塑模设计毕业设计多功能甘蔗中耕田管机改进设计毕业设计鼓形齿联轴器的设计毕业设计童心吸水杯杯盖注塑设计毕业设计DK7732数控高速走丝电火花线切割机及控制系统毕业论文拨叉机械加工工艺规程及铣断专用夹具设计毕业设计加工液压泵上体三个阶梯孔的机床专用夹具计算机辅助设计研究毕业设计垫圈落料冲孔复合模具设计毕业设计玉米脱粒机的设计课程设计设计“填料箱盖”零件的机械加工工艺及工艺设备毕业设计内充种气吸玉米免耕播种机的设计—镇压部分的设计毕业论文采煤机截割部设计毕业设计“阀体”零件的工艺设计毕业设计冲压汽车灯罩毕业设计TMJ200型水果糖糖料拉白机设计毕业设计高档化妆品瓶盖注射模具设计毕业设计螺杆压缩机系统装置设计毕业设计(旅行餐碗)注塑模设计毕业设计数控铣床的主轴箱结构设计毕业设计汽车输油管的模具设计毕业设计太阳能铝边框冲孔模设计毕业设计外壳落料拉深模具设计课程设计带式输送机说明书课程设计龙门起重机课程设计阶梯圆桶落料拉深复合模具设计课程设计MPS加工站机械设计毕业设计铰链卷圆模具设计高分子材料成型模具课程设计方便饭盒上盖注塑模具设计课程设计沐浴露瓶盖注射模设计课程设计清新剂盒盖注射模设计课程设计拖拉机用垫片的成型工艺与模具设计毕业设计轴盖复合模的设计与制造毕业设计MPS安装站机械设计课程设计托森差速器的设计课程设计双头铆接机课程设计ZL40装载机反转连杆机构工作装置的设计课程设计CD盒注塑模设计毕业设计法兰盘夹具设计设计说明书设计“CA6140车床拨叉”零件的机械加工工艺及工艺设备毕业设计移动式X光机总体及组件设计毕业设计二级齿轮减速箱设计毕业论文小型三辊卷板机设计毕业设计台灯灯座注射模具设计与制造毕业设计FDP-15非开挖导向钻机主机体设计毕业设计JZ—I型校直机毕业设计MG132/320-W型采煤机左牵引部机壳的加工工艺规程及数控编程金属切削机床课程设计CA6140型车床主运动机械变速传动系统的结构设计毕业设计X5020B立式升降台铣床拨叉壳体毕业设计XQB小型泥浆泵的结构设计毕业设计板材送进夹钳装置毕业设计塑料粉末静电喷涂生产线毕业设计拨叉80-08的加工工艺及夹具设计毕业设计攻丝组合机床设计毕业设计钻孔组合机床设计毕业设计压缩机箱体加工工艺及夹具设计毕业设计矿用液压支架的设计毕业设计CA6140车床后拖架零件加工工艺及铣底面专用夹具设计毕业设计齿轮泵泵体工艺及加工Φ14、2-M8孔夹具设计毕业设计CA6140普通车床的数控技术改造(机械部分)毕业设计CA6140普通车床床头1轴轴承座夹具设计课程设计刮板式流量计设计毕业设计WH212减速机壳体加工工艺及夹具设计毕业设计塑料水杯模具的研制毕业设计基于proe的汽车阀体零件加工工艺毕业设计智能化自寻迹程控车模外形及其控制系统设计毕业设计TGSS-50型水平刮板输送机---机头段设计毕业设计显微镜左右棱镜座压铸模设计毕业论文齿轮架零件的机械加工工艺规程及专用夹具设计毕业设计挖掘机液压系统设计毕业设计传动轴的加工工艺机床数控技术课程设计减速箱箱体的数控加工工艺与编程课程设计卧式车床主运动变速系统设计毕业设计压力机与垫板间夹紧装置的设计课程设计说明书Y A32-3150型四柱万能液压机液压系统设计课程设计说明书圆体成形车刀和圆拉刀的设计课程设计拖拉机倒档拨叉的工艺规划及夹具设计毕业设计宠物垫生产线的部件机械设计毕业设计ZXK-7532数控立式钻铣床主运动、进给系统及控制系统的设计毕业设计R175型柴油机机体加工自动线上用多功能液压机械手设计毕业论文基于PRO/E的双轴双凸轮联动轨迹再现机构机械装置的设计毕业设计台式数控龙门雕刻机TLNC-X-2030工作台及Y轴传动部件设计课程设计设计计算一台台式起重机起升机构毕业设计EX1000高效二次风选粉机(传动及壳体部件)设计毕业设计普通式双柱汽车举升机设计课程设计套筒机械加工工艺规程制订毕业设计轴向柱塞泵设计毕业设计机械手设计毕业设计带位移电反馈的二级电液比例节流阀设计毕业设计中型四柱式万能液压机及液压系统设计毕业设计送料机械手设计及Solidworks运动仿真毕业设计乳化液泵设计毕业设计小汽车维修用液压升举装置毕业设计轧钢机设计毕业设计磨粉机设计毕业设计铁水浇包倾转机构的设计毕业设计矿用液压支架的设计毕业论文对称传动剪板机毕业论文双行简易播种机毕业设计立木地板加工机床--成型机分度机构毕业设计椭圆盖板的宏程序编程与自动编程毕业设计液压传动机械手的设计课程设计说明书设计“传动轴突缘叉”零件的机械加工工艺及工艺设备毕业设计漫步者R211TⅡ低音炮外壳外型设计及其注射模设计毕业设计设计自来水管阀阀体的零件的机械加工工艺规程及6、7道工序的夹具设计毕业设计10m3机械式定量阀的研究与三维造型设计毕业设计壳形塑料件的注射模设计毕业设计鼠标上壳造型设计毕业设计塑料挂钩座注射模具设计毕业设计小电机外壳造型和注射模具设计及CAE分析毕业设计叶型加工工装设计毕业设计经济型掩护式液压支架的设计毕业设计电源插头塑料模具设计毕业设计设计“CA6140法兰盘”零件的机械加工工艺规程及工艺装备(年产量为4000件)课程设计螺旋千斤顶的设计毕业设计底座注塑模模具设计课程设计链式输送机传动装置课程设计法兰盘的机械加工工艺规程制订及选定工序专用家具的设计毕业设计JD-40型调度绞车改进设计毕业设计3L-10/8空气压缩机曲轴零件的机械加工工艺及夹具设计毕业设计拨叉(12-07-05)加工工艺及夹具设计毕业设计后钢板弹簧吊耳加工工艺及夹具设计毕业设计300X400数控激光切割机设计毕业设计闭风器的设计课程设计设计“CA6140车床法兰盘”零件的机械加工工艺及工艺设备课程设计单级斜齿圆柱齿轮传动设计+绞车传动毕业设计CA6140型铝活塞的机械加工工艺设计及夹具设计毕业设计CA6140填料箱盖加工工艺及数控编程毕业论文搅拌摩擦焊焊接工装设计毕业论文1.0t普通座式焊接变位机工装设计毕业论文自动高压排液阀毕业论文基于Pro/E的蒸汽电熨斗的建模设计毕业设计200米液压钻机变速箱的设计毕业设计100米钻机变速箱设计毕业设计75米钻机的总体设计毕业设计万能渐开线检查仪数据处理毕业设计液压钻机本体组合机床设计毕业论文杠杆零件机械加工工艺规程制订及第25工序工艺装备设计毕业论文低位放顶煤液压支架(支撑掩护式液压支架)的设计课程设计带式运输机用展开式二级圆柱齿轮减速器设计毕业论文数控机床自动夹持搬运装置的液压系统设计毕业论文小型钢坯步进式加热炉液压传动系统课程设计GBW92外圆滚压装置设计课程设计GBW92外圆滚压装置设计课程设计MG132320-W型采煤左牵引部机壳的加工工艺规程及数控编程课程设计MG250591-WD型采煤机右摇臂壳体的加工工艺规程及数控编程毕业设计法兰盘工艺规程设计课程设计基于单片机的电子密码锁的设计毕业论文输出轴零件机械加工工艺规程制订及第工序工艺装备设计毕业论文XTK7140数控立式铣镗床及控制系统设计毕业论文CLK6140轻型数控车床主运动及进给系统设计毕业设计大油壶盖注塑模具设计毕业设计天然气汽车供气系统减压装置设计毕业论文连杆钻孔φ10H9专用夹具毕业论文某机型铰链座制造与工艺毕业论文端面齿盘的设计与加工毕业设计DX型钢丝绳芯带式输送机课程设计制定CA6140车床法兰盘的加工工艺,设计钻φ6mm孔的钻床夹具毕业设计CA6140主轴加工工艺及夹具设计毕业论文冲压废料自动输送装置毕业论文C618型卧式车床经济型数控纵向改造毕业论文C6136型卧式车床经济型数控改造机械自造工艺及夹具课程设计制定CA6140C车床拨叉的加工工艺,设计钻22mm孔的钻床夹具毕业论文移动手柄设计毕业设计数控电火花线切割机床坐标工作台进给系统设计毕业论文半轴机械加工工艺及工装设计毕业论文液压控制阀的理论研究与设计课程设计普通CA6140车床的经济型数控改造毕业论文设计轴承座车Φ30mm孔的车床夹具毕业论文套筒加工工艺及夹具设计毕业设计轴套零件加工工艺规程设计与编程毕业设计座体的工艺分析及数控加工毕业设计雷达控制箱盒体的数控加工毕业论文SPT120-12A?5?1 推料装置毕业论文SSCK20A数控车床主轴和箱体加工编程毕业论文T611镗床主轴箱传动设计及尾柱设计课程设计蜗轮蜗杆传动减速器毕业论文设计加工客车上“车门垫板”零件的冲裁模毕业论文络筒机槽筒专用加工机床及夹具设计课程设计点钞盒底座注射模具设计毕业设计曲轴润滑油孔加工机床的设计研究毕业设计锁壳冲裁模具设计毕业论文WHX112减速机壳加工工艺及夹具设计毕业设计微电机转子冲片模具设计毕业设计CA6140车床后托架的加工工艺及夹具设计毕业论文CA6150车床主轴箱设计金属切削原理与刀具课程设计说明书圆孔拉刀设计机械制造工艺课程设计说明书法兰零件夹具设计毕业论文CA6140车床后托架加工工艺及夹具设计毕业设计物流液压升降台的设计毕业论文落料,拉深,冲孔复合模毕业设计DTⅡ型固定式带式输送机毕业设计打印机压轮设计毕业设计快速模具集成系统精度保证体系研究毕业设计滤油器支架模具设计毕业设计梳棉机箱体设计毕业论文LMXC-Ⅰ型露天选采机液压系统设计毕业设计可伸缩带式输送机结构设计毕业设计AWC机架现场扩孔机设计毕业论文复合化肥混合比例装置及PLC控制系统设计毕业论文膜片弹簧的冲压工艺及模具设计机械设计课程设计带式输送机说明书和总装图课程设计X-Y数控工作台毕业设计ZFS1600/12/26型液压支架掩护梁设计毕业设计运送铝活塞铸造毛坯机械手设计毕业设计上料机液压系统设计毕业设计接线端子板冲孔、落料、压弯复合模设计毕业设计冲压废料自动输送装置毕业论文设计脚手架冲孔模具毕业设计手机塑料外壳注塑模(不够完整)课程设计设计一卧式单面多轴钻孔组合机床液压系统设计说明书铣断夹具毕业论文WY型滚动轴承压装机设计毕业设计论文经济型数控车床纵向进给运动设计及润滑机构设计毕业设计论文J45-6.3型双动拉伸压力机的设计毕业设计冲裁垫片模具的设计毕业设计气动通用上下料机械手的设计——机械结构设计毕业设计水电站水轮机进水阀门液压系统的设计毕业设计63CY14-1B轴向柱塞泵改进设计课程设计设计低速级斜齿轮零件的机械加工工艺规程毕业设计普通CA6140车床的经济型数控改造毕业论文钩尾框夹具设计(镗φ92孔的两道工序的专用夹具)机械制造工艺学课程设计设计“拨叉”零件的机械加工工艺规程及工艺装备(年产量5000件)课程设计带式输送机传动装置毕业论文桥式起重机副起升机构设计毕业论文桥式起重机小车运行机构设计课程设计四工位专用机床传动机构设计无模压力成形机设计普通车床主传动系统小型三辊卷卷板轴向柱塞泵设计三辊卷板机椭圆盖板的宏程序编程与自动编程。
DK77系列电火花数控线切割机床使用介绍及其说明DK77系列电火花数控线切割机床是一种先进的切割工具,广泛应用于金属加工、模具制造、航空航天等行业。
它采用电火花腐蚀原理,通过高频脉冲放电将金属材料切割成所需形状,具有高精度、高效率、高稳定性等优点。
下面将对DK77系列电火花数控线切割机床的使用介绍及相关说明进行详细说明。
使用介绍:1.准备工作:在使用前,需要将机床进行检查,确保各项部件运行正常。
同时,要清理工作台面、导轨等部位,以确保切割精度。
2.加工程序设置:根据所需的切割形状,编写切割程序,并将程序输入到机床的数控系统中。
3.切割加工:将待加工的工件放置到工作台上,并夹紧,调整好加工参数,启动机床。
机床将按照预设的程序进行切割,直至切割完成。
4.补偿处理:由于电火花腐蚀过程中会有一定的电极消耗,切割后工件可能会有微小的尺寸误差。
为了提高加工精度,需要对切割结果进行补偿处理。
5.后处理:加工完成后,及时将工作台的废料清理干净,对机床进行检查,关闭电源,并及时维护各项部件。
说明:1.数控系统:DK77系列电火花数控线切割机床采用先进的数控系统,能够精确控制切割过程,保证加工精度。
2.可编程性:该系列机床支持用户自行编写切割程序,根据不同的加工需求实现多种形状的切割,提高生产效率。
3.自动化程度高:机床配备自动夹具和料头,能够自动完成夹紧工件和导向的功能,降低操作难度,提高生产效率。
4.稳定性好:该系列机床采用先进的传动结构和控制系统,能够保证机床在高速切割过程中的稳定性,减少切割误差。
5.适应性广:DK77系列电火花数控线切割机床适用于各种金属材料的切割,如钢、铝、铜、不锈钢等,能够满足不同行业的加工需求。
总结:DK77系列电火花数控线切割机床是一种高精密、高效率的切割设备,广泛应用于金属加工行业。
使用该机床需要进行一系列准备工作和切割加工步骤,同时需要对数控系统进行编程,以实现多种形状的切割。
DK7732线切割数控机床机械结构设计摘要电火花线切割加工(wire-EDM)是一种基于电火花加工技术的适应性流程加工技术,它可以被用在具有二维到三维复杂形状的而且是导电的原材料的加工上。
电火花线切割加工技术是机电一体化技术,是机械、电工、电子、数控、自动控制、计算机应用等多门学科、专业知识的综合运用。
我的设计课题是DK7732数控高速走丝电火花线切割机。
DK为数控电加工机床,77为电火花线切割机床,32为机床工作台宽度。
机床部分是电火花切割加工设备的主要组成部分,其中包括床身、坐标工作台、走丝机构。
此次设计包括机床的总体布局设计,横向进给、纵向进给设计,其中还包括齿轮的强度计算,滚珠丝杆较核,轴承寿命的验算。
关键字:电火花线切割加工,主轴运动,步进电机,走丝机构DK7732 CNC WIRE-CUT MACHINMECHANICALSTRUCTURE DESIGNEABSTRACTWire electrical-discharge machining(wire-EDM) is an adaptation of the basic EDM process, which can be use for cutting complex two-and-three-dimensional shapes through electrically conducting materials. The technology of wire electrical-discharge machining is the technology of mechatronics, and it is the integrate application of many subjects and professional knowledge, for example mechanism, electrician, electron, numerical control, auto control and computer application.My design subject is DK7732 numerical control electrical-discharge perforation molding machining tool. DK means numerical control machining tool. 77 means wire electrical-discharge perforation molding machining tool. 32 means the width of tool’s worktable.The design contains collectivity distribution design, landscape orientation feed design, portrait feed design, circumgyrate worktable design. It still includes intension calculation of gear wheel, the checking of ball bearing pole and the calculation of axis gearing life-span.Key words: Wire electrical-discharge machining,Principle axis motion,Step-by-step electromotor,Constant tension structure for a compound-speed wire cut electro-discharge machine目录前言 (1)第1章总体方案设计 (3)总体方案的拟定 (3)主要参数的确定 (3)第2章储丝走丝部件结构设计 (4)储丝走丝部件结构设计 (4)对高速走丝机构的要求 (4)高速走丝机构的结构及特点 (4)储丝走丝部件主要零件强度计算 (10)齿轮传动比的确定和齿轮齿数的确定 (10)传动件的估算 (11)齿轮模数估算和齿轮模数的验算 (12)储丝走丝部件主要零件强度验算 (15)齿轮强度的验算 (15)主轴的验算 (17)主轴组件结构设计 (19)轴承的配置形式 (19)主轴组件的调整和预紧 (20)第3章进给传动设计 (21)进给传动运动设计 (21)脉冲当量和传动比的确定 (21)滚珠丝杆螺母副的型号选择和滚珠丝杆的选型和校核 (22)滚珠丝杆螺母副的型号选择 (22)滚珠丝杆的选型和校核 (23)步进电机的选择 (25)根据脉冲当量和最大静转矩初选电机型号 (26)启动矩频特性校核 (27)进给机构支承设计 (28)丝杆的支承形式 (28)螺杆的支承方式 (28)结论 (30)谢辞 (31)参考文献 (32)外文资料翻译 (32)前言随着科学技术的高速发展制造业发生了根本性的变化。
DK7732数控线切割机床工作台及控制系统设计首先,我们将从机床的工作台设计开始讲解。
DK7732数控线切割机床的工作台是用于放置工件并进行切割加工的部分。
对于线切割加工而言,工作台的设计具有重要的影响,对加工效果和稳定性有着直接的影响。
工作台的设计应考虑以下几个要素:支撑结构、切割油槽、固定夹具和切割台面。
支撑结构是工作台的重要组成部分,其质量和稳定性将直接影响到工件切割的精确度和稳定性。
一般情况下,我们可以采用箱型结构,通过强度和刚性的设计来确保支撑结构的稳定性。
切割油槽用于冷却切割过程中产生的高温,需要设计合理的冷却系统来确保切割过程的稳定性和安全性。
固定夹具的设计主要用于固定工件,以保持加工精度和稳定性。
可以根据工件的形状和尺寸,采用不同的夹具结构,如钳子夹具、磁性夹具等。
切割台面是用于放置工件的平面,对于线切割而言,需要保证台面的平整度和光滑度,以确保加工过程中工件的稳定性和精确度。
接下来,我们将介绍DK7732数控线切割机床的控制系统设计。
控制系统是机床的核心部分,主要由数控系统和动力系统组成,用于控制机床的运动和加工过程。
数控系统是通过计算机对机床进行控制的,它主要包括硬件和软件两个部分。
硬件上,数控系统由主控制器、伺服驱动器、运动控制卡等组成,用于接收指令、处理数据和控制各个运动部件的动作。
软件上,数控系统主要包括系统软件和应用软件两个部分,用于编程和控制机床的功能。
动力系统用于提供机床的运动能量,主要包括伺服电机、传动装置等。
伺服电机通过数控系统接收的指令,控制机床的各个运动轴的运动。
传动装置将伺服电机的运动转化为机床的各个运动轴的运动。
在控制系统的设计中,需要考虑以下几个要素:精确度、速度和稳定性。
精确度是指机床加工的精度,一般通过伺服系统的精度和传动装置的精度来保证。
速度是指机床加工的速度,需要根据工件的要求和机床的性能来选择合适的速度。
稳定性是指机床工作的稳定性,需要通过控制系统的设计和优化来保证。