双焊枪自动焊接机控制系统设计
- 格式:pdf
- 大小:472.39 KB
- 文档页数:3
自动焊机是建立在电动机控制技术、PLC控制技术及数控制技术等基础上的一种自动焊接机器。
自动焊机主要由工件自动上下料机构,工件工位自动转换机构,工件自动装夹机构,以及工件焊接过程自动化系统等组成。
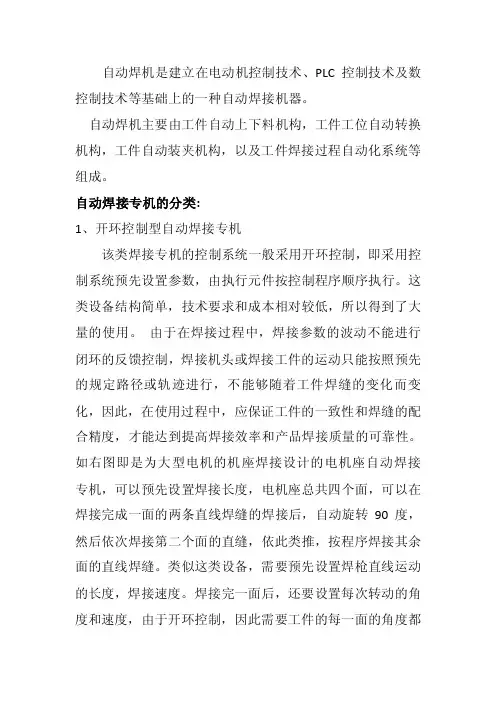
自动焊接专机的分类:1、开环控制型自动焊接专机该类焊接专机的控制系统一般采用开环控制,即采用控制系统预先设置参数,由执行元件按控制程序顺序执行。
这类设备结构简单,技术要求和成本相对较低,所以得到了大量的使用。
由于在焊接过程中,焊接参数的波动不能进行闭环的反馈控制,焊接机头或焊接工件的运动只能按照预先的规定路径或轨迹进行,不能够随着工件焊缝的变化而变化,因此,在使用过程中,应保证工件的一致性和焊缝的配合精度,才能达到提高焊接效率和产品焊接质量的可靠性。
如右图即是为大型电机的机座焊接设计的电机座自动焊接专机,可以预先设置焊接长度,电机座总共四个面,可以在焊接完成一面的两条直线焊缝的焊接后,自动旋转90度,然后依次焊接第二个面的直缝,依此类推,按程序焊接其余面的直线焊缝。
类似这类设备,需要预先设置焊枪直线运动的长度,焊接速度。
焊接完一面后,还要设置每次转动的角度和速度,由于开环控制,因此需要工件的每一面的角度都非常精确,否则就无法自动完成全部焊接工作。
2、自适应控制自动化焊接专机该类专机是一种自动化程度较高的焊接设备。
它配备传感器和电子检测线路,对焊缝的轨迹自动导向和跟踪,有的设备还可以对焊接参数如焊接电流、焊接电压、焊接速度等实现闭环控制,整个焊接过程按预先设置的程序和工艺参数自动完成。
比如,大一点的筒体或管类零件,如右图所示,要保证工件的一致性和达到很高的配合精度是非常困难的,需要花费更大的成本。
该焊接专机采用了弧长跟踪器和焊枪摆动器。
由于工件表面的凹凸不平,需要焊枪随着工件表面的高低不平,需要进行上下运动,以保持焊枪与工件表面的距离一致,从而保证电弧的稳定性。
同时可以自动实现多层焊接。
若焊接两层,当焊接完一周后,跟踪器检测到表面高度增加,则可以自动将焊枪提高。

托辊双枪环缝C02自动焊接机操作规程
1.开机准备
检查接头是否牢固,管路是否有漏气现象。
2.开机
合上控制箱的电源开关,焊机电源开关,电源指示灯亮。
3.焊接检查
焊前调整(首次使用或更换工件时应进行焊前调整),根据工件直径调整托架中心高,使托辊与主轴对中。
检查焊枪喷嘴处保护气体流量。
核对焊丝导电阻、送丝轮与焊接电源面板上“状态”选择开关是否相同。
4.关机
关闭焊机电源,控制箱电源,锁好控制箱。
5.使用、维护注意事项
(1)使用设备前,应仔细阅读使用说明书。
(2)检修系统时,一定要关闭电源开关。
(3)设备应安排专人操作,以免发生事故。
(4)设备如长期不用,应做防尘防锈处理。

焊接自动化系统的组成概述焊接自动化系统是一种能够在焊接工作中减少人工干预并提高焊接效率的技术。
它由多个组成部分构成,每个部分都扮演着重要的角色,共同协作完成焊接任务。
首先,焊接自动化系统的核心部分是焊接机器人。
焊接机器人是一种能够自动执行焊接操作的机器人。
它根据预先设定的焊接路径和参数进行操作,并且能够高度精确地执行焊接动作。
焊接机器人通常配备有传感器,能够感知焊接过程中的变化,并根据需要进行调整,以确保焊接质量。
其次,焊接自动化系统还包括焊接电源和焊接控制器。
焊接电源是提供焊接电能的设备,它能够根据需要提供恒定的焊接电流和电压。
焊接控制器是用来控制焊接电源和焊接机器人的设备,它能够根据预设的焊接参数进行控制,并实时监测焊接过程中的各种参数。
此外,焊接自动化系统还包括焊接工作台和工件固定夹具。
焊接工作台是焊接的基础平台,提供稳定的工作环境和支撑。
工件固定夹具是用来固定焊接工件的装置,确保焊接过程中工件的位置和姿态保持不变。
最后,焊接自动化系统还可能包括其他辅助设备,如焊接烟气净化系统、焊接监控系统等。
焊接烟气净化系统用于处理焊接过程中产生的烟尘和有害气体,保护环境和焊接人员的健康。
焊接监控系统用于监测焊接质量和焊接过程中的变化,及时发现问题并采取措施进行修正。
综上所述,焊接自动化系统由焊接机器人、焊接电源、焊接控制器、焊接工作台、工件固定夹具以及可能的其他辅助设备组成。
这些部分共同协作,实现焊接作业的自动化和优化,提高生产效率和焊接质量。
焊接自动化系统的组成不仅包括了前文所述的焊接机器人、焊接电源、焊接控制器、焊接工作台、工件固定夹具等主要部分,还包括了一些辅助设备和技术,如视觉引导系统、焊点检测系统、数据管理系统等。
这些组成部分共同协作,实现焊接作业的高效、稳定、精确、智能化。
焊接自动化系统中的视觉引导系统是一项重要的技术,它利用摄像头等图像获取设备来实时监控焊接工作区域的情况,并根据焊接路径和参数进行引导。
FANUC焊接机器人控制系统介绍、应用故障分析及处理FANUC机器人主要应用在奇瑞公司乘用车一厂和乘用车三厂的焊装车间中,其控制系统采用32位CPU 控制,采用64位数字伺服驱动单元,同步控制6轴运动;支持离线编程技术;控制器内部结构相对集成化,这种集成方式具有结构简单、整机价格便宜且易维护保养等特点。
焊接是工业生产中非常重要的加工方式,同时由于焊接烟尘、弧光和金属飞溅的存在,焊接的工作环境非常恶劣,随着人工成本的逐步提升,以及人们对焊接质量的精益求精,焊接机器人得到了越来越广泛的应用。
机器人在焊装生产线中运用的特点焊接机器人在高质、高效的焊接生产中发挥了极其重要的作用,其主要特点如下:1.性能稳定、焊接质量稳定,保证其均一性焊接参数如焊接电流、电压、焊接速度及焊接干伸长度等对焊接结果起决定性作用。
人工焊接时,焊接速度、干伸长等都是变化的,很难做到质量的均一性;采用机器人焊接,每条焊缝的焊接参数都是恒定的,焊缝质量受人为因素影响较小,降低了对工人操作技术的要求,焊接质量非常稳定。
2.改善了工人的劳动条件采用机器人焊接后,工人只需要装卸工件,远离了焊接弧光、烟雾和飞溅等;点焊时,工人不再需要搬运笨重的手工焊钳,从大强度的体力劳动中解脱出来。
3.提高劳动生产率机器人可一天24h连续生产,随着高速、高效焊接技术的应用,使用机器人焊接,效率提高地更加明显。
4.产品周期明确,容易控制产品产量机器人的生产节拍是固定的,因此安排生产计划非常明确。
5.可缩短产品改型换代的周期,降低相应的设备投资可实现小批量产品的焊接自动化。
机器人与专机的最大区别就是它可以通过修改程序以适应不同工件的生产。
FANUC机器人控制系统1.概述FANUC机器人主要应用在奇瑞公司乘用车一厂和乘用车三厂的焊装车间中,是奇瑞公司最早引进的焊接机器人,也是最先用到具有附加轴的焊接机器人。
其控制系统采用32位CPU控制,以提高机器人运动插补运算和坐标变换的运算速度;采用64位数字伺服驱动单元,同步控制6轴运动,运动精度大大提高,最多可控制21轴,进一步改善了机器人动态特性;支持离线编程技术,技术人员可通过离线编程软件设置参数,优化机器人运动程序;控制器内部结构相对集成化,这种集成方式具有结构简单、整机价格便宜且易维护保养等特点。

本科生毕业设计说明书题目内焊缝自动焊接装置设计The Design Of Auto-welding DeviceFor Lengthwise Seam InsideThe Water-separated Pipe作者姓名所在专业所在班级申请学位指导教师职务答辩时间年月日隔水管套内焊缝自动焊接装置设计摘要:快速接头隔水管系列产品,南油合众特有的为海洋石油配套的专用产品。
本设计是针对*SR-30、SR-24、SR-20、*SR-16、SR-13系列产品制造中,对卷制成管状板材的内纵焊缝能进行自动焊接的装置,包括机械系统设计和电气设计。
此设计采用自动焊接小车形式,能实现焊接位置的自动找正、焊接时的自动行走、自动导向。
关键词:隔水管内纵焊缝焊接焊接小车Abstract:Speedy junction of water-separated pipe , the series of which is specially produced for ocean rock oil in United Offshore construction hw. A auto-welding cart will be designed for lengthwise seam inside the water-separated pipe in this graduation project, which is divided into two portions---mechanic system design and electric system design. The cart can perform some functions such as searching the seam itself, walking along the seam automaticly and so on.Keywords: water-separated pipe auto-welding cart lengthwise seam第一章 概述第一节CO2气体保护焊简介CO2气体保护电弧焊是 利用CO2作为保护气体的气体保护电弧焊。
旋耕机刀轴自动焊接设备的设计郑惠萍;段小磊【摘要】介绍一种旋耕机刀轴自动焊接设备,它采用气动卡盘和顶尖固定刀轴并提供焊接工艺所需旋转运动,两把焊枪分别通过焊枪夹持器与十字滑台连接来实现焊枪所需的运动,刀座自动供给装置在步进电机的驱动下实现刀座的自动供给.在PLC 控制下实现刀轴的自动连续焊接,具有焊接质量好,焊接效率高等优点.【期刊名称】《制造业自动化》【年(卷),期】2015(037)021【总页数】3页(P100-102)【关键词】旋耕机刀轴;自动焊;PLC【作者】郑惠萍;段小磊【作者单位】河北科技大学,石家庄 050018;河北科技大学,石家庄 050018【正文语种】中文【中图分类】TG430 引言旋耕机作为现代农业机械装备中的主要装备,其一次旋耕能够达到一般犁耙作业几次的碎土效果,缩短工序间隔,市场需求量很大。
刀轴是旋耕机上主要部件之一,刀轴的需求量一年在75万根左右,刀座在刀轴上成正反两条螺旋线排列并通过焊接固定在刀轴上。
旋耕机工作时通过刀轴的旋转,带动固定在刀座上的刀片将土壤粉碎,在工作中刀轴高速旋转,并承受土壤反力和发动机的驱动力矩作用时产生弯曲、扭转、剪切等复杂组合变形,且伴随着剧烈的振动和冲击,所以刀轴的焊接质量直接影响到旋耕机是否可以正常工作。
通过实际调研发现,国内的绝大多数小型企业采用人工手动的方式对旋耕机刀轴进行焊接,不但劳动强度大,工作效率低,而且刀座焊接位置偏差大,刀轴质量得不到保证。
只有少数型企业采用了柔性焊接机器人系统对旋耕机刀轴进行焊接加工,由于机器人焊接系统价格昂贵,又制约其普及发展。
本文给出了一种耕机刀轴专用自动焊接设备的设计。
1 旋耕机刀轴自动焊设备的总体方案一根焊接完整的旋耕机刀轴包括一根轴和一定数量的刀座。
每个刀座都需要完成四条焊缝的焊接,其中包括两个短直焊缝和两个弧形焊缝的焊接,某一规格的刀轴上需要焊接特定数量的刀座,这样即完成了一个完整刀轴的焊接。

自动焊接机的调试方法
自动焊接机的调试方法:
① 在开始之前确保所有安全措施到位包括佩戴防护眼镜手套以及使用合适防护服防止飞溅火花造成伤害;
② 检查电源连接确保设备接地良好避免漏电风险同时确认输入电压符合机器要求以免烧坏内部电子元件;
③ 根据工件厚度材质选择合适焊接参数如电流电压极性等并通过设备控制面板或外部控制器设置相应数值;
④ 调整焊枪与工件之间距离一般推荐保持在15毫米左右这样既能保证电弧稳定性又不会因为过近而导致短路;
⑤ 对于首次使用新焊丝务必进行试焊以检查送丝速度是否均匀电弧长度是否合适以及焊缝成型是否理想;
⑥ 在实际焊接前通过示教器编程设定焊接轨迹包括起点终点以及中间各点坐标速度加速度等参数;
⑦ 启动自动模式前手动模拟一遍完整焊接过程观察机器人动作轨迹是否流畅有无障碍物碰撞风险;
⑧ 开始自动焊接时密切监控显示屏上实时反馈信息如电流电压送丝速度等一旦发现异常立即停止作业;
⑨ 完成一段焊接后停机检查焊缝外观质量如有缺陷如裂纹未熔合等需调整参数重新试焊直至满足要求;
⑩ 定期校准传感器如编码器激光测距仪等确保其精度不会因磨损或积尘而下降影响整体焊接精度;
⑪ 对于复杂三维曲面焊接可能需要借助离线编程软件先在计算机上模拟再上传至机器人执行提高效率;
⑫ 最后完成一天工作后做好清洁保养工作包括清理焊渣油污润滑关节部位等为下次使用做好准备;。
一体自动化焊接生产线一体自动化焊接生产线是一种高效、精确、可靠的焊接设备,可以实现对工件进行自动化焊接。
该生产线由多个自动化设备组成,包括焊接机器人、焊接工作台、焊接控制系统等,能够完成各种焊接任务。
1. 设备组成一体自动化焊接生产线主要由以下几个部分组成:1.1 焊接机器人:采用先进的机器人技术,具备高精度、高速度的焊接能力。
机器人配备了多个焊接枪,可以同时进行多个焊接任务,提高生产效率。
1.2 焊接工作台:提供焊接工件的支撑和定位功能。
工作台可以根据焊接任务的要求进行调整,确保焊接位置的准确性和稳定性。
1.3 焊接控制系统:用于控制焊接机器人和工作台的运行。
控制系统具备良好的人机界面,操作简单方便。
通过控制系统,可以实现焊接参数的调整和监控,确保焊接质量的稳定性。
2. 工作流程一体自动化焊接生产线的工作流程如下:2.1 工件准备:将待焊接的工件放置在焊接工作台上,并进行定位和固定。
2.2 焊接参数设置:根据焊接要求,通过控制系统设置焊接参数,包括焊接电流、焊接速度、焊接时间等。
2.3 自动化焊接:启动焊接机器人和工作台,机器人根据预设的焊接路径进行焊接操作。
焊接过程中,机器人会根据工件的形状和尺寸进行自适应调整,确保焊接质量。
2.4 焊接质量检测:焊接完成后,通过检测设备对焊缝进行质量检测。
检测结果会自动反馈给控制系统,以便及时调整焊接参数或进行修复。
2.5 工件卸载:焊接完成且通过质量检测的工件会从焊接工作台上卸载,以便后续处理。
3. 优势和应用领域一体自动化焊接生产线具有以下优势:3.1 提高生产效率:自动化焊接生产线可以实现多任务同时进行,大大提高了焊接效率。
相比传统的手工焊接,自动化焊接生产线可以减少人力成本和生产周期。
3.2 提高焊接质量:机器人焊接具有高精度和稳定性,可以保证焊接质量的一致性。
通过控制系统的监控和调整,可以及时发现和修复焊接缺陷,确保焊接质量达到要求。
3.3 降低劳动强度:自动化焊接生产线可以减少工人的体力劳动,降低了工作强度和工伤风险。
自动化焊接技术及应用一、引言自动化焊接技术是指利用计算机、机器人和其他自动化设备来完成焊接工艺的一种技术。
它通过提高生产效率、降低劳动强度和提高焊接质量,对于现代工业生产具有重要意义。
本文将详细介绍自动化焊接技术的原理、分类以及在不同领域的应用。
二、自动化焊接技术原理1. 传统焊接技术传统焊接技术主要包括手工焊接和半自动焊接。
手工焊接是指操作人员通过手工持焊枪进行焊接,具有灵活性但对操作人员的技术要求较高;半自动焊接是指操作人员通过控制焊接设备的参数来完成焊接,提高了生产效率,但仍需要人工操作。
2. 自动化焊接技术自动化焊接技术是指利用计算机、机器人和其他自动化设备来完成焊接工艺的一种技术。
它通过预设焊接路径、控制焊接参数和监测焊接质量,实现焊接过程的自动化。
自动化焊接技术可以分为以下几种类型:- 机器人焊接:利用工业机器人进行焊接,具有高度的灵活性和精度。
- 自动化焊接设备:利用自动化设备完成焊接工艺,如自动焊接机、自动焊接台等。
- 自动化焊接系统:将机器人、自动化设备和计算机控制系统集成在一起,实现焊接过程的全自动化。
三、自动化焊接技术分类根据焊接方式的不同,自动化焊接技术可以分为以下几种分类:1. 弧焊弧焊是一种常用的焊接方式,可以进一步分为手工弧焊、自动化弧焊和机器人弧焊。
手工弧焊是指操作人员通过手工持焊枪进行焊接,适用于小批量生产;自动化弧焊是指利用自动化设备进行焊接,提高了生产效率;机器人弧焊是指利用工业机器人进行焊接,具有高度的灵活性和精度。
2. 气体保护焊气体保护焊是指在焊接过程中使用惰性气体或活性气体来保护焊缝,防止氧气和其他杂质对焊接质量的影响。
气体保护焊可以进一步分为氩弧焊、氩气保护焊、氮气保护焊等。
3. 激光焊接激光焊接是利用激光束对焊接材料进行加热,使其熔化并形成焊缝的一种焊接方式。
激光焊接具有高能量密度、热输入小、焊接速度快等优点,适用于焊接薄板和复杂形状的工件。
4. 电阻焊接电阻焊接是利用电流通过工件表面产生热量,使工件表面熔化并形成焊缝的一种焊接方式。
自动化焊接培训中焊接机器人编程与调试技巧自动化焊接技术在现代制造业中得到广泛应用,而焊接机器人作为自动化焊接的主要工具,编程与调试是实现高效、准确焊接的关键环节。
本文将从焊接机器人编程的基本原理、常见编程方法和调试技巧等方面,探讨自动化焊接培训中焊接机器人编程与调试的重要性,并提供一些实用的技巧。
一、焊接机器人编程的基本原理焊接机器人编程是将具体的焊接任务转化为机器人能够理解和执行的程序指令的过程。
具体而言,焊接机器人编程包括以下主要原理:1. 机器人末端工具坐标系(TCP)的定义:焊接任务需要定义机器人末端工具的坐标系,以确定焊枪的位置和姿态。
2. 机器人姿态的控制:通过控制机器人关节的运动,实现焊枪的旋转和倾斜等姿态变化。
3. 轨迹规划:根据焊接路径和工件形状,确定机器人的运动轨迹,使焊枪能够按照预定的路线进行移动。
4. 焊接参数的设置:根据焊接工艺要求,设置焊接参数,如焊接电流、电压、速度等。
二、常见焊接机器人编程方法在自动化焊接培训中,常用的焊接机器人编程方法包括在线编程和离线编程。
1. 在线编程:在线编程是指直接在机器人控制器的编程界面上进行编程的方法。
通过示教器或编程语言指令,实时录制或编写焊接程序。
在线编程的优点是操作简单直观,能够快速调试。
缺点是需要专业的操作人员和相对较长的学习周期。
2. 离线编程:离线编程是指在计算机辅助设计(CAD)软件或离线编程软件上进行焊接程序编写的方法。
通过三维模型、焊接路径规划和参数设置等,生成机器人可以执行的程序。
离线编程的优点是提高了编程效率和精度,减少了操作人员的依赖性。
缺点是需要具备一定的计算机辅助设计和编程知识。
三、焊接机器人调试技巧焊接机器人调试是验证编程结果的关键环节,以下提供一些实用技巧:1. 姿态调试:通过调整机器人关节的角度,调整焊枪的姿态,使其与焊接路径保持一致。
同时,根据焊接参数和工件间距等,进行适当的焊接参数调整。
2. 轨迹调试:验证机器人的运动轨迹是否与预期一致,通过视觉检测或工件测量等手段,确定焊接路径的准确性。
图2过零检测逻辑原理
图1基于PLC的白车身焊接Robot控制系统框图
①焊接自动化水平高、降低焊接工位劳动强度、节约人力成本;
②控制系统能够精确控制和监控焊接电流和时间,可适用于不同型号汽车零部件的焊接;
③伺服电机具有较好的反应速度和控制精度,焊接可靠性高;
④焊点的位置、质量等一致性高,确保车身的焊接品质。
参考文献:
[1]邢行,马永力.基于PLC 的汽车自动焊控制系统设计[J].南
昌工程学院学报,2018,37(04):96-99.
[2]罗淼,巩虎军,金书骋.基于Profinet 的ABB 机器人与S7-300信号交互[J].电气自动化,2018,40(03):109-111.
[3]丁姝慧.基于PLC 的白车身焊接机器人控制研究[J].现代信息科技,2019,3(12):157-161.
[4]垚潘锟,刘波.基于S7-200PLC 的汽车后桥焊接专机控制系统[J].机械设计与制造工程,2015,44(01):62-65.
[5]宋欣欣,徐教礼,李盛,等.基于PLC 的白车身焊接机器人图2软件程序流程图
图3HMI 人机界面示意图。
52・焊接质量控制与管理・ 焊接技术 第39卷第7期2010年7月 文章编号:1002—025X(2010)07-0052—04
基于可控步长的散热器相贯线焊缝焊接插补控制算法
张博,赵建国,马跃进 (河北农业大学机电工程学院,河北保定071001)
摘要:介绍了专用于散热器T形管相贯线焊缝焊接的双焊枪自动焊数控系统的工作原理、插补算法及其软件仿真。该系统通过 ,Y。: 三轴联动带动双焊枪实现插补,同时控制双焊枪绕y轴摆动,以实现其实时姿态的调整。在任意空间曲线的可控步长插补算法的基础 上,分析了散热器T形管相贯线焊缝的空间几何特点,建立了数学模型,设计了相应的可控步长插补算法,研究了焊枪实时姿态的调 整,并利用Origin软件进行了仿真。结果表明:该控制算法是可行的。 关键词:可控步长;T形管;相贯线;焊缝;Origin软件;插补算法;仿真 中图分类号:T㈣:TP273 文献标志码:B
0 引言 为了解决马鞍形焊缝焊接效率低、焊接质量差等 问题,国内外研制了基于机械结构的自动焊接机和弧 焊机器人等专用设备[1-2]。机械结构的焊接机是利用 机械凸轮仿形来实现对焊接的自动控制.自动化程度 较低,焊接质量不高,制造柔性不好:弧焊机器人可 以实现马鞍形焊缝的焊接,但它多采用示教编程模 式,需要控制焊枪在离线状态下沿预定的焊缝曲线轨 迹走一遍,从而把焊接轨迹和相关参数记录到控制器 中。当被焊零件尺寸改变时则需要另外示教:当机器 人发生故障时,需要国外生产厂家人员指导.从而造 成检修极为不便,而且费用高。 实际散热器T形管的相贯线焊缝与通常所见的 马鞍形焊缝还存在一些不同,如相邻立管中心线之间 的间距比较小(通常为85 tnm).在立管外面有增加 散热面积的铝翼存在等,这些因素大大限制了焊枪的 姿态和行程。有些单位研制的专用于马鞍形焊缝的焊 接机(如山东大学提出的使筒体和接管保持不变.通 过焊枪的回转和上下运动来实现焊接的方法)并不适 用于散热器T形管的焊接[3] 为了解决河北圣春散热器股份有限公司所生产的 钢铝复合柱翼散热器焊接效率低、焊接质量难以保证 等问题,克服铝翼对焊接的影响,提出了一种新型的 收稿日期:2010—02—22 双焊枪自动焊接数控系统,并介绍了其工作原理及其 插补控制算法。 1双焊枪自动焊接数控系统工作原理 钢铝复合柱翼散热器T形管相贯线焊缝示意图 如图1所示。 铝翼 、 / , 、 —/ / 、 / \ \— ——— _ 、 —一, 州 敏 马鞍形焊缝 羹 客 I、 J l / 落 差 一 点A 、\ /● ,Y \ 、、~ —,/ —/ / … ’ ( 法向量 / O 一 、) — — 图1散热器T形管相贯线焊缝示意图 以立管和横管中轴线的交点为原点建立空间三维 坐标系,为便于调整2把对焊焊枪起焊点的位置,保 证2个1/2条马鞍形焊缝能够完好对合,起焊点设置 在点A。通过 轴方向的电机控制散热器管在工作台 上的运动,Y轴方向的电机控制2把焊枪的进给,z 轴方向的电机控制2把焊枪的同步上下移动,以消除 马鞍形落差。这三轴进行直线插补完成马鞍形焊缝的 拟合,同时,通过步进伺服系统控制2把对焊焊枪绕 y轴同步摆动,以在插补过程中实时调整焊枪的姿 态,提高焊接质量。 Welding Technology Vo1.39 No.7 Ju1.2010 ・焊接质量控制与管理・53 2 T形管相贯线插补控制算法设计 2.1 T形管相贯线数学模型建立 假设横管(大圆柱)半径为 ,立管(小圆柱) 半径为r,且R>r,并以立管和横管的中轴线交点为 原点, ,Y,z轴正方向如图1所示。则横管方程可 表示为: ),2 =R。, (1) 立管方程可表示为: +),2=r2, (2) 于是,马鞍形相贯线的方程可表示为: f y2+z2=R2