基于辊道窑富氧燃烧计算与分析
- 格式:pdf
- 大小:272.24 KB
- 文档页数:5
富氧燃烧技术在陶瓷窑炉中的应用分析摘要:对在陶瓷窑炉中富氧燃烧技术的应用展开了分析与评价。
分析表明,随着氧浓度的增加,火焰温度呈非线性上升,CO2和H2O水蒸汽分子辐射力得到加强,热效率大幅提高,NO X生成则先快速上升而后决速下降;同时也对过剩空气系数、节能和窑炉结构进行了较为深入的分析。
关键词:富氧燃烧技术;陶瓷窑炉;节能Application of Oxygen—enriched Combustion Technology in Ceramic KilnAbstract:In this paper, the application of oxygen—enriched combustion technology in ceramic kiln was analyzed and evaluated. Analysis Showed that the flame temperature rose nonlinearly with the concentration of oxygen increasing; the molecules of CO2 and H2O water vapor enhanced radiation,and heat efficiency was greatly heightened; N0x formation had a rapid increase first and then declined rapidly.In the meanwhile,the excess air coefficient,energy conservation and the structure of the kiln were also discussed.Keywords:oxygen-enriched combustion technology; ceramic kiln; energy conservation1 引言众所周知,空气主要成分中氧气占20.94%,氮气占78.09%。
辊道窑不同助燃风加热方式节能效果分析胡乃友摘要:陶瓷行业是一个能耗较高的行业,尤其是喷粉塔、干燥器和窑炉三个环节需要消耗大量的能源。
随着国家对环保压力的增大以及燃料价格的不断上涨,节能减排必将是陶瓷产业的大势所趋,因此,生产过程中的各个环节都要加以重视,才能保证生产总成本的降低,提高产品的市场竞争力。
本文介绍了辊道窑主要的助燃风加热方式,以及节能效果分析。
关键词:辊道窑;助燃风加热;节能降耗1 引言建筑陶瓷行业是我国能源消耗大户,节能减排、低碳环保是陶瓷行业永远的追求,技术节能具有广阔的发展空间。
目前在陶瓷工业中使用的窑炉主要有:隧道窑、辊道窑和梭式窑3大类。
其中,辊道窑具有烧成速度快、烧成周期短、烧成温差小等特点,已成为国内建筑陶瓷广泛使用的烧成设备。
随着我国产业政策的调整,节约能源、降低能源消耗,在陶瓷工业生产中的意义重大。
因此节能降耗受到了个陶瓷企业以及窑炉公司的重视。
用窑炉的余热作为助燃风,对窑炉节能有着非常明显的效果。
空气预热温度每提高100℃,即可节约燃料 5%。
自然界遵守能量守恒定律,同样辊道窑的工作状态下也遵守能量守恒定律,瓷砖在烧成过程中,有吸热和放热两个过程。
辊道窑炉中提供给瓷砖的热来源于燃料燃烧时释放的热能和燃料本身及助燃风本身带入的热能。
瓷砖辊道窑内最高温度点高达1220℃左右,那么进入窑炉的所有气体就同样被加热到了1220 ℃。
在整个烧成过程中,助燃风是通过喷枪或气幕风进入到窑内的。
没有加热的助燃风只是车间的室温,也就是20℃左右。
助燃风进入窑内后,被加热到炉内温度点(最高处1220 ℃左右)时,也是要吸收窑内热量的。
由此不难理解,当助燃风被加热之后再打入窑内,吸收窑内热量就会比没有加热的助燃风少,也就是说会节省一部分这方面的能耗。
理论上助燃风打入窑内之前被加热的温度越高,在窑内消耗的热量就越少,相对来说就越节能。
助燃风经预热后,空气体积膨胀,必然导致密度降低从而单位体积内的氧含量减少,以及动力粘性系数增大,流动阻力加大,如果不采取有效的技术措施,烧嘴的燃烧能力将会下降,要保持烧嘴的燃烧能力不变。
陶瓷辊道窑炉燃烧状况在线测量方案一、概述与早期的窑炉比较,当前陶瓷生产企业均采取加长、加宽窑炉达到提高生产能力、降低烧成能耗的目的。
由于窑炉加长、加宽,助燃风机、排烟风机加大,风压加大,致使风量较难调节。
目前企业的窑炉基本上是烧煤制气,调节到最佳的助燃风量更加不容易。
而且,窑炉缺乏燃烧状态监控。
经我们现场实际测定数据,一些辊道窑烧成带燃烧系数高,一些窑炉拼命拉大产量,又不适当地开大排烟风机,致窑炉负压很大,这些都使窑炉排烟损失增大导致燃料消耗增大。
由于目前窑炉基本上没有装置燃烧系统烟气氧量和窑内压力监控仪表,这方面的监控手段仍是空白,由此造成窑内燃烧出现如下状况:1、烧成带助燃风量不足够,燃料(煤气)燃烧不完全。
测试数据为窑内烟气含氧量低,CO含量高。
出现这种情况是,煤气未能完全燃烧而浪费。
2、烧成带中燃烧空气过量。
测试数据为窑内烟气含氧量高、燃烧空气系数大。
出现这种情况是:过量的空气燃烧为了保持窑内温度,就要过量燃料(煤气),也使排烟量增大,窑炉热损失增大。
辊道窑在消耗燃料量和窑炉最高烧成温度一定的情况下,需要控制助燃空气量以及燃烧空气系数。
通过调试合适的空气系数,可以提高燃烧温度,使排烟量大大减少,热能的浪费也大大减小。
3、烧成带中助燃风过大,兼急冷风经闸板串入烧成段,致使烧成段燃烧空气过量,迫使窑炉的预热带(低温段)负压开得很大来适应窑炉运行。
实际上这种状态下燃烧,使窑炉热能大量浪费。
二、窑炉在线控制的效果可以通过在窑炉的烧成带测试烟气含氧量和空气系数,根据窑压变化来调节助燃风量在合适的状态。
从而减少排烟的热损失,降低窑炉能耗。
现以一条产砖量410 m2/ h,使用煤气量为Q = 5465 m3/ h的窑炉来作理论计算:通过降低燃烧过量空气系数,减少排烟热损失,节能量为:调节前窑炉内空气系数:α2 =1.75 (烟气含氧量平均值9%);调节后窑炉内空气系数:α1 =1.45 (烟气含氧量平均值6.5%);理论空气量:L0= 1.18N m3/ m3过量空气量为: L =(α2-α1)×L0×Q = 1935 N m3/ h测试得这条窑现行入窑助燃风量10220 N m3/ h,实际上应调节入窑助燃风量为:8285 N m3/ h(是原来的81%)。
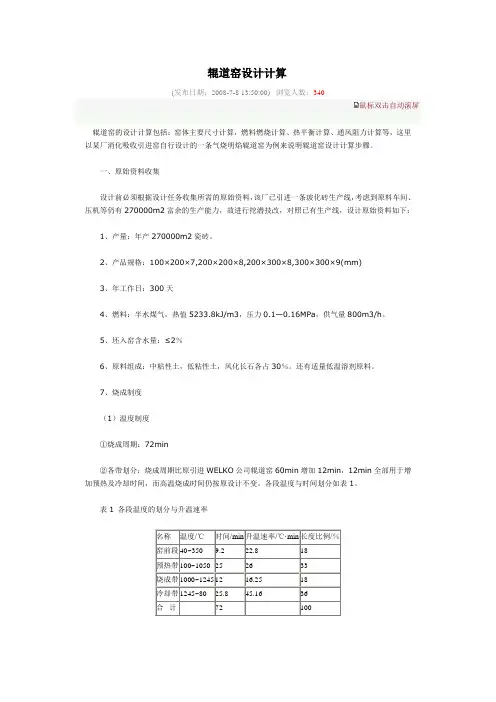
辊道窑设计计算(发布日期:2008-7-8 13:50:00)浏览人数:340鼠标双击自动滚屏辊道窑的设计计算包括:窑体主要尺寸计算,燃料燃烧计算、热平衡计算、通风阻力计算等,这里以某厂消化吸收引进窑自行设计的一条气烧明焰辊道窑为例来说明辊道窑设计计算步骤。
一、原始资料收集设计前必须根据设计任务收集所需的原始资料,该厂已引进一条玻化砖生产线,考虑到原料车间、压机等仍有270000m2富余的生产能力,故进行挖潜技改,对照已有生产线,设计原始资料如下:1、产量:年产270000m2瓷砖。
2、产品规格:100×200×7,200×200×8,200×300×8,300×300×9(mm)3、年工作日:300天4、燃料:半水煤气,热值5233.8kJ/m3,压力0.1—0.16MPa,供气量800m3/h。
5、坯入窑含水量:≤2%6、原料组成:中粘性土,低粘性土,风化长石各占30%。
还有适量低温溶剂原料。
7、烧成制度(1)温度制度①烧成周期:72min②各带划分:烧成周期比原引进WELKO公司辊道窑60min增加12min,12min全部用于增加预热及冷却时间,而高温烧成时间仍按原设计不变。
各段温度与时间划分如表1。
表1 各段温度的划分与升温速率名称温度/℃时间/min 升温速率/℃·min 长度比例/%窑前段 40~350 9.2 22.8 18预热带 100~1050 25 26 33烧成带 1000~1245 12 16.25 18冷却带 1245~80 25.8 45.16 36合计72 100(2)气氛制度:全窑氧化气氛。
(3)压力制度,预热带-40~-25Pa;烧成带<8Pa。
二、窑型选择设计考虑到该厂已引进WELKO公司FRW2000型辊道窑,该窑设计合理,利用余热干燥生坯和进窑坯,热效率高;温度控制准确、稳定;传动用传统链条传动,磨擦式联接辊筒,传动平衡,维护方便,无级调速,控制灵活。
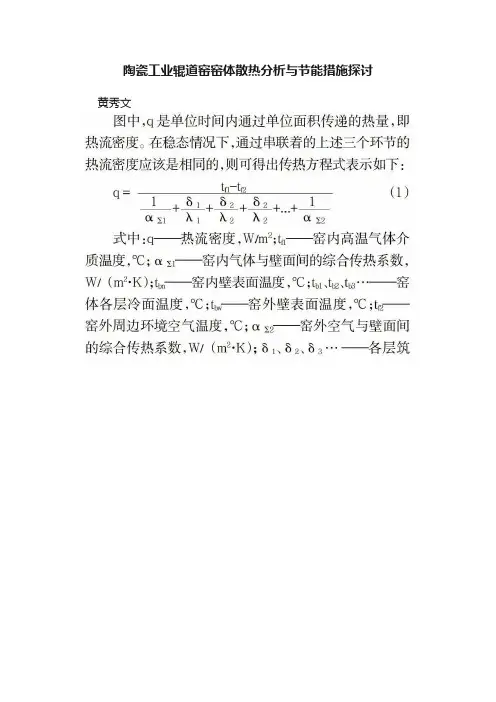
陶瓷工业辊道窑窑体散热分析与节能措施探讨黄秀文摘要:陶瓷工业窑炉是陶瓷工业生产的关键设备,也是能耗最大的热工设备。
本文以行业应用较为广泛的辊道窑为例,通过对不同筑炉材料组合结构的综合传热系数、热流密度和各层筑炉材料温度场的传热过程进行计算分析,采用高性能耐火保温绝热材料,能显著减少窑体散热。
另外,通过对辊道窑上传动辊棒等特殊部件形成的热桥效应进行分析,从生产管理角度保证窑体密封保温,降低窑体局部的散热损失,减少窑炉运转能耗。
最后,对于窑炉在生产过程中降低能耗与节能减排措施提出其它方面着手点,以进一步提高窑炉的能源利用率。
关键词:陶瓷工业;辊道窑;窑体散热;热桥效应;节能措施1 前言陶瓷工业窑炉是陶瓷工业生产中最重要的工艺设备之一,对陶瓷产品的产量、品质以及成本起着关键性的作用。
在建国初期,整体工业基础较为薄弱,陶瓷工业生产设备在很长一段时期里,与世界工业发达国家存在着较大的差距。
自改革开放以来,随着国内陶瓷工业的蓬勃发展,通过引进、消化吸收国外的先进设备与技术,我国在陶瓷工业设备制造领域取得了飞速的发展。
再经广大技术人员这二十多年来的自主研发与创新,目前我国在陶瓷工业领域已取得了较大的成就,逐渐在市场上占据主导地位。
智能制造工业4.0已成为陶瓷工业生产设备的发展方向。
陶瓷工业窑炉是陶瓷工业生产的关键设备,也是能耗最大的热工设备,其能耗占生产总能耗的60%以上。
窑炉的节能减排是生产企业技术进步和可持续发展的必然选择,与窑炉相关的节能措施也成为陶瓷领域中最热点的问题。
目前,在陶瓷工业生产上辊道窑的应用较为广泛,特别是建筑卫生陶瓷生产,因为产量大,耗能为陶瓷行业之首。
本文从陶瓷工业辊道窑窑体结构传热过程的角度分析,通过计算分析采用不同筑炉材料组合结构以及窑体特殊部件形成的热桥效应,为优化窑炉耐火隔热结构,减少窑体散热,探索节能减排措施探讨提供技术依据。
2 窑体耐火隔热结构散热分析陶瓷工业窑炉窑体筑炉材料及其厚度的选择是窑炉设计的关键之一,需要对不同的窑体耐火隔热结构进行传热计算,并进行分析比较,综合考慮窑炉筑炉材料投入成本、使用寿命和运行能耗三个方面因素对比分析而确定窑体结构方案。
1前言作为高污染、高耗能的陶瓷行业,窑炉占到陶瓷厂总耗能的50%以上。
因此,针对辊道窑的节能管理尤为重要,本文主要从以下几个方面进行探讨:(1)辊道窑能耗影响因素(2)建立辊道窑数据库(3)辊道窑节能管理2辊道窑能耗影响因素辊道窑是一条中空窑,现主要采用水煤气作为燃料,影响能源消耗的因素众多,如:产品结构规格变动、操作人员的调节手法、水煤气质量等等。
下面逐一进行分析,并为建立辊道窑数据库提供基础,为辊道窑节能管理打好基石。
①辊道窑水煤气耗用计算原则原则一:必须按照水煤气热值进行计算。
因为在水煤气制造过程中,有诸多影响因素造成热值波动,一般在1450~1550Kcal 。
如按立方进行水煤气耗用计算,若热值差80Kcal ,则能耗误差达到5.5%。
原则二:水煤气计量必须考虑温度参数。
例如两个煤气流量表中的水煤气温度相差20℃,在同一压强下二表之间的气体密度相差为7.326%(公式为20÷273),说明温度高的煤气表在1m 3煤气热值中比温度低的少7.326%的可燃气体量。
②温度曲线当升温曲线提高,增加了排烟温度,带走了更高的热量而造成热损失。
根据水煤气燃料在炉膛不同温度下的热量利用率(如下表1)。
郭健(广东博德精工建材有限公司,佛山528000)提出建立辊道窑数据库的重要性及探讨目前几种常见的辊道窑节能技改等。
节能管理;数据库;能耗节能与环保Energy Saving&EnvironmentalProtection从上述表中反应窑内升温曲线变动面产生能耗的波动。
举例煤气低热值按1500Kcal/m 3计算,升温曲线按1000~1100℃为例,其温度相差100℃,能耗相差12.5%。
例如:在辊道窑上升温曲线每个区段上,下枪各升5℃,如按10个区段计算,合计为升高100℃,其增加能耗约1.0×0.125=12.5%。
③压力曲线根据图1、2,无论正压或负压过大均会造成大量热量损失。

辊道窑尾冷段余热利用浅析徐景福炊敬甫(河南宝丰县洁石建材有限公司河南宝丰467400)摘要介绍了辊道窑尾冷段余热利用的价值和用途,实际计算表明,日产1万 瓷砖生产线,日余热总量为22@106kJ;用作助燃风,大约可用实际热风总量的70%,每年少用燃煤近300t,减少排放废气约200万 。
但是,利用窑尾余热需一次性增加设备投资7800元,年创效益18.81万元。
关键词辊道窑尾冷段余热助燃风经济效益前言在陶瓷墙地砖生产成本中,燃料成本所占比重是最大的,电力成本所占比重仅次于原料排第3位。
从河南省的陶瓷企业情况来看,这两项(以生产耐磨砖为例)成本要占到生产成本的50%以上。
随着能源价格的不断上涨,这个比重还有可能增加。
在具有突出能源优势的河南省尚且如此,对于那些不具备能源优势的地区情况将更加严重。
任何企业都需要降低成本,而降低成本就要从最大的成本项目着手。
近几年来,陶瓷行业在节能降耗方面已经采取了不少措施,比如增加窑炉单线生产能力,变频控制技术的应用,大吨位球磨机的推广,充分利用余热等均取得了良好的效果。
辊道窑是消耗燃料最多的热工设备,因而也是节能降耗的主要对象。
近年来,由于广大科技工作者的共同努力,采用新技术、新材料、新工艺,使其生产能耗有了大幅度的降低,有的已经接近国际水平。
余热利用方面也取得了突出的成绩,笔者在此就窑尾快速冷却段的余热利用问题进行粗浅分析,旨在明确利用潜力,找出利用方向和利用价值,以期达到节约能源、减轻污染、降低生产成本以及提高效益之目的。
1窑尾余热的应用价值窑尾快速冷却部分的余热利用一直没有引起人们的重视,主要原因是多数人认为这部分余热温度较低,利用价值不大,这也许是一种误解,或者是没有找到合适的用途,再就是没有分析到利用这部分余热的经济效益。
其实这部分余热虽然温度不高,但是利用起来非常简单,不需要增加多少投资就可解决问题,下面分析一下窑尾余热的利用潜力。
1.1计算依据要计算窑尾余热的大体贮量,必须确定一些原始数据,没有这些数据,根本无法计算。
瓷辊道窑炉的节能和燃烧效能提高方案随着我国社会经济的发展,城市市政建设越来越受到重视。
混凝土路面砖作为市政基础建设的重要组成部分,其技术质量水平的高低直接影响到城市大街小巷的观瞻,因此路面砖的技术质量水平状况越来越受到各地的关注和重视。
市场的需求量也越来越大,所以给各地面砖生产厂家提高生产能力,降低生产成本,有效提高窑炉的生产效益,降低窑炉燃料的损耗是各面砖厂目前急需要解决的问题。
一.窑炉烧结合理温度与坯料关系温度制度以温度曲线表示,它表明在烧成过程中温度随时间的变化关系。
温度曲线一般分为四个阶段,即由预热升温、最高焙烧温度、保温时间和冷却曲线所组成。
温度曲线应根据制品在焙烧过程中的物理化学反应特性、原料质量、泥料成分、窑炉结构和窑内温度分布的均匀性等各方面因素等综合确定。
A.预热带缓慢升温砖坯慢速脱水。
根据砖坯的干燥情况,确定隧道窑第一个车位的温度。
因为隧道干燥窑的热风入口温度控制在105℃~120℃,因此,第一个车位的温度应严格控制,不超过100℃~105℃,而以后5~6个车位的温度就要缓慢升温。
砖坯在300℃以前的低温阶段的升温速度是关键,在此温度范围内主要是排除坯体内的残余水分。
如果在此阶段升温过快,坯体内的水分急剧蒸发,产生过热蒸汽的压力,会造成坯体开裂,一般为表面裂纹,严重时会造成坯体爆裂,甚至发生砖坯塌车事故。
按窑炉窑内温度的划分,低于600℃属于预热带,当坯体水分排出后,在500℃前可以较快升温,一般升温速度可以控制在80℃/h左右,但在573℃时,由于β-石英转化为α-石英,同时产生0.8%的体积膨胀,所以此阶段要特别注意缓慢升温,以防止制品产生裂纹。
B.焙烧温度和保温。
烧结砖的最高烧成温度一般定为1020℃左右。
但是,在较低温度下,较长时间的保温也可以完成对烧成的要求。
最高焙烧温度适当低些,高温车位多些,保温时间长些,使燃烧的热量能够得到充分的利用,制品烧成比较均匀。
焙烧温度较高时,容易发生砖坯软化,特别是砖垛下层的制品可能变形和熔结。
超级节能型辊道窑炉的设计分析摘要:为使锂电池正极材料设备辊道炉中运行能耗高、余热浪费、成本较大等问题得到有效解决,完成超级节能型辊道窑炉的设计,窑炉运行效率,减少其运行期间对普通岗位人员的依赖性,文章从其整体的基本结构着手,全面分析其中的关键技术要点和生产线运行的经济性和节能性,围绕材料、框架、传动体系等对其设计方法进行研究,实现对产品最大限度的精细化生产,以供参考。
关键词:节能型辊道窑炉;基本结构;设计方法引言:我国锂电池正极材料设备辊道窑炉在技术层面上的高速发展,与部分世界知名窑炉品牌相比,不管在其宽度还是长度上都占据了绝对优势,国产辊道窑炉不仅在国内市场中得到广泛应用,甚至还有部分超越国外窑炉产品的窑炉生产企业开拓了世界范围内的出口市场。
通过对辊道窑炉的节能化设计和改造,降低其运行成本。
1.超级节能型辊道窑炉的基本结构辊道炉是将物料从较高温度加热到较低温度的一种加热设备,又称为加热炉。
其基本工作原理是在炉内将物料进行热压、加压或熔融,使之达到所需要的化学成分,然后经冷却、固相反应等工序而制得产品。
它是一种在工业生产中被广泛使用的连续式热处理设备。
辊道炉主要由炉体、辊道、电控柜等部分组成。
从设计上看,辊道炉主要由炉体、加热管、支架、保温层四部分组成,根据不同的工艺要求,炉体采用不同的材料。
辊道炉是通过加热元件和炉体两个部分组成,炉体部分由炉体、传动系统、温控系统和液压系统组成。
升温时,由传动系统带动炉体的转动,物料被输送到加热元件上;在加热元件与炉体间还设有液压油循环系统,以确保窑炉内压力恒定。
在控温系统中,有计算机控制和自动控制两种。
辊道炉的制造包含了炉本体、炉架、炉盖、炉管、电气控制系统等部分,本文主要介绍辊道炉本体及炉架部分。
辊道炉本体是辊道炉的核心部件,其结构和尺寸直接影响到设备的整体性能和使用寿命。
辊道炉的制造工艺主要包括钢板预处理、钢板切割、开孔、组对及焊接等几个步骤。
在辊道炉的加热过程中,采用了多种节能手段,如:高效节能的内热式蓄热室、高低温切换炉、辐射管、热电偶等。
我说设计的生产抛光砖的辊道窑,长131m,宽2m,高1.2m(辊上0.5m,辊下0.7m),年生产任务350万片,属大型辊道窑。
最高温度为1350℃,使用的燃料为焦炉煤气。
一:设计任务书及原始资料院(系)材料学院2010 年7 月1日二. 窑体主要尺寸的确定2.1 内宽的确定2.1.1 窑内宽初步确定内宽坯体尺寸=产品尺寸/(1-烧成收缩)=600/(1-10%)=666.67mm为计算窑内宽方便取为667mm,我设计的是两片并排烧,两侧坯体与窑墙之间的距离取185mm,两片砖间距300mm. 所以B=2×667+2×185+300=2000mm,取B=2000mm。
2.1.2确定内宽窑内宽B=667+2×185+300=2000mm,取B=2000mm。
2.2 窑体长度的确定2.2.1 窑体长度的初步确定生产任务G同一列砖砖距取50 mm ,则装窑密度(件/每m窑长)所以窑长=129m2.2.2窑体有效长度的计算因为是辊道窑,设设三个砖为一节,则每节长度为(667+50) 3=2150mm ,节数=(节)取节数为 60节。
因而窑长度为: mm再加上进口和出口各两米所以总长为129+4=133m2.3 窑内高度的确定辊道窑的内高被辊子分隔成辊上高和辊下高两部分。
内高是制品在窑内传热和烧成的空间,内高必须合理,既能有利于产品换热满足烟气有足够的流动空间,又必须满足一定的烧成空间和冷却空间,所以,内高的确定有一定的原则,经过一段时间的查阅资料,我设计的窑炉内高如下表:三烧成制度的确定窑炉的烧成制度取决于坯釉料的组成和性质、坯体的造型、大小和厚度以及窑炉结构、装窑的方法、燃料种类等等因素。
而烧成制度主要包括温度曲线、压力曲线和气氛控制。
烧成制度的制定原则有以下四点:•在各阶段应有一定的升降温速度,不得超过;•在适宜的温度下应有一定的保温时间,以使制品内外温度趋于一致,皆达到烧成温度,保证整个制品内外烧结;•在氧化还原阶段应保持一定的气氛制度;•全窑应有一个合理的压力制度,以确保温度制度和气氛制度的实现。
毕业设计说明书题目:日产量6100M²发生炉煤气富氧燃烧辊道窑设计目录前言............................................................................... 4摘要............................................................................... 51 设计任务书及原始资料............................................................... 72 烧成制度及窑体要紧尺寸的确定....................................................... 9烧成制度的确定【1】.............................................................. 9确信烧成制度的依照【1】...................................................... 9制定烧成制度【1】.............................................. 错误!未定义书签。
烧成曲线确信 (12)气氛制度 (12)压力制度 (12)窑内宽的确信【2】 (12)窑长的确信【2】 (12)窑容量 (12)窑体各带长度的确信........................................... 错误!未定义书签。
窑内高的确信【2】.................................................. 错误!未定义书签。
辊上高的确信................................................. 错误!未定义书签。
辊道窑热平衡测试数据分析及节能方向探讨辊道窑是一种重要的烧成设备,被广泛应用于冶炼和制造行业。
正确优化热平衡是提高辊道窑烧成效率的必要条件。
本文分析了热平衡测试在辊道窑烧成过程中的重要性,以及对节能方向的影响。
一、辊道窑热平衡测试辊道窑热平衡测试旨在确定最佳的热能平衡,使得热流在烧成过程中保持稳定,以达到辊道窑最佳的运行效率。
热平衡测试包括:燃料的类型、燃料的热值、燃料的气比、气体的速度、空气的流量以及热指标的计算等内容。
根据辊道窑烧成过程中的实际情况,比较不同的气体比例,找出最佳的热能平衡,以最大限度地减少烧成过程、能耗和污染。
二、热平衡测试数据分析热平衡测试在辊道窑烧成中起到非常重要的作用。
根据收集到的热平衡测试数据,可以绘制热能分析曲线,研究辊道窑热能平衡参数对烧成过程的影响,优化热能平衡。
例如,通过实测烧成期间空气流量和各种燃料热量等参数,可以绘制热量平衡曲线,来比较空气流量的影响,从而找到最佳的热能平衡。
三、节能面向的探讨正确优化辊道窑热能平衡能够大幅度降低辊道窑烧成所需的燃料消耗量,以及减少产生的污染。
通过热平衡测试,可以找到正确的燃料配比,减少燃料的消耗量。
此外,可以通过优化燃烧、改善空气比例和优化空气流动等手段,使辊道窑烧成过程更加节能。
四、结论辊道窑热能平衡测试是实现辊道窑烧成效率最大化的重要手段,热能平衡测试的结果可以有效优化辊道窑烧成过程,从而提高烧成效率,降低能耗和污染。
此外,还可以通过优化燃烧、改善空气比例和优化空气流动等方法,为辊道窑烧成提供节能减排的方向。
因此,正确研究和分析热能平衡测试数据,在辊道窑烧成过程中具有重要意义。