陶瓷窑炉及设计 辊道窑1
- 格式:ppt
- 大小:3.98 MB
- 文档页数:76
辊道窑窑炉设计辊道窑窑炉设计1 前言陶瓷窑炉可分为两种:一种是间歇式窑炉,比如梭式窑;另一种是连续式窑炉,比如本设计书设计的辊道窑。
辊道窑是当代陶瓷工业的先进窑炉,我国70 年代开始已陆续应用于日用陶瓷工业、建筑陶瓷工业。
80 年代后,滚到窑已广泛地用于我国建陶工业中。
辊道窑由于窑内温度场均匀,从而保证了产品质量,也为快烧提供了条件;而快烧又保证了产量,降低了能耗。
产品单位能耗一般在2000~3500 kJ/kg ,而传统隧道窑则高达5500~9000 kJ/kg 。
所以,辊道窑是当前陶瓷工业中优质、高产、低消耗的先进窑型,在我国已得到越来越广泛的应用。
烧成在陶瓷生产中是非常重要的一道工序。
烧成过程严重影响着产品的质量,与此同时,烧成也由窑炉决定。
在烧成过程中,温度控制是最重要的关键。
没有合理的烧成控制,产品质量和产量都会很低。
要想得到稳定的产品质量和提高产量,首先要有符合产品的烧成制度。
然后必须维持一定的窑内压力。
最后,必须要维持适当的气氛。
通过对其窑炉结构和控制的了解,借鉴经验数据,本文设计的辊道窑,全窑长200 米,内宽2.81米,烧成温度是1180 摄氏度,燃料采用天然气,单位质量得产品热耗为2543.6 kJ/kg。
热效率高,温度控制准确、稳定,传动用电机、链传动和齿轮传动结构,联接方式主要采用弹簧夹紧式,从动采用托轮磨擦式,传动平衡、稳定,维护方便,控制灵活。
经过紧张的三周,有时候,特别是画图时,对于没有经过训练的我们来说,很是不容易,进入状态时饭也顾不上吃,叫外卖,夜以继日的,就像绣花一样,不经历还真不知道这其中的滋味,我想这次的窑炉设计实习,给予我们的不仅仅是设计的本身,还让我们知道什么是细致,什么叫技术。
在此,特别感谢周露亮、朱庆霞、孙健、李杰几位老师的细心指导,没有他们的指导,我们就无从下手。
由于水平所限,设计书中一定有不少缺点和不足之处,诚挚地希望老师批评指正。
2 设计任务书一、设计任务:日产10000 平米玻化砖辊道窑设计设计任务:日产10000 平米玻化砖天然气辊道窑炉设计(一)玻化砖1.坯料组成(%):SiO2 Al2O3 CaO MgO Fe2O3 K2O Na2O I.L68.35 16.27 2.30 2.65 0.85 1.76 2.15 4.852.产品规格:400×400×8mm,单重3 公斤/块;3.入窑水分:<1%4.产品合格率:95%5.烧成周期:60 分钟(全氧化气氛)6.最高烧成温度:1180℃(温度曲线自定)(二)燃料天然气CO H2 CH4 C2H4 H2S CO2 N2 O2 Qnet(MJ/Nm3)0.2 0.2 95.6 3.5 0.3 0.1 0.1 0 41.58(三)夏天最高气温:37℃3 窑体主要尺寸的确定3.1 窑内宽的确定产品的尺寸为400×400×10mm,设制品的收缩率为8%。
目录摘要 (3)前言 (5)1 设计任务书及原始资料 (6)2 烧成制度的确定 (7)2.1 温度制度的确定 (7)2.2 气氛制度 (7)2.3 压力制度 (7)3 窑体主要尺寸确定 (9)3.1窑内宽的确定 (9)3.2 窑体长度的确定 (9)3.3 各带长度的确定 (10)3.4 辊上高、辊下高的确定 (11)4 工作系统确定 (12)4.1 排烟系统 (12)4.2 烧成系统 (12)4.3冷却系统 (12)4.4窑体附属结构的布置 (14)5 窑体材料及厚度的确定 (16)6 燃料及燃烧计算 (18)6.1理论空气需要量 (18)6.2实际空气需要量 (18)6.3 用经验公式计算实际烟气生成量 (18)6.4 燃烧温度 (18)7 物料平衡 (19)7.1每小时出窑制品的质量G出 (19)7.2每小时入窑干制品的质量G干 (19)7.3每小时入窑湿制品的质量G湿 (19)7.4每小时蒸发自由水的质量G w (19)8 预热带烧成带热平衡计算 (20)8.1热平衡计算基准及范围 (20)8.2热平衡示意框图 (20)8.3热收入项目 (21)8.4热支出项目 (21)8.5热平衡方程 (27)8.6热平衡表. (27)9 冷却带平衡计算 (28)9.1热平衡计算准则: (28)9.2热平衡示意图: (28)9.3热收入 (29)9.4热支出 (29)9.5热平衡方程 (36)9.6冷却带平衡列表 (37)10 传动计算 (38)10.1 传动系统的选择 (38)10.2 传动过程 (38)10.3 辊子材质的选择 (38)10.4 辊距的确定 (39)10.5 辊子传动过程中的联接方式 (39)10.6 辊子转速的选择 (39)11管道计算、阻力计算和风机选型 (40)11.1管道计算 (40)11.2阻力计算 (40)11.3排烟风机选型 (41)11.4其他管路阻力计算: (41)12 烧嘴选型 (45)12.1每个烧嘴所需燃烧能力 (45)12.2 选用烧嘴应注意的原则 (45)12.3 烧嘴选用 (45)13 工程材料概算 (47)13.1 钢架结构所用钢材用量概算: (47)13.2 钢板用量概算: (47)13.3 耐火材料概算: (48)致谢 (51)参考文献 (52)外文翻译 (53)摘要本设计的题目是日产1.4万㎡抛光砖气烧辊道窑。
辊道窑规格辊道窑作为一种常用的工业窑炉,广泛应用于陶瓷、建材、冶金等领域,具有较高的使用效率和生产能力。
下面将对辊道窑的规格进行详细介绍,以帮助大家更好地了解和使用辊道窑。
一、辊道窑的尺寸和结构辊道窑的尺寸和结构是确保其正常运行的重要因素。
一般来说,辊道窑的长度通常在60米至200米之间,宽度在2米至6米之间,这样的尺寸可满足大部分工业生产的需要。
另外,辊道窑通常采用直径30厘米至40厘米的辊轮进行支撑,以保持窑体的平稳运转。
二、辊道窑的供热方式辊道窑的供热方式有多种选择,包括天然气、石油、煤炭等。
在选择供热方式时需考虑到成本、能源效率和环境影响因素。
天然气和石油通常被认为是较为清洁和高效的能源选择,但成本较高;而煤炭则较为廉价,但存在一定的环境污染问题。
三、辊道窑的控制系统现代辊道窑的控制系统一般采用自动化控制,以提高生产效率和产品质量。
控制系统通常包括温度控制、压力控制、电机控制等。
具有较高自动化程度的控制系统可以实现自动化的温度控制和过程监控,从而提高烧制的精度和稳定性。
四、辊道窑的节能设计节能设计是现代工业窑炉设计的重要方向之一。
辊道窑的节能设计包括减少能源浪费、提高热效率等方面。
常见的节能设计措施包括加装保温层、优化窑体结构、采用高效燃烧器等。
同时,合理使用余热和热循环系统也是辊道窑节能的有效手段。
五、辊道窑的维护和保养辊道窑的正常运行需要定期的维护和保养工作。
维护工作包括检查辊轮和链条的磨损情况,及时更换磨损严重的部件;保养工作包括清洁窑内积灰、检查火石堵塞等。
定期维护和保养可以延长辊道窑的使用寿命,提高生产效率。
总之,辊道窑作为一种重要的工业窑炉,其规格、供热方式、控制系统、节能设计和维护保养等方面的选择和操作都对其运行效果和生产效率有着重要的影响。
通过了解和掌握辊道窑的规格特点,并采取合理的措施进行操作和维护,可以有效提高生产效率,降低能源消耗,为工业生产的发展做出更大的贡献。
鼠标双击自动滚屏(三)辊道窑的辊子辊道窑中的一排辊子形成辊道,辊子的材质和煅烧温度适应性,决定着窑炉作业的稳定程度,因此辊子是辊道窑中很关键的组成部分。
辊子的材质,要求在高温和燃烧产物作用时应具有抗氧化作用,即有高的耐热性能,同时还要求,在高温连续运行时,在辊子的自重和制品的荷重作用下保持最小的变形,使制品在辊道上沿直线移动而不发生故障。
常用的辊棒有以下二种:1、金属辊棒铝合金辊子可承受温度500℃AISI304金属辊子可承受温度800℃AISI310合金辊子可承受温度1000℃镍铬铁耐热合金可承受温度1180℃2、陶瓷辊棒(1)高铝质辊棒,这是目前用量最大的一种,Al2O3含量一般在75%左右。
(2)碳化硅质辊棒烧成温度达到1300℃以上的辊道窑一般都采用碳化硅辊棒。
常见的是重结晶碳化硅棒,氧化气氛下可用于1600℃,但价格昂贵,德国五笔型产的渗硅碳化硅棒,属于反应烧结的碳化硅,可用于1300~1350℃,价格较低。
(四)辊道窑的层数从结构来看,辊道窑有单层与多层之分。
目前大量使用的是单层窑,2~3层窑用量不多。
有人作过比较,认为2~3层窑更为优越。
多层窑可节约燃料,缩短窑长,减少用地,降低投资费用。
但由于层增多,使人窑及出窑的运输线,连锁控制系统,窑炉本身的结构都复杂化了,尤其给清除砖坯碎片带来不少麻烦。
意大利SITI窑炉公司总结出确定辊道窑层数的原则有以下几点:1、有效高度大的辊道窑(如煅烧卫生洁具用的窑高多为0.7~0.85m)最好用单层,矮窑(如有效高度≤0.15m)则可以选用多层;2、宽窑宜用单层、窄窑可用多层;3、产量不大、烧成温度高时宜用单层,反之可用多层;4、不用垫板承烧时采用三层窑最为经济,而多层窑一般不用电作为热源。
景德镇陶瓷学院《窑炉课程设计》说明书题目:日产7000㎡瓷质砖天然气辊道窑设计学号:*************名:***院(系):材料科学与工程学院专业:粉体材料科学与工程指导教师:周露亮孙建陆琳童剑辉陈功备2015年06月14 日目录1 前言 (3)2 设计任务书 (4)3 窑体主要尺寸的确定 (5)3.1 窑内宽的确定 (5)3.2 窑体长度的确定 (5)3.3 窑内高的确定 (6)4 烧成制度的确定(主要指温度制度) (6)5 工作系统的确定 (7)5.1 排烟系统 (7)5.2 燃烧系统 (7)5.3 冷却系统 (7)5.4 传动系统 (8)5.4.1 辊子的选择 (8)5.4.2 辊子直径与长度的确定 (8)5.4.3 传动方案 (8)5.5 窑体附属结构 (8)5.5.1 事故处理孔 (8)5.5.2 测温测压孔及观察孔 (9)5.5.3 膨胀缝 (9)5.5.4 挡墙 (9)5.6 窑体加固钢架结构形式 (9)6 燃料燃烧计算 (9)6.1 空气量 (9)6.2 烟气量 (10)6.3 燃烧温度 (10)7 窑体材料及厚度的确定:列表表示全窑所用材料及厚度 (10)7.1 所选材料的相关参数 (10)7.2 厚度确定 (11)8 热平衡计算 (11)8.1 预热带及烧成带热平衡计算 (11)8.1.1 热平衡计算基准及范围 (11)8.1.2 热平衡框图 (11)8.1.3 热收入项目 (12)8.1.4 热支出项目 (13)8.1.5 列出热平衡方程式 (17)8.2 冷却带热平衡 (17)8.2.1 热平衡计算基准及范围 (17)8.2.2 热平衡框图 (17)8.2.3 热收入项目 (18)8.2.4 热支出项目 (18)8.2.5 列出热平衡方程式 (22)9 烧嘴的选用 (23)10 参考文献 (23)1.前言《热工过程及设备》作为一门热工以及材料专业的专业课程,目的是对学生学习《热工过程及设备》课程后,引导学生总结﹑归纳理论知识,在此基础上推陈出新,根据当前的社会和科学环境,不断创新,最大可能的从环境保护和能源节约方面考虑,设计出符合社会需要的新时代窑炉,为创建社会主义和谐社会贡献自己的智力支持。
辊道窑的结构和工作原理辊道窑是一种常见的窑炉设备,主要用于陶瓷行业中对陶瓷制品进行烧结和烧制的工艺过程。
它具有特殊的结构和工作原理,下面将详细介绍。
一、结构辊道窑主要由窑体、辊道、传动装置和控制系统等组成。
1. 窑体:窑体是辊道窑的主体部分,一般由耐火材料构建而成。
它通常呈长方体形状,分为上、中、下三段,上段为预热段,中段为烧成段,下段为冷却段。
窑体内部有多层辊道,用于支撑和传送陶瓷制品。
2. 辊道:辊道是辊道窑的核心部分,由多个辊子组成。
辊子一般由耐高温材料制成,具有一定的强度和耐磨性。
辊道呈环形或螺旋形布置,可分为平行辊道和斜向辊道两种形式。
平行辊道适用于烧制较小规格的陶瓷制品,斜向辊道适用于烧制较大规格的陶瓷制品。
3. 传动装置:传动装置用于驱动辊道的转动,一般由电机、减速器和链条组成。
电机提供动力,减速器将电机的高速旋转转变为适合辊道转动的低速旋转,链条将动力传递给辊道。
4. 控制系统:控制系统用于监测和控制辊道窑的运行状态,一般包括温度、压力、转速等参数的监测和控制设备。
控制系统可以实现自动化控制,提高生产效率和产品质量。
二、工作原理辊道窑的工作原理是通过辊道的旋转和传送,将陶瓷制品逐渐从窑头送入窑尾,完成烧结和烧制的过程。
1. 上段预热:陶瓷制品进入辊道窑后,首先通过上段预热,使其逐渐升温。
在上段预热段,窑体温度较低,主要是通过辊道下方的燃气或燃油燃烧产生的热量进行加热,将陶瓷制品预热至较高温度。
2. 中段烧成:经过上段预热后,陶瓷制品进入中段烧成段。
在中段烧成段,窑体温度逐渐升高,达到陶瓷制品所需的烧成温度。
同时,通过燃烧室供给的燃料和空气进行燃烧,释放出大量的热量,使陶瓷制品烧结和烧制。
3. 下段冷却:在中段烧成后,陶瓷制品进入下段冷却段。
在下段冷却段,窑体温度逐渐降低,通过辊道下方的冷却气体或水进行冷却,使陶瓷制品迅速冷却至室温。
辊道窑的工作过程需要根据陶瓷制品的特性和工艺要求进行调节和控制。
景德镇陶瓷大学《窑炉课程设计》说明书题目年产245万平米玻化砖液化气辊道窑设计学号:.201310260130姓名:黄慧莹院(系)材料科学与工程学院:专业:粉体材料科学与工程O一六年六月六日目录1前言 (1)2设计任务书 (2)3窑体主要尺寸的确定 (3)4烧成制度的确定 (5)5工作系统的确定 (6)5.1 排烟系统 (6)5.2 燃烧系统 (6)5.3 冷却系统 (6)5.4 传动系统 (7)5.5 窑体附属结构 (8)5.6 窑体加固钢架结构形式 (9)6燃料燃烧计算 (10)6.1 空气量 (10)6.2 烟气量 (10)6.3 燃烧温度 (11)7窑体材料及厚度的确定 (11)8热平衡计算 (13)8.1 预热带及烧成带热平衡计算 (11)8.2 冷却带热平衡 (19)9烧嘴的选用 (26)参考文献 (29)1.刖言《热工过程及设备》作为一门热工以及材料专业的专业课程,目的是对学生学习《热工过程及设备》课程后,引导学生总结、归纳理论知识,在此基础上推陈出新,根据当前的社会和科学环境,不断创新,最大可能的从环境保护和能源节约方面考虑,设计出符合社会需要的新时代窑炉,为创建社会主义和谐社会贡献自己的智力支持。
通过课程设计辊道窑,综合运用和巩固所学知识,学会将理论知识与生产实践相结合,去研究解决实际中的工程技术问题,本设计的任务主要是培养学生设计与绘图的基本技能,初步掌握窑炉设计的程序、过程和内容;进一步了解窑炉设备的基本结构;掌握窑炉设备的工作原理,工程制图方法和编制设计说明书的方法。
辊道窑属于连续性窑炉,传动方式有斜齿轮传动及链条传动两种形式,一般以刚玉瓷辊作为传动辊子运载产品。
按加热方式可分为火焰加热辊道窑炉和电加热辊道窑炉两类。
可根据要求通气氛。
辊道窑是当代陶瓷工业的先进窑炉,是近几十年来发展起来的新型快烧连续式工业窑炉,目前已广泛用于釉面砖、墙地砖、抛光砖、彩釉砖等建筑陶瓷工业生产中。
景德镇陶瓷学院《窑炉课程设计》说明书题目:年产120万平米玻化砖0#柴油辊道窑设计学号:************姓名:院(系):科技艺术学院专业:12无非(1)班指导教师:陈功备老师目录一、设计任务书 (4)1.1 设计题目 (4)1.2 设计技术指标、参数 (4)二、窑体主要尺寸的确定 (5)2.1 窑内宽的确定 (5)2.2 窑体长的确定 (5)2.3 窑内高的确定 (6)三、工作系统的确定 (8)3.1 排烟系统 (8)3.2 燃烧系统 (8)3.3 冷却系统 (9)3.4 传动系统 (9)3.5 窑体附属结构 (10)四、窑体材料确定 (12)五、燃料燃烧计算 (13)5.1 燃料所需空气量(标准状况下) (13)5.2 燃烧产生的烟气量(标准状况下) (14)5.3烧成温度 (14)六、预热带、烧成带热平衡计算 (15)6.1 热收入项目 (15)6.2 热支出项目 (17)6.3 热平衡方程 (21)6.4 热平衡表 (21)七、冷却带热平衡计算 (22)7.1 热收入项目 (22)7.2 热支出项目 (23)7.3 热平衡方程 (28)7.4 热平衡表 (28)八、排烟管道尺寸 (29)8.1排烟管道尺寸 (29)8.2总烟管尺寸 (29)8.3分烟管尺寸 (29)9 参考文献 (30)一、设计任务书1.1 设计题目:年产量105万m2玻化砖辊道窑设计1.2 设计技术指标、参数:1、坯料的化学组成(%):2、产品的规格:600×600×10mm3、入窑水分:1.5%4、产品合格率:97%5、工作日:3356、烧成周期:69分钟7、最高烧成温度:1210o C8、气氛制度:全氧化气氛9、燃料:0#柴油Qnet=41800KJ/Nm3二、窑体主要尺寸的确定2.1 窑内宽的确定产品规格:600×600×10 mm ,可知砖的宽度为600 mm ,考虑到烧成收缩率为10%,则:1产品尺寸坯体尺寸=-烧成收缩率600110%=-666.7 mm =坯体离窑墙内壁一般应有100~200 mm 间隙,取150 mm 。
第一章辊道窑的窑体结构概述辊道窑是一种截面呈狭长形的隧道窑,与窑车隧道窑不同,它不是用装载制品的窑车运转,而是由一根根平行排列、横穿窑工作通道截面的辊子组成“辊道”,制品放在辊道上,随着辊子的转动而输送入窑,在窑内完成烧成工艺过程,故称辊道窑。
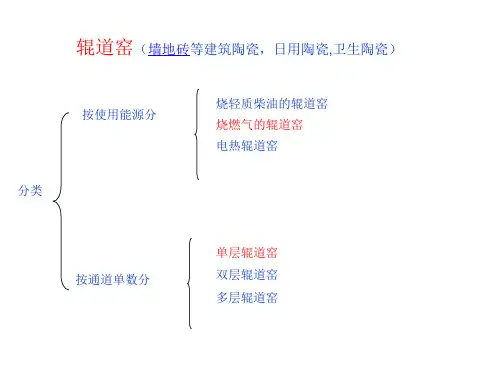
1.1.1 辊道窑的分类辊道窑可按使用的燃烧结构分类,也可按加热方式分类,还可按通道多少来分类。
一般对建陶工业辊道窑结合燃料与加热方式进行分类。
1. 明焰辊道窑——火焰进入辊道上下空间,与制品接触并直接加热制品。
(1)气烧明焰辊道窑。
常用的气体燃料有:天然气、发生炉煤气、石油液化气等,要求煤气是洁净的。
(2)烧轻柴油明焰辊道窑。
由于供油系统比供气系统简单,投资也较少,国内近些年建造的明焰辊道窑大多为烧轻柴油的。
2. 隔焰辊道窑——火焰一般只进入与窑道隔离的马弗道中,通过隔焰板将热量辐射给制品并对其进行加热。
(1)煤烧隔焰辊道窑煤在火箱中燃烧,火焰进入辊道下的隔焰道(马弗道)内,间接加热制品。
国内有些煤烧辊道窑为稳定窑温、减少上下温差,采取在辊上安装若干电热元件(硅碳棒),对制品进行补偿加热,对提高产品质量有一定的效果。
这类辊道窑可称为煤电混烧辊道窑,但也属煤烧隔焰辊道窑的范畴。
(2)油烧隔焰辊道窑以重油或渣油为燃料,火焰一般也是进入窑道下的马弗道中,间接加热制品。
我国80年代初建造的油烧隔焰辊道窑除辊下设马弗道外还在辊上增设马弗道,但后来一般都取消了上马弗道。
80年代中后期,烧重油的辊道窑大都改进为油烧半隔焰辊道窑,即在适当的部位留设放火口,使部分燃烧产物进入工作通道中。
由于油烧半隔焰辊道窑除放火口外,其他结构与油烧全隔焰辊道窑类同。
故可将它归在一类。
3. 电热辊道窑——以安装在辊道上下的电热元件(硅碳棒或电热丝)作热源,对制品辐射加热。
适用于电力资源丰富的厂家或小型辊道窑。
在上述几种类型的辊道窑中,由于明焰辊道窑的燃烧产物直接与制品接触,对提高传热效率、均匀窑内断面温度场、节能等都是有利的,代表了辊道窑的主流。
第一章辊道窑的窑体结构1.1 概述辊道窑是一种截面呈狭长形的隧道窑,与窑车隧道窑不同,它不是用装载制品的窑车运转,而是由一根根平行排列、横穿窑工作通道截面的辊子组成“辊道”,制品放在辊道上,随着辊子的转动而输送入窑,在窑内完成烧成工艺过程,故称辊道窑。
1.1.1 辊道窑的分类辊道窑可按使用的燃烧结构分类,也可按加热方式分类,还可按通道多少来分类。
一般对建陶工业辊道窑结合燃料与加热方式进行分类。
1. 明焰辊道窑——火焰进入辊道上下空间,与制品接触并直接加热制品。
(1)气烧明焰辊道窑。
常用的气体燃料有:天然气、发生炉煤气、石油液化气等,要求煤气是洁净的。
(2)烧轻柴油明焰辊道窑。
由于供油系统比供气系统简单,投资也较少,国内近些年建造的明焰辊道窑大多为烧轻柴油的。
2. 隔焰辊道窑——火焰一般只进入与窑道隔离的马弗道中,通过隔焰板将热量辐射给制品并对其进行加热。
(1)煤烧隔焰辊道窑煤在火箱中燃烧,火焰进入辊道下的隔焰道(马弗道)内,间接加热制品。
国内有些煤烧辊道窑为稳定窑温、减少上下温差,采取在辊上安装若干电热元件(硅碳棒),对制品进行补偿加热,对提高产品质量有一定的效果。
这类辊道窑可称为煤电混烧辊道窑,但也属煤烧隔焰辊道窑的范畴。
(2)油烧隔焰辊道窑以重油或渣油为燃料,火焰一般也是进入窑道下的马弗道中,间接加热制品。
我国80年代初建造的油烧隔焰辊道窑除辊下设马弗道外还在辊上增设马弗道,但后来一般都取消了上马弗道。
80年代中后期,烧重油的辊道窑大都改进为油烧半隔焰辊道窑,即在适当的部位留设放火口,使部分燃烧产物进入工作通道中。
由于油烧半隔焰辊道窑除放火口外,其他结构与油烧全隔焰辊道窑类同。
故可将它归在一类。
3. 电热辊道窑——以安装在辊道上下的电热元件(硅碳棒或电热丝)作热源,对制品辐射加热。
适用于电力资源丰富的厂家或小型辊道窑。
在上述几种类型的辊道窑中,由于明焰辊道窑的燃烧产物直接与制品接触,对提高传热效率、均匀窑内断面温度场、节能等都是有利的,代表了辊道窑的主流。
辊道窑的工作原理
辊道窑是一种连续式窑炉设备,常用于烧结陶瓷、砖瓦等产品的生产。
其工作原理主要包括以下几个步骤:
1. 进料:原料通过进料装置被连续地送入窑炉的上部,通常是通过一个输送带或者辊道来实现。
2. 预热:原料进入窑炉后,首先经过预热区,该区域内设有预热燃烧器,用于提高原料的温度,并将其预热至一定温度,以便后续的高温烧结。
3. 烧结:在经过预热后,原料进入烧结区,该区域内设有高温燃烧器。
燃烧器将燃料燃烧产生的热能传递给原料,使原料在高温下发生烧结反应,从而使其物理和化学性质发生变化,最终形成陶瓷、砖瓦等制品。
4. 冷却:经过烧结后,陶瓷、砖瓦等制品进入冷却区域,该区域内设有冷却装置。
冷却装置通过将冷却介质(通常为空气或水)吹入窑炉,迅速降低产品的温度,以防止其过热破裂。
5. 出料:经过冷却后,最终成品通过出料装置从窑炉的底部连续取出。
辊道窑的工作原理通过不断地将原料从窑炉的上部输入,并经过不同的区域进行预热、烧结和冷却等处理,最终得到所需的陶瓷、砖瓦等制品。
这种连续式的生
产方式具有高效率、节能等优势,并适用于大规模的生产。