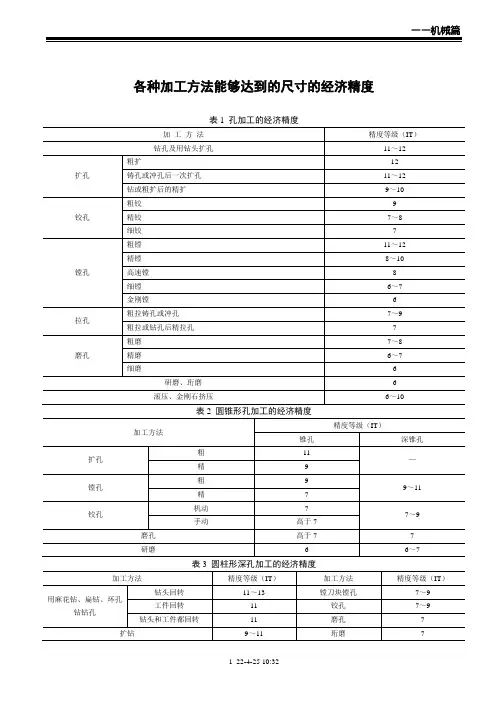
各种加工方法的加工精度一:车削车削中工件旋转,形成主切削运动;刀具沿平行旋转轴线运动时,就形成内、外园柱面;刀具沿与轴线相交的斜线运动,就形成锥面;仿形车床或数控车床上,可以控制刀具沿着一条曲线进给,则形成一特定的旋转曲面;采用成型车刀,横向进给时,也可加工出旋转曲面来;车削还可以加工螺纹面、端平面及偏心轴等;车削加工精度一般为IT8—IT7,表面粗糙度为—μm;精车时,可达IT6—IT5,粗糙度可达—μm;车削的生产率较高,切削过程比较平稳,刀具较简单;二:铣削主切削运动是刀具的旋转;卧铣时,平面的形成是由铣刀的外园面上的刃形成的;立铣时,平面是由铣刀的端面刃形成的;提高铣刀的转速可以获得较高的切削速度,因此生产率较高;但由于铣刀刀齿的切入、切出,形成冲击,切削过程容易产生振动,因而限制了表面质量的提高;这种冲击,也加剧了刀具的磨损和破损,往往导致硬质合金刀片的碎裂;在切离工件的一般时间内,可以得到一定冷却,因此散热条件较好;按照铣削时主运动速度方向与工件进给方向的相同或相反,又分为顺铣和逆铣;顺铣铣削力的水平分力与工件的进给方向相同,工件台进给丝杠与固定螺母之间一般有间隙存在,因此切削力容易引起工件和工作台一起向前窜动,使进给量突然增大,引起打刀;在铣削铸件或锻件等表面有硬度的工件时,顺铣刀齿首先接触工件硬皮,加剧了铣刀的磨损;逆铣可以避免顺铣时发生的窜动现象;逆铣时,切削厚度从零开始逐渐增大,因而刀刃开始经历了一段在切削硬化的已加工表面上挤压滑行的阶段,加速了刀具的磨损;同时,逆铣时,铣削力将工件上抬,易引起振动,这是逆铣的不利之处;铣削的加工精度一般可达IT8—IT7,表面粗糙度为—μm;普通铣削一般只能加工平面,用成形铣刀也可以加工出固定的曲面;数控铣床可以用软件通过数控系统控制几个轴按一定关系联动,铣出复杂曲面来,这时一般采用球头铣刀;数控铣床对加工叶轮机械的叶片、模具的模芯和型腔等形状复杂的工件,具有特别重要的意义;三:刨削刨削时,刀具的往复直线运动为切削主运动;因此,刨削速度不可能太高,生产率较低;刨削比铣削平稳,其加工精度一般可达IT8—IT7,表面粗糙度为—μm,精刨平面度可达1000,表面粗糙度为—μm; 四:磨削磨削以砂轮或其它磨具对工件进行加工,其主运动是砂轮的旋转;砂轮的磨削过程实际上是磨粒对工件表面的切削、刻削和滑擦三种作用的综合效应;磨削中,磨粒本身也由尖锐逐渐磨钝,使切削作用变差,切削力变大;当切削力超过粘合剂强度时,圆钝的磨粒脱落,露出一层新的磨粒,形成砂轮的“自锐性”;但切屑和碎磨粒仍会将砂轮阻塞;因而,磨削一定时间后,需用金刚石车刀等对砂轮进行修整;磨削时,由于刀刃很多,所以加工时平稳、精度高;磨床是精加工机床,磨削精度可达IT6—IT4,表面粗糙度Ra可达—μm,甚至可达—μm;磨削的另一特点是可以对淬硬的金属材料进行加工;因此,往往作为最终加工工序;磨削时,产生热量大,需有充分的切削液进行冷却;按功能不同,磨削还可分为外园磨、内孔磨、平磨等;五:钻削与镗削在钻床上,用钻头旋转钻削孔,是孔加工的最常用方法;钻削的加工精度较低,一般只能达到IT10,表面粗糙度一般为—μm,在钻削后常常采用扩孔和铰孔来进行半精加工和精加工;扩孔采用扩孔钻,铰孔采用铰刀进行加工;铰削加工精度一般为IT9—IT6,表面粗糙度为—μm;扩孔、铰孔时,钻头、铰刀一般顺着原底孔的轴线,无法提高孔的位置精度;镗孔可以较正孔的位置;镗孔可在镗床上或车床上进行;在镗床上镗孔时,镗刀基本与车刀相同,不同之处是工件不动,镗刀在旋转;镗孔加工精度一般为IT9—IT7,表面粗糙度为—0.8mm;钻削加工镗床加工车床加工六:齿面加工齿轮齿面加工方法可分为两大类:成形法和展成法;成形法加工齿面所使用的机床一般为普通铣床,刀具为成形铣刀,需要两个简单成形运动:刀具的旋转运动和直线移动;展成法加工齿面的常用机床有滚齿机、插齿机等;七:复杂曲面加工三维曲面的切削加工,主要采用仿形铣和数控铣的方法或特种加工方法见本节八;仿形铣必须有原型作为靠模;加工中球头仿形头,一直以一定压力接触原型曲面;仿形头的运动变换为电感量,加工放大控制铣床三个轴的运动,形成刀头沿曲面运动的轨迹;铣刀多采用与仿形头等半径的球头铣刀;数控技术的出现为曲面加工提供了更有效的方法;在数控铣床或加工中心上加工时,是通过球头铣刀逐点按坐标值加工而成;采用加工中心加工复杂曲面的优点是:加工中心上有刀库,配备几十把刀具;曲面的粗、精加工,可用不同刀具对凹曲面的不同曲率半径,也可选用适当的刀具;同时,可在一次安装中加工各种辅助表面,如孔、螺纹、槽等;这样充分保证了各表面的相对位置精度;八:特种加工特种加工方法是指区别于传统切削加工方法,利用化学、物理电、声、光、热、磁或电化学方法对工件材料进行加工的一系列加工方法的总称;这些加工方法包括:化学加工CHM、电化学加工ECM、电化学机械加工ECMM、电火花加工EDM、电接触加工RHM、超声波加工USM、激光束加工LBM、离子束加工IBM、电子束加工EBM、等离子体加工PAM、电液加工EHM、磨料流加工AFM、磨料喷射加工AJM、液体喷射加工HDM及各类复合加工等;分类原理原理示意特点应用范围电火花加工电火花加工是利用工具电极和工件电极间瞬时火花放电所产生的高温熔蚀工件表面材料来实现加工的;电火花加工机床一般由脉冲电源、自动进给机构、机床本体及工作液循环过滤系统等部分组成;工件固定在机床工作台上;脉冲电源提供加工所需的能量,其两极分别接在工具电极与工件上;当工具电极与工件在进给机构的驱动下在工作液中相互靠近时,极间电压击穿间隙而产生火花放电,释放大量的热;工件表层吸收热量后达到很高的温度10000℃以上,其局部材料因熔化甚至气化而被蚀除下来,形成一个微小的凹坑;工作液循环过滤系统强迫清洁的工作液以一定的压力通过工具电极与工件之间的间隙,及时排除电蚀产物,并将电蚀产物从工作液中过滤出去;多次放电的结果,工件表面产生大量凹坑;工具电极在进给机构的驱动下不断下降,其轮廓形状便被“复印”到工件上工具电极材料尽管也会被蚀除,但其速度远小于工件材料; 用特殊形的电极工具加工相应工件的电火花成形加工机床————①加工硬、脆、韧、软和高熔点的导电材料;②加工半导体材料及非导电材料;③加工各种型孔、曲线孔和微小孔;④加工各种立体曲面型腔,如锻模、压铸模、塑料模的模膛;⑤用来进行切断、切割以及进行表面强化、刻写、打印铭牌和标记等;用线电极加工二维轮廓形状工件的电火花线切割机床电解加工电解加工是利用金属在电解液中产生阳极溶解的电化学原理对工件进行成形加工的一种方法;工件接直流电源正极,工具接负极,两极之间保持狭小间隙0.1mm~0.8mm;具有一定压力~的电解液从两极间的间隙中高速15m/s~60m/s流过;当工具阴极向工件不断进给时,在面对阴极的工件表面上,金属材料按阴极型面的形状不断溶解,电解产物被高速电解液带走,于是工具型面的形状就相应地“复印”在工件上; ————①工作电压小,工作电流大;②以简单的进给运动一次加工出形状复杂的型面或型腔;③可加工难加工材料;④生产率较高,约为电火花加工的5~10倍;⑤加工中无机械切削力或切削热,适于易变形或薄壁零件的加工;⑥平均加工公差可达±0.1mm左右;⑦附属设备多,占地面积大,造价高;⑧电解液既腐蚀机床,又容易污染环境; 电解加工主要用于加工型孔、型腔、复杂型面、小直径深孔、膛线以及进行去毛刺、刻印等;激光加工对工件的激光加工由激光加工机完成;激光加工机通常由激光器、电源、光学系统和机械系统等组成;激光器常用的有固体激光器和气体激光器把电能转变为光能,产生所需的激光束,经光学系统聚焦后,照射在工件上进行加工;工件固定在三坐标精密工作台上,由数控系统控制和驱动,完成加工所需的进给运动;①不需要加工工具;②激光束的功率密度很高,几乎对任何难加工的金属和非金属材料都可以加工;③激光加工是非接触加工,工件无受力变形;④激光打孔、切割的速度很高,加工部位周围的材料几乎不受切削热的影响,工件热变形很小;⑤激光切割的切缝窄,切割边缘质量好; 激光加工已广泛用于金刚石拉丝模、钟表宝石轴承、发散式气冷冲片的多孔蒙皮、发动机喷油咀、航空发动机叶片等的小孔加工以及多种金属材料和非金属材料的切割加工;超声波加工超声波加工是利用超声频16KHz~25KHz振动的工具端面冲击工作液中的悬浮磨料,由磨粒对工件表面撞击抛磨来实现对工件加工的一种方法;超声发生器将工频交流电能转变为有一定功率输出的超声频电振荡,通过换能器将此超声频电振荡转变为超声机械振动,借助于振幅扩大棒把振动的位移幅值由0.005mm~0.01mm 放大到~0.15mm,驱动工具振动;工具端面在振动中冲击工作液中的悬浮磨粒,使其以很大的速度,不断地撞击、抛磨被加工表面,把加工区域的材料粉碎成很细的微粒后打击下来;虽然每次打击下来的材料很少,但由于打击的频率高,仍有一定的加工速度;由于工作液的循环流动,被打击下来的材料微粒被及时带走;随着工具的逐渐伸入,其形状便“复印”在工件上; ——————————————在加工难切削材料时,常将超声振动与其它加工方法配合进行复合加工,如超声车削、超声磨削、超声电解加工、超声线切割等;这些复合加工方法把两种甚至多种加工方法结合在一起,能起到取长补短的作用,使加工效率、加工精度及工件的表面质量显着提高;九:加工方法的选择选择加工方法主要考虑零件表面形状、尺寸精度和位置精度要求、表面粗糙度要求,以及现有机床、刀具等资源情况、生产批量、生产率和经济技术分析等因素;三.典型表面的加工路线一外圆表面的加工路线1.粗车→半精车→精车:应用最广,满足IT≥IT7,▽≥外圆可以加工2.粗车→半精车→粗磨→精磨:用于有淬火要求IT≥IT6,▽≥的黑色金属;3.粗车→半精车→精车→金刚石车:用于有色金属、不宜采用磨削加工的外用表面;4.粗车→半精车→粗磨→精磨→研磨、超精加工、砂带磨、镜面磨、或抛光在2的基础上进一步精加工;目的为了减少粗糙度,提高尺寸精度,形状和位置精度;二孔的加工路线1.钻→粗拉→精拉:用于大批大量生产盘套类零件的内孔,单键孔和花键孔加工,加工质量稳定,生产效率高;2.钻→扩→铰→手铰:用于中小孔加工,扩孔前纠正位置精度,铰孔保证尺寸、形状精度和表面粗糙度;3.钻或粗镗→半精镗→精镗→浮动镗或金刚镗应用:1单件小批量生产中箱体孔隙加工;2位置精度要求很高的孔系加工;3直径比较大得孔ф80mm以上,毛坯上已有铸孔或锻孔;4有色金属有金刚镗来保证其尺寸,形状和位置精度以及表面粗糙度的要求4./钻粗镗粗磨→半精磨→精磨→研磨或衍磨应用:淬硬零件加工或精度要求高的孔加工;说明:1孔最终加工精度很大程度上取决于操作者的水平;2特小孔加工采用特种加工方法;三平面的加工路线1.粗铣→半精铣→精铣→高速铣平面加工中常用,视被加工面精度和表面粗糙度技术要求,灵活安排工序;2./粗刨→半精刨→精刨→宽刀精刨、刮研或研磨应用广泛,生产率低,常用于窄长面的加工,最终工序安排也视加工表面的技术要求而定; 3.铣刨→半精铣刨→粗磨→精磨→研磨、精密磨、砂带磨、抛光加工表面淬火,最终工序视加工表面的技术要求而定;4.拉→精拉大批量生产有沟槽或台阶表面;5.车→半精车→精车→金刚石车有色金属零件的平面加工;零件表面粗糙度参数值的选择零件表面粗糙度参数的选择既要满足零件表面的功能要求,也要考虑到经济性;具体选择时可参照一些经过验证的实例;用类比法来确定;用类比法来确定;一般选择原则如下;1、在满足表面功能要求的情况下尽量选择较大的表面粗糙度参数值;2、同一零件上,工作表面的粗糙度参数值小于非工作表面的粗糙度参数值;3、摩擦表面比非摩擦表面的粗糙度参数值要小;滚动摩擦表面比滑动摩擦表面的粗糙度参数值要小;运动速度高,单位压力大的摩擦表面应比运动速度低,单位压力小的摩擦表面的粗糙度参数值要小;4、受循环载荷的表面及易引起应力集中的部分如圆角、沟槽,表面粗糙度参数值要小5、配合性质要求高的结合表面、配合间隙小的配合表面以及要求连接可靠、受重载的过盈配合表面等,都应取较小的粗糙度参数值;6、配合性质相同,零件尺寸愈小则表面粗糙度参数值愈小;同一精度等级,小尺寸比大尺寸、轴比孔的表面粗糙度参数值要小;通常尺寸公差、表面形状公差小时,表面粗糙度参数值也小;但表面粗糙度参数值和尺寸公差、表面形状公差之间并不存在确定的函数关系;如手轮、手柄的尺寸公差值较大,但表面粗糙度参数值却较小;一般情况下,它们之间有一定的对应关系;设表面形状公差值为T,尺寸公差值为IT,它们之间可参照以下对应关系:若T≈,则Ra≤;Rz≤T≈, 则Ra≤;Rz≤T≈, 则Ra≤;Rz≤T<, 则Ra≤;Rz≤。