表面粗糙度与加工方法[1]
- 格式:pdf
- 大小:119.90 KB
- 文档页数:5
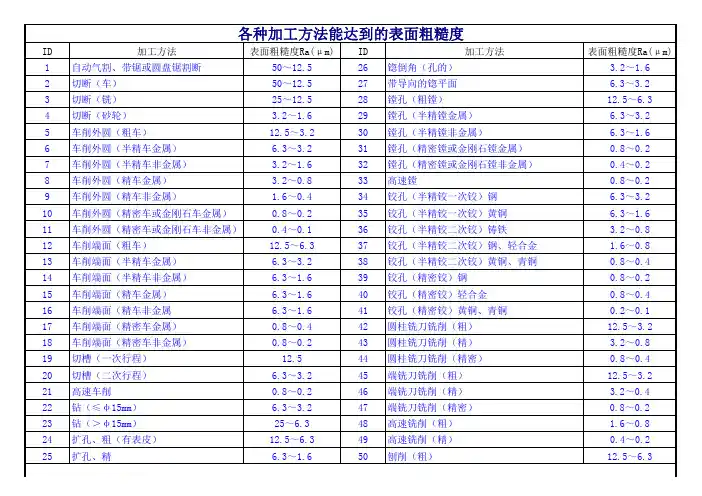
ID加工方法表面粗糙度Ra(μm)ID加工方法表面粗糙度Ra(μm) 1自动气割、带锯或圆盘锯割断50~12.526锪倒角(孔的) 3.2~1.62切断(车)50~12.527带导向的锪平面 6.3~3.23切断(铣)25~12.528镗孔(粗镗)12.5~6.34切断(砂轮) 3.2~1.629镗孔(半精镗金属) 6.3~3.25车削外圆(粗车)12.5~3.230镗孔(半精镗非金属) 6.3~1.66车削外圆(半精车金属) 6.3~3.231镗孔(精密镗或金刚石镗金属)0.8~0.27车削外圆(半精车非金属) 3.2~1.632镗孔(精密镗或金刚石镗非金属)0.4~0.28车削外圆(精车金属) 3.2~0.833高速镗0.8~0.29车削外圆(精车非金属) 1.6~0.434铰孔(半精铰一次铰)钢 6.3~3.210车削外圆(精密车或金刚石车金属)0.8~0.235铰孔(半精铰一次铰)黄铜 6.3~1.611车削外圆(精密车或金刚石车非金属)0.4~0.136铰孔(半精铰二次铰)铸铁 3.2~0.812车削端面(粗车)12.5~6.337铰孔(半精铰二次铰)钢、轻合金 1.6~0.813车削端面(半精车金属) 6.3~3.238铰孔(半精铰二次铰)黄铜、青铜0.8~0.414车削端面(半精车非金属) 6.3~1.639铰孔(精密铰)钢0.8~0.215车削端面(精车金属) 6.3~1.640铰孔(精密铰)轻合金0.8~0.416车削端面(精车非金属 6.3~1.641铰孔(精密铰)黄铜、青铜0.2~0.117车削端面(精密车金属)0.8~0.442圆柱铣刀铣削(粗)12.5~3.218车削端面(精密车非金属)0.8~0.243圆柱铣刀铣削(精) 3.2~0.819切槽(一次行程)12.544圆柱铣刀铣削(精密)0.8~0.420切槽(二次行程) 6.3~3.245端铣刀铣削(粗)12.5~3.221高速车削0.8~0.246端铣刀铣削(精) 3.2~0.422钻(≤φ15mm) 6.3~3.247端铣刀铣削(精密)0.8~0.223钻(>φ15mm)25~6.348高速铣削(粗) 1.6~0.824扩孔、粗(有表皮)12.5~6.349高速铣削(精)0.4~0.225扩孔、精 6.3~1.650刨削(粗)12.5~6.3ID加工方法表面粗糙度Ra(μm)ID加工方法表面粗糙度Ra(μm) 51刨削(精) 3.2~1.676抛光(精密)0.1~0.02552刨削(精密)0.8~0.277抛光(砂带抛光)0.2~0.153刨削(槽的表面) 6.3~3.278抛光(砂布抛光) 1.6~0.154插削(粗)25~12.579抛光(电抛光) 1.6~0.01255插削(精) 6.3~1.680螺纹加工/切削/板牙、丝锥、自开式板牙头 3.2~0.856拉削(精) 1.6~0.481螺纹加工/切削/车刀或梳刀车、铣 6.3~0.857拉削(精密)0.2~0.182螺纹加工/切削/磨0.8~0.258推削(精)0.8~0.283螺纹加工/切削/研磨0.8~0.05059推削(精密)0.4~0.02584螺纹加工/滚轧/搓丝模 1.6~0.860外圆磨内圆磨(半精、一次加工) 6.3~0.885螺纹加工/滚轧/滚丝模 1.6~0.261外圆磨内圆磨(精)0.8~0.286齿轮及花键加工/切削/粗滚 3.2~1.662外圆磨内圆磨(精密)0.2~0.187齿轮及花键加工/切削/精滚 1.6~0.863外圆磨内圆磨(精密、超精密磨削)0.050~0.02588齿轮及花键加工/切削/精插 1.6~0.864外圆磨内圆磨(镜面磨削外圆磨)< 0.05089齿轮及花键加工/切削/精刨 3.2~0.865平面磨(精)0.8~0.490齿轮及花键加工/切削/拉 3.2~1.666平面磨(精密)0.2~0.0591齿轮及花键加工/切削/剃0.8~0.267珩磨(粗、一次加工)0.8~0.292齿轮及花键加工/切削/磨0.8~0.168珩磨(精、精密)0.2~0.02593齿轮及花键加工/切削/研0.4~0.269研磨(粗)0.4~0.294齿轮及花键加工/滚轧/热轧0.8~0.470研磨(精)0.2~0.02595齿轮及花键加工/滚轧/冷轧0.2~0.171研磨(精密)< 0.05096刮(粗) 3.2~0.872超精加工(精)0.8~0.197刮(精)0.4~0.0573超精加工(精密)0.1~0.0598滚压加工0.4~0.0574超精加工(镜面加工、两次加工)< 0.02599钳工锉削12.5~0.875抛光(精)0.8~0.1100砂轮清洗50~6.3。
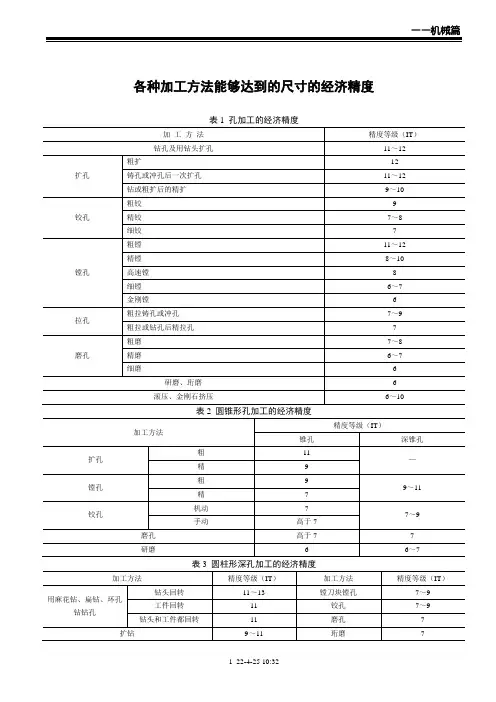
各种加工方法能够达到的尺寸的经济精度表1 孔加工的经济精度表2 圆锥形孔加工的经济精度表3 圆柱形深孔加工的经济精度表4 花键孔加工的经济精度表5 外圆柱表面加工的经济精度表6 端面加工的经济精度(mm)表7 用成形铣刀加工的经济精度(mm)注:指加工表面至基准的尺寸精度。
表8 同时加工平行表面的经刘精度(mm)注:指两平行表面距离的尺寸精度。
表9 平面加工的经济精度注:1 表内资料适用于尺寸<1m,结构刚性好的零件加工,用光洁的加工表面作为定位和测量基准。
2 端铣刀铣削的加工精度在相同的条件下大体上比圆柱铣刀铣削高一级。
3 细铣仅用于端铣刀铣削。
表10 公制螺纹加工的经济精度表11 花键加工的经济精度表12 齿形加工的经济精度各种加工方法能够达到的形状的经济精度表13 平面度和直线度的经济精度表14 圆柱形表面形状精度的经济精度注:形状精度等级的公差值见附表2、3。
表15 曲面加工的经济精度表16 在各种机床上加工时形状的平均经济精度各种加工方法所能够达到的相互位置的经济精度表17 平行度的经济精度表18 端面跳动和垂直度的经济精度表19 同轴度的经济精度表20 轴心线相互平行的孔的位置经济精度注:对于钻、卧镗及组合机床的镗孔偏差同样适用于铰孔。
表21 轴心线相互垂直的孔的位置经济精度注:在镗空间的垂直孔时,中心距误差可按上式相应的找正方法选用。
各种加工方法能够达到的零件表面粗糙度表22 各种加工方法能够达到的零件表面粗糙度各类型面的加工方案及经济精度表23 外圆表面加工方案表24 孔加工方案表25 平面加工方案——机械篇标准公差及形位公差附表1 标准公差值注:基本尺寸小于1mm时,无IT14至IT18。
13 22-4-25 10:32附表2 平面度、直线度公差值附表3 圆度、圆柱度公差值附表4 平行度、垂直度、倾斜度公差值附表5 同轴度、对称度、圆跳动、全跳动公差值参考文献1 《金属机械加工工艺人员手册》修订本上海科学技术出版社1981年2 《机械制造工艺学》顾崇衔等编著陕西科学技术出版社1982年3 《航空机械设计手册》第三机械工业部612所编1979年4 《机械制造工艺学课程设计简明手册》华中工学院机械制造工艺教研室编1981年5 《机械工程手册》第46篇机械工业出版社1981年6 《圆柱齿轮加工》上海科学技术出版社1979年切削用量切削用量的选择原则正确地选择切削用量,对提高切削效率,保证必要的刀具耐用度和经济性,保证加工质量,具有重要的作用。
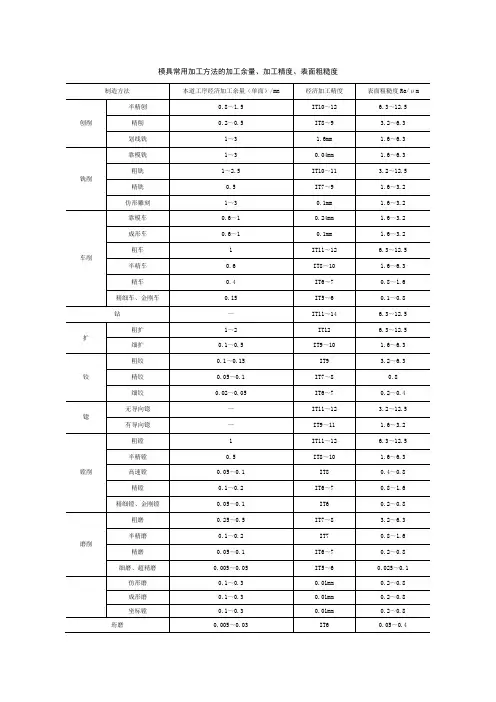
粗糙度与加工方法表面粗糙度选用与加工方法表面粗糙度选用序号=1Ra值不大于\μm=100表面状况=明显可见的刀痕加工方法=粗车、镗、刨、钻应用举例=粗加工的表面,如粗车、粗刨、切断等表面,用粗镗刀和粗砂轮等加工的表面,一般很少采用序号=2Ra值不大于\μm=25、50表面状况=明显可见的刀痕加工方法=粗车、镗、刨、钻应用举例=粗加工后的表面,焊接前的焊缝、粗钻孔壁等序号=3Ra值不大于\μm=12.5表面状况=可见刀痕加工方法=粗车、刨、铣、钻应用举例=一般非结合表面,如轴的端面、倒角、齿轮及皮带轮的侧面、键槽的非工作表面,减重孔眼表面序号=4Ra值不大于\μm=6.3表面状况=可见加工痕迹加工方法=车、镗、刨、钻、铣、锉、磨、粗铰、铣齿应用举例=不重要零件的配合表面,如支柱、支架、外壳、衬套、轴、盖等的端面。
紧固件的自由表面,紧固件通孔的表面,内、外花键的非定心表面,不作为计量基准的齿轮顶圈圆表面等序号=5Ra值不大于\μm=3.2表面状况=微见加工痕迹加工方法=车、镗、刨、铣、刮1~2点/cm^2、拉、磨、锉、滚压、铣齿应用举例=和其他零件连接不形成配合的表面,如箱体、外壳、端盖等零件的端面。
要求有定心及配合特性的固定支承面如定心的轴间,键和键槽的工作表面。
不重要的紧固螺纹的表面。
需要滚花或氧化处理的表面序号=6Ra值不大于\μm=1.6表面状况=看不清加工痕迹加工方法=车、镗、刨、铣、铰、拉、磨、滚压、刮1~2点/cm^2铣齿应用举例=安装直径超过80mm的G级轴承的外壳孔,普通精度齿轮的齿面,定位销孔,V型带轮的表面,外径定心的内花键外径,轴承盖的定中心凸肩表面序号=7Ra值不大于\μm=0.8表面状况=可辨加工痕迹的方向加工方法=车、镗、拉、磨、立铣、刮3~10点/cm^2、滚压应用举例=要求保证定心及配合特性的表面,如锥销与圆柱销的表面,与G级精度滚动轴承相配合的轴径和外壳孔,中速转动的轴径,直径超过80mm的E、D 级滚动轴承配合的轴径及外壳孔,内、外花键的定心内径,外花键键侧及定心外径,过盈配合IT7级的孔(H7),间隙配合IT8~IT9级的孔(H8,H9),磨削的齿轮表面等序号=8Ra值不大于\μm=0.4表面状况=微辨加工痕迹的方向加工方法=铰、磨、镗、拉、刮3~10点/cm^2、滚压应用举例=要求长期保持配合性质稳定的配合表面,IT7级的轴、孔配合表面,精度较高的齿轮表面,受变应力作用的重要零件,与直径小于80mm的E、D级轴承配合的轴径表面、与橡胶密封件接触的轴的表面,尺寸大于120mm的IT13~IT16级孔和序号=9Ra值不大于\μm=0.2表面状况=不可辨加工痕迹的方向加工方法=布轮磨、磨、研磨、超级加工应用举例=工作时受变应力作用的重要零件的表面。
表面粗糙度选用-----------------------------------------------------------序号=1Ra值不大于\μm=100表面状况=明显可见的刀痕加工方法=粗车、镗、刨、钻应用举例=粗加工的表面,如粗车、粗刨、切断等表面,用粗镗刀和粗砂轮等加工的表面,一般很少采用-----------------------------------------------------------序号=2Ra值不大于\μm=25、50表面状况=明显可见的刀痕加工方法=粗车、镗、刨、钻应用举例=粗加工后的表面,焊接前的焊缝、粗钻孔壁等-----------------------------------------------------------序号=3Ra值不大于\μm=12.5表面状况=可见刀痕加工方法=粗车、刨、铣、钻应用举例=一般非结合表面,如轴的端面、倒角、齿轮及皮带轮的侧面、键槽的非工作表面,减重孔眼表面-----------------------------------------------------------序号=4Ra值不大于\μm=6.3表面状况=可见加工痕迹加工方法=车、镗、刨、钻、铣、锉、磨、粗铰、铣齿应用举例=不重要零件的配合表面,如支柱、支架、外壳、衬套、轴、盖等的端面。
紧固件的自由表面,紧固件通孔的表面,内、外花键的非定心表面,不作为计量基准的齿轮顶圈圆表面等-----------------------------------------------------------序号=5Ra值不大于\μm=3.2表面状况=微见加工痕迹加工方法=车、镗、刨、铣、刮1~2点/cm^2、拉、磨、锉、滚压、铣齿应用举例=和其他零件连接不形成配合的表面,如箱体、外壳、端盖等零件的端面。
要求有定心及配合特性的固定支承面如定心的轴间,键和键槽的工作表面。

表面粗糙度加工方式表面粗糙度是指实物表面的不平整程度,通常用微米(μm)或纳米(nm)来表示。
在工程制造中,表面粗糙度是一个非常重要的因素,因为它直接影响着零件的功能性能、质量和寿命。
因此,精确控制和加工表面粗糙度是现代制造工艺中必不可少的环节之一。
表面粗糙度的加工方式有很多种,下面我将介绍一些常见的加工方法和技术。
1.机械加工:机械加工是最常见的表面粗糙度加工方式之一。
常用的机械加工方法有磨削、铣削、车削、镗削等。
这些方法通过切削或研磨材料的方式,去除表面的不平整部分,从而达到减小表面粗糙度的目的。
2.研磨和抛光:研磨和抛光是通过研磨机械设备和磨料来加工表面,去除不平整和尖锐的部分,并提高表面的光滑度。
这种方法常用于对精密零件的加工,如光学元件、镜面等。
3.化学处理:化学处理是一种通过化学反应来改变表面粗糙度的方法。
常见的化学处理方式包括电镀、防锈处理、阳极氧化等。
这些处理方式可以在表面形成一层保护膜或改变表面的化学性质,从而改善表面光洁度和耐腐蚀性能。
4.热处理:热处理是一种通过加热和冷却的方式来改变材料的组织结构和性能的方法。
在热处理过程中,材料的表面粗糙度也会发生改变。
例如,淬火和回火可以使材料表面形成硬度高、抗磨损性能更好的层。
5.表面喷涂:表面喷涂是一种通过将涂层喷射到工件表面,从而改变其表面粗糙度和性能的方法。
常用的喷涂方式包括喷漆、喷粉末、喷涂液等。
这些涂层可以增加表面的光滑度、硬度和耐腐蚀性能。
6.激光加工:激光加工是一种非接触式加工方式,可以对材料进行高精度的加工。
激光可以通过高能量的热、蒸发和熔化的方式,去除表面的不平整部分,从而改善表面的粗糙度。
以上是一些常见的表面粗糙度加工方式,每种方式都有其适用的场合和限制。
在实际应用中,需要根据具体材料和要求选择合适的加工方式。
同时,加工后的表面粗糙度应该符合相关标准和要求,以确保零件的质量和性能。
除了加工方式之外,还可以通过优化工艺参数、采用更高精度的加工设备、改进材料和润滑剂等措施来减小表面粗糙度。
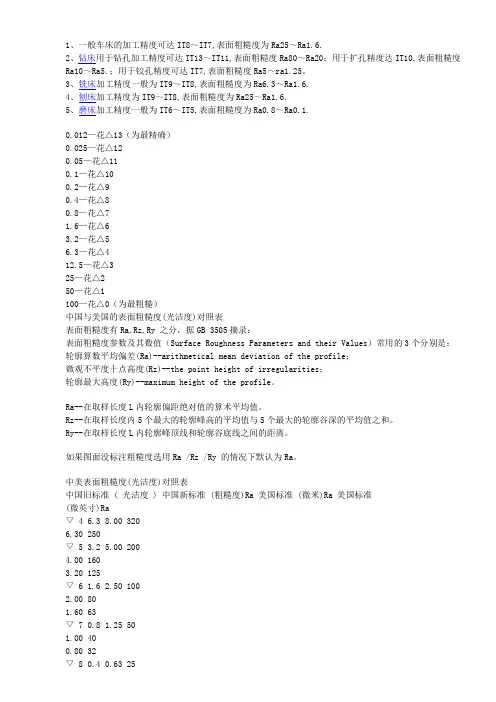
1、一般车床的加工精度可达IT8~IT7,表面粗糙度为Ra25~Ra1.6.2、钻床用于钻孔加工精度可达IT13~IT11,表面粗糙度Ra80~Ra20;用于扩孔精度达IT10,表面粗糙度Ra10~Ra5.;用于铰孔精度可达IT7,表面粗糙度Ra5~ra1.25。
3、铣床加工精度一般为IT9~IT8,表面粗糙度为Ra6.3~Ra1.6.4、刨床加工精度为IT9~IT8,表面粗糙度为Ra25~Ra1.6.5、磨床加工精度一般为IT6~IT5,表面粗糙度为Ra0.8~Ra0.1.0.012—花△13(为最精确)0.025—花△120.05—花△110.1—花△100.2—花△90.4—花△80.8—花△71.6—花△63.2—花△56.3—花△412.5—花△325—花△250—花△1100—花△0(为最粗糙)中国与美国的表面粗糙度(光洁度)对照表表面粗糙度有Ra,Rz,Ry 之分,据GB 3505摘录:表面粗糙度参数及其数值(Surface Roughness Parameters and their Values)常用的3个分别是:轮廓算数平均偏差(Ra)--arithmetical mean deviation of the profile;微观不平度十点高度(Rz)--the point height of irregularities;轮廓最大高度(Ry)--maximum height of the profile。
Ra--在取样长度L内轮廓偏距绝对值的算术平均值。
Rz--在取样长度内5个最大的轮廓峰高的平均值与5个最大的轮廓谷深的平均值之和。
Ry--在取样长度L内轮廓峰顶线和轮廓谷底线之间的距离。
如果图面没标注粗糙度选用Ra /Rz /Ry 的情况下默认为Ra。
中美表面粗糙度(光洁度)对照表中国旧标准 ( 光洁度 ) 中国新标准 (粗糙度)Ra 美国标准 (微米)Ra 美国标准(微英寸)Ra▽ 4 6.3 8.00 3206.30 250▽ 5 3.2 5.00 2004.00 1603.20 125▽ 6 1.6 2.50 1002.00 801.60 63▽ 7 0.8 1.25 501.00 400.80 32▽ 8 0.4 0.63 250.50 200.40 16表面粗糙度是指加工表面具有的较小间距和微小峰谷不平度。
粗糙度与加工方法对照表
嘿,大家好呀!今天咱来聊聊粗糙度与加工方法对照表这事儿。
你们知道不,我前几天去了一个小工厂参观。
一进去呀,就看到各种机器轰轰作响,工人们都在忙碌着。
我就特别好奇地凑近一个正在加工零件的师傅那儿。
那师傅正拿着一个工件,那工件表面看着有点粗糙呢。
师傅就跟我说,这粗糙度啊,可跟加工方法有大关系。
就好比说吧,要是用那种粗粗的砂轮打磨,那出来的表面粗糙度就比较大,摸上去糙糙的,就像没刮干净胡子的下巴。
但要是用精细的研磨呢,那工件表面就光滑得很,跟刚剥了壳的鸡蛋似的。
我在那看了好一会儿,越看越觉得有意思。
原来这小小的粗糙度背后,藏着这么多不同的加工方法呢。
不同的方法对应着不同的粗糙度效果,就像不同的钥匙开不同的锁一样。
哎呀,这就是我观察到的关于粗糙度与加工方法的小事情啦,是不是很形象呢?这下大家对这两者的关系应该有更直观的了解了吧!哈哈!
好了,就说到这儿啦,希望大家以后看到各种工件的时候,也能想起我今天说的这些哦!拜拜啦!。
3.2表面粗糙度的加工方法
1. 铣削:通过将工件放置在铣床上,利用旋转的铣刀对工件进行切削来改变表面形态,从而改变表面粗糙度。
2. 铣花:利用具有一定凸起和凹陷的车床刀具在工件上进行切削或者刻划,形成花纹状的表面,从而改变表面粗糙度。
3. 研磨:利用研磨机或者手工研磨工具对工件表面进行加工,通过磨砂纸、砂轮或者研磨材料与工件相互作用,改变表面粗糙度。
4. 抛光:通过抛光机或者手工抛光工具对工件表面进行加工,利用抛光砂轮或者抛光材料与工件表面摩擦,改变表面粗糙度。
5. 刷光:利用刷光机或者手工刷光工具对工件表面进行加工,通过刷毛与工件表面接触,改变表面粗糙度。
6. 电化学抛光:利用电解液和电流对工件表面进行加工,通过控制电解液中的成分和工件与电极之间的电流密度,改变表面粗糙度。
这些加工方法可以单独或者结合使用,根据具体的工艺要求选择适当的加工方法来达到要求的表面粗糙度。
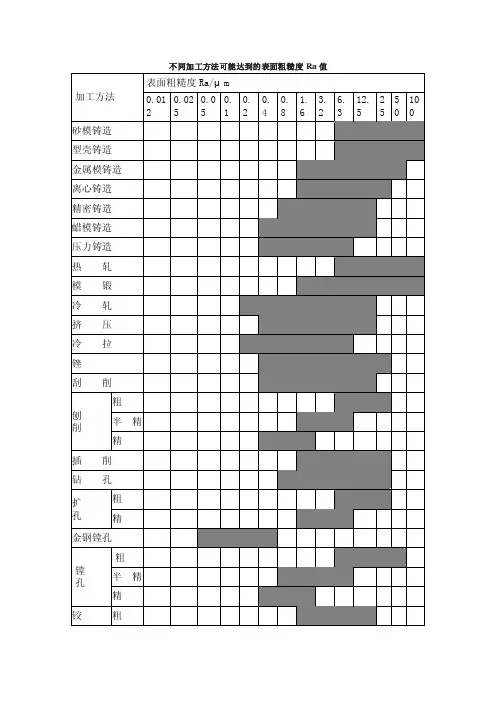
不同加工方法可能达到的表面粗糙度Ra值(图3-加工方法与表面粗糙度-1美标)加工方法最高光洁度至最低光洁度砂模铸造 6.3 ~ 100壳型铸造 6.3 ~ 100金属模铸造 1.6 ~ 50离心铸造 1.6 ~ 25精密铸造 0.8 ~ 12.5蜡模铸造 0.4 ~ 12.5压力铸造 0.4 ~ 6.3热轧 6.3 ~ 100模锻 1.6 ~ 100冷轧 0.2 ~ 12.5挤压 0.4 ~ 12.5冷拉 0.2 ~ 6.3锉 0.4 ~ 25刮削 0.4 ~ 12.5刨削粗 6.3 ~ 25半精 1.6 ~ 6.3精 0.4 ~ 1.6插削 1.6 ~ 25钻孔 0.8 ~ 25扩孔粗 6.3 ~ 25精 1.6 ~ 6.3金刚镗孔 0.05 ~ 0.4镗孔粗 6.3 ~ 50半精 0.8 ~ 6.3精 0.4 ~ 1.8铰孔粗 1.6 ~ 12.5半精 0.4 ~ 3.2精 0.1 ~ 1.6拉削半精 0.4 ~ 3.2精 0.1 ~ 0.4滚铣粗 3.2 ~ 25半精 0.8 ~ 6.3精 0.4 ~ 1.6端面铣粗 3.2 ~ 12.5半精 0.4 ~ 6.3精 0.2 ~ 1.6车外圆粗 6.3 ~ 25半精 1.6 ~ 12.5精 0.2 ~ 1.6金刚车 0.025 ~ 0.2车端面粗 6.3 ~ 25半精 1.6 ~ 12.5精 0.4 ~ 1.6磨外圆粗 0.8 ~ 6.3半精 0.2 ~ 1.6精 0.025 ~ 0.4磨平面粗 1.6 ~ 3.2半精 0.4 ~ 1.6精 0.025 ~ 0.4珩磨平面 0.025 ~ 1.6圆柱 0.012 ~ 0.4研磨粗 0.2 ~ 1.6半精 0.05 ~ 0.4精 0.012 ~ 0.1抛光一般 0.1 ~ 1.6精 0.012 ~ 0.1滚压抛光 0.05 ~ 3.2超精加工平面 0.012 ~ 0.4 圆柱 0.012 ~ 0.4化学磨 0.8 ~ 25电解磨 0.012 ~ 1.6电火花加工 0.8 ~ 25切割气割 6.3 ~ 100锯 3.2 ~ 100车 3.2 ~ 25铣 12.5 ~ 50磨 1.6 ~ 6.3螺纹加工丝椎板牙 0.8 ~ 6.3 梳铣 0.8 ~ 6.3滚 0.2 ~ 0.8车 0.4 ~ 12.5搓丝 0.8 ~ 6.3滚压 0.4 ~ 3.2磨 0.2 ~ 1.6研磨 0.05 ~ 1.6齿轮及花键加工刨 0.8 ~ 6.3 滚 0.8 ~ 6.3插 0.8 ~ 6.3磨 0.1 ~ 0.8剃 0.2 ~ 1.6。
浅谈触针式表面粗糙度测量技术与方法摘要:表面粗糙度对精密加工工件的性能有着很大的影响。
机械、电子及光学工业的飞速发展,对精密机械加工工件表面的质量及结构小型化的要求日益提高,使得表面粗糙度测量显现出越来越重要的地位。
通过对度表面粗糙测量技术的发展历史、现状与发展趋势,文中阐述一种表面粗糙度测量仪的工作原理和性能,并对其相关问题做了讨论。
关键词:表面;粗糙度;测量技术;触针式粗糙度仪Discussion on the technique and method for measuring the surfaceroughness of stylusAbstract: S urface roughness has great influence on the performance of precision machining. With the rapid development of mechanical, electronic and optical industries, the requirement of the quality and the size of the surface of the precision machined parts is increasing, and the surface roughness measurement is becoming more and more important. This paper describes the working principle and performance of a surface roughness measuring instrument by the development history, present situation and development trend of the degree surface roughness measuring technology, and discusses the related problems.Key words:surface roughness; measuring technique; stylus type roughness tester1 引言1.1触针式粗糙度轮廓仪粗糙度测量仪通常分为接触式和非接触式。
粗糙度与加工方法
粗糙度是指物体表面的不平整程度或粗糙程度。
粗糙度是指表面微观不规则部分和表面纹理的数量和高度。
粗糙度是表征表面质量的一个重要指标,它直接影响到物体的摩擦、磨损、光滑度等特性。
加工方法与粗糙度有密切关系,不同的加工方法会导致不同的表面粗糙度。
常见的加工方法包括机械加工、化学加工、热加工等。
1. 机械加工:机械加工包括铣削、车削、磨削、切削等方法。
通过机械刀具对工件表面进行切削、磨削等加工,可以达到较高的精度和表面质量,从而降低表面粗糙度。
2. 化学加工:化学加工包括酸洗、腐蚀、电镀等方法。
通过化学溶液对工件表面进行化学反应,可以修复、改善表面质量,从而降低表面粗糙度。
3. 热加工:热加工包括热处理、热压、热熔等方法。
通过高温处理或加热工艺,可以使工件表面产生熔融、流动等现象,进而改变表面形状和粗糙度。
总结起来,粗糙度与加工方法密切相关。
不同的加工方法会对工件表面产生不同的影响,从而使得表面粗糙度有所差异。
选择合适的加工方法可以达到所需的表面质量和粗糙度要求。
各种加工方法能够达到的尺寸的经济精度表1 孔加工的经济精度表2圆锥形孔加工的经济精度表3圆柱形深孔加工的经济精度6mm7mm91<1m2端铣刀铣削的加工精度在相同的条件下大体上比圆柱铣刀铣削高一级。
3细铣仅用于端铣刀铣削。
11各种加工方法能够达到的形状的经济精度2315各种加工方法所能够达到的相互位置的经济精度表19同轴度的经济精度表20 轴心线相互平行的孔的位置经济精度注:对于钻、卧镗及组合机床的镗孔偏差同样适用于铰孔。
表21轴心线相互垂直的孔的位置经济精度各种加工方法能够达到的零件表面粗糙度表22 各种加工方法能够达到的零件表面粗糙度各类型面的加工方案及经济精度表23外圆表面加工方案标准公差及形位公差附表1标准公差值1mm IT14IT1813 22-2-21 16:331 《金属机械加工工艺人员手册》修订本上海科学技术出版社1981年2 《机械制造工艺学》顾崇衔等编著陕西科学技术出版社1982年3 《航空机械设计手册》第三机械工业部612所编1979年4 《机械制造工艺学课程设计简明手册》华中工学院机械制造工艺教研室编1981年5 《机械工程手册》第46篇机械工业出版社1981年6 《圆柱齿轮加工》上海科学技术出版社1979年切削用量切削用量的选择原则正确地选择切削用量,对提高切削效率,保证必要的刀具耐用度和经济性,保证加工质量,具有重要的作用。
1粗加工切削用量的选择原则:粗加工时加工精度与表面求不高,毛坯余量较大。
因此,选择粗加工的切削用量时,要尽可能保证较高的单位时间金属切除量(金属切除率)和必要的刀具耐用度,以提高生产效率和降低加工成本。
金属切除率可以用下式计算:Z k vfa X1000式中Zw——单位时间内的金属切除量(mm3/s);v --- 切削速度(m/s);f --- 进给量(mm/r);a p -------- 切削深度(mm)。
提高切削速度、增大进给量和切削深度,都能提高金属切除率。
表面粗糙度与加工方法表面粗糙度选用与加工方法表面粗糙度选用序号=1Ra值不大于\μm=100表面状况=明显可见的刀痕加工方法=粗车、镗、刨、钻应用举例=粗加工的表面,如粗车、粗刨、切断等表面,用粗镗刀和粗砂轮等加工的表面,一般很少采用序号=2Ra值不大于\μm=25、50表面状况=明显可见的刀痕加工方法=粗车、镗、刨、钻应用举例=粗加工后的表面,焊接前的焊缝、粗钻孔壁等序号=3Ra值不大于\μm=12.5表面状况=可见刀痕加工方法=粗车、刨、铣、钻应用举例=一般非结合表面,如轴的端面、倒角、齿轮及皮带轮的侧面、键槽的非工作表面,减重孔眼表面序号=4Ra值不大于\μm=6.3表面状况=可见加工痕迹加工方法=车、镗、刨、钻、铣、锉、磨、粗铰、铣齿应用举例=不重要零件的配合表面,如支柱、支架、外壳、衬套、轴、盖等的端面。
紧固件的自由表面,紧固件通孔的表面,内、外花键的非定心表面,不作为计量基准的齿轮顶圈圆表面等序号=5Ra值不大于\μm=3.2表面状况=微见加工痕迹加工方法=车、镗、刨、铣、刮1~2点/cm^2、拉、磨、锉、滚压、铣齿应用举例=和其他零件连接不形成配合的表面,如箱体、外壳、端盖等零件的端面。
要求有定心及配合特性的固定支承面如定心的轴间,键和键槽的工作表面。
不重要的紧固螺纹的表面。
需要滚花或氧化处理的表面序号=6Ra值不大于\μm=1.6表面状况=看不清加工痕迹加工方法=车、镗、刨、铣、铰、拉、磨、滚压、刮1~2点/cm^2铣齿应用举例=安装直径超过80mm的G级轴承的外壳孔,普通精度齿轮的齿面,定位销孔,V型带轮的表面,外径定心的内花键外径,轴承盖的定中心凸肩表面序号=7Ra值不大于\μm=0.8表面状况=可辨加工痕迹的方向加工方法=车、镗、拉、磨、立铣、刮3~10点/cm^2、滚压应用举例=要求保证定心及配合特性的表面,如锥销与圆柱销的表面,与G级精度滚动轴承相配合的轴径和外壳孔,中速转动的轴径,直径超过80mm的E、D级滚动轴承配合的轴径及外壳孔,内、外花键的定心内径,外花键键侧及定心外径,过盈配合IT7级的孔(H7),间隙配合IT8~IT9级的孔(H8,H9),磨削的齿轮表面等序号=8Ra值不大于\μm=0.4表面状况=微辨加工痕迹的方向加工方法=铰、磨、镗、拉、刮3~10点/cm^2、滚压应用举例=要求长期保持配合性质稳定的配合表面,IT7级的轴、孔配合表面,精度较高的齿轮表面,受变应力作用的重要零件,与直径小于80mm的E、D级轴承配合的轴径表面、与橡胶密封件接触的轴的表面,尺寸大于120mm的IT13~IT16级孔和序号=9Ra值不大于\μm=0.2表面状况=不可辨加工痕迹的方向加工方法=布轮磨、磨、研磨、超级加工应用举例=工作时受变应力作用的重要零件的表面。