TIG焊丝
- 格式:doc
- 大小:1.76 MB
- 文档页数:82

1
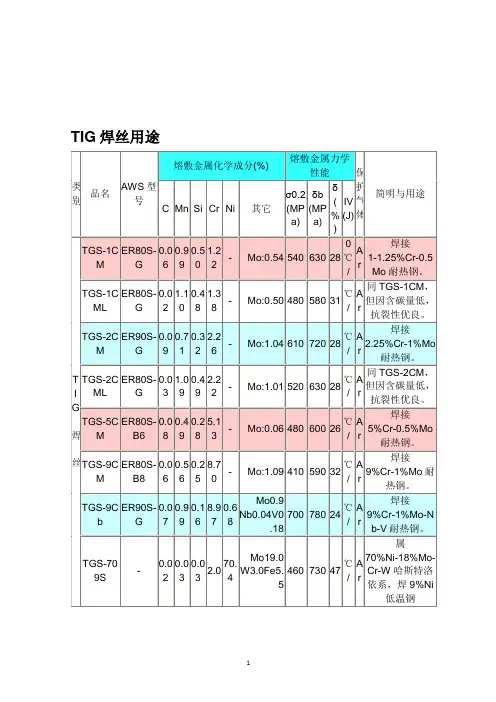
TIG焊丝用途
类别 品名 AWS型号 熔敷金属化学成分(%) 熔敷金属力学性能 保护气体 简明与用途
C Mn Si Cr Ni 其它 σ0.2
(MPa) δb
(MPa) δ
(%) IV
(J)
T
I
G
焊
丝 TGS-1CM ER80S-G 0.06 0.99 0.50 1.22 - Mo:0.54 540 630 28 0℃/ Ar 焊接1-1.25%Cr-0.5Mo耐热钢。
TGS-1CML ER80S-G 0.02 1.10 0.48 1.38 - Mo:0.50 480 580 31 ℃/ Ar 同TGS-1CM,但因含碳量低,抗裂性优良。
TGS-2CM ER90S-G 0.09 0.71 0.32 2.26 - Mo:1.04 610 720 28 ℃/ Ar 焊接2.25%Cr-1%Mo耐热钢。
TGS-2CML ER80S-G 0.03 1.09 0.49 2.22 - Mo:1.01 520 630 28 ℃/ Ar 同TGS-2CM,但因含碳量低,抗裂性优良。
TGS-5CM ER80S-B6 0.08 0.49 0.28 5.13 - Mo:0.06 480 600 26 ℃/ Ar 焊接5%Cr-0.5%Mo耐热钢。
TGS-9CM ER80S-B8 0.06 0.56 0.25 8.70 - Mo:1.09 410 590 32 ℃/ Ar 焊接9%Cr-1%Mo耐热钢。
TGS-9Cb ER90S-G 0.07 0.99 0.16 8.97 0.68 Mo0.9
Nb0.04V0.18 700 780 24 ℃/ Ar 焊接9%Cr-1%Mo-Nb-V耐热钢。
TGS-709S - 0.02 0.03 0.03 2.0 70.4 Mo19.0
W3.0Fe5.5 460 730 47 ℃/ Ar 属70%Ni-18%Mo-Cr-W哈斯特洛依系,焊9%Ni低温钢

T91与12Cr1MoV异种钢焊接选用焊丝TiG-R40 φ2.5焊条R407 φ3.2
]
T91是一种改进的9Cr-1Mo钢,属于马氏体耐热钢,由于具有良好的热强性和热物理性能,在我国新建高参数机组及部分老机组的改造中,以其代替价格昂贵的TP304H、焊接性差的F12钢,及热强性较低的T22、P22钢已成为一种趋势。该钢将在我国电站用钢中具有广泛的应用前景。
我公司承建禹州电厂2X350MW机组中,锅炉过热器管排焊口就为T91/12Cr1MoV异种钢的焊接。对于12Cr1MoV钢的焊接,已有成熟的焊接工艺,但对T91/12Cr1MoV异种钢的焊接,我们施工中还是首次碰到,本文主要针对T91/12Cr1MoV异种钢Ws/Ds的焊接进行试验,取得科学的焊接工艺用于指导现场生产。
1、焊接性分析
T91钢属空冷马氏体钢,其合金元素总含量超过13%,淬硬倾向大,冷裂纹敏感性大。12Cr1MoV钢是一种综合性能较好的珠光体耐热钢,其碳当量Ceq=0.59%,焊接性能相对较好,淬硬及冷裂倾向小。
T91与12Cr1MoV异种钢之间的焊接难度大,易产生各种缺陷,尤其是冷裂纹的倾向大,与T91同种钢的焊接对冷裂纹的倾向相当。必须采用合理的焊接工艺才可保证焊缝的焊接质量。
2 焊接工艺试验
2.1试验主要材料
T91 钢管 φ51X7 12Cr1MoV 钢管φ51X7 氩气 纯度99.95%
焊丝 TiG-R40 φ2.5 焊条 R407 φ3.2
试验用焊接钢材的化学成分见表1
表1试验所用母材、焊材化学成分(Wt%)
2.2 焊接方法:Ws/Ds
2.3 坡口型式:V型 坡口角度α=35°;对口间隙2.5~3.5mm
2.4 焊接工艺参数
(1)水平固定,焊接工艺参数见表2
(2)垂直固定,焊接工艺参数见表3
2.5焊接加热规范试验
国内外不同资料对T91小径管的焊接加热规范要求不一,如国外某些资料对8mm以下的T91小径管的焊接要求层间温度为180~250℃,焊后回火为760℃X0.5h;而国内国家电力瓮火电建设部的《T91/P91钢管焊接工艺暂行规定》则规定的焊接层间温度为300~350℃,焊后回火为750±℃X1h。为制定一个科学的适合工地施工的焊接热规范,结合12Cr1MoV钢的特性,按照《电力建设施工及验收技术规范 火力发电焊接篇》(DL5007-92)的有关规定,综合有关资料,我们在焊接工艺参数不变的前提下制定两种焊接加热规范分别进行试验。

钨极氩弧焊(TIG焊)的焊接工艺参数
钨极氩弧焊简称为TIG焊,它使用熔点很高的纯钨或钨合金(钍钨、铈钨)作为不熔化电极的氩气保护焊,故也称不熔化极氩弧焊。
为了确保钨极氩弧焊的质量,必须对焊件与焊丝表面进行清理,去除金属表面的氧化膜、油污等杂质,否则在焊接过程中将会影响电弧的稳定性,产生气孔和未熔合等缺陷.焊接工艺参数如下;
1)钨极直径:
钨极直径主要根据焊件厚度选取.此外,在同等焊接条件下,选用不同的电流种类和极性,钨极电流许用值不同,采用的钨极直径也不同.如钨极直径选择不当,将造成电弧不稳、钨极烧损和焊缝夹钨现象;
2)焊接电流:
当钨极直径选定后,再选择合适的焊接电流.各种直径的钍(铈)钨极许用电流值见表1-001;
3)氩气流量:
氩气流量主要根据钨极直径和喷嘴直径来选取,通常在3~20L/min范围内;
4)焊接速度:
氩气保护层是柔性的,当遇到侧向风力或焊接速度过快时,则氩气气流会产生弯曲而偏离熔池,影响气体保护效果,而且焊接速度会影响焊缝成形,因此应选择合适的焊接速度;
5)工艺因素:
主要指喷嘴形状与直径、喷嘴至焊件的距离、钨极伸出长度、填充焊丝直径等.虽然这些工艺因索变化不大,但对气体保护效果和焊接过程有一定影响,应根据具体情况选择.通常喷嘴直径在5~20mm内选用;喷嘴至焊件的距离不超过15mm;钨极伸出喷嘴长度为3~4mm;填充焊丝直径根据焊件厚度选择。
TIG焊焊接工艺参数:
板厚/mm 焊接层数 钨极直径/mm 焊丝直径/mm 焊接电流/A 氩气流量L min/1 喷嘴孔径/mm 送丝速度cmmin/1
1 1 0.5~1.0 1.6 110 ~130 5 ~ 6 8 ~ 10 ------
2 1 1.2 1.6 ~ 2.0 130 ~160 12 ~ 24 8 ~ 10 108 ~117
3 1 ~ 2 1.6 2.4 160 ~220 14 ~ 18 10 ~ 14 108 ~117

TIG和MIG焊接的区别 精品文档
收集于网络,如有侵权请联系管理员删除 TIG和MIG焊接的区别
1。TIG焊一般是一手持焊枪,另一只手持焊丝,适合小规模操作和修补的手工焊。
2。MIG和MAG,焊丝通过自动送丝机构从焊枪送出,适合自动焊,当然也可以用手工。
3. MIG和MAG的区别主要在保护气氛。设备近似,但前者一般用氩气保护,适合焊接有色金属;后者在氩气里一般掺二氧化碳活性气体,适合焊接高强钢和高合金钢。
4. TIG、MIG都是惰性气体保护焊,俗称氩弧焊。惰性气体可以是氩或者氦,但是氩便宜,所以常用,于是惰性气体弧焊一般称为氩弧焊。
钨极惰性情体保护焊是以钨或钨的合金作为电极材料,在惰性气体的保护下,利用电极与母材金属(工件)之间产生的电弧热熔化母材和填充焊丝的焊接过程。
英文称为GTAW——Gas Tungsten Arc Welding
或TIG——Tungsten Inert Gas Welding
1) 手弧焊(STICK)
焊条手弧焊,英文是Shielded Arc Welding(缩写SMAW), 精品文档
收集于网络,如有侵权请联系管理员删除 其原理是:在药皮焊条和母材间产生电弧,利用电弧热融化焊条和母材的焊接方法。焊条外层覆盖焊药,遇热融化,具有使电弧稳定、形成溶渣、脱氧、精炼等作用。
焊条手弧焊焊接原理图
焊接电源使用具有下降特性的交流电焊机或直流电弧焊机。一般使用交流电弧焊机,特别要求电弧稳定性时使用直流电弧焊机。
主要特点:
焊接操作简单
焊钳轻,移动方便,
适用作业范围广
2) 熔化极气保焊(CO2/MAG/MIG)
精品文档
收集于网络,如有侵权请联系管理员删除 消耗电极式气体保护焊接,英文是 Gas metal Arc Welding(缩写 GMAW)
MAG 焊接: metal Active Gas Welding(Active Gas: 活性气体)