刀具切削部分的三个刀面
- 格式:docx
- 大小:36.72 KB
- 文档页数:2
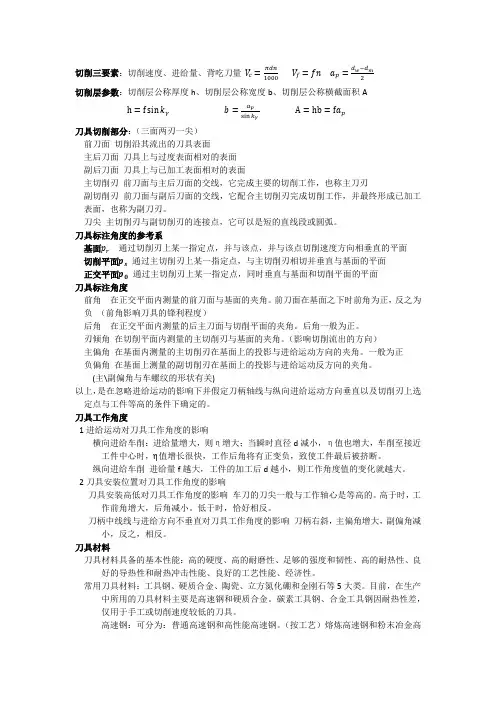
刀具切削部分的三个刀面
在金属加工中,刀具是非常重要的工具。在刀具中,刀具切削部分的三个刀面尤其是至关重要的。刀具切削部分的三个刀面分别为主偏角刃口、前角刃口和后角刃口。这三个刀面的设计和使用对于金属加工的质量和效率都有着至关重要的影响。
主偏角刃口是指切削刃口与刀具轴线偏离的角度。在切削过程中,主偏角刃口需要承担主要的切削力。因此,主偏角的大小对于切削力的大小和方向都有着很大的影响。一般来说,主偏角越大,切削力就会越小,但是切削效率会降低。而主偏角越小,切削力就会越大,但是切削效率会增加。因此,在设计主偏角时需要根据具体的加工要求来确定。
前角刃口是指切削刃口和加工表面之间的夹角。前角的大小会影响切削刃口对于加工表面的接触深度和切屑的形成情况。一般来说,前角越小,接触深度就越小,切屑就越易于破裂,因此切削力就会减小。但是,过小的前角也会导致加工表面粗糙度增加。因此,在设计前角时需要考虑加工表面的光洁度和切屑的形成情况。
后角刃口是指切削刃口的后切口面与刀具轴线间的夹角。后角的大小会影响切削刃口的强度和切削力的大小。一般来说,后角越大,切削刃口的强度就越高,但是切削力会增加。后角越小,切削力就会减小,但是强度会减弱。在设计后角时,需要根据加工要求和刀具材料的强度来确定。 综上所述,刀具切削部分的三个刀面都是极为重要的。在设计刀具时需要根据加工要求和刀具材料的特性来考虑三个刀面的大小和角度。在使用刀具时,也需要根据不同的切削要求来选择合适的刀具。通过正确的设计和使用,才能保证金属加工的质量和效率的提高。