球墨铸铁生产时化学成分的选择原则
- 格式:docx
- 大小:13.91 KB
- 文档页数:1
球墨铸铁化学成分重要包含碳.硅.锰.硫.磷五大罕有元素.对于一些对组织及机能有特别请求的铸件,还包含少量的合金元素.同通俗灰铸铁不合的是,为包管石墨球化,球墨铸铁中还须含有微量的残留球化元素.1.碳及碳当量的选择原则:碳是球墨铸铁的根本元素,碳高有助于石墨化.因为石墨呈球状后石墨对机械机能的影响已减小到最低程度,球墨铸铁的含碳量一般较高,在3.5~3.9%之间,碳当量在4.1~4.7%之间.铸件壁薄.球化元素残留量大或孕育不充分时取上限;反之,取下限.将碳当量选择在共晶点邻近不但可以改良铁液的流淌性,对于球墨铸铁而言,碳当量的进步还会因为进步了铸铁凝固时的石墨化膨胀进步铁液的自补缩才能.但是,碳含量过高,会引起石墨沉没.是以,球墨铸铁中碳当量的上限以不消失石墨沉没为原则.2.硅的选择原则:—3.0%.选定碳当量后,一般采纳高碳低硅强化孕育的原则.硅的下限以不消失自由渗碳体为原则.球墨铸铁中碳硅含量肯定今后,可用图2进行磨练.假如碳硅含量在图中的暗影区,则成分设计根本适合.假如高于最佳区域,则轻易消失石墨漂显现象.假如低于最佳区域,则轻易消失缩松缺点和自由碳化物.3.锰的选择原则:因为球墨铸铁中硫的含量已经很低,不须要过多的锰来中和硫,球墨铸铁中锰的感化就重要表示在增长珠光体的稳固性,促进形成(Fe.Mn)3C.这些碳化物偏析于晶界,对球墨铸铁的韧性影响很大.锰也会进步铁素体球墨铸铁的韧脆性改变温度,锰含量每增长0.1%,脆性改变温度进步10~12℃.是以,球墨铸铁中锰含量一般是愈低愈好,即使珠光体球墨铸铁,锰含量也不宜超出0.4~0.6%.只有以进步耐磨性为目标的中锰球铁和贝氏体球铁破例.4.磷的选择原则:℃.是以,球墨铸铁中磷的含量愈低愈好,一般情形下应低于0.08%.对于比较重要的铸件,磷含量应低于0.05%. 球墨铸铁中碳硅含量肯定今后,可用图2进行磨练.假如碳硅含量在图中的暗影区,则成分设计根本适合.假如高于最佳区域,则轻易消失石墨漂显现象.假如低于最佳区域,则轻易消失缩松缺点和自由碳化物.5.硫的选择原则:硫是一种反球化元素,它与镁.稀土等球化元素有很强的亲合力,硫的消失会大量消费铁液中的球化元素,形成镁和稀土的硫化物,引起夹渣.气孔等锻造缺点.球墨铸铁中硫的含量一般请求小于0.06%.。
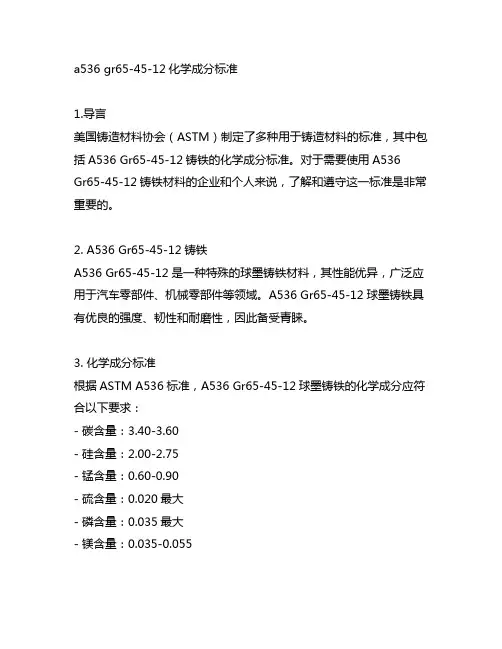
a536 gr65-45-12化学成分标准1.导言美国铸造材料协会(ASTM)制定了多种用于铸造材料的标准,其中包括A536 Gr65-45-12铸铁的化学成分标准。
对于需要使用A536Gr65-45-12铸铁材料的企业和个人来说,了解和遵守这一标准是非常重要的。
2. A536 Gr65-45-12铸铁A536 Gr65-45-12是一种特殊的球墨铸铁材料,其性能优异,广泛应用于汽车零部件、机械零部件等领域。
A536 Gr65-45-12球墨铸铁具有优良的强度、韧性和耐磨性,因此备受青睐。
3. 化学成分标准根据ASTM A536标准,A536 Gr65-45-12球墨铸铁的化学成分应符合以下要求:- 碳含量:3.40-3.60- 硅含量:2.00-2.75- 锰含量:0.60-0.90- 硫含量:0.020最大- 磷含量:0.035最大- 镁含量:0.035-0.0554. 化学成分的重要性化学成分是决定铸铁材料性能的关键因素之一。
合理的化学成分可以确保球墨铸铁的力学性能、热处理性能和耐蚀性能均达到要求,从而满足特定工程应用的需求。
5. 确保成分符合标准的方法企业在生产A536 Gr65-45-12球墨铸铁材料时,需要对原料和成品进行严格的化学成分测试。
常用的测试方法包括光谱分析、化学分析和质量检测等。
6. 严格遵守化学成分标准的意义严格遵守A536 Gr65-45-12球墨铸铁的化学成分标准,可以确保产品质量稳定,减少因化学成分波动引起的质量问题,提高产品的市场竞争力。
7. 结语A536 Gr65-45-12球墨铸铁的化学成分标准对于保证产品质量、满足工程应用需求具有重要意义。
企业和个人应认真对待化学成分标准,确保生产和使用的A536 Gr65-45-12球墨铸铁材料符合相关标准要求,以确保产品的品质和性能达标。
8. 化学成分控制对材料性能的影响A536 Gr65-45-12球墨铸铁的化学成分直接影响其力学性能、热处理性能和耐蚀性能。
球墨铸铁化学成分的标准
首先,球墨铸铁的主要化学成分包括碳、硅、锰、磷和硫。
其中,碳是影响球
墨铸铁组织和性能的主要元素之一。
适当的碳含量可以提高球墨铸铁的强度和韧性,但过高或过低的碳含量都会对其性能造成不利影响。
因此,碳含量的标准范围是必须要严格控制的。
其次,硅是球墨铸铁中的另一个重要元素,它可以提高球墨铸铁的流动性和润
滑性,有利于铸件的充型和浇注。
同时,硅还可以稀化铁水中的石墨,改善球墨铸铁的组织,提高其强度和韧性。
因此,硅含量也是需要按照标准进行控制的重要参数之一。
除了碳和硅外,锰、磷和硫等元素的含量也会对球墨铸铁的性能产生影响。
锰
能够稀化球墨铸铁中的石墨,提高其韧性和抗冲击性能;磷和硫则是有害元素,它们会使球墨铸铁产生脆性组织,降低其强度和韧性。
因此,在生产过程中,需要严格控制锰、磷和硫的含量,确保其符合标准要求。
总的来说,球墨铸铁化学成分的标准是确保球墨铸铁材料具有良好性能的重要
保障。
只有严格按照标准要求进行生产,才能保证球墨铸铁材料具有优良的机械性能和耐腐蚀性能,满足不同工程领域的使用要求。
希望本文对您了解球墨铸铁化学成分的标准有所帮助。
铸铁是一种常用的工程材料,具有良好的耐磨、抗压和耐腐蚀等性能。
然而,不同类型的铸铁其化学成分也会有所差异。
下面我们将介绍常见的铸铁化学成分标准。
一、灰口铸铁灰口铸铁是最常见的铸铁材料之一,其主要化学成分包括碳(C)、硅(Si)、锰(Mn)、硫(S)、磷(P)等元素。
其中,碳的含量一般在 2.5%~3.8%之间,硅的含量在 1.0%~3.0%之间,锰的含量在0.2%~0.8%之间,硫的含量在0.02%~0.15%之间,磷的含量在0.1%~0.4%之间。
二、球墨铸铁球墨铸铁是一种高强度、高韧性的铸铁材料,其主要化学成分除了碳(C)、硅(Si)、锰(Mn)、硫(S)、磷(P)等元素外,还含有镍(Ni)、钼(Mo)等合金元素。
其中,碳的含量一般在2.7%~3.6%之间,硅的含量在1.0%~3.0%之间,锰的含量在0.2%~0.8%之间,硫的含量在0.02%~0.06%之间,磷的含量在0.05%~0.2%之间,镍的含量在0.5%~1.0%之间,钼的含量在0.05%~0.2%之间。
三、白口铸铁白口铸铁是一种碳化铸铁材料,其主要化学成分包括碳(C)、硅(Si)、锰(Mn)、磷(P)等元素。
其中,碳的含量一般在1.8%~3.6%之间,硅的含量在0.5%~2.5%之间,锰的含量在0.2%~1.0%之间,磷的含量在0.1%~0.6%之间。
四、合金铸铁合金铸铁是一种经过特殊处理的铸铁材料,其主要化学成分除了碳(C)、硅(Si)、锰(Mn)、硫(S)、磷(P)等元素外,还含有铬(Cr)、镍(Ni)、钼(Mo)、铜(Cu)等合金元素。
其中,碳的含量一般在2.7%~3.6%之间,硅的含量在1.0%~2.8%之间,锰的含量在0.2%~0.8%之间,硫的含量在0.02%~0.06%之间,磷的含量在0.05%~0.2%之间,铬的含量在0.5%~2.5%之间,镍的含量在0.5%~1.5%之间,钼的含量在0.05%~0.5%之间,铜的含量在0.5%~1.5%之间。
第一章1 为什么有双重相图的存在?双重相图的存在对铸铁件生产有何实际意义?硅对双重相图的影响又有何实际意义?答:1>从热力学观点看,在一定条件下,按Fe-Fe3C相图转变亦是有可能的,因此就出现了二重性2>通过双重相同,可以明显的看出稳定平衡在发生共晶转变及共析转变时,其温度要比介稳定平衡发生时的温度高,而发生共晶、共析转变时所需含C量,以及转变后的r中的含碳量,稳定平衡要比介稳定平衡低。
依此规律,就可以通过控制温度成分来控制凝固后的铸铁组织。
3>硅元素的作用:a:共晶点和共析点含碳量随硅量的增加而减少b:硅的加入使相图上出现了共晶和共析转变的三重共存区c:共晶和共析温度范围改变了,含硅量越高,稳定系的共晶温度高出介稳定系的共晶温度越多d:硅量的增加,缩小了相图上的奥氏体区2 分析讨论片状石墨、球状石墨、蠕虫状石墨的长大的过程及形成条件。
答:片状石墨:按晶体生长理论,石墨的正常生长方式沿基面择优生长,形成片状组织。
实际石墨晶体中存在多种缺陷,螺旋位错缺陷能促进片状石墨的形成。
螺旋位错为石墨的生长提供a、c两个互相垂直的两种生长方向,当a方向的生长速度大于c方向的生长速度时,便行程片状石墨。
球状石墨:石墨晶体中的旋转晶界缺陷可促进球状石墨的形成,此外,在螺旋位错中,当c 向的生长速度大于a向的生长速度时就会形成球状石墨。
球状石墨的形成一般先有钙、镁的硫化物及氧化物组成的晶核开始,经球化处理后,还有利于向球状石墨生长。
球状石墨的生长有两个必要条件:较大的过冷度和较大的铁液与石墨间的界面张力。
蠕虫状石墨:有两种形成过程:1>小球墨→畸变球墨→蠕虫状石墨2>小片状石墨→蠕化元素局部富集→蠕虫状石墨3 试讨论磷共晶的分类、析出过程以及如何控制磷共晶体的形态(粗细)及数量。
答:按照组成不同可将磷共晶分为二元磷共晶及三元磷共晶。
磷共晶的形成,是由于磷的偏析造成的,磷属于正偏析元素先析出的部分含P量较少,P不断富集,含量高到一定程度时便形成磷共晶。
随着我国经济的飞速发展以及国外高端铸件的引入和吸收,各领域出现的高性能、高效率、高可靠性的设备对铸件的质量要求日益提高。
低温冲击球墨铸铁材料由于在低温下具备较高的冲击韧度,在风电、高铁等领域得到了广泛的应用。
近年来该领域不断发展,行业内外对铸件的质量要求逐渐达成一致,致力于发展-40℃甚至-50℃条件下的高韧性球墨铸铁,铸件的质量优劣对设备的安全、质量、寿命有着决定性的影响。
我公司是河南柴油机重工有限责任公司与上海711研究所合资组建的专业铸铁制造公司,一直秉承把提高产品的品质与质量放在首位的原则,把质量的稳定性与一致性作为管理的重中之重。
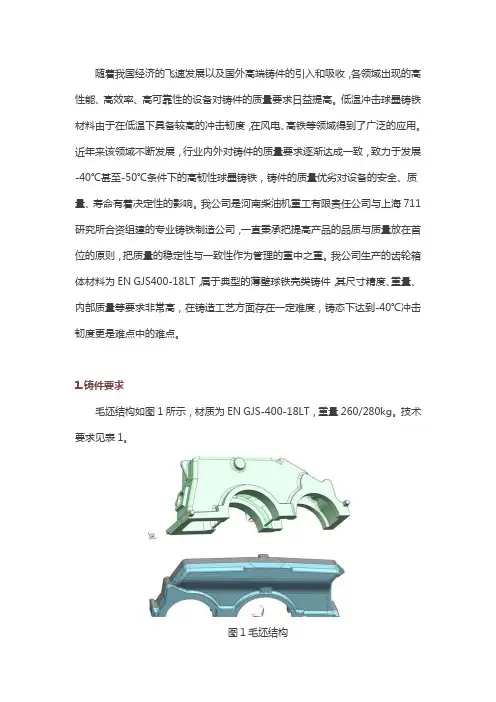
我公司生产的齿轮箱体材料为EN GJS400-18LT,属于典型的薄壁球铁壳类铸件,其尺寸精度、重量、内部质量等要求非常高,在铸造工艺方面存在一定难度,铸态下达到-40℃冲击韧度更是难点中的难点。
1.铸件要求毛坯结构如图1所示,材质为EN GJS-400-18LT,重量260/280kg。
技术要求见表1。
图1毛坯结构表1 铸件技术要求2.影响因素低温环境下服役的球墨铸铁的韧性受生产过程中很多因素的影响,包括其化学成分、铸造工艺、熔炼、球化、孕育处理工艺及热处理制度等,这些因素决定了铸件最终的组织和力学性能。
(1)球墨铸铁组织对冲击韧度的影响实际生产应用中,在碳含量一定的情况下,球化率和石墨球数对冲击性能影响显著,其关系如图2、图3所示。
同时,圆整的石墨球可以改善球墨铸铁的冲击韧度,而石墨体积分数增加或石墨球数增多均可使脆性转变温度下降,并提高上限冲击吸收能量。
因此,在实际生产中必须严格控制球化处理和孕育工艺,要控制原材料(生铁、废钢、回炉料等)中的微量元素含量,特别是要限制反球化及干扰元素的含量。
图4 显示球墨铸铁的基体组织对其冲击性能有明显的影响。
由图4 可知,随着珠光体体积分数的增加,冲击性能降低,因此要保证低温高韧性球墨铸铁为全铁素体基体。
(2)球墨铸铁化学成分对冲击韧度的影响在工艺条件一定的情况下,球墨铸铁的化学成分对组织及会产生决定性的作用,从而决定其性能。
铸造合金及其熔炼复习思考题铸铁及其熔炼1.什么是Fe-C双重相图,那一个相图是热力学稳定的,如何用双重相图来解释同一化学成分的铁水在不同的冷却速度下会得到灰口或白口,硅、铬对双重相图共晶临界点各有何影响?2.什么是碳当量、共晶度,有何意义。
3.分析片状石墨、球状石墨、蠕虫状石墨与奥氏体的共晶结过程和形成条件。
4.铸铁固态相变有那些,对铸铁最终组织有何影响?5.冷却速度、化学成分(C、Si、Mn、Cr、Cu等)对铸铁的一次结晶和二次结晶有何影响?6.灰铸铁中石墨的分布形态有那几种,对铸铁的性能有何影响,从化学成分、冷却速度及形核等方面说明其形成条件。
7.灰铸铁的基体和非金属夹杂物有那些类型,对铸铁的性能有何影响?8.灰口铸铁的性能有何特点?与其组织有何关系?汽车上那些铸件采用灰口铁生产?9.影响灰铸组织、性能的因素有那些,根据组织与性能的关系分析提高灰铸铁性能的途径和措施。
10.灰铸铁孕育处理的目的是什么,有那些作用,孕育铸铁化学成分的选择原则是什么,提高孕育效果有那些途径和措施?11.说明球墨铸铁生产的工艺过程,其化学成分选择的原则是什么,与灰口铸铁有何不同?12.球墨铸铁的球化剂和球化处理方法有那些?13.球铁凝固组织中为何易于出现自由渗碳体,如何消除自由渗碳体?14.根据铸铁组织形成原理分析在铸态下获得高韧性、高强度球墨铸铁的途径与措施。
15.球墨铸铁比灰口铸铁易出现缩孔、缩松缺陷,分析其原因和防止措施。
16.铸铁的热处理有何特点,生产上球墨铸铁采用那些热处理工艺?17.蠕墨铸铁有何性能特点?18.蠕墨铸铁的化学成分选择与灰铁和球铁有何不同,蠕化剂和蠕化处理工艺有那些?19.简述可锻铸铁生产工艺过程,化学成分选择原则,为何对于薄壁小件采用可锻铸铁生产有优越性?20.减摩铸铁与抗磨铸铁的组织要求有何不同,常用减摩铸铁和抗磨铸铁有那些?21.提高铸铁的耐热性能的途径和措施有那些?常用耐热铸铁有那些?22.提高铸铁的耐蚀性能的途径和措施有那些,硅、铭、铬三元素在耐热铸铁及耐蚀铸铁中的作用是什么?23.简述冲天炉的结构与熔炼的一般过程。

高质量球墨铸铁微量元素和合金元素的选择与控制1 对球墨铸铁原铁液质量的要求球墨铸铁的生产控制包括原铁液化学成分的选择和控制、球化处理和孕育处理等,其中化学成分的选择和控制非常重要。
球墨铸铁化学成分基本可以分为4类:主要元素为C、Si、Mn、P和S;球化元素为Mg和Ce;合金元素主要有Cu、Ni和Mo等和一些微量元素。
微量元素在球墨铸铁中主要指不是特意加入的,由炉料带来,含量很少的元素。
国内外铸造专家很早就对微量元素的作用进行了研究。
微量元素的作用非常复杂,有些元素有多重作用。
有些元素如Bi、Ti、As、Sn、Pb、Al和Sb等阻碍石墨球化,产生片状石墨或蠕虫状石墨或者造成石墨球不圆整、形状不规则,形成团块状、絮团状石墨等畸变石墨,这些元素常常被称为球化干扰元素。
干扰元素的作用往往有加乘的效果,即一起加入时对石墨形状有更强的有害作用。
纯镁处理时由于微量干扰元素造成的片状石墨如图1所示。
有些元素是很强的合金化元素,促进珠光体形成,如Sn、Pb和Bi等就是很强的珠光体促进元素。
有些微量元素是很强的碳化物形成元素,如Cr、V、Mo、Ti和B 等,都是正偏析元素,易偏析于铸件最后凝固的部位,在晶界处浓度很高,造成晶界碳化物和夹杂。
由于Mn、S 和其他微量合金元素含量较高时造成的晶间碳化物和夹杂[3]如图2所示。
值得注意的是,通常晶间夹杂物尺寸很小,在普通显微镜下很难发现,但是只要有,就会对力学性能有影响,特别是对冲击韧性和疲劳强度等动力学性能有严重的影响。
所以,对于要求低温冲击韧度,或者其他要求的球墨铸铁件,如高铁、风电、核废料储运容器及其他关键运动件和与安全有关的零件,必须严格控制所有可能造成晶间夹杂物的有害元素含量。
白新社,白佳鑫 ,刘武成(河北龙凤山铸业有限公司,河北 武安 056300)摘要:摘要:在球墨铸铁的生产中,化学成分的选择和控制是非常重要的。
论述了铁液纯净度的重要性以及高纯和超高纯生铁对球墨铸铁的显微组织及力学性能的影响。
球墨铸铁的化学成分
球墨铸铁分析仪器 化验球铁的化学成分与其它的组织, 机械性能和铸造性能有极其 密切的联系, 必须合理选用、 认真对待,遵循一高四低原则 (即高碳低硅锰低磷硫), 、 一般化学成分见表 1:
表 1 化学成分
球墨铸铁分析仪器 推荐此化学成分的依据:
(1)处理时能获得满意的球化效果。
(2)铸态时就能获得较为理想的珠光体基体。
(3)热处理后能稳定达到 QT800-2 以上性能。
(4)稀土镁处理铁水,其共晶碳当时右移至 4.5%左右,故选用此化学成分的铁水流动 性最好。
(5)稀土与镁之比大于 1 有利于防止皮下气孔和二次夹渣缺陷。
(6)在同等温度下,铁水静置时间最长,故能减少气孔,缩松等缺陷形成
化 学
成
分(%) 试样冷却
C Si Mn P S Mg Re 状 态。
球墨铸铁管的国家标准球墨铸铁管是一种优质的管道材料,具有良好的机械性能和耐腐蚀性能,被广泛应用于给水、排水、燃气、热水供应等领域。
为了保障球墨铸铁管的质量和安全使用,国家对其进行了严格的标准规定,以下将对球墨铸铁管的国家标准进行详细介绍。
首先,球墨铸铁管的国家标准主要包括产品分类、技术要求、试验方法、检验规则、标志、包装、运输和贮存等内容。
其中,产品分类根据管道的用途和结构特点进行划分,主要包括普通球墨铸铁管、特种球墨铸铁管和球墨铸铁管配件。
技术要求包括外观质量、尺寸偏差、力学性能、化学成分、金相组织、耐蚀性能等方面的要求。
试验方法包括外观检查、尺寸检验、力学性能测试、化学成分分析、金相组织检验、耐蚀性能测试等内容。
检验规则包括抽样检验、接受标准、不合格品的处理等内容。
标志、包装、运输和贮存主要是对产品的标识、包装方式、运输条件和贮存要求进行规定。
其次,根据国家标准,球墨铸铁管的外观质量要求表面应光滑平整,无裂纹、气泡、夹渣等缺陷,允许有少量的砂眼、砂洞和氧化皮。
尺寸偏差包括外径、壁厚、长度等方面的偏差要求,以保证管道的连接和安装质量。
力学性能要求主要包括拉伸强度、屈服强度、延伸率和冲击功等指标,以保证管道在使用过程中的安全可靠性。
化学成分要求包括碳含量、硅含量、锰含量、磷含量、硫含量等元素的含量范围,以保证球墨铸铁管的材料质量。
金相组织要求主要是对球墨铸铁管的组织结构进行检验,以保证其组织均匀、致密。
耐蚀性能要求主要是对球墨铸铁管在不同介质中的耐蚀性能进行测试,以保证其在不同环境中的稳定性。
最后,根据国家标准,球墨铸铁管的检验规则包括抽样检验和接受标准。
抽样检验是通过随机抽取样品进行检验,以评定产品的质量状况。
接受标准是根据抽样检验的结果,对产品进行合格或不合格的判定。
对于不合格的产品,国家标准也规定了相应的处理办法,以保证消费者的权益。
综上所述,球墨铸铁管的国家标准对产品的质量和安全使用起着重要的指导作用。
球墨铸铁化学成分主要包括碳、硅、锰、硫、磷五大常见元素。
对于一些对组织及性能有特殊要求的铸件,还包括少量的合金元素。
同普通灰铸铁不同的是,为保证石墨球化,球墨铸铁中还须含有微量的残留球化元素。
1、碳及碳当量的选择原则:碳是球墨铸铁的基本元素,碳高有助于石墨化。
由于石墨呈球状后石墨对机械性能的影响已减小到最低程度,球墨铸铁的含碳量一般较高,在3.5~3.9%之间,碳当量在4.1~4.7%之间。
铸件壁薄、球化元素残留量大或孕育不充分时取上限;反之,取下限。
将碳当量选择在共晶点附近不仅可以改善铁液的流动性,对于球墨铸铁而言,碳当量的提高还会由于提高了铸铁凝固时的石墨化膨胀提高铁液的自补缩能力。
但是,碳含量过高,会引起石墨漂浮。
因此,球墨铸铁中碳当量的上限以不出现石墨漂浮为原则。
2、硅的选择原则:硅是强石墨化元素。
在球墨铸铁中,硅不仅可以有效地减小白口倾向,增加铁素体量,而且具有细化共晶团,提高石墨球圆整度的作用。
但是,硅提高铸铁的韧脆性转变温度(图1),降低冲击韧性,因此硅含量不宜过高,尤其是当铸铁中锰和磷含量较高时,更需要严格控制硅的含量。
球墨铸铁中终硅量一般在1.4—3.0%。
选定碳当量后,一般采取高碳低硅强化孕育的原则。
硅的下限以不出现自由渗碳体为原则。
图1 硅对铁素体球墨铸铁脆性转变温度的影响球墨铸铁中碳硅含量确定以后,可用图2进行检验。
如果碳硅含量在图中的阴影区,则成分设计基本合适。
如果高于最佳区域,则容易出现石墨漂浮现象。
如果低于最佳区域,则容易出现缩松缺陷和自由碳化物。
图2 球墨铸铁中碳硅含量3、锰的选择原则:由于球墨铸铁中硫的含量已经很低,不需要过多的锰来中和硫,球墨铸铁中锰的作用就主要表现在增加珠光体的稳定性,促进形成(Fe、Mn)3C。
这些碳化物偏析于晶界,对球墨铸铁的韧性影响很大。
锰也会提高铁素体球墨铸铁的韧脆性转变温度,锰含量每增加0.1%,脆性转变温度提高10~12℃。
因此,球墨铸铁中锰含量一般是愈低愈好,即使珠光体球墨铸铁,锰含量也不宜超过0.4~0.6%。
球墨铸铁标准
1. 介绍
球墨铸铁是一种具有优异力学性能和抗腐蚀性能的铸造材料。
它由铁、碳和球墨石组成,具有较高的强度和韧性,广泛应用于各个行业。
2. 材料要求
2.1 化学成分要求
球墨铸铁的化学成分应符合以下要求:
成分最大允许偏差(%)
碳(C)3.4-3.8
硅(Si)≤2.5
锰(Mn)≤0.4
镍(Ni)≤0.3
铬(Cr)≤0.2
2.2 机械性能要求
性能指标最小值
抗拉强度(MPa)≥450
伸长率(%)≥10
冲击韧性(J)≥20
3. 外观要求
3.1 表面应光滑、无明显缺陷。
3.2 不允许有裂纹、夹杂物等缺陷。
4. 尺寸偏差要求
线性尺寸公差
≤100mm±0.5mm
(L为尺寸长度)
4.2 其他尺寸要求按照相关标准执行。
5. 技术要求
5.1 铸造工艺应符合相关铸造工艺标准。
5.2 球墨铸铁应进行热处理,以提高其力学性能和抗腐蚀性能。
5.3 球墨铸铁应进行质量检验,包括化学成分、机械性能、外观和尺寸等检验项目。
6. 包装和运输
球墨铸铁应进行适当的包装和标识,以防止损坏和污染。
在运输过程中,应注意防止碰撞和受潮,确保产品质量不受损。
以上内容为球墨铸铁的标准要求,供参考使用。
具体情况可根据实际需求进行调整和补充。
qt600-3球墨铸铁化学成分qt600-3球墨铸铁是一种常用的球墨铸铁材料,其化学成分对其性能和用途具有重要影响。
本文将以qt600-3球墨铸铁的化学成分为标题,探讨其组成及对材料性能的影响。
qt600-3球墨铸铁的化学成分主要包括碳(C)、硅(Si)、锰(Mn)、磷(P)和硫(S)等元素。
其中,碳是球墨铸铁的主要合金元素,可提高材料的强度和硬度。
通常,qt600-3球墨铸铁中的碳含量在3.4%-3.6%之间。
碳的含量越高,材料的硬度和强度越大,但韧性和塑性会相应降低。
硅是球墨铸铁的另一个重要合金元素,通常含量在2.2%-2.8%之间。
硅可以增强球墨铸铁的耐磨性和抗氧化性能,提高其耐高温性能。
此外,硅还可以抑制铁碳合金中的脆性相的生成,改善材料的塑性和韧性。
锰是球墨铸铁中的微量元素,其含量一般在0.2%-0.4%之间。
锰可以提高球墨铸铁的强度和硬度,并改善其耐磨性能。
此外,锰还可以抑制铁碳合金中脆性相的形成,提高材料的塑性和韧性。
磷是球墨铸铁中的有害元素,其含量应控制在0.03%以下。
高磷含量会导致球墨铸铁的塑性和韧性降低,易产生冷脆性,并且会影响材料的加工性能。
硫是球墨铸铁中的另一个有害元素,其含量应限制在0.02%以下。
高硫含量会降低球墨铸铁的塑性、韧性和冷变形性能,易造成热裂纹和疲劳断裂。
除了以上主要元素外,qt600-3球墨铸铁中还含有少量的铜(Cu)、镍(Ni)、铬(Cr)等合金元素,以及微量的杂质元素。
这些元素的含量对球墨铸铁的性能影响较小,但仍需要控制在合理范围内,以保证材料的整体性能。
总体而言,qt600-3球墨铸铁的化学成分对其性能具有重要影响。
合理控制各元素的含量可以使材料达到理想的强度、硬度和韧性,并具有良好的耐磨性和耐高温性能。
因此,在实际应用中,需要根据具体要求选择合适的化学成分,并通过严格的生产控制来确保材料的质量。
球墨铸铁的化学成分及其对性能的影响(一)球墨铸铁的化学成分主要包括碳(C)、硅(Si)、锰(Mn)、硫(S)、磷(P)五种元素。
对于一些对组织及性能有特殊要求的铸件,还包括少量的合金元素。
为保证石墨球化,球墨铸铁中还须含有微量的残留球化元素。
以下就球墨铸铁中所含的化学成分及其含量对性能的影响做详细的阐述:1.碳的作用和影响:碳是球墨铸铁的基本元素,碳高有助于石墨化。
由于石墨呈球状后石墨对机械性能的影响已减小到最低程度,球墨铸铁的含碳量一般较高,在3.5~3.9%之间,碳当量在4.1~4.7%之间。
铸件壁薄、球化元素残留量大或孕育不充分时取上限;反之,取下限。
将碳当量选择在共晶点附近不仅可以改善铁液的流动性,对于球墨铸铁而言,碳当量的提高还会由于提高了铸铁凝固时的石墨化膨胀提高铁液的自补缩能力。
但是,碳含量过高,会引起石墨漂浮。
2.硅的作用和影响在球墨铸铁中,硅是第二个有重要影响的元素,它不仅可以有效地减小白口倾向,增加铁素体量,而且具有细化共晶团,提高石墨球圆整度的作用。
但是,硅提高铸铁的韧脆性转变温度,降低冲击韧性,因此硅含量不宜过高,尤其是当铸铁中锰和磷含量较高时,更需要严格控制硅的含量。
3.硫的作用和影响硫是一种反球化元素,它与镁、稀土等球化元素有很强的亲合力,硫的存在会大量消耗铁液中的球化元素,形成镁和稀土的硫化物,引起夹渣、气孔等铸造缺陷。
球墨铸铁中硫的含量一般要求小于0.06%。
4.磷的作用和影响磷是一种有害元素。
它在铸铁中溶解度极低,当其含量小于0.05%时,固溶于基体中,对力学性能几乎没有影响。
当含量大于0.05%时,磷极易偏析于共晶团边界,形成二元、三元或复合磷共晶,降低铸铁的韧性。
磷提高铸铁的韧脆性转变温度,当含磷量增加时,韧脆性转变温度就会提高。
5.锰的作用和影响球墨铸铁中锰的作用就主要表现在增加珠光体的稳定性,帮助形成炭化锰、炭化铁。
这些碳化物偏析于晶界,对球墨铸铁的韧性影响很大。
球墨铸铁生产时化学成分的选择原则是什么
球墨铸铁化学成分主要包括碳、硅、锰、硫、磷五大常见元素。
对于一些对组织及性能有特殊要求的铸件,还包括少量的合金元素。
同普通灰铸铁不同的是,为保证石墨球化,球墨铸铁中还须含有微量的残留球化元素。
1、碳及碳当量的选择原则:
球墨铸铁中碳当量的上限以不出现石墨漂浮为原则。
2、硅的选择原则:
选定碳当量后,一般采取高碳低硅强化孕育的原则。
硅的下限以不出现自由渗碳体为原则。
3、锰的选择原则:
球墨铸铁中锰含量一般是愈低愈好,即使珠光体球墨铸铁,锰含量也不宜超过0.4~0.6%。
只有以提高耐磨性为目的的中锰球铁和贝氏体球铁例外。
4、磷的选择原则:
球墨铸铁中磷的含量愈低愈好,一般情况下应低于0.08%。
对于比较重要的铸件,磷含量应低于0.05%。
5、硫的选择原则:
球墨铸铁中硫的含量一般要求小于0.06%。
6、球化元素的选择原则:
目前在工业上使用的球化元素主要是镁和稀土。
镁和稀土元素可以中和硫等反球化元素的作用,使石墨按球状生长。
镁和稀土的残留量应根据铁液中硫等反球化元素的含量确定。
在保证球化合格的前提下,镁和稀土的残留量应尽量低。
镁和稀土残留量过高,会增加铁液的白口倾向,并会由于它们在晶界上偏析而影响铸件的机械性能。
铸铁碳当量
根据各元素对共晶点实际碳量的影响,将这些元素的量折算成碳量的增减。
以CE%表示碳当量。
为简化计算一般只考虑硅、磷的影响或只考虑硅的影响。
碳当量算式分别是CE%=C%+1/3(Si+P)%或CE%=C%+1/3Si%。
碳是铸铁生成石墨的来源,是石墨的自发晶核。
硅在铸铁中含量较多,是强烈促进石墨化的元素,能使铁碳合金的共晶、共析点向上向左移动,表明硅降低了碳在液相和固相中的溶解度,增加了碳的活度,石墨就较容易析出长大,促进了石墨化过程,因此增加部分硅就相当于增加部分碳。
其关系是当含硅1%时可使共晶点左移O.31%,即共晶点含碳量下降O.3%。
将CE%值和Fe-C稳定态相图上的共晶点C' 的碳量4.26%相比,即可判断某一具体成分的铸铁偏离共晶点的程度,如CE%高于4.26%为过共晶成分;CE%低于4.26%为亚共晶成分;CE%=4.26%则为共晶成分。
除衡量对凝固过程可以作出判断外,还可以间接推断出铸铁铸造性能好坏及石墨化能力的大小,是计算铸铁共晶度的基础。
碳当量和共晶度都是较重要的参数。