白车身制造过程尺寸控制方法
- 格式:ppt
- 大小:364.50 KB
- 文档页数:13
内燃机与配件0引言白车身即白车身本体,由加装车门、发动机罩、翼子板构成,承载上侧车身的上述构件组合为车身的基本载体。
白车身的制作环节牵涉到振动噪声、人机工程、空气动力学、车身造型等多种理论内容。
白车身的设计和制造要历经错综复杂的流程和环节,每个制造流程均内含一定偏差。
应该增加尺寸工程的精度,消除、降低车身本体存在的偏差,提前明确不同类型的构件的具体尺寸规格。
受到工艺约束等因素的影响,制作而成的冲压件无法保障最科学、最恰当的精度。
因此,应该提供事先设定好的零部件尺寸和公差,利用尺寸工程保障车身本体的稳定性。
从实际运用来看,尺寸工程涵盖公差解析专业软件、用于计算的相关尺寸链等。
通过多个步骤的设计和运算,结合当前工艺流程和生产实践的需要,满足车身制作的精确度,从整体上保障车身的稳固性与安全性。
1尺寸工程概述在工程设计和加工制造领域中,尺寸工程可以限定车身构件的具体尺寸。
就尺寸工程的内涵而言,尺寸工程可有效整合产品工装、零件外形、车身装配、制造的全部流程,具有显著的系统性特征。
在日常生产加工的过程中,尺寸工程对不同种类的白车身加工制作进行限定,以消除装配过程中的偏差。
它有利于有效解决白车身装配中的常见性干涉,原因是日常制作特定类型的车身时,难以真正除掉隐含的各种偏差。
假如发生误差,累积性误差会持续干扰到接下来的装配流程,进而导致装配障碍。
在初期设计环节,尺寸工程可消除零配件尺寸的潜在性偏差,稳妥控制和防范后续装配过程中的一些干扰,真正增强偏差监控、诊断的意识和能力。
与此同时,尺寸工程有利于车身优化,对制作加工的各个工艺、流程、步骤进行整合,对系统性公差进行优化。
唯有如此,才能有效提升零配件装配的精准度,才能有效缩减耗费的装配周期与总成本。
利用尺寸工程大批量制造车身配件是一种系统性工程,它的适用价值将会达到更高层次。
因此尺寸工程的合理使用,有利于精准防控更大误差,提升白车身制造过程的精细化、精准化和规范化水平。
10.16638/ki.1671-7988.2017.10.079试制白车身关键尺寸精度控制方法张财,吴焱杰,薛奎(安徽江淮汽车集团股份有限公司,安徽合肥230601)摘要:通过识别新车型的关键尺寸,结合验证方法和数据分析,发现影响样车试制阶段白车身精度的主要因素,确认白车身批量生产的工序能力。
关键词:关键尺寸;样车试制;验证中图分类号:U467.4 文献标识码:A 文章编号:1671-7988 (2017)10-231-03The key dimension precision control method of white bodyZhang Cai, Wu Yanjie, Xue Kui( Anhui Jianghuai Automobile group Co. Ltd., Anhui Hefei 230601 )Abstract:The key dimension recognition models, combined with the analysis and verification methods and data, find the main factors influencing the accuracy of prototype trial stage of BIW, confirm the process capability of BIW production. Keywords: key dimensions; testing; verificatioCLC NO.: U467.4 Document Code: A Article ID: 1671-7988 (2017)10-231-031、关键尺寸概述从产品尺寸特征中和测点中选择出来的反映产品重要功能而且必须保证的尺寸叫做关键尺寸,它在车身尺寸公差控制方面有着直观、简便且与整车质量表现关联性强的特点。
关键尺寸可分为测点的距离(如两孔的相对位置)和特征尺寸(如孔径或槽距),两者是相互联系的。
V205白车身车门装配尺寸控制原理及应用张皓源北京奔驰汽车有限公司 北京 100000摘要:通过Y向小三角控制原理,避免了车门单件尺寸波动带来的装配不稳定性,并且在Y向装配姿态稳定的基础上,规范了Z、X向控制点的位置。
通过多轮的试验及验证,制定了适合铁质车门的装配工艺卡,既保证了整车装配尺寸,又达到了令顾客满意的关门力,并成功消除了窗框区域的噪声问题。
关键词:白车身装配尺寸;车门Y向装配尺寸;车门Z向装配尺寸白车身装配尺寸是整车外观精致度的重要考核指标,且车门Y向装配尺寸对车门关门力的大小有直接影响,车门Z向装配尺寸对窗框噪声影响较大。
故车门装配尺寸的提升对整车装配尺寸及关门力噪声等考核项的优化至关重要。
V205白车身在试制阶段存在间隙平顺度问题及关门力大、窗框噪声问题,现有德国Daimler公司制定的车门装配工艺适用于德国不莱梅工厂的铝件,而北京奔驰V205车门采用铁件,由于材料的改变需要优化装配工艺。
车门装配尺寸控制原理的执行覆盖件装配可以执行物体在空间定位的3-2-1定位原则,尤其对于车门区域,针对间隙平顺度控制点的设置可以采用此原则。
1. 车门Y向装配尺寸小三角控制原理物体在空间定位采用3-2-1原则或N-2-1原则,对于前门及后门而言,Y方向装配尺寸执行小三角控制原理,即Y方向控制车门外板区域而不包括窗框区域。
相对车门外板区域,V205窗框区域冲压件的尺寸偏差会积累,且尺寸不稳定,这样可以避免窗框区域的尺寸波动对装配尺寸的影响。
如图1所示,红色三角由三个Y向控制点组成,分别为上下铰链深度及门锁区域Y0控制点。
对于后门而言,执行小三角控制原理之前,V205一致执行大三角控制原理,其中一个Y向控制点由车门窗框而非铰链上深度点,大三角控制无法抵消窗框自身的波动,从而使装配波动性变大。
前门Y向控制点的选择采用小三角控制原理,即选择前门上下铰链深度及前门归零点Y0,上下铰链深度分别为(29.5+0.5 -0.8)m m以及(31.5+0.5 -0.5)mm。
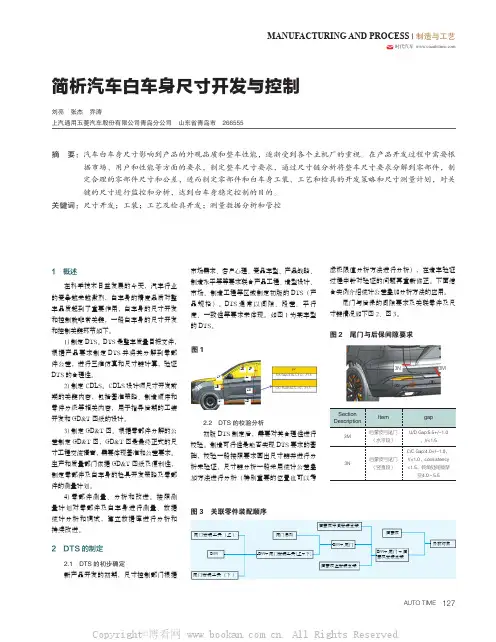
简析汽车白车身尺寸开发与控制摘要:随着消费者对汽车质量要求的不断提高,白车身尺寸作为对整车外观品质、性能都有着重要影响的一项因素,也逐渐受到了各个主机厂的重视。
在产品开发过程中,开发者需要根据市场、用户和车辆性能等多方面的需求,制定整车尺寸,再结合尺寸链分析将整车尺寸要求分解到各零部件,制定合理的零部件尺寸及其公差,进而制定白车身工艺、模具工装、检具的开发策略和零件测量计划,对关键的尺寸进行监控和分析,达到稳定控制白车身尺寸的目的。
关键词:汽车白车身;尺寸开发;控制引言随着国内经济的迅速发展,人民生活水平普遍提高,汽车保有量稳步提升。
汽车厂商为吸引广大消费者眼球,都在积极地对汽车进行更新设计,但大多数的情况是对白车身结构进行改变,其余部件没有太大的改变。
白车身制造涉及冲压和焊接工艺,涉及尺寸精度、焊接质量、外观质量控制等,白车身技术水平已经成为衡量车企制造水平的重要标志,车身制造过程复杂,影响因素众多,其中尺寸精度取决于各方面综合因素的共同作用。
1白车身尺寸影响因素1.1零部件尺寸误差车身零部件尺寸精度是车辆质量评价的关键因素,钣金单件冲压成型精度、零件焊接拼装位置精度等直接影响车身尺寸精度;同时,车身质量需求中,除对白车身尺寸精度有较高要求外,还对车身覆盖件的外观质量有着很高要求,外钣金件不能出现擦伤、波纹、拉痕、凹凸等外观缺陷问题,钣金单件冲压成型、零件分总成件焊接、零件取放及运输等过程中极易出现扭曲变形等问题,也会导致零件尺寸误差的产生及累积,影响白车身整体尺寸精度。
所以实际生产中,外观质量及尺寸精度需同时兼顾,对冲压焊接制造工艺水平的要求较高,也很难实现对实物尺寸精度的定量计算,要在理论分析基础上进行规范化在线测量,无形中增加了尺寸误差解决以及控制的难度系数。
在此基础上,白车身门盖件、小附件的零件装配尺寸误差也是影响车身整体尺寸精度一个重要因素,比如车门、翼子板等件装配位置精度误差,会导致白车身各配合件之间的间隙面差也存在较大的偏差。
汽车白车身制造过程中质量控制方法摘要:随着我国综合实力的增强,汽车工业方面的成绩也有目共睹,在汽车的生产制造流程中,白车身的质量对于整体质量起到至关重要的作用。
汽车白车身由成千上百的零件焊接而成,制造过程极其复杂,产生质量缺陷在所难免,本文将重点介绍白车身生产过程中易发生的质量问题及改进措施。
关键词:汽车制造;白车身制造;质量控制如果汽车车身结构设计不合理,白车身成品尺寸不合格,将对整车质量造成很大的影响。
白车身制造涉及到的质量的内容包括:车身尺寸精度、焊接质量,外观面质量等几方面。
白车身尺寸精度是保证后续工艺流程的基础。
白车身车身精度的质量水平已经成为衡量汽车制造水平的重要标志。
1 白车身外表面质量缺陷及其控制措施1.1 白车身常见表面质量缺陷白车身常见的外表质量缺陷主要表现在以下方面:一是车身外板焊钳坑、焊点半点;二是工位夹具夹紧状态下,与板件受力大造成凹坑或划痕;三是运输过程中因防护不到位造成的磕碰划伤。
1.2控制方法首先在后背门风窗牙边焊点焊接过程中,若焊点无限位,焊点易打在风窗弧度处,导致棱线坑,需要对工位工装夹具追加限位功能,限定焊点位置,便于员工操作,提高生产效率的同时也保证了焊点位置在1 条直线,增加车身外观完整度,有效抑制棱线坑的发生。
前舱轮罩焊接时,前挡板与减震器拼接处焊点位置存在盲点,员工操作过程中无法准确确认焊点位置,易导致半点、漏点等问题的出现,通过在夹具工装上增加导向限位,使员工操作焊钳紧挨着导向限位,保证焊点位置的准确,减少错漏装、半点质量灯问题的出现,提高车身品质。
其次在涉及到外观面的侧围,四门两盖外板件的拼接过程中,若采用硬度高的材质应用在夹具支撑、压紧点等位置,易出现夹伤、划伤等品质问题。
针对以上问题,夹具在此类用于与外观面接触的地方应采用尼龙块等材质,解决外表面的夹伤、压伤问题。
2 白车身焊点常见质量缺陷及其控制措施2.1 常见质量缺陷(1)外观焊点扭曲焊点扭曲是指焊接后焊点表面与周围板件相比,不在1条直线上,焊点周围板件存在凹凸不平状态,焊点扭曲幅度超过板件25°,车身外观焊点扭曲会使板件起皱,影响焊点强度,白车身表面在汽车行业可以分为A、B、C、D 区,车身质量要求A、B 区为表面件,客户可以直视的区域,焊点不允许存在扭曲现象。
探讨汽车白车身质量控制思路及方法长城汽车股份有限公司天津哈弗分公司天津市300462摘要:加强对白车身进行质量控制是提高汽车整体质量的重要环节之一,也是一个比较复杂的生产过程。
而汽车行业的飞速发展使得汽车生产的规模越来越大,生产效率也越来越高,在这种快节奏的生产模式下,如何控制好白车身的质量是一个非常有挑战性的生产环节,也是不断提高汽车生产技术的必然要求。
接下来,就汽车白车身质量控制思路与方法展开论述。
关键词:汽车白车身;质量控制;思路;方法一、注重提高汽车白身制造参数的有效传输1.1汽车白身制造参数的有效传输在汽车产品设计及制造环节中,设计人员会在产品设计方案中标注大量的详细产品制造与性能参数,这一参数信息也是整体汽车产品设计方案的具体表现形式。
但在汽车产品实际设计、制造过程中,受多方面因素干扰、影响,各类汽车制造参数在传输过程中会出现不完全传输、参数传输有误等问题,从而导致汽车白车身设计参数与实际制造车身参数出现差异性问题。
针对于此,需要在汽车白车身设计及制造环节中,秉持可制造性设计、失效模式及后果理念,对所构成、设计产品的零部件参数与具体工序流程开展逐步分析作业,提前对汽车白车身设计与制造环节中全部潜在的失效模式、可能出现的质量问题加以深入分析、总结,并在其基础上制定针对性问题解决措施。
简而言之,便是确保在汽车白车身设计与制造环节中,各项产品参数的有效传输与一致性。
1.2基准参数的传输有效性分析在汽车产品设计与制造环节中,主要的工序流程为,将所构建的产品三维设计模型的基准面数据加以有效传输,并采取复合工程,确保将汽车产品设计方案中的各项参数数据进行准确、有效传输。
例如在我国传统汽车制造行业发展模式中,所构建的汽车三维设计模型主要由图板、模板等部分共同构成,并以逆向工程作为汽车白车身产品设计的主要模式,以及汽车白车身各零部件尺寸设计参考方向。
二在当前汽车设计及制造模式下,则以复合工程为产品主要设计模式,并通过对原点定位等技术的灵活运用,大幅提高了汽车产品各项参数的传输稳定性、有效性。
焊装质量管理焊装作为轿车的四大工艺之一,是一个非常重要的工序,白车身表面和配合间隙影响整车的外观,尺寸偏差将严重影响着总装装配和整车性能,焊接质量则关系着整车的安全性能,并且因为焊装的质量问题对后序的影响将是后工序不可修复或难以改善的,所以整车的冲焊工序质量控制就尤为重要。
焊装的质量控制可分为四部分,白车身尺寸控制、白车身焊接质量控制、白车身外观质量控制、白车身扭矩控制。
一、白车身尺寸控制1、夹具的控制焊装白车身尺寸控制主要由现场夹具来保证,而夹具的精度和状态是首先必须保证的。
夹具的检查、点检由车间操作者执行,工艺员进行工艺检查,质保科监控;检查内容包括夹具上定位销、定位面等是否磨损、松动,有无异常等,设备科工装班和生产车间共同维护。
建立夹具工作状态清单,对易受影响产生精度下降的夹具定期标定与校正,保证车身尺寸的变动处于受控范围内。
质检组根据工序检查表对相关工位夹具进行工位审核,审核工位滚动调整。
凡涉及车身尺寸的问题需调整夹具,必须由车间结合3D测量数据和生产技术科、质保科共同确定,以保证现场车身夹具使用处于受控状态,对调整夹具后的白车身车身号有记录,对于工艺有变更的也必须有记录。
2、车身尺寸的控制通过近期不同车型IQG值情况反映,车身的尺寸一直存在波动,因为部分车身尺寸的偏差,造成总装装配困难,这就需要在车身上适当增加测量点,如侧围间距、大灯安装支架与翼子板的间距等。
根据3D测量数据的变动对车身部分测量点抽检,同时以一周为单位对车身尺寸进行检查。
3、检具测量现场生产的分总成件首件、中间件、末件要求上检具,对所生产件的状态,尤其是尺寸状态进行检验,确定生产前及生产中产品的一致性,合格性,保证对各个分总成的实际尺寸与检具的要求的差异能够及时发现,并对异常情况进行整改,防止批量问题的发生。
主要测量项目是孔、间隙、平度等。
对于关键总成件、表面件都直接影响白车身的尺寸,IQG,甚至整车的配合情况,要求焊装车间对于检具的使用及维护制定计划,按照计划实施。
AUTO PARTS | 汽车零部件 时代汽车 www.cnautotime.com白车身前脸安装点Y向尺寸控制分析段如东上汽通用五菱股份有限公司 广西柳州市 545007摘 要: 根据内置式主夹具合拼系统的特点,结合具体的某种车型,对影响白车身前脸Y向尺寸的主要因素进行了分析梳理,提供了解决白车身三坐标测量前脸安装点Y向尺寸的具体方法和思路。
关键词:非模块化前舱结构;前脸Y向尺寸;三坐标测量1 前言迈克尔·戈德海伯(Michae lH.Goldhaber)在《注意力购买者》的文章里提到“获得注意力就是获得一种持久的财富”,现在有了更形象的描述:眼球经济——别人越关注你,你就越能活得自在。
电视需要眼球,只有收视率才能保证电视台的经济利益;网站更需要眼球,只有点击率才是网站价值的集中体现;汽车也需要眼球,只有消费者乐意购买,汽车厂家才能生存发展。
如今汽车也走上了拼颜值的道路。
前脸,正是一辆汽车的颜值担当,也是顾客重要关注区域,做好前脸尺寸匹配对汽车厂商尤为重要。
良好的装配源于稳定的车身尺寸,前脸安装点Y向尺寸涉及影响因素多,偏差因素复杂,需要系统进行分析。
2 前舱类型前脸零件在车体前舱进行装配,在前舱上布置各个零件安装点。
前舱根据集成程度,由可分为模块化和非模块化结构。
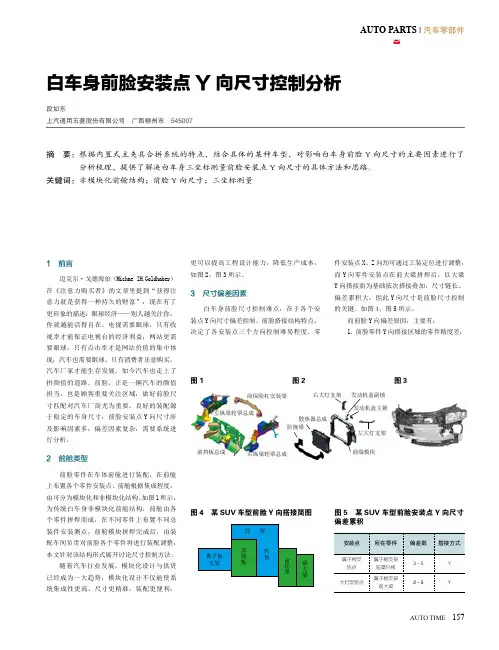
如图1所示,为传统白车身非模块化前舱结构,前舱由各个零件拼焊而成,在不同零件上布置不同总装件安装测点,前舱模块拼焊完成后,由装配车间负责对前脸各个零件再进行装配调整,本文针对该结构形式展开讨论尺寸控制方法。
随着汽车行业发展,模块化设计与供货已经成为一大趋势,模块化设计不仅能使系统集成性更高、尺寸更精准、装配更便利,更可以提高工程设计能力,降低生产成本,如图2、图3所示。
3 尺寸偏差因素白车身前脸尺寸控制难点,在于各个安装点Y向尺寸偏差控制。
前脸搭接结构特点,决定了各安装点三个方向控制难易程度。
零件安装点X、Z向均可通过工装定位进行调整,而Y向零件安装点在前大梁拼焊后,以大梁Y向搭接面为基础依次搭接叠加,尺寸链长、偏差累积大,因此Y向尺寸是前脸尺寸控制的关键。
白车身尺寸精度控制方法研究发布时间:2022-05-30T07:19:06.859Z 来源:《工程管理前沿》2022年2月第3期作者:陈赞张佳珊[导读] 目前,汽车已成为人们日常生活中最普遍的交通工具之一,人类社会也逐渐发展成为汽车社会。
陈赞张佳珊长城汽车股份有限公司徐水分公司河北省保定市徐水区 072550摘要:目前,汽车已成为人们日常生活中最普遍的交通工具之一,人类社会也逐渐发展成为汽车社会。
为了抓住当前汽车行业的市场机遇,吸引更多客户,各汽车制造商相继推出了更适合当前市场的汽车产品。
由于不同类型汽车的性能和性能相似,很难直观地判断汽车的质量,从而促使消费者更加注重生料车身的制造精度(生料车身是指已完成焊接工艺但未着色的汽车车身)。
主要原因是,非专业消费者可以通过眼睛更直观地看到整个汽车模型,给人留下第一印象。
但是白色车身的尺寸标注直接影响到汽车的整体密封性、行驶噪音和行驶平稳性。
因此,白色车身的尺寸控制是一个非常重要的组件,逐渐在汽车工业的发展中占据中心地位。
白色车身制造工艺主要包括冲压、焊接、质量控制和管理等。
每一步都涉及许多学科,因此白色车身制造是一个比较复杂的系统工程。
本文主要分析了白色车身尺寸一致性控制方法的研究。
关键词:白车身;尺寸;精度;控制引言中国社会经济发展迅速,人民生活水平明显提高。
此外,国家还出台了一系列造福人民的方针,如降低和免除汽车销售税,汽车逐渐成为主流交通工具。
为了抓住时机,保持高销量,大型汽车企业高度重视车身结构设计的优化和车辆行驶性能的提高。
由于车身是汽车的主要载体,汽车的主要部件固定在车身上,车身的尺寸是影响车身质量的关键因素,精度可以反映汽车公司的制造强度和汽车的整体质量。
如果车身尺寸控制不当,则各车辆部件的位置偏差会发生,严重影响车辆的安全和驾驶体验。
因此,为了提高汽车的整体质量,汽车企业必须大力控制汽车车身的尺寸,努力搞好汽车车身的尺寸。
1、白车身尺寸精度控制的重要性车辆车身是整个车辆的主要载体,几乎所有部件都固定在车辆车身上。
《装备制造技术》2021年第3期基于三坐标测量的汽车白车身尺寸控制方法谢晋全,杨学鹏(上汽通用五菱汽车股份有限公司,广西柳州545007)摘要:白车身是汽车的核心部件之一,它的制造质量对汽车的整车性能起着关键性的作用:,而尺寸精度是白车身制造 质量的关键技术,因此控制白车身的尺寸精度有着极其重要的意义。
在车身车间生产工作中,采用三坐标测量数据,提出 基于三坐标测量的汽车白车身尺寸控制策略,并通过应用实例验证了策略的有效性。
关键词:三坐标;白车身;尺寸;控制方法中图分类号:U463.8 文献标识码:A0引言随着生活水平的提高,人们在出行方式上也得 到了很大改善,对汽车的需求量也越来越大。
因此,国内的汽车行业也得到了飞速发展,燃油车、新能源 汽车的种类层出不穷;国产车、合资车与进口车的竞 争也愈演愈烈,在汽车的设计制造方面各显神通。
但 是,不管是哪种类型的汽车,白车身都是核心部件之 一,因为白车身既是汽车的主体,也是其他零部件装 配的基础。
白车身配备的各类构件都设定了必备的 尺寸及功能,要提升制作整车的合格率,不可缺失针 对于尺寸的调控监管[1]。
白车身的制造质量直接或间 接地影响了其他零部件的装配,从而影响整车的性 能。
白车身的制造质量主要包括六大支柱:尺寸精 度、钣金表面洁净度、焊接强度、涂胶质量、扭矩及选 装件防错。
其中尺寸精度是首要控制因素,因为白车 身的尺寸精度会影响总装件的装配质量,是提高汽 车整车性能的关键。
白车身主要由钣金零件通过焊接而成,影响整 车尺寸精度因素有零件来料问题、零件装配偏差和 焊接变形等。
为了提高白车身的尺寸精度,需要对白 车身整个制造过程进行尺寸控制及调整。
本文结合 生产实际,提出基于三坐标测量的汽车白车身尺寸 控制策略,并在某车型上进行试验,通过应用实例验 证其有效性。
文章编号:1672-545X(2021 )03-0067-051三坐标测量设备及测量原理任何形状都是由空间点组成的,所有的几何量 的测量都可以归结为空间点的测量,因此精确进行 空间点的采集,是评定任何几何形状的基础。
浅析提升白车身精度的管控措施浅析提升白车身精度的管控措施文/娄源发·浙江吉利汽车有限公司随着汽车工业的迅猛发展,市场竞争日益加剧,国内各大主机厂都在通过尺寸工程来不断提高自己产品的性能和精度,车身是整车开发的重要组成部分,精度工程是一个系统工程,是开发过程中的关键技术之一,该项技术对于车身开发质量和制造质量的提升起到了重要的推动作用,贯穿造型开发、产品设计与工业化的各个阶段,尺寸工程集成设计与控制实施能力反映了一个企业的整车开发综合实力,图1为分析开发阶段影响车身尺寸精度的因素。
所以,在整个开发过程中,必须有一套系统的白车身开发质量控制大纲,使质量控制的整体思路系统地贯穿于每个过程或环节,明白每个开发环节中应完成哪些重点工作,注意哪些关键问题,才能保证最终开发完成的白车身达到尺寸精度要求。
本文中以吉利帝豪百万辆为样板车辆,开展以下详述。
设计阶段的保障流程在开发SE阶段对白车身控制车身装配为多层次、多环节及工序复杂的生产过程,影响尺寸精度偏差的因素很多,包括了从产品设计、工艺设计、工装夹具结构、车身零件精度、车身匹配焊接变形及人为操作等多个方面,图2为造成白车身尺寸偏差的因素。
所以零件尺寸精度要从产品诞生阶段进行管控,介入到前期的同步工程(SE)中,以结构简单、制造方便和使用工艺性强为前提,目前国内采取的设计程序分析如下:①竞品车分析;②白车身精度(Body-in-White);③汽车RPS系统和PCM执行标准。
图1 分析开发阶段影响车身尺寸精度的因素图2 为造成白车身尺寸偏差的因素产品一致性定位系统的确定规划定位RPS系统,零件的定位基准是质量控制工作的基石,并作为从设计开发、制造到测量,直至批量生产的各个环节中共同遵循的定位基准,它为每个零件建立了自己的零件坐标系,用来表达零件主定位信息,是设计、冲压、焊装和总装的共享信息集合,可以最大限度地降低因基准不同而导致的零件偏差,确定一个基准设计是尺寸工程开展的关键。
焊装质量控制焊装作为轿车的四大工艺之一,是一个非常重要的工序,白车身表面和配合间隙影响整车的外观,尺寸偏差将严重影响着总装装配和整车性能,焊接质量则关系着整车的安全性能,并且因为焊装的质量问题对后序的影响将是后工序不可修复或难以改善的,所以整车的冲焊工序质量控制就尤为重要。
焊装的质量控制可分为四部分,白车身尺寸控制、白车身焊接质量控制、白车身外观质量控制、白车身扭矩控制。
一、白车身尺寸控制1、夹具的控制焊装白车身尺寸控制主要由现场夹具来保证,而夹具的精度和状态是首先必须保证的。
夹具的检查、点检由车间操作者执行,工艺员进行工艺检查,质保科监控;检查内容包括夹具上定位销、定位面等是否磨损、松动,有无异常等,设备科工装班和生产车间共同维护。
建立夹具工作状态清单,对易受影响产生精度下降的夹具定期标定与校正,保证车身尺寸的变动处于受控范围内。
质检组根据工序检查表对相关工位夹具进行工位审核,审核工位滚动调整。
凡涉及车身尺寸的问题需调整夹具,必须由车间结合3D测量数据和生产技术科、质保科共同确定,以保证现场车身夹具使用处于受控状态,对调整夹具后的白车身车身号有记录,对于工艺有变更的也必须有记录。
2、车身尺寸的控制通过近期不同车型IQG值情况反映,车身的尺寸一直存在波动,因为部分车身尺寸的偏差,造成总装装配困难,这就需要在车身上适当增加测量点,如侧围间距、大灯安装支架与翼子板的间距等。
根据3D测量数据的变动对车身部分测量点抽检,同时以一周为单位对车身尺寸进行检查。
3、检具测量现场生产的分总成件首件、中间件、末件要求上检具,对所生产件的状态,尤其是尺寸状态进行检验,确定生产前及生产中产品的一致性,合格性,保证对各个分总成的实际尺寸与检具的要求的差异能够及时发现,并对异常情况进行整改,防止批量问题的发生。
主要测量项目是孔、间隙、平度等。
对于关键总成件、表面件都直接影响白车身的尺寸,IQG,甚至整车的配合情况,要求焊装车间对于检具的使用及维护制定计划,按照计划实施。
浅谈白车身尺寸精度的影响因素及其相关精度控制对策作者:张红鲜来源:《环球市场》2018年第26期摘要:新时期,随着我国经济建设步伐的推进,汽车行业正处于飞速发展阶段,为了进一步的扩大市场,许多汽车企业加强汽车的更新换代设计,车身作为汽车当中的重要结构件,也是汽车更新设计的重要内容。
本文主要对汽车白车身尺寸精度的影响因素及其相关精度控制对策进行了探讨分析。
关键词:车身制造;车身尺寸;制造工艺;质量控制一、车身尺寸质量控制的重要性在汽车结构中,车身是整个汽车的主体结构,同时还是各零部件的基础载体,通常,车身上会装载上许多的零部件,由此可见,汽车车身的制造工艺非常的复杂,因此,对于车身尺寸的质量控制工作就显得尤为重要,而且车身尺寸的质量控制技术往往也体现了汽车制造企业的实力。
车身尺寸的标准情况会直接影响到汽车出厂之后的外观以及各个部件的性能,影响整车的密封性,使车在行驶的过程中产生巨大的路噪,严重的还会产生动力性的问题,这些问题都会影响汽车使用者的使用体验,对汽车制造厂家造成不好的影响。
因此,为打造出优秀的汽车品牌,提升国产汽车品牌的质量,要加强车身的尺寸质量控制,提高汽车制造企业的制造水平。
二、影响车身制造尺寸的主要问题汽车车身在进行制造时由许多的冲压件组合焊接而成,而且这些冲压件在焊接时会经过众多的流水线,而且车身的装配还不属于同一层次结构的装配,每个环节都有各自的层次结构,所以影响车身制造尺寸的因素有很多。
(一)冲压件的尺寸偏差问题车身焊装零件主要都是冲压件,一类为表面的外覆盖件,另一类为内部结构冲压件。
这些冲压件的形状复杂,经过冲压、剪切、弯曲、拉伸、扩张、翻边等多个不同工艺流程,然后按照图纸标准设计而成,因此,对于尺寸精度要求非常高。
冲压件回弹问题是影响冲压件尺寸的最大因素。
板材经冲压之后会产生应力变形,其形状和尺寸都产生了变化。
上述原因都是由冲压件模具、人为操作或者冲压机械的问题引起的。
(二)焊接操作造成的尺寸偏差问题在车身各部件冲压完成后,要对冲压件进行焊接组合,焊接人员在焊接时要利用专业的焊接夹具来保证冲压件焊接的尺寸精度,焊接夹具在对冲压件进行夹紧时要保证夹紧位置准确,焊接过程全部依靠夹具的力量对冲压件进行定位,所以一定要保证夹具基准面与冲压件垂直,保证在进行焊接操作时的稳定。
尺寸链在控制白车身下部尺寸中的应用成都市龙泉驿区成龙大道三段177号610100【摘要】在整车制造中白车身的尺寸尤为重要,那么作为白车身主体框架的基础-下部的尺寸控制更是重中之重,下部零件之间的连接工艺多为焊接,所以在尺寸控制上还是依赖于精良的焊接工装夹具、合格的零件尺寸、合理的生产工艺等,那么我们需要一个得心应手的工具来评价和不断完善这些能够控制尺寸的关键要素,这个工具就是尺寸链,它就像我们人体的神经系统,一方面可以控制与调节各器官系统的活动,使人体成为一个统一的整体,另一方面通过它可以对人体的各个器官进行分析与综合,使机体对各种变化做出正确的应对和反映。
尺寸链的应用会使车身的搭建基础下部建造的更精准稳固。
【关键词】尺寸链;夹具工装评价;零件尺寸监控整车制造是有车身、底盘、内外饰、电子电器、动力系统几大部分组成,包含了14000-20000个零件,其中自主机厂环节包含冲压、焊接、涂装、总装四大工艺过程。
那么白车身的焊接也是一个非常复杂的过程,通常由300-500个具有复杂空间曲面的薄板冲压件,在近100个装配工位夹具上大力量、快节奏的焊接而成;所以白车身的制造中间环节众多,每一个环节都可能是尺寸偏差的来源,工装夹具的定位偏差、焊接变形、零件偏差、操作及工艺的合理性等。
因此,我们要努力保证产品的制造精度,尺寸链的运用就成了汽车制造尺寸控制重要手段。
它能够帮助我们校核产品设计的合理性、零件基准和公差设计的合理性、工装方案的合理性同时还能指导我们纠正和改进。
1 合理评价零件尺寸白车身下部由上百个零件搭接焊接而成,所以零件尺寸的合格与否是最终形成下部整体尺寸好坏的关键一环,判断零件尺寸合格与否,我们首先要有一套合理完善的评价标准,评价标准就要建立在合理的零件基准和零件公差设计上,零件基准的选择是尤为重要的,要根据设计和使用要求、零件结构特点,并兼顾基准统一的原则,下面列举基准的选择和设计要求:1、选择孔作为基准时首先明确主副基准,其次两孔间距大于零件总长的2/3。